|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PRECIZIA DE PRELUCRARE SI ASAMBLARE
Calitatea asamblarii este direct legata de calitatea realizarii reperelor componente.Reperele care nu corespund conditiilor tehnice impuse in desenul de executie influenteaza negative calitatea asamblarii si pericliteaza buna functionare,precum si durata de functionare a ansamblului.
Lipsa de precizie a reperelor asamblate este cauzata de:
>abateri ale organelor asamblate rezultate din erorile de prelucrare;
>abateri datorate asezarii necorespunzatoare a reperelor; >abateri ale grupelor pieselor In miscare. ERORILE DE PRELUCRARE ale reperelor sunt limitate de tolerantele prescrise pentru dimensiunile suprafetelor si de corelatiile dintre ele. ERORILE DE POZITIE ale pieselor apar ca erori ale lantului de dimensiuni ,al carui element de inchidere va avea o eroare ce nu trebuie sa depaseasca tolerantele prescrise. Abaterile datorate pozitionarii necorespunzatoare a unor repere sunt considerate erori grosolane ,care sunt datorate neglijentei sau neatentiei.
Abaterile grupelor de repere in miscare sunt legate atat de starea de dezechilibru a maselor in miscare ,cat si de aparitia vibratiilor.
ABATERI
Calitatea pieselor si a produselor finite este determinate de valorile reale ale parametrilor chimici ,fizici ,mecanici sau geometrici.
Organele de masini sunt corpuri geometrice care au forme variate ,care depind de:
>tipul suprafetelor care le compun;
>dimensiuni;
>pozitia reciproca a suprafetelor;
>distantele dintre suprafete; >gradul de netezime al suprafetelor. In procesul tehnologic de asamblare,din mai multe piese finite se obtine un produs finit(aparate,masini,instalatii).
Datorita faptului ca in timpul obtinerii unui produs finit intervin un numar mare de factori obiectivi si subiectivi(imperfectiunile mijloacelor de lucru sau de control),piesele si produsele finite se deosebesc unele de altele ,dar si de piesa sau de produsul teoretic. PRECIZIA PRELUCRARII reprezinta gradul de asemanare a piesei sau a produsului realizat,fata de piesa sau produsul proiectat. Cresterea gradului de apropiere,deci cresterea preciziei se face prin impunerea in proiect a unui numar de conditii functionale. Din punct de vedere geometric,precizia prelucrarii pieselor si precizia asamblarii iau in considerare urmatoarele aspecte: >precizia dimensiunilor(liniare si unghiulare); >precizia formei geometrice a suprafetelor; >rugozitatea suprafetelor(libere sau in contact).
PRECIZIA DIMENSIONALA
Prin dimensiune se intelege marimea care exprima valoarea numerica a unei lungimi ,in unitatea de masura aleasa.
COTA este dimensiunea inscrisa pe desenul de executie. ARBORE- denumire conventionala a oricarei suprafete exterioare,chiar daca nu este cilindrica(la montaj,piesa cuprinsa). ALEZAJ- denumire contraventionala a oricarei suprafete interioare a unei piese,chiar daca nu este cilindrica(la montaj ,piesa cuprinzatoare).
Dimensiunile,in general ,pot fi de mai multe tipuri:
1)DIMENSIUNEA NOMINALA notata cu N,este stabilita prin calcul si are aceeasi valoare
pentru arbore si alezaj In asamblarea considerata. 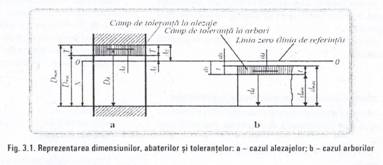
2)DIMENSIUNEA LIMITA ADMISIBILA maxima sau minima -reprezinta dimensiunile care au rolul de a asiguara functioanarea in conditii bune a pieselor.
3)DIMENSIUNEA MEDIE este semisuma dimensiunilor limita.
4)DIMENSIUNEA EFECTIVA este valoarea obtinuta prin prelucrare si pusa in evidenta prin masurare.
Conventional,se folosesc urmatoarele notatii:
>litere mari pentru dimensiunile alezajelor;
>litere mici pentru dimensiunile arborilor.
ABATEREA reprezinta diferenta algebrica dintre dmensiunea considerate(dmin,dmax,def) si dimensiunea nominala corespunzatoare si se noteaza cu A,respectiv a.
