|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Dozarea in unitati de masa egale
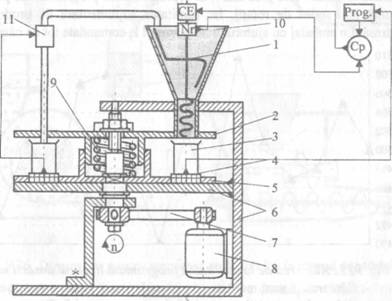
Cantitatea dozata este introdusa in ambalajul 3 care se aseaza pe cantarul 4. Daca cantitatea dozata este prea mica, cantarul comanda o dozare suplimentara programatorului Prog. care va ramane in memorie pana cand cantitatile dozate se inscriu in limitele de tolerante admise. in schimb, daca cantitatea dozata este prea mare, se reprogrameaza programatorul pentru un numar mai redus de rotatii, iar cantitatea suplimentara de produs va fi extrasa din ambalaj cu ajutorul unei pompe 11, comandate tot de cantarul 4.
Fig. 925.. Abaterea de la cantitatea programata in cazul dozarii masice
Cantarele 4 sunt montate pe platanul rotativ 5 care este antrenat prin intermediul unei transmisii cu curele 7 de catre motorul 8. Tot ansamblul se sprijina pe batiul sudat 6, iar rezervorul 10 este sustinut de catre platanul fix 2. Diagrama dozarii masice este prezentata in figura 9.. Cantitatea nominala este de 500 g, iar abaterea de dozare este de +/-10 g. Se vede ca la fiecare cantarire se obtine o alta cantitate dozata, fig. 9.25, dar in general se respecta distributia dupa curba lui Gauss. Atata timp cat se poate mentine dozarea in limitele admise, metoda se poate folosi la ambalarea produsului respectiv. Cand precizia de dozare nu este suficienta se alege o alta metoda sau daca este posibil se modifica toleranta de dozare.
Dozarea masica prin cantarire in timpul umplerii
Acest tip de dozare se foloseste la divizarea produsului in cantitati mari. Ambalajul sta pe cantar si produsul este introdus in acesta pana cand se atinge cantitatea programata. Exemple de utilizare a acestui tip de dozare si umplere sunt ambalarea produselor in saci, butoaie, canistre, lazi etc.
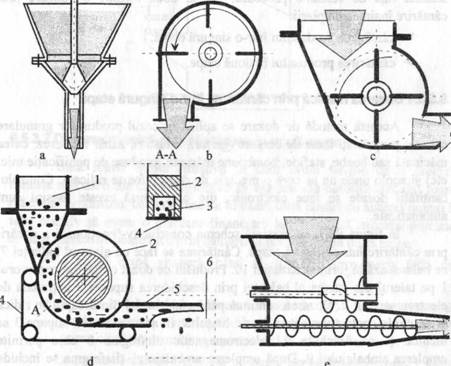
Fig. 9.26. Dispozitive pentru umplerea ambalajelor in timpul cantaririi
Exista o gama foarte mare de dispozitive de umplere a ambalajelor mari in timpul cantaririi, cele mai raspandite fiind:
dispozitivele de umplere cu supapa si cadere libera, figura 9.26,a;
dispozitivele cu turbina ce au palete cu ax vertical, figura 9.26,b;
► dispozitive de umplere cu turbina ce au pailtele dispuse pc un ax orizontal, figura 9.26,c;
► dispozitive de umplere cu melc transportor, figura 9.26,e;
dispozitive de umplere cu banda transportoare si roata bordurata, figura 9.26,d.
Dozarea masica prin cantarire inainte de umplere
Dozarea masica prin cantarire inainte de umplere este folosita in cazurile in care se cere o precizie ridicata a dozarii. Dezavantajul major al dozarii prin cantarire inainte de umplere consta in productivitatea mult mai scazuta fata de celelalte procedee. Exista doua metode de dozare prin cantarire inaintea umplerii:
cantarirea produsului intr-o singura etapa;
cantarirea produsului in doua etape.
3.1 Dozarea masica prin cantarirea intr-o singura etapa
Aceasta metoda de dozare se aplica in cazul produselor granulare care au proprietati bune de curgere (grisuri, dunsturi, zahar tos, orez, cafea macinata sau boabe, stafide, bomboane marunte, produse de panificatie mici etc) si acolo unde nu se cere o precizie de dozare foarte ridicata. Controlul cantitatii dozate se face electronic, din care cauza aceste masini sunt automatizate.
