|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Reducerea emisiilor de oxizi de sulf
CUPRINS
Generalitati
Epurarea combustibililor in faza de precombustie
Masuri primare pentru diminuarea producerii de oxizi de sulf:
Arderea carbunelui in stare de praf
Arderea in strat fluidizat
Arderea in strat fluidizat stationar
Arderea in strat fluidizat circulant
Concluzii
Masuri secundare pentru desulfurarea gazelor de ardere
Clasificarea procedeelor
Procedeul uscat
Procedeul uscat cu cocsactiv sau oxid de cupru
Procedeul uscat cu nahcolite sau trona
Procedeul semiuscat
Procedeul umed
4.4.1 Probleme generale
4.4.2. Procedeul de absorbtie a dioxidului de sulf din gazele de ardere cu ajutorul absorbantilor alcalini
Procedeul de absorbtie a dioxidului de sulf din gazele de ardere cu ajutorul amoniacului
4.4.4. Observatii cu privire la procedeele de desulfurare a gazelor folosind amoniacul sau compusi ai sodiului
4.4.5. Procedeul de absorbtie a dioxidului de sulf din gazele de ardere cu ajutorul absorbantilor alcalino-pamantosi
4.4.6. Procedeul hibrid de desulfurare
4.4.7. Tratarea apelor reziduale
4.4.8. Reincalzirea gazelor de ardere
4.4.9. Consideratii privind proiectarea unei instalatii pentru desulfurarea gazelor de ardere
5. Bibliografie
1. GENERALITATI
Emisiile naturale de ![]() (vulcani, fumarole,
etc.) sunt in cantitati imense (78-284 Mt
(vulcani, fumarole,
etc.) sunt in cantitati imense (78-284 Mt ![]() ) si sunt imposibil de redus sau de controlat si
) si sunt imposibil de redus sau de controlat si
Degajarile antropice de ![]() , ce rezulta ca emisii secundare din activitatea omului,
reprezinta circa 150-200 Mt
, ce rezulta ca emisii secundare din activitatea omului,
reprezinta circa 150-200 Mt ![]() si ar putea fi
reduse, dar, cu eforturi tehnice si financiare considerabile. O mare parte
se formeaza in procesele de ardere a combustibililor, care contin
sulf in compozitia lor.
si ar putea fi
reduse, dar, cu eforturi tehnice si financiare considerabile. O mare parte
se formeaza in procesele de ardere a combustibililor, care contin
sulf in compozitia lor.
Emisiile de ![]() din termocentrale pot
fi reduse in general prin:
din termocentrale pot
fi reduse in general prin:
epurarea combustibililor in faza de precombustie (pentru a reduce continutul de sulf) sau arderea unor combustibili superiori, nesulfurosi, cum ar fi gazul natural;
masuri primare, care constau in aplicarea unor tehnologii de ardere nepoluanta intracombustie, ca de exemplu arderea carbunilor in strat fluidizat circulant sau desulfurarea prompta cu calcar sau dolomita;
masuri secundare, care constau in desulfurarea postcombustie a produselor arderii (fumului), prin diferite procedee tehnologice costisitoare, inainte de evacuarea gazelor in mediul ambiant.
2. EPURAREA COMBUSTIBILILOR IN FAZA DE PRECOMBUSTIE
Numai o parte din sulful prezent in carbuni sub forma unor combinatii anorganice poate fi indepartata prin imbogasire (spalare in apa sau in medii dense). Studiile economice asupra imbogatirii carbunilor efectuate in diferite tari au condus la concluzia ca, in general, se justifica doar o imbogatire sumara a carbunilor. Imbogatirea substantiala nu are efectele scontate in privinta protectiei mediului inconjurator.
Reducerea
continutului de sulf al carbunelui, pana la limita ce ar permite
respectarea normelor de emisie privind continutul de ![]() in fum, ar conduce la
cresterea pretului combustibilului in asa masura, incat
carbunele epurat nu ar mai putea fi utilizat economic in scopuri
energetice.
in fum, ar conduce la
cresterea pretului combustibilului in asa masura, incat
carbunele epurat nu ar mai putea fi utilizat economic in scopuri
energetice.
O situatie similara se prezinta si in cazul pacurilor sulfuroase. Desulfurarea pacurii in scopul reducerii sub 1% a continutului de sulf reprezinta un procedeu cunoscut si aplicat in marea majoritate a rafinariilor de petrol din lume. Ca urmare, pe piata mondiala se ofera in general doua calitati de pacura: una mai scumpa, dar cu un continut redus de sulf, sub 1% si alta, mai ieftina, cu un continut mai ridicat de sulf.
Pentru Romania, s-a luat hotararea ca, incepand cu anul 1996, sa nu se mai comercializeze, in scopuri energetice, decat pacura cu continut de sulf puternic diminuat, comparativ cu situatia anilor 1990-1995.
