|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
FACULTATEA : STIINTA SI INGINERIA MATERIALELOR
CATEDRA : SISTEME MECANICE
TEMA DE PROIECT
A) Sa se proiecteze la nivel de calcul , principalii parametrii tehnologici si constructivi pentru transportorul cu placi din cadrul unei turnatorii .
B) CONTINUTUL PROIECTULUI :
(1) Elemente generale :
1.1) Tipuri constructive
1.2) Descriere si functionare
1.3) Implementarea utilajului proiectat in fluxul tehnologic al turnatoriei
(2) Elemente de calcul :
2.1) Calcule tehnologice
2.2) Calcule de dimensionare
(3) Alegerea elementelor tipizate :
3.1) Motoare electrice
3.2) Reductoare
3.3) Cuplaje
3.4) Frane
3.5) Elemente de actionare pneumatica sau hidraulica
(4) Norme de tehnica securitatii muncii
C) PARTI DESENATE :
1) Desen de ansamblu
2) Principalele subansambluri
3) Scheme cinematice
CAPITOLUL 1.
ELEMENTE GENERALE
1.1) Tipuri costructive:
Transportoarele sunt utilaje de transport continuu asemanatoare , in principal , celor cu banda , avand ca organ flexibil de tractiune lanturi articulate de care sunt fixate placi care suporta sarcina . Aceste transportoare sunt utilizate in industria metalurgica pentru transportul materialelor pulverulente calde ( prajit ,aglomerat , etc. ) si al semifabricatelor calde sau reci in sectiile de turnatorie si forja .
Tipurile de transportoare cu placi se diferentiaza in functie de constructia placilor. Constructia placilor este determinata de natura materialului transportat . Pentru piese si semifabricate se utilizeaza placi plane , suprapuse , fara bordura ( fig. 1.1 B,D,E ) . Pentru materiale pulverulente se utilizeaza transportoare cu borduri de tipul celor din fig. 1.1 C,F,G.
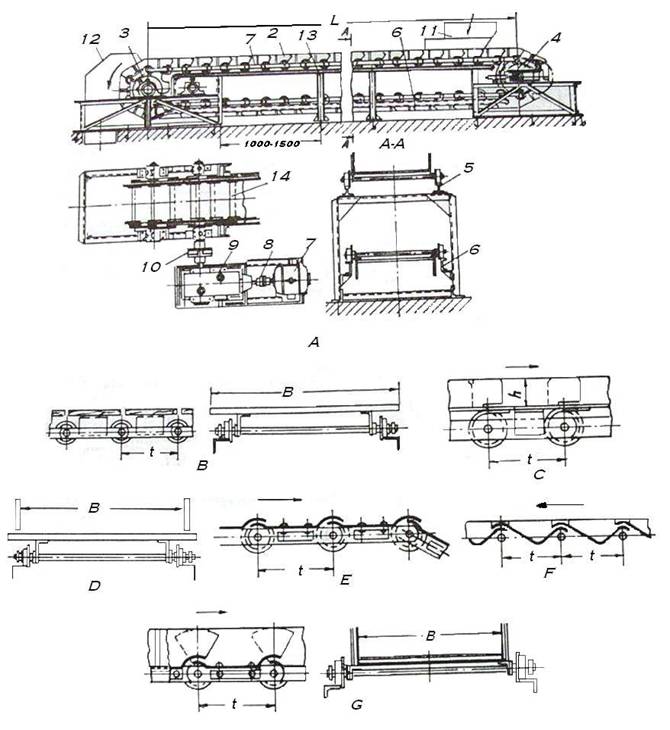
Fig. 1.1 Transportor cu placi :constructie generala (A) si detaliile de placi (B,C,D,E,F,G) :fara borduri (B) , cu borduri fixe (D) , cu placi ondulate (E) , cu borduri joase (F) , cu borduri inalte (G): 1-lant cu eclise si role; 2-placile verticale ale transportorului (borduri); 3-roti de lant de antrenare; 4-roti de lant de intindere; 5-sine de rulare superioare ale rolelor lantului; 6-sine de rulare inferioare ale rolelor lantului; 7-motor de antrenare; 8-cuplaj; 9-reductor; 10-cuplaj cu dinti; 11-palnie de alimentare; 12-palnie de evacuare; 13-constructie metalica de sustinere; 14-placile orizontale ale transportorului;
Agregatele mecanizate cu transportoare cu placi sunt destinate in special tratamentelor termice de scurta durata (minute-zeci de minute) ale pieselor mici si mijlocii deoarece duratele de mentinere mari conduc la lungimi exagerate ale utilatejor. Structura unui agregat usual de imbunatatire e prezentata in figura 1.2
Toate utilajele de baza , inseriate in succesiunea fluxului tehnologic sunt mecanizate cu transportoare cu placi , transferal pieselor intre utilaje efectuandu-se prin planuri inclinate cu ghidaje sau mecanisme de transfer.
