|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Rectificarea danturilor la rotile dintate cilindrice
Rectificera este de regula procedeul final de finisare a rotilor dintate si se aplica dupa tratamentele de durificare obtinandu-se o calitatee a suprafetei mai buna si in functie de procesul de rectificare o precizie mai buna.
Ca si la celelalte procese de prelucrare a danturilor exista a)rectificare prin copiere; b)rectificare prin rulare
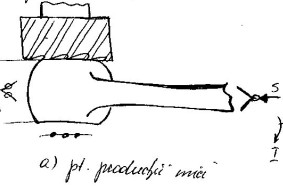
a) Rectificarea prin copiere
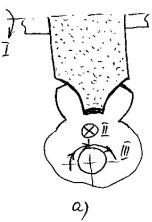

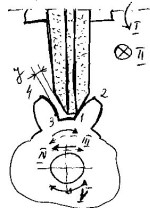
In toate cele 3 scheme I- miscarea pricipala de rotatie a pietrelor abrasive profilate conform profilului flancurilor de la dintii de rectificat care da viteza de aschiere vI=15..20m/s; II-miscarea de avans longitudinal in lungul dintilor realizati de piesa; III- miscarea de indexare dinte cu dinte care se realizeaza periodic dupa rectificaea unui flanc sau a 2 flancuri periodic.
Rectificarea la un flanc se face prin mai multe treceri deoarece Ap=0,080,12 si t=0,003.0,05
![]() (Ap,t - din tabele)
(Ap,t - din tabele)
Se observa ca in a) profilul pietrei abrasive trebuie sa fie cat mai exact profilul unui gol astfel pentru fiecare roata la un anumot modul m si un anumit numar de dinti z trebuie sa se construiasca o piatra pentru aceasta roata. Orice eroare de profil de pe piatra se copie pe flancul rotii de aceea acest proces de rectificare prin copiere se foloseste pentru obtinerea unor rugozitati ma mici dupa prelucrarea prin aschiere si dupa tratamente de duriflcare si mai putin precisa( cel mai mult cu 1 clasa)
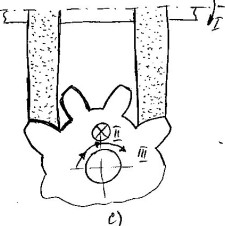
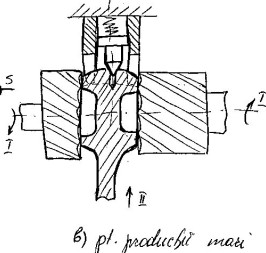
In schema b) se observa ca la module mari si foarte mari se prelucreazadoar cate un flanc deoarece fortele de aschiere sunt foarte mari. Se mentin acelasi avantale si dezavantaje ca si la schema a).
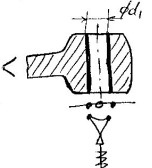
In schema c) prelucrarea se face cu 2 pietre simultan mai ales la roti de module mijlocii si mici astfel incat la reglarea discurilor sa se prelucreze pe cat posibil 2 flancuri de dinti diferiti la distante maxim posibil pentru a se apropia forma curba de la disc catre forma cilindirca. Astfel se asigura variatii mai mici a vitezei de aschiere. Variatia de viteza conduce la variatia rugozitatii.
b) Rectificarea prin rulare
Este un process mult mai precis care se aplica tot dupa tratamente in scopul obtinerii unor rugozitati mai mici(calitate mai buna) cat si a unei precizii mai bune.
A) Procedeul MAAG
B) Procedeul NILLES
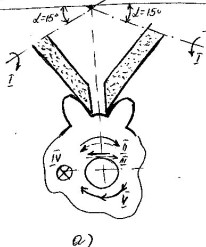
In A se prezinta procesul de rectificare prin rualre cu 2 discuri de tip
toler inclinate la 15![]() fata de planul
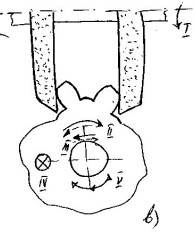
orizontal iar in b) tot pe principiul MAAG se prezinta rectificarea prin rulare
cu 2 discuri taler pe acelasi arbore.
fata de planul
orizontal iar in b) tot pe principiul MAAG se prezinta rectificarea prin rulare
cu 2 discuri taler pe acelasi arbore.
In ambele cazuri miscarea principala de rotatie I este ralizata de scule de rectificat care asigura si viteza de aschiere vI=20.25 m/s. Micarile celelalte sunt: miscarea de rulare executata de roata de rectificat compusa dintre rotatia II si a translatia III intr-un sens si apoi in celalalt sens. Dupa rectificarea celor 2 flancuri opuse de la 2 dinti vecini urmeaza indexarea V, o indexare periodica (dinte cu dinte). IV- miscarea executata de piesa in lungul dintilor (miscare de avans longitudinal).
In B) rectificarea acu piatra biconica . Miscarile sunt acelasi ca la a) si b) ci exceptia miscarii de avans in lungul dintilor (II) in plan vertical. IN toate situatiile se obtine precizia din clasele 4 si in conditi ingrijite clasa 3. Desi pentru clasa 1,2 s-au prevazut tolerante in STAS masinile proiectate pana acum nu asigura precizia prescrisa. Clasa 3 se foloseste pentru roti dintate din componenta dispozitivelor de control. Costul unei oeratii de rectificare prin rulare poate sa depaseasca costurile la toate operatiile de prelucrare a intregii roti de aceea se rec ca in p.t. inaintea rectificarii sa se prevada o operatie distincta de control intermediar pentru a nu se strecura eventuale rebuturi de la prelucrarea prin aschiere de la dantura si de la alezaj.