Practica industriala a dovedit ca, in
conditiile respectarii emisiilor limita de ![]() impuse de
legislatiile in vigoare, este mai economic sa se foloseasca
pacura cu un continut de sulf mai redus, deoarece
instalatiile pentru desulfurarea gazelor de ardere necesita
investitii si costuri de exploatare ridicate.
impuse de
legislatiile in vigoare, este mai economic sa se foloseasca
pacura cu un continut de sulf mai redus, deoarece
instalatiile pentru desulfurarea gazelor de ardere necesita
investitii si costuri de exploatare ridicate.
3. MASURI PRIMARE PENTRU DIMINUAREA PRODUCERII DE OXIZI DE SULF
ARDEREA CARBUNILOR IN STARE DE PRAF
Posibilitatea retinerii in focar, inca din stadiul de formare, a unei parti a dioxidului de sulf, in conditiile arderii unui amestec de carbune si aditiv, a fost intrezarita de mult.
In anii '70, in SUA, la Tennessee Valley Autority [1], s-au efectuat incercari pe instalatii pilot, dar metoda a fost abandonata, datorita rezultatelor nesatisfacatoare legate de:
randamentele mici de desulfurare,
costul
ridicat al reactivilor ![]() si
si ![]() ,
,
retinerea dificila in electrofiltre a pulberilor (prafului) rezultate.
In fosta RDG, specialisti ai Institutului de
Energetica din Leipzig au facut in 1971 primele experimentari de
desulfurare pe un cazan mare (64 t/h), utilizand diferite sorturi de
carbune si diferiti aditivi. Experimentarile au continuat
in 1974 pe un cazan de 220 t/h, avand debitul de gaze de 380 000 ![]() .
.
In conditii stoichiometrice, pentru legarea a 1 kg de sulf, sunt necesare 56/32=1,75 kg oxid de calciu. Calcarul din RDG a fost utilizat in asa fel, incat raportul molar a fost de Ca/S=1/1, adica 3,125 kg calcar la 1 kg de sulf continut in combustibil.
Reactiile, care au loc la injectia calcarului in focar, sunt:
![]() la 800-900 sC
la 800-900 sC
![]() la 900-1200 sC
la 900-1200 sC
Retinerea pulberii de ghips (sulfat de
calciu) in aval se realizeaza fie in electrofiltre calde (![]() sC), fie in filtre cu saci [10]. Experimentarile au
condus la randamente de 50 % dar, cu toate acestea, metoda este
considerata rentabila si va fi extinsa la termocentrale, in
special in tari ca Romania, care nu dispun de posibilitatea unor
investitii financiare majore.
sC), fie in filtre cu saci [10]. Experimentarile au
condus la randamente de 50 % dar, cu toate acestea, metoda este
considerata rentabila si va fi extinsa la termocentrale, in
special in tari ca Romania, care nu dispun de posibilitatea unor
investitii financiare majore.
Metoda a suscitat interes si in fosta RSC, experimentarile desfasurandu-se in comun cu RDG, la centrala Dimitrov, pe o instalatie de desulfurare de marime industriala [11].
Un alt exemplu il constitue Austria. Sase
cazane, ce apartin unor grupuri energetice de 20 ÷ 330 ![]() , au fost echipate cu instalatii de injectii a
calcarului in focar. In toate cazurile, pudra de calcar se introduce cu aerul
secundar sau tertiar sau cu aerul de deasupra flacarii.
, au fost echipate cu instalatii de injectii a
calcarului in focar. In toate cazurile, pudra de calcar se introduce cu aerul
secundar sau tertiar sau cu aerul de deasupra flacarii.
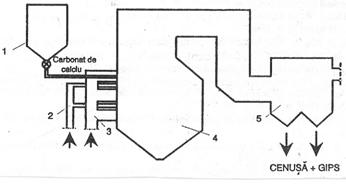
FIG.3.1. Procedeul "Limestone Additive Process", aplicat la CTE Voitsberg-Austria [14]: 1-buncar pentru pudra de calcar; 2-tubulatura pentru praf de lignit si aer primar; 3-tubulatura pentru aer secundar; 4-focar; 5-electrofiltru.
In figura 3.1 se prezinta principiul procedeului Limestone Additive Process (procedeul aditivarii cu calcar), aplicat la CTE Voitsberg-Austria [14], [15].
