|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Tehnologia de prelucrare a furcilor cardanice
Furca cardanica este un organ de masina care se asambleaza si face legatura intre arborele cardanic si crucea cardanica.
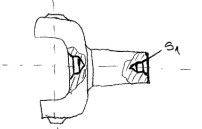
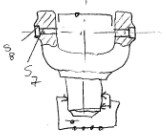
In prima operatie se prelucreaza fata frontala a butucului S1 si gaurile de centrare.
In operatia a doua :
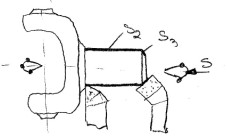
Piesa este prinsa intre varfuri. Se observa ca in aceasta operatie se prelucreaza suprafata cilindrica exterioara S2 care este considerata o baza tehnologica deoarece va fi folosita la orientare si fixare. Cele trei faza : strunjire de degrosare, strunjire de finisare si tesire.
In urmatoarea operatie se prelucreaza alezajul butucului de la furca cardanica.
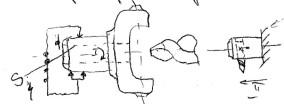
Se observa ca suprafata cilindrica interioara S4 se prelucreaza intai prin gaurire in plin dupa care urmeaza strunjire de degrosare si de prefinisare a alezajului cu o bara de alezat conform schemei.
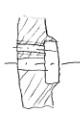
In operatia urmatoare se prelucreaza suprafetele laterale plane de la furca.
 Se observa ca in aceasta
operatie intr-o singura trecere se prelucreaza simultan cele 2 suprafete plane
laterale ale celor 2 brate de la furca cardanica.
Se observa ca in aceasta
operatie intr-o singura trecere se prelucreaza simultan cele 2 suprafete plane
laterale ale celor 2 brate de la furca cardanica.
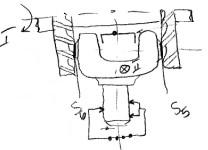
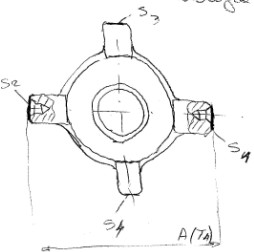
Prelucrarea gaurilor din cele 2 brate :
In aceasta operatie se prelucreaza mai intai gaurile S7 cu burghiul (gaurire in plin), dupa care se face o alezare cu alezorul in 2 faze, alezare de degrosare si alezare de finisare pentru a obtine si precizie mai buna si rugozitate mai buna, pentru ca in acest alezaj va intra butucul de la crucea cardanica. Dupa prelucrarea lui S7 se prelucreaza S8 prin operatia de adancire cu adancitorul. Scopul acestei operatii este de a introduce ulterior 2 capace pentru a nu se scurge uleiul de ungere. Dupa acea se prelucreaza capacul propiuzis, se monteaza si se dau gauri de prindere a acestuia in stare asamblata.

Dupa ce sa dat gaura S9 a capacului din capat in capat, se scoate capacul si se face filetarea in bratul furci cardanice, dupa acea se largeste gaura din capac la diametrul surubului de trecere.
Operatia finala inainte de control consta in executarea canelurilor in alezajul butucului. Daca productia este de unicat sau serie mica canelurile se fac prin mortezare, in mod succesiv pentru fiecare canelura.
La productia de serie mijlocie, mare si de masa devine economica executarea broselor in set de 1,2 sau 3. La piese mici cu o singura brosa. La dimensiuni mijlocii si mare se folosesc 2 sau chiar 3 datorita faptului ca fortele sunt exagerat de mais la brosare.
Inspectie finala.
Tehnologia de prelucrare a crucilor cardanice
Datorita formei si a rolului functional, semifabricatul se obtine prin matritare.
Crucile cardanice sunt solicitate la oboseala si la uzura la cele 4 capete, si acesta este un maotiv pentru care semifabricatul se obtine prin matritare.
Se prelucreaza bazele tehnolocice : S1, S2, S3, S4(suprafete frontale) si gaurile de centrare. Prelucrarea se face pe o masina bilaterala de frezat ci centruit.
Se prelucreaza succesiv prin strunjire suprafetele cilindrice a celor 4 capete.
Prelucrarea succesiva la fiecare capat se face in 3 faze active : strunjire cilindrica de degrosare, strunjire de finisare (cu adaos pentru rectificare), tesire. Se repeta aceleasi faze la cele 4 capete si se observa ca de fiecare data orientarea se face intre varfuri si antrenarea se face cu o inima de antrenare(Hertz) cea ce asigura o concentricitate foarte buna la cele 2 suprafete cilindrice.
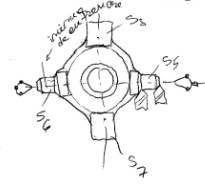
In operatia urmatoare se prelucreaza gaurile de ungere.
La crucile cardanice dimensiuni relativ mici, corpul central este un corp plin.
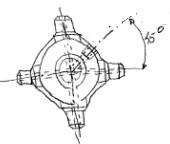
La crucile cardanice de dimensiuni mai mari operatia de gaurire pentru ungere devine aproape imposibila deoarece burghiul trebuie sa fie foarte lung fata de diametru si atunci se da o gaura de dimensiunea cepului cel mai mic din desen. In aceasta situatie se construiesc si 2 capace laterale pentru a nu se scurge lichidul sin gaurile de ungere. Avantajul acestei gauri conduce la posibilitatea prelucrari gaurilor de ungere.
Pentru a se trimite uleiul in centrul cruci cardanice se mai executa o gaura la 45o conform schemi, filetata la capatul exterior pentru a se putea monta conducta de alimentare cu ulei.
Tratamentul termic de durificare. Deoarece suprafetele cilindrice de la cele 4 capete vor fi supuse puternic la uzura in timpul funcionarii.
La crucile cardanice mari se folosesc rulmenti care se introduc intre suprafetele cilindrice ale furcii si suprafetele cilindrice exterioare ale crucii S7 si S8.
Dupa tratamentul termic de durificare urmeaza rectificarea intre varfuri a celor 4 suprafete cilindrice de capat.
Prelucrarea canalelor de ungere in cele 4 capete.
Inspectie finala.
Copyright © 2025 - Toate drepturile rezervate