Fluxul agregatului este in mod obisnuit longitudinal , putand deveni mixt in cazul in care lungimea acestuia este prea mare in conditii de amplasare date.
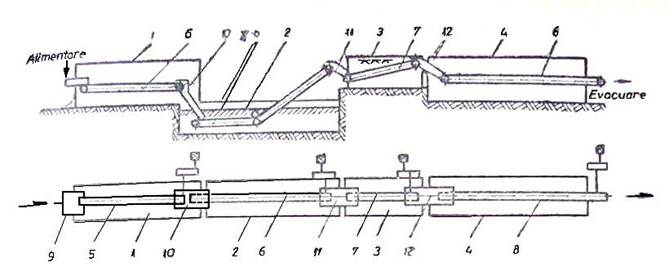
Fig. 1.2 Structura generala a unui agregat de imbunatatire mecanizat cu transportoare cu placi : 1-cuptor de incalzire pentru calire; 2-baie de calire; 3-masina de spalare; 4-cuptor de revenire; 58-transportoare cu placi; 9-dispozitiv de alimentare; 10,11,12-dispozitiv de transfer
La structura tipica din figura 1.2 pot exista diverse variante , ca :
-pentru incalziri de durata mai mare si piese mai mici , mecanizarea cuptoarelor cu vetre pulsatoare ;
-folosirea fluxului mixt orizontal-vertical in scopul reducerii lungimii agregatului , prin efectuarea unor operatii nepretentioase (uscare , racire la temperaturi joase , etc.) in elevatoarele cu suporturi ;
-utilizarea baii de racire in vederea calirii cu masini de calire a pieselor in stare tensionata in vederea deformarii pieselor (resoarte , piese lungi si subtiri ,etc.)
1.2) Descriere si functionare:
Placile metalice se fixeaza in suruburi de eclisele lantului prevazut cu role ce circula pe sine de sustinere . Placile orizontale se suprapun pe o anumita distanta pentru ca materialul sa nu curga printre ele . Pentru ca materialul sa aiba stabilitate pe transportor , de placile orizontale sunt fixate bordurile verticale . La capul de actionare ( principial asemanator celui de la transportorul cu banda ) si cel de intindere ( cu suruburi in general ) se afla rotile de lant motoare , respectiv de intindere , roti ce sunt de tip obisnuit pentru lant articulat .
Placile se executa din otel cu grosimi de 410 mm .
Latimea transportorului este B = 400 , 500 , 650 , 800 , 1000 , 1200 , 1400 si 1600 mm , iar inaltimea bordurilor este :
h = 100160 mm pentru B = 400 mm
h = 100250 mm pentru B = 500650 mm
h = 100320 mm pentru B = 8001600 mm
Unghiul de inclinare al transportorului poate fi :
![]() , unde
, unde ![]() este unghiul de frecare dintre
material si transportor .
este unghiul de frecare dintre
material si transportor .
1.3) Implementarea utilajului proiectat in fluxul tehnologic al turnatoriei :
Procesele tehnologice din turnatorie se realizeaza prin intermediul unei game foarte variate de masini si utilaje , care efectueaza mecanizat numeroasele operatii ale acestor procese .
