|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Etapele controlului imbinarilor sudate sunt urmatoarele: materiile prime, pregatirea rosturilor, modul de executie, controlul final.
Materia prima trebuie cunoscuta din punct de vedere al compozitiei chimice, proprietati mecanice si lipsa defectelor ascunse. Defectele ascunse se identifica uneori cu radiatii sau prin ultrasunete, exemplu unor constructii sudate realizate din piese turnate sau combinatii intre piese turnate si piese forjate.
Pregatirea rosturilor se controleaza vizual si cu instrumente de masura pentru unghiuri, degajari, raze etc.
Modul de executie al imbinarilor se controleaza pentru folosirea electrodului indicat si in stare uscata; starea de functionare a utilajului; regimul de lucru in ceea ce priveste curentul, tensiunea, viteza; curatirea straturilor de zgura; temperatura in metalul de baza; respectarea masurilor tehnologice indicate pentru evitarea sau limitarea tensiunilor si deformatiilor etc.
Controlul final al imbinarilor se face vizual, dimensional si prin incercari. Incercarile imbinarilor sudate pot fi distructive, nedistructive sau analize metalografice, analize spectrale, analize cu radiatii etc.
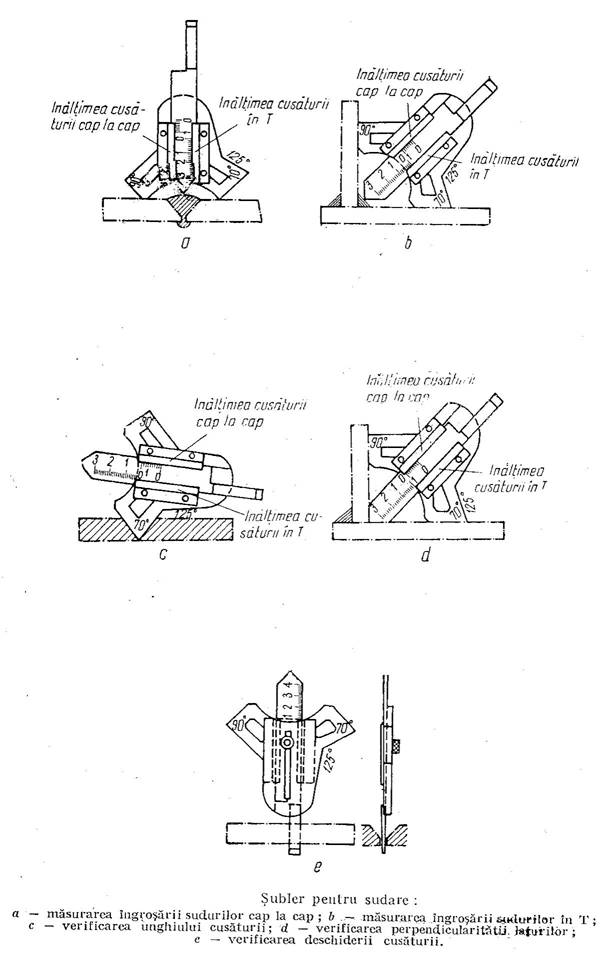
1 Controlul dimensiunilor si aspectului imbinarilor
Pentru controlul dimensiunilor rostului (unghi, deschidere, radacina) si a dimensiunilor cusaturii sudate (grosime, latime) se pot folosi sabloane sau sublere speciale pentru sudura.
Pentru verificarea dimensiunilor cusaturii, in afara sublerului special pentru sudura, se poate folosi si lera gradata.
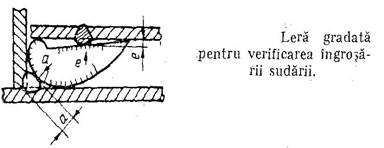
O portiune a lerei este realizata dupa profilul unei spirale logaritmice si serveste la masurarea cusaturilor de colt, iar o alta portiune este dreapta si se foloseste pentru masurarea cusaturilor cap la cap.
Examinarea aspectului imbinarilor sudate se face pentru detectarea eventualelor defecte in cusatura sau ZIT cu aparate uzuale de marit cum sunt lupele, microscoapele portabile; pentru examinarea sudurilor amplasate in zone greu accesibile se folosesc aparate de constructie speciala.