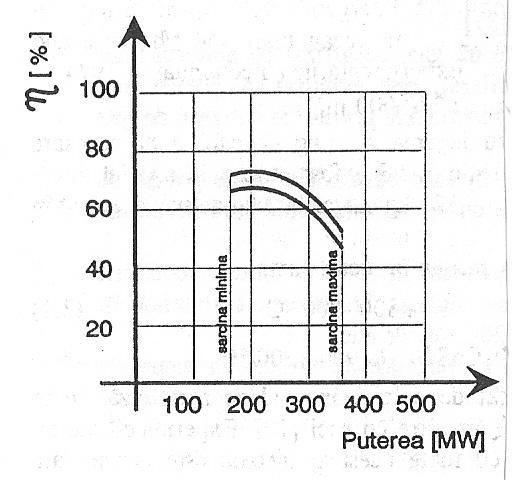
FIG.3.2. Reducerea continutului
de ![]() prin injectie de
carbonat de calciu [14].
prin injectie de
carbonat de calciu [14].
Introducerea pulberii de carbonat de calciu se face prin fantele de insuflare a aerului secundar. Eficienta instalatiei de desulfurare este de circa 50 %, la o putere a blocului energetic de 330 MW, respectiv de 70 %, la puterea de 180 MW, asa cum reiese din figura 3.2.
Incercarile au dovedit ca finetea pudrei de calcar are o importanta majora, diametrul maxim admis al particulelor fiind sub 60 µm. Consumul de calcar este de 80 kg la 1000 kg carbune brun, pentru un continut al acestuia de 0,5-1,5 % masice de sulf.
Randamentul de desulfurare de 50-60 % depinde de tipul si dimensiunile focarului, de compozitia combustibilului, de compozitia si granulatia calcarului si de conditiile de ardere.
Prezenta magneziului in aditiv (cum este cazul in dolomita) poate imbunatati randamentul de desulfurare cu calcar [12], [13], deci folosirea dolomitei este comparativ mai eficienta.
In prezenta incluziunilor de carbonat de magneziu sau daca in loc de calcar se foloseste dolomita, in focar se produce urmatoarea reactie [16]:
![]() la 730-760 sC
la 730-760 sC
In conditiile din focar, din oxidul de magneziu format nu rezulta compusi stabili cu dioxidul de sulf. Prezenta oxidului de magneziu poate imbunatati randamentul de utilizare a calcarului. Astfel, se limiteaza aglomerarea particulelor de CaO, rezultat din calcinarea calcarului si se permite accesul mai usor al dioxidului de sulf spre suprafata de reactie.
Treapta de calcinare duce la indepartarea dioxidului de carbon din particula de calcar, ceea ce face sa apara spatii libere si conditii favorabile pentru absorbtia dioxidului de sulf. Este esential ca aditivul, dupa calcinare, sa ofere o arie mai mare pentru suprafata de contact cu gazul epurat.
Pentru ca reactia de calcinare si
retinere a ![]() sa fie suficient
de rapida este necesara o temperatura in focar de 850 pana
la 1080 sC.
sa fie suficient
de rapida este necesara o temperatura in focar de 850 pana
la 1080 sC.
Daca temperatura este mai mare de 1080 sC, apare pericolul sintetizarii particulelor de oxid de calciu. Acestea isi pierd porozitatea si fenomenul este cunoscut sub denumirea de "dead burning" (ardere moarta).
O temperatura inferioara valorii de 850 sC duce la depunerea de sulfat de calciu pe suportul de calcar insufficient calcinat, franandu-se, in continuare, absorbtia dioxidului de sulf.
O temperatura superioara valorii de 1200 sC determina descompunerea termica a sulfatului de calciu abia format, comform reactiilor:
![]()
![]()
![]()
Posibilitatea desfasurarii unor asemenea reactii alaturi de pericolul sintetizarii particulelor de oxid de calciu sunt principalele cazane care limiteaza eficienta acestui procedeu si-l fac mai putin aplicabil in cazul focarelor care functioneaza cu pacura sulfuroasa sau cu praf de carbune superior.
Cu toate acestea, prin simplitatea sa, procedeul de retinere a unei parti din dioxidul de sulf prin injectarea prafului de calcar in focar ramane in atentia termoenergeticienilor, care il folosesc ca prima treapta de reducere a continutului de dioxid de sulf in gazele de ardere.
Experimentarile facute la Osterreichische Donaukraftwerke AG au confirmat faptul ca randamentele de desulfurare ridicate se obtin atunci cand se folosesc filtre sac. Pe suprafata sacilor, in stratul de praf, continua reactia de desulfurare, deoarece praful de cenusa contine inca circa 20 % CaO.
O mare atentie trebuie sa se acorde faptului ca oxidul de calciu reactioneaza izoterm cu apa, deci contactul cenusii cu apa sau cu vaporii de apa trebuie evitat pe tot traseul de transport al cenusii.
In lucrarea [16] se fac unele precizari cu privire la natura intima a calcarului, careia i se atribuie un rol important in desfasurarea procesului de desulfurare prompta. Astfel, se afirma ca nu toate calitatile de calcar prezinta aceeasi capacitate de absorbtie, chiar daca au aceeasi compozitie chimica. Calcarul de cariera este mai activ comparativ cu carbonatul de calciu chimic pur, obtinut din reactii de precipitare, in laborator.