Abaterile sunt de doua feluri:
1)ABATERE LIMITATA(as-abatere superioara,ai-abatere inferioara) este diferenta algebrica dintre dimensiunile limita si dimensiunea nominala.
2)ABATERE EFECTIVA este diferenta algebrica dintre dimensiunea efectiva si dimensiunea nominala. > Aef=Def-N;
>Def=
>Ae=def-N;
>def=N+aef
Dupa masurare ,putem ajunge la urmatoarele situatii:
-cand aef>as si Aef<Ai,piesa este rebut recuperabil;
-cand aef>ai si Aef>As,piesa este rebut irecuperabil.
Abaterile se prezinta in raport cu linia zero(linie de referinta,care reprezinta dimensiunea nominala N).
Abaterile pot avea valori positive,negative sau zero.
TOLERANTA este diferenta dintre dimensiunea minima(diferenta dintre abaterea superioara si abaterea inferioara).Toleranta are totdeauna valori positive.
CAMPUL DE
TOLERANTA este zona cuprinsa intre cele doua
dimensiuni limita. 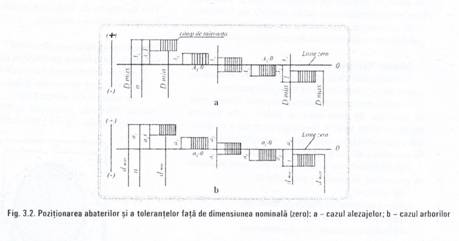
PRECIZIA DE PRELUCRARE.ABATERI SPECIFICE
Precizia de prelucrare dovedeste in ce masura au fost respectate ,in procesul de prelucrare ,indicatiile prevazute in desenul de executie al unei piese.
Precizia de prelucrare se refera la:
>forma geometrica a piesei;
>precizia dimensionala;
>pozitiile reciproce ale suprafatelor;
>calitatea suprafetelor.
Pentru prelucrarea cu o precizie ridicata a organelor de masini se cere,in primul rand,ca masinile- unelte la care se efectueaza prelucrarea sa poata asigura precizia corespunzatoare.
Gradul de precizie la care trebuie executate organelle de masini se stabileste de catre constructor.
Pentru stabilirea preciziei,se iau in considerare:
>nivelul tehnic care se cere masinii;
>conditiile in care se construieste;
>asigurarea functionarii pe o anumita durata de timp.
In ansamblul unei masini ,al unui utilaj sau al unei constructii mecanice,piesele ocupa anumite pozitii determinate de rolul pe care il indeplinesc in acesta.
Pozitiile pot fii fixe sau se pot schimba,prin miscari simple sau complexe a unora in raport cu altele.
Asamblarea pieselor unei constructii mecanice trebuie sa se faca in asa fel incat sa se asigure la actiunea reciproca pozitia pieselor in timpul functionarii constructiei.
Daca vom considera o imbinare prin ajustaj ,pentru a fi siguri de caracterul ajustatului,trebuie sa se indice gradul de precizie pentru prelucrare,inca din de proiectare. Prelucrarea mecanica a organului de masina determina gradul de precizie a acestuia.
Daca asamblarea se poate efectua fara a mai fi nevoie de anumite lucrari de ajustare,inseamna ca piesele au fost executate cu precizii dimensionale si de forma incadrate in limitele de toleranta stabilite.
In aceasta situatie ,piesele se pot schimba sau se pot intrebuinta la asamblare ,pentru oricare din ansamblurile fabricate.In aceste conditii,inseamna ca piesele sunt interschimbabile.
Interschimbabilitatea cere ca suprafetele principale si auxiliare ale pieselor sa fie prelucrate cu precizie ,in limitele de toleranta prescrise.Practic ,pot exisista cazuri de piese cu precizie de prelucrare corespunzatoare unei interschimbabilitati totale ,partiale sau limitate .
Incadrarea intr-una din aceste categorii de precizie de prelucrare este determinata de conditiile economice.
O alta categorie este formata din dimensiunile auxiliare,folosite pentru p;ozitionarea piesei pentru prelucrare si dimensiunile libere.