Controlul cu lichide penetrante se foloseste pentru localizarea defectelor deschise la suprafata (fisuri, pori etc.) si consta din urmatoarele operatii:
aplicarea unui lichid activ, penetrant, pe suprafata piesei de controlat, in prealabil curatata (figura a);
indepartarea excesului de penetrant (figura b);
aplicarea unui material absorbant pulverulent (developantul) pe suprafata piesei (figura c).
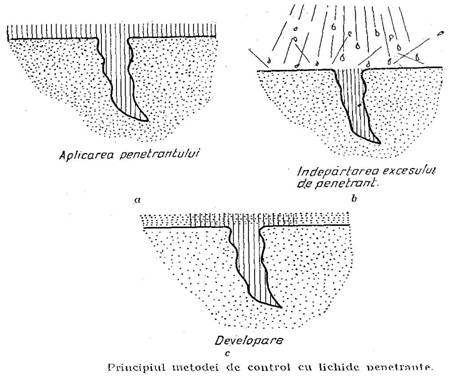
Lichidul capilar activ patrunde in defectele deschise la suprafata, de unde este absorbit de catre developant. Caracteristica penetrantului (culoare, fluorescenta etc.) permite punerea in evidenta a defectului pe fondul developantului.
Tipuri de penetranti
Penetrantii curent folositi sunt de doua tipuri: colorati si fluorescenti. Penetrantii colorati sunt in general de culoare rosie, iar developantii aferenti, de culoare alba. Defectele se evidentiaza ca un desen rosu pe un fond alb. Penetrantii fluorescenti emit radiatii vizibile sub actiunea radiatiilor ultraviolete. Dupa indepartarea excesului de penetrant, zona controlata se acopera sau nu cu developant si se iradiaza in ultraviolet. Defectele se evidentiaza cu un desen luminos pe un fond intunecat.
Din punctul de vedere al modului de spalare, penetrantii se impart in:
penetranti cu emulsificator, care se spala cu apa;
penetranti cu post-emulsifiere (emulsificatorul este o componenta aparte care se aplica dupa scurgerea timpului de penetrare. Penetrantii de acest tip prezinta avantajul unei sensibilitati ridicate conferita de lipsa emulsificatorului. Aplicarea lui ulterioara nu afecteaza puterea de penetrare a solutiei colorate (respectiv fluorescente), iar penetrabilitatea sa redusa impiedica indepartarea penetrantului din defecte. Dupa emulsifiere, excesul de penetrant se indeparteaza prin spalare cu apa.
Penetranti insolubili in apa, pentru a caror indepartare se folosesc solventi organici. Acestia prezinta avantajul unei penetrabilitati ridicate, dar si riscul ca, datorita penetrabilitatii ridicate a solventilor organici, solutia colorata (respectiv fluorescenta) din defecte sa fie indepartata impreuna cu excesul de penetrant.
Pentru controlul sudurilor se folosesc in general truse portabile care contin penetrantul, developantul, solutia de curatire (cleaner) si de asemenea materiale de curatire (carpe, perii etc.).
Tehnica de lucru. Inainte de aplicarea lichidelor de control se impune ca suprafata sa fie curatata de urmele de rugina, zgura, flux, grasimi. Impuritatile mentionate trebuie indepartate nu numai de pe suprafata ci, mai ales, din defectele existente. De buna desfasurare a acestei operatii depinde in mare masura succesul operatiei de control. Pentru curatire se folosesc urmatoarele metode:
spalare cu solventi organici sau detergenti;
decapare cu baze calde;
degresare in vapori de solventi organici sau suflare cu vapori de solventi organici.
Sablarea, polizarea abraziva sau perierea cu peria de sarma constituie procedee de curatare care pot produce obturarea defectelor si din aceasta cauza nu se recomanda. Ele pot fi totusi utilizate in cazul suprafetelor dure sau daca exista certitudinea ca nu se va produce astuparea defectelor.
In general, suprafetele supuse controlului nu necesita prelucrari speciale. Totusi, suprafetele prea rugoase sau cu zgarieturi pot duce la obtinerea de indicatii false. In aceste cazuri se admite netezirea suprafetei cu abrazivi fini, evitandu-se insa polizarea grosolana sau prelucrarea pe masini-unelte, care pot provoca astuparea defectelor.
Dupa curatare suprafetele se usuca, pentru ca apa sau solventii ramasi in defecte sa nu impiedice intrarea penetrantului in defecte.