Prepararea aditivului este cunoscuta sub denumirea de aditivarea aditivului si se realizeaza in scopul de a-i creste reactivitatea, prin marirea suprafetei active. Se recomanda aditivarea calcarului cu bicarbonat de sodiu. Acesta se va depune uniform pe particulele de calcar formand, in conditiile din focar, un eutectic cu punct de topire scazut. Difuziunea dioxidului de sulf prin aceasta masa lichida, spre miezul particulei de oxid de calciu, este mai usoara si, ca urmare, intreaga masa poate reactiona. In aceste conditii, nu va mai ramane miez nereactionat, blocat de sulfatul de calciu, depus pe suprafata particulei [17].
Unii cercetatori acorda un rol esential dimensiunilor particulelor de calcar, altii contesta influenta granulatiei acestuia si considera importanta numai dimensiunea particulelor pudrei de oxid de calciu, care se formeaza in focar. In general, se afirma ca, pana la o anumita limita, randamentul de desulfurare creste cu scaderea diametrului particulelor de aditiv. Diametrul mediu optim, cel mai ades citat in literature de specialitate, este de 15 µm (conditionat ca 90 % din particulele pudrei sa aibe diametre < 90 µm).
Concentratia reactiilor are un rol decisiv pana la raportul molar Ca:S egal cu 4. peste aceasta valoare se constata o aplatizare a curbei de retinere a dioxidului de sulf [18], [19].
Pana in prezent (1995); in Romania, nu
exista nici un grup energetic dotat cu o instalatie de desulfurare a
gazelor prin aidtivare a precombustiei. Primele incercari in acest sens au
fost incepute in anul 1989, pe standul experimental al Institutului Politehnic
Bucuresti [16]. Carbunele utilizat a provenit din bazinul
Sotanga, avand o putere calorifica inferioara de 7586 kJ/kg
(1812 kcal/kg), respectiv un continut de ![]() =2 %. Pentru desulfurarea prompta s-a folosit creta
extrafina, avand diametrul mediu de 2,5 µm si un diametru maxim de 24
µm.
=2 %. Pentru desulfurarea prompta s-a folosit creta
extrafina, avand diametrul mediu de 2,5 µm si un diametru maxim de 24
µm.
Aditivarea s-a realizat in doua variante: pe banda si in concasor. In ambele cazuri raportul molar Ca:S s-a situat intre 1,45 si 3. S-au obtinut randamente de desulfurare cuprinse intre 43 si 51 %.
Desi rezultatele obtinute sunt modeste, se apreciaza ca metoda aditivarii in timpul combustiei, datorita simplitatii ei, ar putea fi luata in considerare pentru reducerea emisiilor de sulf de la instalatiile existente, ce au perspectiva limitata de voata si/sau unde o investitie de proportii, pentru o instalatie complexa de depoluare, nu se justifica sau nu este fezabila.
Ulterior, cercetarile au fost continuate si la ICPET si ICEMENERG Bucuresti, la nivel de statii pilot. Rezultatele obtinute precum si prevederile strategiei energetice ale Romaniei pentru urmatorii cinci ani au contribuit esential la luarea deciziei de a construi la CET Oradea prima instalatie industriala de desulfurare, pentru cazanul C4, care va folosi desulfurarea prompta, coroborata cu procedeul secundar, hibrid, de injectie de apa sau abur (procedeul LIFAC sau ARA) [33], [34], [37].
Alegerea si hotararea sunt justificate prin frecventa mare cu care cazanul C4 de 420 t/h este distribuit in reteaua termoelectrica a tarii, prin durata restanta de viata mai mare de 15 ani, prin accesibilitatea din zona apropiata a aditivului natural, prin amplasarea centralei in regiune de granita si, nu in ultimul rand, prin implicarea directa a specialistilor RENEL.
ARDEREA IN STRAT FLUIDIZAT
Din datele prezentate rezulta ca, pentru ca reactia de calcinare si absorbtie a dioxidului de sulf sa fie suficient de rapida, se impune ca temperatura in focar sa fie de 850-1080 sC. Aceasta conditie poate fi indeplinita, daca se foloseste tehnologia de ardere a carbunilor in strat fluidizat [30], [31].
Un strat fluidizat este un sistem in care un gaz, repartizat cu ajutorul unei grile de distributie (gratar sau duze de insuflare), este expulzat, de jos in sus, printr-un strat de particule solide, astfel incat particulele plutesc in curentul de gaz si se afla intr-o agitatie permanenta.
Comportamentul acestui mediu bifazic, in care particulele solide pot sa se miste unele in raport cu altele, este comparabil cu cel al unui lichid care fierbe, de unde si denumirea de strat fierbator.
Teoria arderii in strat fluidizat a fost elaborata in 1922 de catre cercetatorii Winkler (Germania) si Cidell (SUA), dar s-a aplicat la arderea carbunilor in focarele generatoarelor de abur doar in ultimii 2025 de ani.
