|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Clasificarea procedeelor de sudare
Procedeele de sudare pot fi clasificate dupa mai multe criterii. Cea mai obisnuita clasificare este dupa modul in care sunt aduse marginile de imbinat ale pieselor si, din acest punct de vedere, procedeele pot fi:
de sudare prin topire;
- de sudare prin presiune.
La sudarea prin topire, marginile pieselor de imbinat sunt aduse in stare topita, iar dupa solidificare se formeaza sudura. La sudarea prin presiune, marginile de imbinat, incalzite local sau nu, sunt presate una contra celeilalte pana la obtinerea imbinarii necesare.
Felul incalzirii marginilor de imbinat formeaza, de asemenea, un criteriu de clasificare a procedeelor. Din acest punct de vedere se deosebesc:
sudarea chimica, la care marginile sunt incalzite si topite local prin caldura dezvoltata de o reactie chimica exotermica sau prin turnarea unui metal. Din aceasta grupa fac parte procedeele de topire cu flacara de gaze sau cu termit;
sudarea electrica, la care marginile sunt topite prin efectul caloric al arcului electric, fara exercitarea vreunei solicitari meeanice. Din aceasta grupa fac parte procedeele de sudare cu arc electric descoperit sau acoperit;
- sudarea electrochimica, la care marginile de imbinat sunt topite cu arc electric in mediu de gaz protector inert sau reducator sau in mediu de gaze reducatoare (H2, CO2);
- sudarea termomecanica, la care marginile de imbinat sunt incalzite cu ajutorul unei reactii chimice, iar imbinarea se realizeaza in urma unei solicitari mecanice (presare, laminare, lovire). In aceasta grupa intra procedeele cu flacara de gaze si cu termit, realizate prin presiune, precum si procedeul de sudare prin forjare;
- sudarea electromecanica, la care incalzirea marginilor se realizeaza electric, iar imbinarea se obtine printr-o solicitare mecanica. Din aceasta grupa fac parte procedeele de sudare prin rezistenta electrica si presiune: cap la cap, in puncte, in linie etc.;
- sudarea mecanica prin presiune la rece sau prin frecare, la care imbinarea se obtine prin actiunea unei forte de presare, frecare sau soc.
Sudarea cu arc electric. In aceasta grupa intra toate procedeele de sudare cu arc electric vizibil sau acoperit (sub strat de flux), cu electrod fuzibil sau nefuzibil, electrod de carbune, cu plasma etc.
Sudarea prin presiune. In aceasta grupa intra toate procedeele de sudare prin rezistenta electrica: cap la cap, in puncte, in relief. Procedeele cap la cap pot fi prin topire intermediara sau in stare solida. Tot in aceasta grupa intra si sudarea prin presiune cu curenti de inalta frecventa.
Sudarea cu gaze. Aceasta grupa cuprinde procedeele de sudare cu flacara de gaze (cu oxigen): sudarea oxiacetilenica, oximetanica, oxihidrica.
Sudarea cu flacara de gaze face parte din categoria procedeelor de sudare ce utilizeaza energia termochimica. Sursa de energie termica folosita pentru a incalzi local piesele la temperatura de topire o formeaza flacara de gaze.
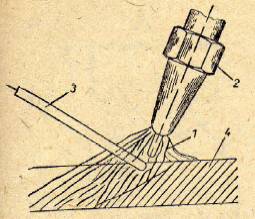
fig.1 Sudarea cu flacara de gaze:
1 - flacara de gaze; 2 - becul suflaiului; 3 - metal de adaos; 4 - piesa de sudat.
Sudarea cu flacara de gaze este procedeul la care sursa termica o constituie flacara care rezulta prin arderea unui gaz combustibil in amestec cu oxigen la iesirea din suflaiul de sudare (fig.1). Cu flacara de gaze se pot suda oteluri nealiate si aliate, fonta cenusie, metalele neferoase si aliajele lor (Al, Cu, Zn, Ni, Mg, Am, Bz etc.) precum si metalele pretioase.