Dupa uscare penetrantul se aplica prin pulverizare, imersare sau pensulare, urmarindu-se o udare uniforma a suprafetei. Timpul de penetrare va fi cel recomandat de furnizor, in general 10 min pentru penetrantii cu postemulsifiere si 20 min pentru penetrantii cu emulsificatori. Temperatura suprafetei va fi intre 15-50˚C, admitand incalziri sau raciri locale.
Dupa scurgerea timpului de penetrare se trece la indepartarea excesului de penetrant prin stergere, pulverizare sau tamponare. La penetrantii cu post-emulsifiere, indepartarea excesului de penetrant se face dupa scurgerea timpului de emulsifiere (in general 20 min).
Dupa indepartarea excesului de penetrant suprafata se usuca prin stergere, evaporare naturala sau suflare cu aer cald (sub 50˚C), operatia considerandu-se incheiata la disparitia petelor de umezeala de pe suprafata.
Dupa uscare se aplica developantul prin presarare, imersare, pulverizare sau pensulare, intr-un strat uniform si subtire. Dupa scurgerea timpului de developare (variabil intre 0,5 x timpul de penetrare si timpul de penetrare) se trece la observarea indicatiilor.
Observarea si interpretarea indicatiilor. Observarea indicatiilor controlului cu penetranti colorati se va executa sub o iluminare minima de 500 lux. Observarea indicatiilor cu penetranti fluorescenti se va executa intr-o camera intunecoasa sau in lipsa se va realiza umbrirea zonei controlate cu ecrane. Dupa adaptarea ochilor la iluminare redusa (circa 5 min), se vor observa indicatiile sub o iradiere in ultraviolet cu lungimi de unda cuprinse intre 32 si 40 Ǻ (domeniu in care radiatiile ultraviolete sunt inofensive pentru ochi si piele).
Deoarece tipul si marimea defectelor sunt greu de apreciat in cazul unei difuzii excesive a penetrantului se recomanda observarea repetata la diferite intervale de timp, atat inainte cat si dupa scurgerea timpului de developare. Se pot trage astfel concluzii asupra adancimii defectului (extinderea in timp a zonei colorate indica un defect adanc).
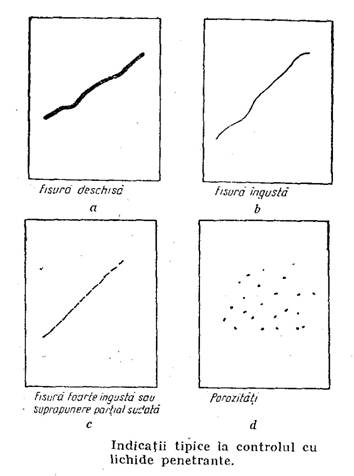
Pe baza "desenului" defectului pe fondul developantului se pot trage concluzii asupra naturii acestuia. Astfel:
fisurile apar sub forma unei linii continue a carei latime depinde de adancimea defectului;
fisurile inguste sau suprapunerile partial sudate apar sub forma de linii intrerupte sau ca o linie punctata;
porozitatile apar fie ca o grupare de puncte, fie ca o tenta de culoare.
Orice indicatie neclara, necesita curatarea portiunii si repetarea controlului. Pentru stabilirea naturii defectului se recomanda indepartarea developantului si examinarea vizuala cu lupa.
Pentru evidentierea defectelor de suprafata sau a celor din imediata apropiere a suprafetei se pot folosi metode de control magnetic. Acestea se bazeaza pe evidentierea printr-o metoda oarecare (pulberi magnetice, sonde etc.) a fluxului magnetic de dispersie ce apare in dreptul defectelor.
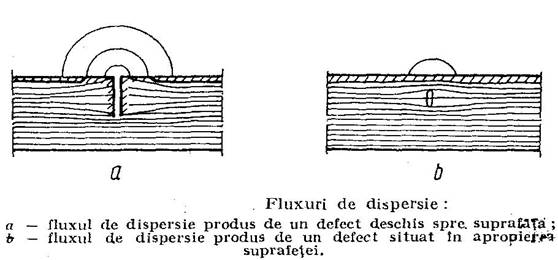
Dintre metodele magnetice, pentru controlul imbinarilor sudate se foloseste aproape exclusiv metoda cu pulberi magnetice. Piesa se magnetizeaza printr-un procedeu oarecare, apoi se presara pe suprafata o pulbere feromagnetica. In dreptul defectelor liniile de camp magnetic sunt deformate si obligate sa se inchida prin aer. Se obtine un flux magnetic de dispersie, care provoaca acumularea unui depozit de pulbere magnetica.