In principiu, procedeul consta in arderea particulelor de carbune in suspensie intr-un curent oxidant [31], deosebindu-se doua situatii limita, determinate de valoarea vitezei de insuflare a aerului:
arderea in strat fluidizat stationar (fig. 3.3)
arderea in strat fluidizat circulant (fig. 3.4).
3.2.1. ARDEREA IN STRAT FLUIDIZAT STATIONAR
Cercetarile efectuate la ICPET-Bucuresti intre anii 1971 si 1973 au demonstrat posibilitatea aplicarii tehnologiei de ardere in strat fluidizat la carbunii romanesti si au furnizat datele necesare pentru proiectarea unei game de cazane de apa fierbinte si abur, cu functionare in acest sistem, in conceptie originala.
In figura 3.3 este prezentata schema de principiu a unui cazan romanesc de apa fierbinte, inzestrat cu un focar pentru arderea lignitului in strat fluidizat stationar.
In Romania, au fost realizate cazane de apa fierbinte cu puteri termice intre 1,86 si 11,65 MW, respectiv cazane pentru abur tehnologic, cu debite de la 0,55 la 2,78 kg/s. Aceste agregate nu se bucura de apreciere din partea beneficiarilor, datorita fiabilitatii modeste dovedita in exploatare. Totusi, pentru ilustrarea procedeului, se va da o descriere a lor.
Prepararea carbunilor la granulatia de 0-7 mm a fost rezolvata destul de complicat. Fluxul de preparare este alimentat cu carbune de granulatie de pana la 80 mm, dintr-un depozit acoperit, printr-un gratar cu bare rotitoare, unde se realizeaza o prima separare in doua fractiuni granulometrice: 0-20 mm si 20-80 mm.
Fractia granulometrica 20-80 mm se introduce in concasorul cu ciocane articulate, fara gratar si cu incalzire electrica, realizandu-se maruntirea la granulatia de 0-10 mm. Concasorul este actionat cu curele trapezoidale, avand trepte de viteza pana la 55 m/s (viteza periferica).
Lignitul care iese din concasor, impreuna cu fractiunea granulometrica 0-20 mm de la gratarul cu bare rotative, se introduce in separatorul cu aer, in care se face separarea carbunelui in curent ascendent de aer, atat dupa dimensiunea particulelor, cat si dupa densitatea lor.
Fractiunea granulometrica 0-7 mm iese pe la partea superioara si intra in instalatia multiciclon, unde se separa de agentul transportor. Din multiciclon, carbunele este evacuat pe la partea inferioara, prin dozatoare celulare. O banda transportoare il trimite spre sistemul de alimentare al focarului. Fractiunea granulometrica 7-20 mm se recircula in concasor.
La pornire, aprinderea se realizeaza cu un combustibil lichid (pacura sau combustibil lichid usor) sau gazos, fiecare cazan sau modul de cazan fiind echipat cu unul sau doua arzatoare de pornire.
Cazanele sunt realizate cu suprapresiune pe drumul gazelor de ardere, fara exhaustor. Aerul pentru fluidizare este introdus cu ajutorul unui ventilator, nefiind necesara preancalzirea sa. Randamentul minim garantat al instalatiei, la sarcina nominala, este de 80 %. Temperatura gazelor de ardere la parasirea cazanului este de 160 sC.
Continutul de praf se situeaza intre 0,6
si 1,4 g/![]() , functie de caracteristicile carbunelui.
Desprafuirea se face pe cale mecanica, in doua trepte: ciclon
si multiciclon.
, functie de caracteristicile carbunelui.
Desprafuirea se face pe cale mecanica, in doua trepte: ciclon
si multiciclon.
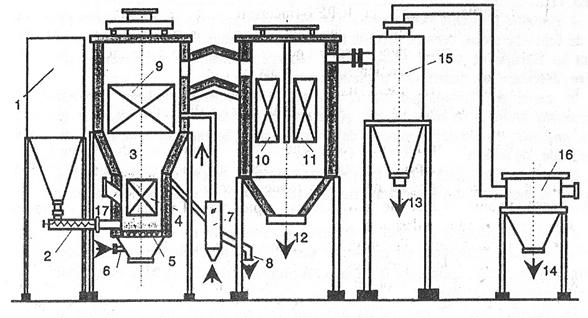
FIG.3.3. Schema unui cazan ASF cu un modul: 1-buncar de carbune; 2-alimentator de carbune; 3-focar; 4-strat fluidizat cu tevi imersate; 5-gratar; 6-admisie aer de fluidizare; 7-racitor de cenusa in strat fluidizat; 8-evacuarea cenusii colectate in sistemul convectiv; 9,10,11-fascicul convectiv; 12,13,14-evacuarea cenusii din sistemul convectiv si cicloane; 15-ciclon; 16-multiciclon; 17-injector pacura.