Masinile si utilajele din turnatorii se pot clasifica din mai multe
puncte de vedere , dintre care cele mai importante sunt :
- ca masini de lucru , dupa natura energiei consumate in vederea realizarii produsului : termice (cuptoare de elaborare , cuptoare de uscare ,cuptoare de T.T. , etc. ) , mecanice , hidraulice si pneumatice ;
Dupa functiile lor in procesele tehnologice : de baza (in care au loc principalele operatii de baza ale procesulului tehnologic - cuptorul de elaborare a aliajului , masina de formare , etc. ) , auxiliare (in care au loc operatiile auxiliare ale procesului tehnologic si deci care le deservesc pe cele de baza - masini de razuit forme , dezbatatoare , etc. ) si de transport ( care efectueaza transportul interoperational al materiilor prime , materialelor si produselor
ca de exemplu : poduri rulante , transportoare continue , etc.
Pentru turnatorii mecanizarea si automatizarea sunt deosebit de importante , pentru urmatoarele motive :
- in turnatorii , productia orara a proceselor este foarte mare,
necesitand utilaje mari si productive , care nu pot fi deservite corect decat prin automatizarea lor ;
- operatiile specifice proceselor tehnologice din turnatorii sunt foarte variate , iar starea de agregare a materialelor de-a lungul acestora este diversa ( solida , topita , lichida , gazoasa ) , fapt care necesita utilaje variate si specializate dupa specificul acestor operatii si stari de agregare ;
- conditiile de munca din turnatorii sunt grele ( temperaturi mari , praf, gaze, etc. ) putand fi imbunatatite numai prin mecanizarea lor cu utilaje robuste si automatizarea acestora .
CAPITOLUL 2.
ELEMENTE DE CALCUL :
Calcule tehnologice :
Date initiale :
- latimea transportorului ( B ) : 1200 mm
- distanta dintre axele lantului : 1535 mm
- greutatea/metru liniar a transportorului : 280 daN/m
- viteza de deplasare ( v ) : 0.33 m/s
- inaltimea bordurilor ( h ) : 300 mm
- pasul lantului : 500 mm
- diametrul rolelor de actionare : 180 mm
- pasul rolelor stationare : 600 mm
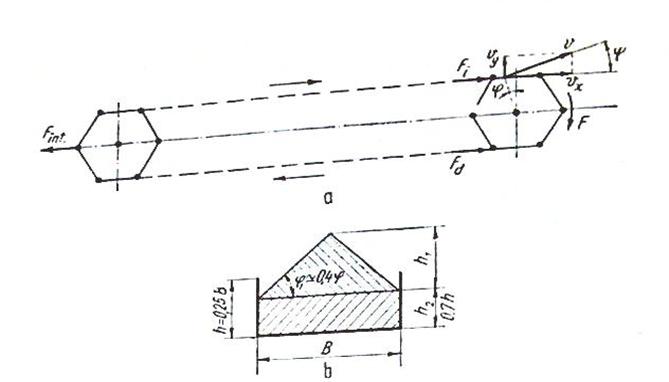
Considerand unghiul ![]() ,sectiunea materialului pe transportor
este:
,sectiunea materialului pe transportor
este:
A = ![]()
![]()
Intrucat ![]() si
si ![]()
![]() - greutatea volumetrica a
amestecului ;
- greutatea volumetrica a
amestecului ;
![]() - unghiul de inclinare al
transpotorului ;
- unghiul de inclinare al
transpotorului ;
![]() - lungimea de transport ;
- lungimea de transport ;
1) PRODUCTIVITATEA :
Q = V * ![]() = 3600 * A * v *
= 3600 * A * v *![]() =3600 * ( 0.65 * B * h + 0.25
=3600 * ( 0.65 * B * h + 0.25
*![]() *
*![]() ) * v *
) * v *![]() =(2340 * B * h + 292.43 *
=(2340 * B * h + 292.43 * ![]() ) * v *
) * v *
*![]() [t/h]
[t/h]
![]()
2) INCARCATURILE LINIARE :
- Greutatea proprie pe metru liniar a unui astfel de tablier este :
![]() =60 * B + K = 60 * 1.2 + 110 = 182
[kg/m] ,
=60 * B + K = 60 * 1.2 + 110 = 182
[kg/m] ,
unde K = 110 - pentru un tablier cu borduri mobile ;
- Greutatea sarcinei pe un metru liniar este :
A = ![]() = 0.369 [
= 0.369 [![]() ] ; unde l = 1 m
] ; unde l = 1 m
V = A * l = 0.369 * 1 = 0.369 [![]()
q = ![]() * V = 1.2 *
* V = 1.2 * ![]() * 0.369 = 442.8 [kg/m]
* 0.369 = 442.8 [kg/m]
2.2) Calcule de dimensionare :
1) Coeficientul de rezistenta in sectoarele rectilinii :
Tinandu-se cont de conditiile defavorabile de ungere , se
considera cu 25% mai mare decat cel normal .