Pentru a obtine sensibilitate maxima de detectare, liniile de camp vor fi perpendiculare pe planul discontinuitatilor (defectelor); conditia se indeplineste prin alegerea procedeului de magnetizare.
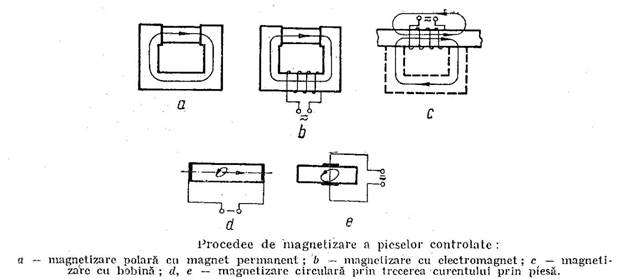
Campul magnetic poate fi produs de un magnet permanent, de un electromagnet sau de catre un curent electric ce se inchide direct prin piesa. Dupa modul in care se inchid liniile de camp se disting:
magnetizari polare, la care liniile de camp se inchid si in afara piesei de controlat (prin piesele polare);
magnetizari circulare, la care liniile de camp se inchid exclusiv prin piesa de controlat;
magnetizari mixte, o combinare a modurilor expuse anterior.
Dispozitivele de magnetizare sunt prezentate principial in figura.
Tehnica de lucru. Sensibilitatea controlului magnetic depinde in mare masura de starea suprafetei; asperitatile provoaca perturbatii ale fluxului de dispersie si impiedica deplasarea particulelor.
De aceea, se impune ca inainte de control sa se indeparteze cu peria de sarma oxizii neaderenti, urmele de ulei etc. Pentru imbunatatirea sensibilitatii se recomanda netezirea suprafetei si eventual sablarea, urmata de vopsirea suprafetei in alb. Dupa pregatirea suprafetei si alegerea procedeului de magnetizare se executa magnetizarea zonei de controlat. Campul magnetic (respectiv curentul de magnetizare) necesar pentru control se poate determina fie experimental, folosind un indicator de magnetizare, fie prin calcul.
Indicatorul de magnetizare din figura se compune dintr-o pastila metalica pe care este trasata o zgarietura circulara. Indicatorul se aplica pe piesa de controlat si se mareste intensitatea curentului de magnetizare pana ce depozitul de pulbere magnetica ocupa ¾ din circumferinta cercului zgariat pe pastila metalica.
Pulberea magnetica se poate aplica printr-un procedeu uscat, printr-un procedeu umed sau cu ajutorul dozelor de suspensii feromagnetice. Dozele au pereti elastici, putand fi astfel aplicate pe suduri de orice forma. Principalele avantaje constau in evitarea consumului de pulbere magnetica si in insensibilitatea fata de netezirea suprafetei.
Observarea si interpretarea indicatiilor. Examinarea, in cazul pulberilor colorate, se face vizual, in lumina difuza de minimum 500 lux (bec 100 W la 0,2 m), iar in cazul pulberilor fluorescente prin iradiere in ultraviolet. Controlul magnetic cu pulberi fluorescente se executa in incaperi intunecoase, sau in lipsa zonele copntrolate se umbresc cu ecrane.
Prin controlul cu particule magnetice se pot evidentia defecte aflate la suprafata sau la o adancime de cativa mm sub suprafata.
In general, controlul cu pulberi magnetice nu prezinta dificultati, imaginea formata pe suprafata redand destul de fidel forma defectului.
Controlul cu radiatii penetrante X sau se bazeaza pe proprietatea acestora de a strabate metalele si a impresiona filmul radiografic plasat in partea opusa sursei de radiatii.
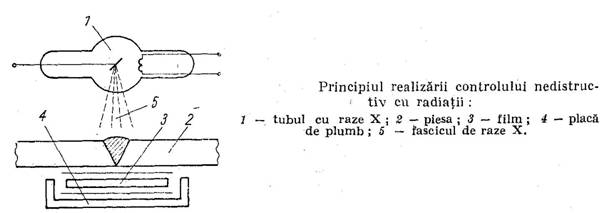
In functie de puterea surselor de radiatii, se pot controla piese cu diferite grosimi:
raze X (< 300 kV), s ≤ 90 mm;
raze X (>300 kV), s ≥ 90 mm;
izotop iridiu 192, s = 5 - 60 mm;
izotop cesiu 137, s = 15 - 75 mm;
izotop cobalt 60, s = 30 - 150 mm.