Partile componente ale sistemului de ardere sunt (v. fig.3.3):
buncar de alimentare cu capacitate pentru 4-6 ore;
alimentator elicoidal cu turatie variabila;
sistem de distributie a aerului;
gratar din otel refractor.
Focarul cazanului este de forma cilindrica sau paralelipipedica si are doua zone:
partea inferioara, unde se formeaza stratul fluidizat,
partea superioara, unde are loc arderea.
Ambele parti ale focarului sunt racite cu serpentine, care retin 50-60 % din fluxul de caldura produs in focar, asigurand o temperatura in stratul fluidizat cuprinsa intre 850 si 900 sC.
Aproximativ 20-25 % din cenusa rezultata este evacuata direct pe la partea superioara a stratului fluidizat, printr-un sistem de preaplin, in racitorul de cenusa. Aici cenusa este racita cu aer, in strat fluidizat, de la temperatura de 800 sC pana la 150 sC. Aerul preancalzit, astfel rezultat, este introdus in partea superioara a focarului, ca aer secundar. Continutul de nearse in cenusa evacuata din stratul fluidizat este in jur de 1 %.
Gazele de ardere au la iesirea din focar aproximativ 600-650 sC. Ele sunt trecute in partea convectiva, unde circula in doua drumuri si apoi in instalatia de desprafuire mecanica.
Prin schimbarea directiei de curgere se separa aproximativ 15-20 % din cenusa rezultata prin ardere, restul fiind retinut, in cea mai mare parte, in ciclonul si multiciclonul cu care este inzestrat cazanul.
Evacuarea cenusii din locurile unde a fost colectata se face prin dozatoare celulare rotative spre un snec, care deverseaza cenusa pe o banda transportoare.
Prin dozarea de calcar in raportul molar Ca:S de 2,5-3,5 a fost rezolvata partial si problema desulfurarii simultane a gazelor de ardere.
In regim normal de functionare, atunci cand exista o buna concordanta intre calitatea carbunelui, marimea particulelor si timpul de stationare al acestora in focar, continutul de nearse in cenusa antrenata din focar nu depaseste 5 %.
3.2.2. ARDEREA IN STRAT FLUIDIZAT CIRCULANT
Largirea benzii de calitate a combustibilului folosit reclama, in primul rand, posibilitatea modificarii vitezei de insuflare a aerului pentru a se atinge si depasi viteza critica de fluidizare, in scopul imbunatatirii transferului de caldura si masa.
Ca urmare, o data cu cresterea vitezei, o cantitate tot mai mare de particule de carbune este antrenata inspre fereastra de evacuare a gazelor de ardere din focar. Uneori, din motive de economicitate a procedeului, continutul de nearse in cenusa depaseste cu mult valoarea de 5 %, admisa ca limita superioara.
Suplimentar creste si concentratia particulelor solide in gazele de ardere. Ca urmare, se amplifica si efectul de eroziune mecanica asupra tevilor suprafetelor de incalzire.
Folosirea unor carbuni de calitate determina cresterea temperaturii in stratul fluidizat si aparitia pericolului de zgurificare.
In figura 3.4 se prezinta schema unui cazan de abur functionand cu tehnologia arderii in strat fluidizat circulant (ASFC). Particulele de combustibil, cu dimensiuni pana la 15÷20 mm, sunt introduse in focar impreuna cu pulberea de carbonat de calciu si intra sub incidenta aerului primar, insuflat printre barele gratarului sau, cel mai adesea, prin duze. Apoi se amesteca cu gazele calde si restul particulelor de combustibil ce se aprind si ard. In prima etapa, arderea are loc in regim substoichiometric, deoarece aerul primar introdus reprezinta circa 70-90 % din cel necesar arderii. Restul arderii se insufla sub forma de aer secundar, in zona centrala a camerei focarului, prin orificii dispuse la mai multe nivele.
O parte importanta de particule solide, constitue in marea majoritate din circa 95 % cenusa, este in mod continuu antrenata spre exterior, separata in ciclon si reintrodusa in focar, fie direct in stare fierbinte, fie racita intr-un schimbator de caldura extern (SCE).
Gratie acestei recirculari intr-o proportie mai mica sau mai mare, a posibilitatii de racire partiala sau totala, cat si a posibilitatii de variere a raportului dintre debitul de aer primar si secundar se pot controla permanent, atat temperatura in focar, cat si concentratia oxigenului in diverse zone ale acestuia.