w' =1.25 * 0.12 = 0.15
2) Fortele de intindere a lanturilor de tractiune :
Cea mai mica forta de intindere a lanturilor poate avea loc deoarece:
![]()
ramura descarcata se misca in jos datorita greutatii proprii si forta de intindere minima
5) VALOAREA FORTEI DE TRACTIUNE :
![]() [kg]
[kg]
6) PUTEREA MOTORULUI :
Puterea necesara , daca randamentul actionarii ( tinandu-se seama de rezistentele in lagarele rotilor profilate de actionare ) este
![]() , va fi :
, va fi :
![]() [kW]
[kW]
Luand pentru motor un coeficient de siguranta de 1.2 , se va gasi ca puterea instalata trebuie sa fie de cel putin :
N' = N * 1.2 = 52.583 * 1.2 = 63.099 [kW]
7) FORTA DE CALCUL IN LANT :
Solicitarea maxima a lanturilor va fi in punctul 4 . Cind pasul lantului este t = 500 mm si numarul dintilor rotii profilate z = 6 ,
Acceleratia maxima va fi :
![]() [
[![]()
Forta de calcul totala pe ambele lanturi va fi :
![]()
![]() [kg]
[kg]
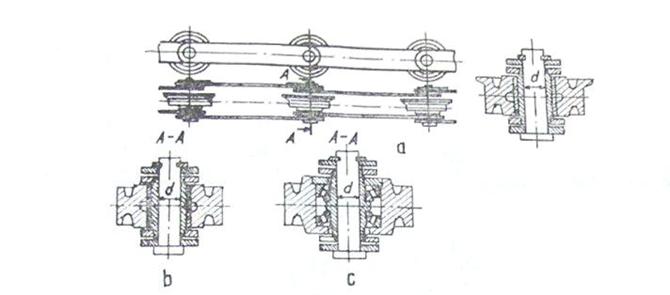
Lant articulat pentru transportor cu placi ; Constructie generala (a) , role cu bucse (b) si role pe rulmenti (c)
Incarcatura pe fiecare lant , considerand ca ambele lanturi sunt egal incarcate , va fi :
![]() [kg]
[kg]
astfel ca pentru un coeficient de siguranta la rezistenta egal cu 8 , sarcina de rupere trebuie sa fie de cel putin :
![]() [kg]
[kg]
8) NUMARUL DE ROTATII PE MINUT AL ROTILOR PROFILATE DE ACTIONARE:
![]() [rot/min]
[rot/min]
9) COEFICIENTUL DE REZISTENTA GLOBAL :
w = ( 367 * N - Q * H ) / Q * L
H = L * ![]() =9.742 [m]
=9.742 [m]
w = ( 367 * 52.583 - 500.34 * 9.742 ) / 500.34 * 70 = 0.412
CAPITOLUL 3
ALEGEREA ELEMENTELOR TIPIZATE :
3.1 Alegerea motorului electric :
Motorul electric de antrenare se alege in functie de puterea instalata rezultata din calcul , care este :
N' = 63.099 [kW]
Astfel se alege un motor trifazat asincron cu rotorul in scurtcircuit de tipul ASI 315 S - 80 - 6 cu urmatoarele caracteristici :
|
Putera [kW] |
Turatia [rot/min |
Curent nominal [A] |
Randament |
cos |
Ip In |
Mp Mn |
Mmax Mn |
Masa neta [kg] |
|
75 |
980 |
141 |
93 |
6.8 |
2.2 |
690 |
Seria unitara de motoare asincrone trifazate , cu rotorul in scurtcircuit de uz general , este destinata utilizarilor industriale cele mai diverse , fara conditii speciale de mediu , robustete sau sub aspectul unor parametri de functionare impusi ( cupluri de pornire marite , alunecare marita , etc. ) .