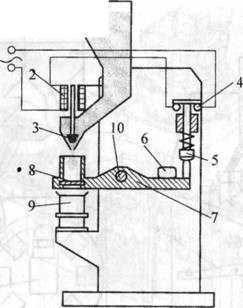
in figura 9.27, se prezinta schema constructiv-functionala a dozarii prin cantarire intr-o singura etapa. Cantarirea se face cu ajutorul balantei 7, ce balanseaza in jurul articulatiei 10. Produsul de dozat curge din rezervorul 1 pe talerul din stanga al balantei prin deschiderea supapei 3 actionata de electromagnetul 2. Dozarea continua pana cand bratul din dreapta se ridica si deschide contactul electric 4 prin bratul 5. in acest moment, supapa 3 se inchide si se deschide tot electromagnetic diafragma 8 care permite umplerea ambalajului 9. Dupa umplerea ambalajului, diafragma se inchide si se da comanda pentru o noua dozare prin deschiderea supapei 3. Cantitatea dozata se poate regla prin intermediul greutatilor 6.
Productivitatea procedeului poate ajunge la maxim 15 dozari/minut. Se recomanda pentru dozari de masa incepand de la 1 si pana la 7 kg. Capacitatea maxima de dozare poate ajunge la 10.000 cm3.
3.2 Dozarea masica prin cantarirea in doua etape
Sunt foarte multe situatiile in care avem nevoie de o precizie ridicata a dozarii din cauza legislatiei in vigoare sau datorita costului foarte ridicat al produsului ceea ce face ca in cazul unei dozari cu abateri numai in sens pozitiv sa avem o pierdere financiara importanta. Cresterea preciziei dozarii masice se poate face prin cantarirea produsului in doua etape:
o prima etapa grosiera, cand se dozeaza aproximativ 80% din produs;
a doua etapa cand se dozeaza restul de 20% din cantitatea de produs si este o cantarire fina care corecteaza cantitatea dozata la prima cantarire rezultand o precizie ridicata a divizarii.
La prima cantarire, fig. 9.28, produsul curge din rezervorul 1, dupa deschiderea supapei 2 pe cantarul 3. Cand s-a atins valoarea programata a greutatii (de aproximativ 80% din valoarea totala care trebuie dozata), cantarul 3 prin intermediul unui senzor electric inchide supapa 2 oprind dozarea. Urmeaza varsarea produsului mai departe prin jgheabul 8 pe cantarul 5. Tot pe acest cantar vine restul de 20% din produs din rezervorul 1 prin palnia 9 dupa deschiderea supapei 4. Cand s-a realizat dozarea la valoarea prescrisa un alt senzor comanda inchiderea supapei 4 si de asemenea comanda umplerea in continuare a ambalajului 7 prin palnia de
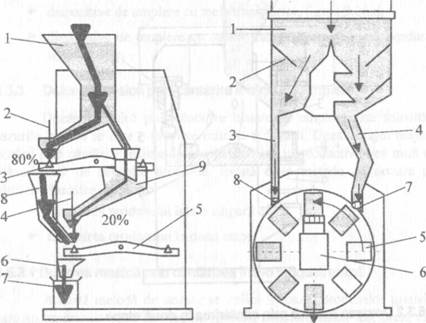
Fig. 9.28. Dozarea prin cantarire dubla Fig. 9.29. Dozarea pastelor fainoase
Cantitatile dozate prin acest procedeu sunt cuprinse intre 0,5 si 2,5 kg, fara a depasi insa un volum de maxim 4500 cm3. Productivitate procedeului este mai ridicata decat in cazul precedent datorita cantitatii mai mici de produs care se vehiculeaza pentru o dozare si poate ajunge la 30 dozari/minut.
Un exemplu practic privind dozarea masica prin dubla cantarire, folosit la divizarea pastelor fainoase in cantitati de mase egale este prezentat in fig. 9.29. Si in acest caz, intr-o prima etapa se face o dozare grosiera prin umplerea ambalajului 5 cu pastele fainoase venite din rezervorul 1 prin jgheaburile 4. Prima dozare se face prin masurarea timpului de curgere a produsului prin supapa 7. Dupa realizarea dozarii prin masurarea timpului de curgere, ambalajele care sunt puse pe un platou circular ajung in dreptul cantarului 6 unde se face prima cantarire, dupa care cantitatea lipsa din ambalaj este completata prin dozarea produsului venit pe calea 3 la un al doilea cantar. Dupa realizarea dozarii prescrise, supapa 8 se inchide si ambalajul umplut complet se roteste in continuare pana ajunge in pozitia de parasire a platoului circular, locul lui fiind luat de un alt ambalaj gol.
in figura urmatoare se prezinta o vedere de ansamblu asupra unei masini de ambalat paste fainoase prin dubla cantarire a firmei Bosch
Fig. 9.29.a. Vedere de ansamblu asupra unei masini de dozat paste fainoase
Copyright © 2025 - Toate drepturile rezervate