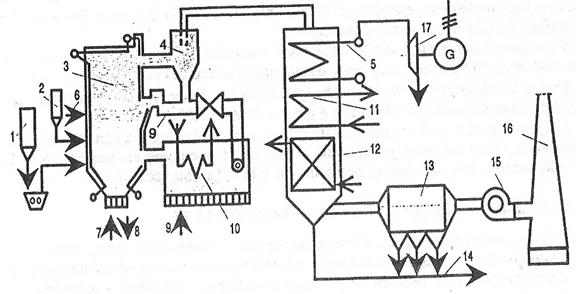
FIG.3.4. Schema unui cazan de abur functionand cu tehnologia arderii in strat fluidizat circulant (ASFC): 1-buncar de carbune; 2-buncar de calcar; 3-camera de ardere; 4-ciclon de recirculare; 5-supraancalzitor de abur; 6-aer secundar; 7,9-aer primar; 8-cenusa bruta; 10-racitor al stratului circulant; 11-economizor; 12-preancalzitor de aer; 13-filtru de praf; 14-cenusa fina; 15-exhaustor; 16-cos de fum; 17-turbina de abur.
Aceste posibilitati ale tehnologiei ASFC sunt definitorii si din ele decurg toate celelalte avantaje importante [31]:
1. Preapararea carbunilor este sumara, granulatia suficienta fiind de 15÷20 mm, fata de 0÷7 mm, in cazul cazanelor ASF cu strat stationar construite in tara, sau comparative cu 0,1 mm, la focarele cu ardere in stare pulverizata. Prepararea se realizeaza prin simpla concasare. Raportul diametrelor medii ale particulelor de carbune utilizate la focarele ASFC fata de cele utilizate la focarele cu arderea carbunelui pulverizat este de peste 100. Acest fapt determina obtinerea a doua avantaje: evitarea problemei determinate la uzura morilor ventilator, precum si o reducere importanta in consumul specific de energie electrica pentru preparare.
2. Posibilitatea de a se utiliza diverse calitati de carbuni, de la cei inferiori pana la cei superiori, a mixtelor de carbune si chiar a reziduurilor carbonifere sau a deseurilor menajere si de alta natura este un mare avantaj. Flexibilitatea ridicata a calitatii combustibilului, ce poate fi utilizat, precum si mentinerea stabilitatii procesului de ardere, in conditii convenabile, se datoreaza separarii zonei de combustie fata de zona de convectie, prin controlul cantitatii de cenusa recirculata, in corelatie cu specificul combustibilului utilizat.
3. Randamentul de ardere este imbunatatit (98-99 %), ca urmare a unei intense amestecari intre gaze si granulele de carbune, dar si datorita unui timp de rezidenta sporit al particulelor in focar. De asemenea si stabilitatea arderii este ridicata, chiar daca apar reduceri sau intreruperi scurte in alimentarea cu carbune.
4. Emisiile poluante sunt minime. Gradul de poluare prin gazele evacuate pe cosul de fum este redus, ceea ce permite respectarea normelor de poluare valabile in prezent in Europa de vest si SUA, fara a recurge la instalatii suplimentare de curatire (denoxare sau desulfurare a gazelor de ardere).
In concluzie, tehnologia ASFC permite indeplinirea normelor privind concentratia limita a oxizilor de azot si de sulf in gazele de ardere evacuate in mediul ambiant, cu cheltuieli minime de investitie si exploatare, in comparatie cu alte procedee de ardere.
Explicatia
este legata atat de temperatura redusa de ardere, cat si de
puternica atmosfera reducatoare din focarul inferior. Astfel se pot
motive emisiile reduse de![]() .
.
Tehnologia permite totodata si scaderea concentratiei de dioxid de sulf in gazele de ardere. Adaugarea de calcar, in condotiile puternic oxidante din zona superioara a focarului, contribuie la legarea, in proportie de 85-90 %, a dioxidului de sulf format in urma arderii.
Se specifica
insa ca emisiile de protoxid de azot (![]() ), gaz incriminat in special pentru participarea la
distrugerea stratului protector de ozon si pentru efectul de sera pe
care il genereaza, sunt mult mai mari (50-100 ppm) decat la arderea
carbunelui pulverizat (obisnuit, valori inferioare valorii de 10
ppm). Emisiile de
), gaz incriminat in special pentru participarea la
distrugerea stratului protector de ozon si pentru efectul de sera pe
care il genereaza, sunt mult mai mari (50-100 ppm) decat la arderea
carbunelui pulverizat (obisnuit, valori inferioare valorii de 10
ppm). Emisiile de![]() scad cand creste temperatura din focar sau raportul
molar Ca:S [20].
scad cand creste temperatura din focar sau raportul
molar Ca:S [20].
5. Arderea este autoterma, respectiv fara suport de
hidrocarburi, pentru lignitii cu puteri calorifice inferioare de peste
5028 ![]() , chiar si la sarcini partiale. Hidrocarburile sunt
necesare doar la aprindere si pornire.
, chiar si la sarcini partiale. Hidrocarburile sunt
necesare doar la aprindere si pornire.