Din punct de vedere constructive ,prezinta importanta abaterile ce pot aparea la dimensiunile care determina pozitia si functionarea piesei in cadrul masinii.Din punct de vedere tehnologic,au importanta erorile la dimensiunile auxiliare,deoarece prin ele se pot influenta abaterile dimensiunilor de la pozitia si functiunea piesei in cadrul masinii.Dimensiunile libere nu au niciun fel de importanta din punct de vedere tehnologic sau din punct de vedere constructive.
Prin standardele de stat,sunt stabilite valorile abaterilor dimensionale admisibile.
ABATERI DE LA FORMA GEOMETRICA
Abaterile de la forma goemetrica pot fi:
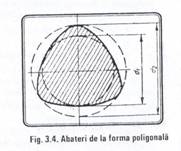
>abateri referitoare la forma cilindrica a piesei;
>abateri care provin din
diferenta dintre razele de curbura din acelasi plan. Aceste
diferente determina o forma ovala sau poligonala,in
locul formei cilindrice dorite. 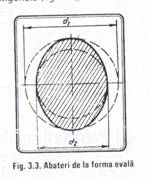
De remarcat este faptul ca aceste abateri nu sunt sesizate de multe ori la masuratori ,din cauza simetriei lor.
Daca se folosesc aparate cu doua puncte de contact(sublerul),masurarea se face numai dupa un diametru,dar aceste abateri nu pot fi detectate.
Ovalitatea se poate constata prin intermediul micrometrului.
Forma poligonala se poate verifica cu ajutorul unui ceas comparator fixand piesa intre varfuri sau pe o placa de trasat.
Pentru piesele care au suprafetele de asamblare plane,apar abateri in ceea ce priveste rectinilitatea si planitatea.Abaterile privind rectinilitatea se refera la profilul suprafetei. Profilul suprafetetei rezulta din intersectia suprafetelor prelucrate cu un plan ideal,perpendicular pe ea. Erorile privind rectinilitatea generatoarei cilindrului fac ca piesa cilindrica sa apara sub forma:
>convexa(butoi)
>concava(musor)
>cu axa curba
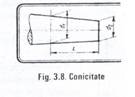
>cu forma conica 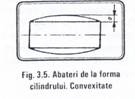


Eroarea de rectinilitate se refera la toata lungimea liniei de intersectie sau pe o anumita lungime a ei.
Abaterea de la planitate se defineste ca o abatere de la rectinilitate ,in toate directiile suprafetei prelucrate.
ABATERI DE LA POZITIA RECIPROCA A SUPRAFTELOR
Precizia pozitiei reciproce a suprafetetelor ce limiteaza o piesa este determinate de marimea abaterilor care apar.
Abaterile de la pozitia reciproca a suprafetelor se refera la:
>coaxialitate;
>bataie radiala;
>bataie frontala;
>neparalelism;
>abatere de la pozitia axelor;
>perpendicularitate. Abaterea
de coaxialitate se refera la abaterea care exista intre axele a doua gauri sau
a doua suprafete cilindrice 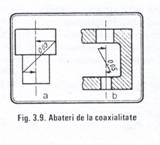
Bataie radiala se refera la diferentele
dintre distantele de la suprafata prelucrata a p;iesei,la
axa.Se considera de la acelasi fel si coaxialitatea abaterilor de forma. 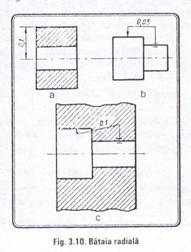
Abaterile privind paralelismul sunt
caracterizate prin diferenta dintre dimensiunile distantelor de la o axa la
alta,de la o axa la suprafata sau distanta dintre cele doua suprafete. 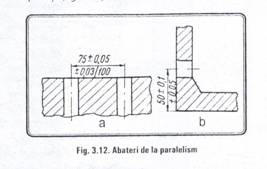
Bataia
frontala se refera la diferentele dintre distantele suprafetei frontale a
piesei pana la un plan perpendicular pe axa,masurate
paralel cu axa. 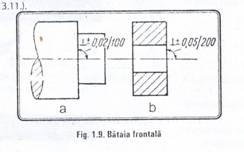
Erorile pivind perpendicularitatea se refera la
abaterile de la unghiul drept,format de doua suprafete
plane sau de doua axe. 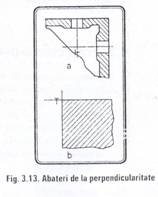
Copyright © 2025 - Toate drepturile rezervate