In cadrul tehnicii de lucru trebuie respectate o serie de cerinte in scopul obtinerii uno radiografii bune:
pregatirea corspunzatoare a suprafetelor ce urmeaza a fi fotografiate;
marcarea locului fotografiat si a filmului cu litere de plumb;
indicatorii de calitate vor fi din acelasi material cu cel ce se fotografiaza;
dirijarea corecta a fasciculului de raze asupra zoneii ce trebuie fotografiata si reglarea conform documentatiei a parametrilor de lucru;
interpretarea rezultatelor trebuie facuta de specialisti, cu ajutorul unor aparate si dispozitive de control al filmelor.
Analiza metalografica se realizeaza:
macroscopic, pe suprafata de ruptura sau probe lustruite, cu ochiul liber sau la mariri mici (pana la 50:1); in scopul examinarii probele se ataca cu reactivi corespunzatori;
microscopic, pe probe lustruite fin, atacate cu reactivi adecvati, la mariri de peste 50:1.
Prin analiza macroscopica se pot determina defectele din imbinarea sudata (materialul de adaos, zona de influenta termica si metalul de baza), marimea zonei influentata termic si numarul de straturi in care s-a executat sudarea.
Analiza microscopica permite determinarea eventualelor defecte din imbinare, a constituientilor structurali din zona materialului de adaos, din zona influentata termic existenta in metalul de baza, precum si a marimii grauntilor.
6 Controlul cu ultrasunete
Examinarea cu ultrasunete, fata de alte metode nedistructive, prezinta o serie de avantaje, printre care o sensibilitate ridicata, mobilitate mare, lipsa efectelor nocive asupra organismului; cu toate aceste avantaje, metoda este limitata datorita in principal:
materialului, otelurile austenitice, unele aliaje de nichel si cuprul, neputand fi examinate in mod sigur;
grosimii materialului de baza, in majoritatea cazurilor indicandu-se ca limita inferioara 6 - 8 mm, desi in unele cazuri examinarea este posibila pana la grosimi de 3 - 4 mm;
existentei inelelor sau placilor suport la radacina cusaturii precum si a modului de patrundere sau ingrosarii excesive a cusaturii, mai ales cand aceasta prezinta si defecte de suprafata;
modului in care sunt orientate defectele in imbinarea sudata cat si naturii acestora.
Pentru examinarea sudurilor se folosesc aparate prevazute cu palpatoare (sonde) care emit impulsuri ultrasonice care se introduc in piesa supusa examinarii si dupa aceea sunt receptionate de acelasi palpator, fenomenul de emisie si receptie avand loc alternativ.
Controlul distructiv se face pe epruvete prelevate din imbinare, din piese apendice sau executate special pentru incercari. In cazul probelor executate special, conditiile de executie trebuie sa fie identice cu cele aplicate constructiilor caracterizate.
Prelucrarea epruvetelor se face numai prin aschiere, totdeauna perpendicular pe directia de depunere a metalului de adaos. Epruvetele se trateaza termic, inainte de prelucrare, numai daca constructia sudata este tratata termic.
Epruvetele trebuie sa fie plane, indreptarea nu este admisa.
Pentru fiecare incercare se iau cate 3 epruvete sau numarul de epruvete indicat in documentatie.
Incercarile mecanice distructive la care pot fi supuse imbinarile sudate sunt:
incercarea la tractiune - se determina rezistenta la rupere a sudurilor;
incercarea la indoire - se determina capacitatea de deformare plastica a imbinarilor sudate, prin gasirea unghiului de indoire pana la aparitia primei fisuri si alungirea medie la indoire;
incercarea de rezilienta - se obtin rezultate care servesc la aprecierea tenacitatii diferitelor zone ale imbinarii sudate, in cazul solicitarilor dinamice ale acesteia;
incercarea de duritate - se determina duritatea metalului depus din metalul de adaos, in zona influentata termic si in metalul de baza, dupa anumite metode (Vickers, Brinell, Rockwell);
incercarea de aplatisare - se determina capacitatea de deformare a imbinarilor sudate din tevi longitudinale;
incercarea la forfecare.
