|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PROCEDEUL DE SUDARE MANUALA CU ARC ELECTRIC IN MEDIU DE GAZE PROTECTOARE SI ELECTROD NEFUZIBIL - WIG
|
Scopul lucrarii: Cunoasterea parametrilor si particularitatilor procedeului de sudare manuala cu arc electric si electrod nefuzibil in mediu de gaze protectoare WIG. |
1.Notiuni generale.
Pentru sudarea WIG (TIG) se recomanda utilizarea electrozilor nefuzibili aliati cu 2 % thoriu, polizati mecanic si ascutiti cu un unghi la varf de 200, cu capatul tronconic de 0,3 ± 0,1 mm. Electrodul trebuie bine centrat si situat la o distanta de 2,5 mm fata de tevile de sudat. Alegerea valorii diametrului electrodului nefuzibil se face in corelatie cu valoarea curentului de sudare, astfel:
Ф 1,6 mm - pentru 150 A;
Ф 2,4 mm - pentru 150 - 250 A;
Ф 3,2 mm - pentru 240 - 330 A.
Materialul de adaos este derulat de pe o bobina de dimensiuni reduse, plasata lateral, cu ajutorul unui sistem de tip impingere - tragere, iar accesul la locul de sudare este realizat cu ajutorul unui furtun flexibil din plastic, care asigura totodata si protectia impotriva contaminarii prin reactii cu mediul de lucru. La sudarea orbitala diametrul sarmei de adaos este cuprins intre 1 si 1,2 mm. Materialul de adaos nu trebuie atins cu mana libera, ci trebuie manevrat cu manusi curate realizate din material textil sau piele


Fig. 1.Sursa pentru sudare WIG - SAXOTIG 1600 DC. Pistolet si dispozitiv de sudare WIG.
2. Prezentarea procedeului de sudare WIG
Principiu
Caldura necesara sudarii este produsa de arcul care arde intre un electrod nefuzibil din wolfram si piesele de sudat, arcul fiind protejat prin suflarea unui gaz inert (argon). Materialul de adaos se prezinta sub forma de baghete sau sarma, introdus continuu de operator in arcul electric (fig. 2).
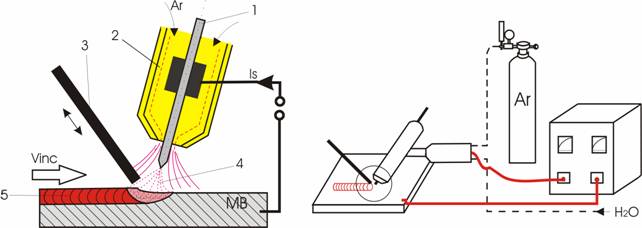
Fig. 2. Schema de principiu a procedeului WIG.
Materialele pentru sudare constau in:
electrodul de W aliat cu 2 %Th, Zr, Ce, pentru imbunatatirea conditiilor de emisie, amorsare mai usoara a arcului, stabilitate mai buna a acestuia, posibilitatea utilizarii unei valori mai ridicate a curentului. Are lungimi de lw=175 mm si diametre de dw=0,8;1,2;1,6;2;3;4;5;6 mm (fig. 3);

Fig. 3. Pistolet de sudare WIG, duze ceramice, penseta din cupru si electrozi de W.
gazul de protectie este intotdeauna inert (argon sau heliu).
Este preferat argonul
(puritate 99,9%, umiditate![]() 0,03 %) datorita avantajelor pe care le prezinta:
ardere mai linistita a arcului; amorsare mai usoara, tensiune de
ionizare mai scazuta la aceeasi lungime a arcului si valoare
a curentului de sudare, curatire mai eficienta a oxizilor din
cauza greutatii mai mari a ionilor, cost si consum mai scazut.
Heliul este un gaz mai usor decat aerul, ducand la un consum mai ridicat. Arcul
electric in heliu produce o cantitate mai mare de caldura, fiind mai eficient
in cazul unor cusaturi mai voluminoase.
0,03 %) datorita avantajelor pe care le prezinta:
ardere mai linistita a arcului; amorsare mai usoara, tensiune de
ionizare mai scazuta la aceeasi lungime a arcului si valoare
a curentului de sudare, curatire mai eficienta a oxizilor din
cauza greutatii mai mari a ionilor, cost si consum mai scazut.
Heliul este un gaz mai usor decat aerul, ducand la un consum mai ridicat. Arcul
electric in heliu produce o cantitate mai mare de caldura, fiind mai eficient
in cazul unor cusaturi mai voluminoase.
materialele de adaos, constituite de cele mai multe ori din vergele metalice de lungime 1000 mm si diametre de 0,8; 1,2; 1,6; 2; 2,5;3,2;4 mm, sunt realizate din diferite aliaje metalice, in functie de caracteristicile urmarite pentru suprafetele de sudat/incarcat.
Domeniu de aplicabilitate
aliaje feroase si neferoase (oteluri carbon, slab aliate, mediu aliate, inoxidabile inalt aliate, superaliaje de Cr, Ni, Al, Cu, Ni, Ti) in orice pozitie;
table subtiri (0,1 - 10 mm) sau primul strat (radacina) unor suduri importante.
Avantaje
calitate foarte buna a sudurii (fig. 3);
dozare precisa a energiei introduse, sudare cu sau fara material de adaos;
excelent pentru table subtiri (0,2-0,8mm);
aspect foarte bun, baie de sudura foarte curata.


Fig.3. Cusaturi sudate cu procedeul WIG.
Procedeul permite si automatizarea procesului, in special pentru cusaturi orbitale (fig. 4).
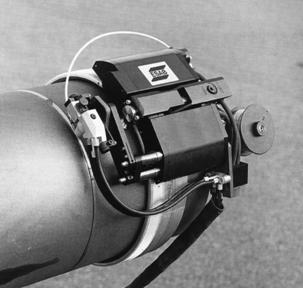
Fig. 4. Sistem de sudare WIG orbital pentru tevi.
Dezavantaje
pregatirea capetelor trebuie executata cu mare precizie;
este necesara decaparea pieselor;
pret ridicat (gaze scumpe, necesita specializarea operatorilor);
productivitate scazuta la sudare manuala
randament energetic mic (40%).
3. Parametrii regimului de sudare
a) Diametrul electrodului de W
de = 0,8 - 6 mm
b) Diametru si tip bagheta de adaos
db = 2 - 6 mm
Tipul baghetei de adaos se stabileste in functie de materialul de baza. In unele cazuri, daca este posibil, se recomanda utilizarea unei baghete prelevate din materialul de baza.
c) Viteza de sudare
vs = 10 - 30 cm/min
d) Debitul de gaz
DG = 6 - 10 l/min
e) Curentul de sudare
Is = 10 - 280 A
Curentul de sudare se alege in functie de grosimea componentelor de sudat si tipul sudurii (radacina, incarcare, suprapunere, etc.)
4. Determinari experimentale
Fiecare student noteaza valorile parametrilor regimului de sudare pentru cuplul electrod/materiale sudate propus de cadrul didactic, urmand metodologia prezentata la cap. 3.
Copyright © 2025 - Toate drepturile rezervate