Motoarele din seria unitara sunt realizate intr-o constructie robusta din fonta , cu o carcasa prevazuta cu aripioare de racire , pe lagare cu rulmenti si au bobinajele executate din conductor de rotund izolat cu email . Colivia rotorului in scurtcircuit este turnata in cochila , sub presiune , din aliaj de aluminiu sau aluminiu tehnic
pur .
Lagarele sunt executate cu rulmenti cu cu bile ( la motoarele din gabaritele 280 si 315 rulmentul dinspre axul de actionare este cu
role ) , din clasa de precizie P6 si P6EL . Ungerea se face cu unsoare
pe baza de litiu , cu punct de picurare la ![]()
Racirea este asigurata cu un ventilator exterior , protejat de o capota . Un al doilea ventilator este constituit de aripioarele coliviei rotorice , asigurind circulatia aerului din interiorul masinii .
3.2 Alegerea reductorului :
Raportul de transmitere : ir = n / npr = 980 / 6.6 = 148.48
n = turatia motorului , [ rot/min ] ;
npr = turatia rotilor profilate de antrenare , [ rot/min ] ;
|
raport de transmitere |
distanta intre axe [mm] |
puterea [kW] |
|
148.48 |
1350 |
39.5 |
Se alege un reductor cilindric cu trei trepte , seria
3H1-001-1530 . Dimensiunile principale ale reductorului sunt :
A = 1530 mm H = 710 mm A = 1530 mm H = 710 mm Filetul A1 = 400 mm K = 1320 mm suruburilor de fixare A2 = 500 mm K0 = 1300 mm M36 A3 = 630 mm L = 2500 mm B = 550 mm L0 = 2150 mm C = 342 mm M = 395 mm D = 76 mm N = 170 mm E = 666 mm P = 318 mm F = 780 mm d1 = 90 mm Masa ( fara ulei ) G = 660 mm d2 = 180 mm 4200 [kg] d3 = 39 mm l1 = 130 mm l2 = 240 mm s = 50 mm
3.3 Alegerea cuplajelor :
Cuplajele se aleg in functie de diametrele capetelor de arbori pe care-i cupleaza sau in functie de momentul de lucru Ml , necesar de transmis .
![]()
in care : Mn = momentul nominal , in [Nm] ;
Ml = momentul de lucru necesar de transmis , in [Nm];
![]()
Mc = momentul de calcul , in [Nm] , determinat prin relatia:
Mc = 9550 * N [Kw] / n [rot/min]
Cs = coeficient deserviciu ( se adopta ) ; Cs = 1.7
Mc = 9550 * 75 / 980 = 730.87 [Nm]
Ml = Mc * Cs = 730.87 * 1.7 = 1242.48 [Nm]
Mn > Ml , rezulta Mn = 1500 [Nm]
Pentru cuplajul de intrare se alege o semicupla din OT-60-3 cu diametrul nominal d = 85 mm . Pentru iesire ( reductor - roti profilate ) se alege o semicupla de tip Cf cu diametrul nominal d = 24 mm , din OT-60-3
|
d |
d1 |
d0 |
d2 |
d3 |
l |
l1 |
l2 |
l3 |
l4 |
l5 |
l6 |
l7 |
|
85 |
30 |
35 |
|
86 |
110 |
4 |
20 |
|||||
|
24 |
90 |
12 |
37 |
33 |
36 |
28 |
38 |
2 |
8 |
|
d4 filet |
D |
D1 |
D2 |
S |
Z |
|
M8 |
212 |
172 |
130 |
4 1 |
20 |
|
M6 |
88 |
62 |
40 |
2 1 |
-- |
CAPITOLUL 4
NORME DE TEHNICA SECURITATII MUNCII :
Utilajele de transport cu functionare ciclica , in special cele complexe ( podurile rulante ) , fiind utilaje grele si mobile , care transporta sarcini solide sau topite , pot produce accidente de munca.