8 Controlul etanseitatii cusaturilor
Metodele de incercare a etanseitatii recipientelor sau conductelor destinate pastrarii sau vehicularii lichidelor si gazelor depind de felul constructiei si se executa dupa controlul aspectului sudurii. Incercarile la etanseitate se executa: cu petrol lampant, cu aer comprimat, cu amoniac sau prin incercari hidraulice.
Incercarea cu petrol lampant - este destinata controlului
vaselor deschise si rezervoarelor stationare de petrol, benzina etc. In acest scop, partea cea mai accesibila se unge cu o suspensie de creta in apa. Dupa uscarea acesteia, partea opusa se unge cu petrol lampant.
Cusaturile se supun actiunii petrolului timp de 15-30 min si, daca pe suprafata cu creta nu apar pete de petrol, cusatura se considera corespunzatoare acestei probe.
In cazul imbinarilor executate cu suprapunerea tablelor se pompeaza petrol in suprapunere printr-o gaura executata la partea exterioara.
Rezervoarele sudate pentru produse petroliere cu capacitate de 100-10000 m3 se incearca astfel: sudurile fundului si ale acoperisului la etanseitate, iar sudurile corpului - la etanseitate si rezistenta. Fundurile se verifica prin ungere cu petrol, iar in cazul imbinarilor cu table suprapuse, cu jet de petrol sub presiune introdus in suprapunere. Corpul rezervoarelor se incearca in prealabil la etanseitate prin ungere cu petrol sau prin introducerea de petrol sub presiune la imbinarile cu suprapunere. Controlul final consta din umplerea completa cu apa intr-un interval de minimum 24h.
Incercarea cu aer comprimat se aplica la recipiente,
conducte etc., care functioneaza sub presiune. Presiunea de incercare se regleaza la 1,2 - 1,5 ori presiunea de regim. Dupa pomparea aerului, conducta de aer comprimat se decupleaza. Aceste incercari se executa in incaperi izolate, luandu-se masurile necesare de blindare a incaperii cu table de otel. Controlul produsului sudat poate fi executat in mai multe feluri:
cu presiune statica, prin ungerea cusaturilor cu apa si sapun, iar la ivirea basicilor pot fi defectate locurile cu neetanseitate;
cu presiunea statica, prin cufundarea in apa, care se executa prin cufundarea produsului la 20-30 cm sub nivelul apei, dupa care se introduce aer comprimat; prin aceasta metoda se controleaza produse cu volum redus, de exemplu rezervoarele de benzina pentru automobile, tractoare etc.;
cu jet de aer suflat la o presiune de minimum 4 at dirijat perpendicular pe o cusatura care pe partea opusa este unsa cu apa si cu sapun.
In loc de aer comprimat pot fi introduse si amestecuri de aer comprimat cu diferite gaze, de exemplu amoniac, iar la suprafata cusaturile se acopera cu hartie sau tifon imbibate cu azotat de mercur; in cazul neetanseitatilor acestea se pateaza in dreptul locului defect.
Incercarile hidraulice sunt destinate controlului cusaturilor
sudate atat la etanseitate, cat si la rezistenta, recipientelor si aparatelor care functioneaza sub presiune. Umplerea poate fi partiala sau totala, precum si cu o presiune hidrostatica, suplimentara, aceasta din urma fiind folosita la cazane, aparate si conducte care lucreaza la presiune. Presiunea de incercare este de 1,5 - 2 ori presiunea de regim. Dupa ce produsul este mentinut la presiune ridicata, aceasta este micsorata pana la presiunea de regim si, de-a lungul cusaturilor, de o parte si de alta, la distanta de ~20 mm, se ciocaneste cu un ciocan cu cap rotund de maximum 1,5 kg. in cazul conductelor, acestea se compartimenteaza cu vane si fiecare compartiment este supus incercarii.
In cazuri speciale, se recurge la presiuni hidraulice mari, corespunzatoare limitei de curgere a materialului care se stabileste cu ajutorul tensiometrelor montate pe produsele incercate. Dupa incercare, produsul respectiv este supus unei recoaceri de detensionare in vederea indepartarii tensiunilor remanente create la incercari.
Cusaturile corpurilor de nave se incearca: prin udarea lor cu jet de apa puternic, prin umplerea in zig-zag a compartimentelor pana la o anumita inaltime, prin umplerea completa si crearea unei suprapresiuni etc., in functie de destinatia navei si marimea ei.
Copyright © 2025 - Toate drepturile rezervate