|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Sudarea in linie
Sudarea in linie este un procedeu de sudare electrica prin presiune , la care sudura se obtine intre fetele a doua piese stranse intre rolele de contact prin care trece curentul de sudare dirijat perpendicular pe piesele de sudat; este o sudare prin puncte partial suprapuse.
Variantele de sudare ale acestui procedeu sunt:
Ø Cu curent modulat, la care rolele inainteaza continuu, iar curentul de sudare este modulat prin circuit, astfel incat amplitudinea lui variaza dupa o lege data;
Ø Cu impuls de curent, la care rolele inainteaza continuu, iar curentul de sudare trece prin circuit sub forma de impulsuri;
Ø Cu miscare intermitenta, la care in timpul miscarii rolelor nu trece curentul electric, iar cand rolele se opresc , se executa un punct de sudura;
Ø Cu pasi pierduti, la care dupa inaintarea rolelor pe o distanta "a" se produce o miscare inapoi a rolelor pe o distanta a/2, in care timp se stabileste curentul de sudare.
Toate variantele enumerate se folosesc la sudarea tablelor subtiri, de la 0,25+0,25 mm pana la maximum 3+3 mm, plane sau cilindrice, stranse intre rolele-electrozi de contact.
La fel ca la sudarea prin puncte, si la sudarea in linie la tablele trebuie sa fie absolut curatite de rugina, murdarie etc., care si la acest procedeu produc defecte de sudura.
Formele caracteristice sudarii in linie sunt cu margini rasfrante sau suprapuse. De asemenea, se foloseste si sudarea in linie prin strivire, daca suprapunerea este foarte mica, pana la maximum 1 mm.
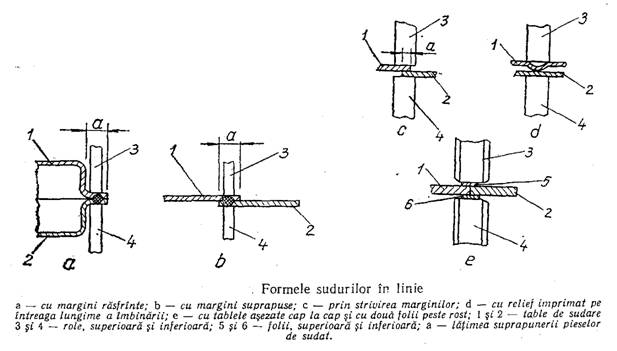
Sudarea in relief este o varianta la care uneia din table (celei mai groase, daca tablele sunt de grosimi diferite) i se imprima un relief pe intreaga lungime a cusaturii si care prin presare se aplatizeaza; este o varianta folosita pentru obtinerea de suduri etanse.
De asemenea, sudarea in linie poate fi executata si cu asezarea marginilor tablelor cap la cap, iar in dreptul rostului la partea superioara, cat si la partea inferioara se aplica cate o folie care, dupa ce curentul de sudare le-a adus in stare plastica prin presare, se imbina prin intrepatrunderea in metalul de baza pe toata latimea foliei, rezultand astfel o sudura la nivelul tablelor.
Grosimea foliilor se ia de 0,15s (s fiind grosimea tablelor la imbinat). Este necesar ca pregatirea tablelor sa fie executata atent, cu marginile perfect drepte si aliniate cap la cap, fara rost intre ele.
Procedeul se foloseste la sudarea rezervoarelor, a containerelor si a ambalajelor din table de otel in industria de automobile, tractoare, bunuri de consum. Prin acest procedeu pot fi sudate si tevi de generatoare, conform schemei din figura.
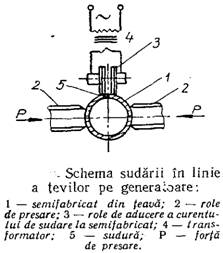
Banda de otel, dupa ce este transformata intr-un semifabricat de teava 1, este introdusa intre doua role de presare 2, iar prin rolele 3 de la partea superioara se introduce curentul de sudare.
Prin dezvoltarea caldurii si presarea rolelor se obtine cusatura la partea superioara. Cu aceasta schema se sudeaza tevi din otel carbon si slab aliat cu grosimea peretelui intre 0,5 si 2 mm.
Copyright © 2025 - Toate drepturile rezervate