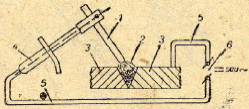
fig.2 Sudarea cu arc electric cu electrod metalic:
- electrod metalic; 2 - arcul de sudare; 3 - piese de sudat; 4 - cleste
portelectrod 5 - cablu de sudare; - sursa de curent de sudare.
Procedeul la care arcul electric se formeaza intr-un electrod metalic invelit, neinvelit sau cu miez si piesa de sudat; sudura se formeaza din metalul topit din electrod si metalul de sudat (fig. 2). Sudarea poate fi executata cu un curent continuu sau alternativ, in functie de felul electrodului folosit.
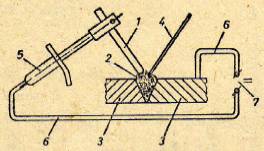
fig.3 Sudarea cu arc electric cu electrod de carbune:
1 - electrod de carbune; 2 - arcul de sudare; 3 - piese de sudat; 4 - metal de adaos; 5 - cleste portelectrod; 6 - cablu de sudare; 7 - sursa de curent de sudare.
Procedeul la care arcul electric se formeaza intre un electrod de carbune si metalul de sudat, iar sudura se formeaza dintr-o sarma topita In arc sau din metal de baza topit (fig. 3). La acest procedeu se sudeaza cu curent continuu, polarizare directa, adica polul minus la electrod.
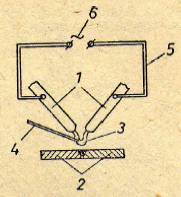
Fig. 4. Sudarea cu arc electric cu doi electrozi de carbune:
electrozi de carbune; 2 - piese de sudat; 3 - arcul electric intre electrozii de carbune ; 4 - sarma de adaos; 5 - cablu de sudare; 6 - sursa de curent de sudare.
Procedeul la care arcul electric se formeaza intre doi electrozi de carbune independent de piesa de sudat, mentinut deasupra liniei de imbinare (fig. 4.). Sudura se formeaza cu ajutorul unei sarme de adaos topita in arc sau din metalul de baza topit.
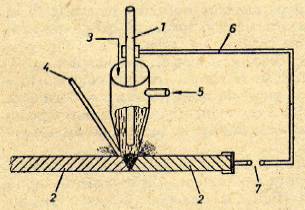
Fig. 5. Sudarea cu arc electric cu electrod nefuzibil de wolfram:
- electrod de wolfram; 2 - piese de sudat; 3 - argon; 4 - sarma de adaos;
5 - apa de racire; 6 - cablu de sudare; 7 - sursa de curent de sudare.
Procedeul WIG, la care arcul electric se formeaza intre un electrod nefuzibil de wolfram si piesa de sudat, peste care se sufla un gaz protector inert (fig. 5). Sudura este formata din metalul topit al unei sarme introduse in arc sau numai din metalul de baza topit. Acest procedeu este numit procedeul WIG (wolfram-inert-gaz) sau Argonarc, deoarece gazul folosit este argonul;
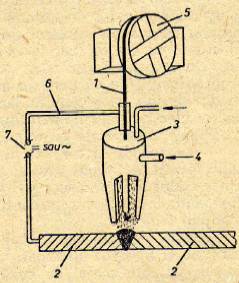
Fig. 6. Sudarea cu arc electric cu sarma-electrod fuzibila:
1 - sarma-electrod; 2 - piese de sudat; 3 - gaz protector; 4 - apa de racire; 5- bobina de sarma; 6 - cablu de sudare; 7 - sursa de curent de sudare
Procedeul in mediu de gaz protector la care arcul electric se formeaza intre o sarma electrod fuzibil si piesa de sudat, peste care se sufla un gaz protector inert - procedeul MIG (metal-inert-gaz), sau activ - procedeul MAG (metal-activ-gaz), in functie de gazul folosit pentru metalul respectiv de sudat (fig. 6). Acest procedeu permite mecanizarea operatiei de sudare si de aceea este larg folosit la sudarea semiautomata sau automata.
Copyright © 2025 - Toate drepturile rezervate