Aceste accidente pot fi prevenite prin respectarea masurilor de tehnica securitatii muncii , care se refera la :
- accesul,la utilaj : trebuie sa se faca numai prin anumite locuri ( scari , platforme prevazute cu balustrada , etc. ) ;
- echipamentul electric : conductorii ce transmit curentul electric nu trebuie sa se atinga cand sunt sub tensiune , instalatiile electrice trebuie reparate numai de personal calificat , etc. ;
- prevenirea incendiilor : sa nu se fumeze in locurile nepermise,
sa nu se depoziteze pe utilaje materiale inflamabile , utilajele sa fie prevazute cu extinctoare , etc. ;
- intretinerea si controlul utilajelor : deoarece utilajele de transport pot produce accidente si avarii grave in cazul constructiei sau functionarii lor necorespunzatoare , ele sunt revizuite si controlate periodic de personal de specialitate , conform instructiunilor normelor departamentale ;
- masuri generale : acestea se refera la calificarea operatorului utilajului si la obligatiile permanente ale acestuia in timpul serviciului , care trebuie respectate cu cea mai mare strictete .
Pentru prevenirea accidentelor de munca in incinta depozitelor de materii prime , trebuie respectate urmatoarele masuri de tehnica securitatii muncii :
- utilajele trebuie manevrate de catre persoane instruite in acest scop ;
- se pun in functie numai utilajele dotate cu dispozitive de protectie si care sunt in perfecta stare de functionare ;
- accesul la utilaje este permis numai pe scari special amenajate - cabina si zonele de acces trebuie iluminate de o tensiune maxima de 24V ;
- este interzisa depanarea , repararea si controlul mecanismelor utilajelor de stivuire si reluare in timpul functionarii ;
- partile in miscare ale transportoarelor cu banda se prevad cu balustrade de protectie ;
Pentru desfasurarea normala a activitatii la utilajele din
sectoarele de turnatorie , trebuie respectate urmatoarele masuri :
- utilajele care degajeaza praf trebuie prevazute cu invelitori speciale , pentru evitarea raspindirii prafului in spatiul inconjurator sau echipate cu instalatii pentru absorbtia prafului ;
- utilajele cu organe in miscare trebuie echipate cu aparatoare
( polizoare , tansportoare , etc. ) ;
- transportul aliajelor topite se executa cu utilaje specializate si in perfecta stare de functionare .
BIBLIOGRAFIE
1. OPRESCU Utilaje metalurgice EDP 1977
2. ZUBAC V. . Utilaje in turnatorie EDP1982
3. ZUBAC V. .. Masini si utilaje in sectiile de turnatorie EDP 1981
4. OPRESCU Utilaje metalurgice - indumar de calcul si proiectare
5.RADUTI C.NICOLAESCU E. Masini electrice rotative fabricate
in
6. CRUDU I. Atlas de reductoare 7.VARCOLACU I. BALESCU C. . Masini si utilaje in turnatorii
8. SPIVACOVSKI .. Utilaje pentru turnatorie
9. VARCOLACU I. .. Notite curs ''Utilaje si instalatii de transport metalurgice''
10. Normele republicane de protectia muncii si a mediului
Copyright © 2025 - Toate drepturile rezervate