In B rectificarea incepe din fundul unui dinte(1) pana la 2 (din varful dintelui) dupa care se inverseaza miscarea de rulare, se preia jocul j si se realizeaza rectificarea din(3) pana in (4) dupa care urmeaza miscarea de indexare(V).
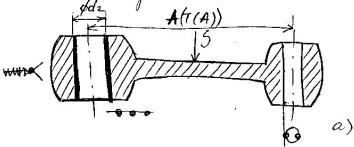
RECTIFICAREA DANTURII CU PIATRA ABRAZIVA MELC
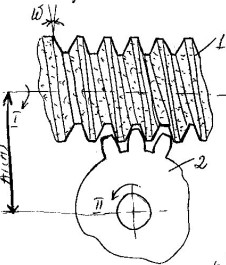
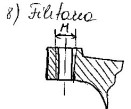
1)melc abraziv; 2)roata de rectificat. In functie de modulul rotii de rectificat se construieste si melcul de acelasi modul. Costul este foarte ridicat al melcului dar pentru ca productive este foarte mare se foloseste numai la productia de SM si M fara pretentie de precizie mare (clasa5). La reglarea masinii se acorda atentie la distanta A cu TA tinandu-se cont ca fundul dintelui si varful dintelui nu se rectifica. Daca rotile dintate NU au latimea sufficient de mica pt a evita forma rotunda care se imprima trebuie sa se construiasca melc cu raze mai mari ceea ce se presupune costuri foarte mari.
TEHNOLOGIA DE PRELUCRARE A BILELELOR
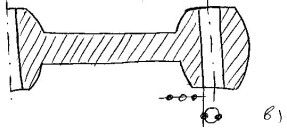
Bilea este un organ de masini care face legatura intre un arbore cotit si un piston prin intermediul unui bolt de piston.
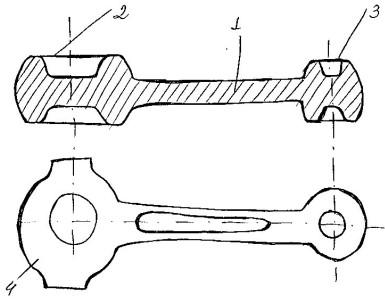
Daca este semifabricat matritat putem intalni 2 variante: monobloc; din 2 bucati(o bucata fiind capacul)(4). Ca orice corp este format din 1- corp propriu-zis de forma unei tije profilata in sectiune transversala; 2- capul bielei; 3- piciorul birlri; 4- capac care poate fi matritat separate. Biela este un organ de masini care trebuie sa aibe o mare rezistenta la oboseala pentru ca lucreaza in regim dynamic si o rigiditate buna pt a nu produce vibratii si diferente mici de masa pt a nu produce dezechilibrari si zgomot la functionare.
Se mai impugn urmatoarele conditii: fetele frontale dupa prelucrare sa fie paralele, axele gaurilor sa fie perpendiculare pe fetele frontale (cu tolerante prescrise); distanta dintre axe cu tolerante foarte mici;colplaneitatea celor 2 axe si paralelismul acestora; rugozitati: Ra 1,6µm inainte de introducerea cuzinetilor si 0,8 µm dupa monatrea acestora
TEHNOLOGIA DE PRELUCRARE A BILELELOR
1) prelucrarea bazelor tehnologice; in cazul bieleor supraf plane frontale sunt considerate baze tehnologice deoarece in continuare la prelucrare piesa se aseaza pe aceste suprafete.
Schema a) se aplica la productia de serii mici care se prelucraza mai intai pe o fata pe o masina de frezat verticala dupa care se intoarce piesa si se prelucraza iar.
LA prelucrarea de serie mijlocie si mare se aplica b) de frezare simultana a celor 2 suprafete plane. Se observa ca la aceste prod mari se da in prealabil o gaura de centare astfel incat prisma .. orienta capul bilelei sa aiba un varf mobil care sa centreze peg aura de centrare din biela. Se asigura simetria celor 2 suprafete plane fata de axa bilelei.
2) Prelucrarea prin degrosare a celor 2 alezaje. Mai intai se prelucreaza alezajul maic din piciorul bielei ca sa putem centra la prelucrarea celuilaly alezaj. In majoritatea cazurilor prelucrarea consta din gaurire, largire, alezare de degrosare la Ra 1,6.3,2.
3) prelucrarea alezajului din capul bielei
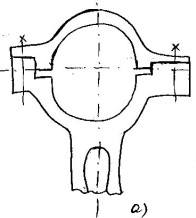
Daca este corp comun:
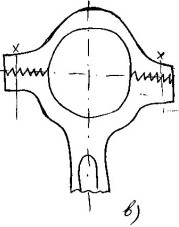
Daca e din 2 corpuri
Se prelucreaza de fapt un semicilindru prin frezare cu o freza cilindro- frontala daca gasim diamnetrul corespunzator in STAS, daca nu se alezeaza cu o bara de alezat pe o masina de alezat sau pe strung.
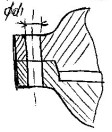
4)taierea cu freza disc fierastrau a capacului numai in cazul bielelor monobloc
5)+6) Prelucrarea suprafetelor plane de imbinare a capacului cu capul bielei.
In operatia 5 ar fi preluc suprafetelor plane de imbinare a capacului si 6 prelucrarea suprafetelor de imbinare a co
In b) se prezinta o solutie de imbunatatire mai ieftina la care se prelucreaza niste dinti folosind aceeasi freza disc profilata pentru suprafete de pe capac si de pe corp
7)prelucrarea gaurii in vederea filetarii
8)Filetarea
9)Adancire + largire
Copyright © 2025 - Toate drepturile rezervate