Avantajele mentionate mai sus au impulsionat dezvoltarea pe plan mondial a tehnologiei ASFC in ultimii 15 ani.
Stadiul de dezvoltare si raspandire al cazanelor cu focare ASFC este exemplificat in tabelul 3.1.
Stadiul de dezvoltare al cazanelor inzestrate cu focare ASFC, la 1.06.1991 [20].
Tabelul 3.1.
|
Tara |
Grupuri energetice |
Puterea termica |
||
|
Numar |
| |||
|
SUA | ||||
|
Germania | ||||
|
Finlanda | ||||
|
Japonia | ||||
|
Corea | ||||
|
Suedia | ||||
|
Franta | ||||
|
Canada | ||||
|
Austria | ||||
|
URSS | ||||
|
India | ||||
|
Italia | ||||
|
Polonia | ||||
|
Anglia | ||||
|
Spania | ||||
|
Alte tari | ||||
|
Total | ||||
In Romania, s-a aplicat aceasta tehnologie pentru prima data la un cazan de apa fierbinte de 120 MW, a carui proiectare a inceput in 1990. In continuare, se descrie acest cazan.
Cazanul de apa
fierbinte (CAF), prezentat schematic in figura 3.5, are focarul inferior de
forma cilindrica (Φ 5000-5500 mm), inzidit intr-o manta metalica,
avand un strat de beton refractar (grosimea ![]() =326 mm) si un strat de caramida
pana (grosimea
=326 mm) si un strat de caramida
pana (grosimea ![]() =124 mm).
=124 mm).
La cota ÷16000 mm se face trecerea la sectiune patratica (5400 X 5400 mm), care se desfasoara pana la cota ÷19000 mm. Cota de gabarit a focarului superior este de 40500 mm. Aceasta zona a focarului si regiunea convectiva sunt realizate de pereti membrana 38 X 4 mm.
Cele doua cicloane sunt inzidite cu un strat de 350/226 mm beton refractar izolant si cu un strat de 124 mm din caramida pana CSI. Cicloanele au un diametru interior Φ 8600 mm. Tubul central pentru iesirea gazelor are diametrul Φ 4500 mm si este realizat din fonta refractara cu crom.
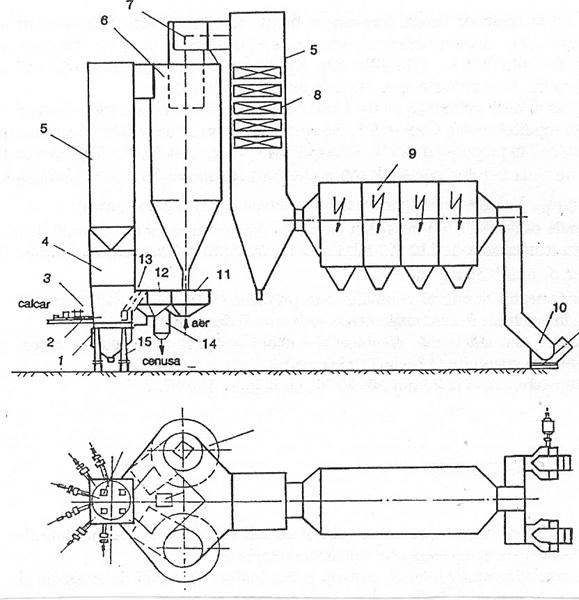
FIG.3.5. Schema cazanului de apa fierbinte (CAF) de 120 MW inzestrat cu focar ASFC pentru lignit: 1-admisie aer; 2-alimentator cu snec; 3-admisie calcar: 4-sistem cu strat fluidizat cu racitor cenusa; 5-pereti membrana; 6-cicloane; 7-racord; 8-suprafete de incalzire convective; 9-electrofiltru cu patru campuri; 10-exhaustor; 11,12-schimbatoare de caldura exterioare (SCE); 13-canal oblic; 14-racitor; 15-snecuri imersate in apa.
Particulele solide separate in cicloane intra in schimbatoarele de caldura externe compartimentate (4600X4600 mm si 5000X4600 mm) si prevazute cu tevi dispuse in stratul fluidizat. De aici, sunt deversate, printr-un canal inclinat la 55s, spre focarul inferior. Din compartimentul mai rece se scoate si excendentul de cenusa recirculata.
Particulele de lignit, cu o granulatie de 0-15 mm, obtinuta prin concasare, sunt introduse in focar cu ajutorul a patru snecuri (exista si doua de rezerva), actionate cu motoare de curent continuu si turatie reglabila. Particulele mari de cenusa impreuna cu materialul nears (particule cu dimensiuni >5 mm) sunt evacuate pe la baza focarului inferior, prin patru orificii prevazute in gratarul cu bare din otel inalt aliat cu Cr. Sunt preluate apoi de snecurile imersate in apa.
Calcarul, cu o granulatie de 0-1 mm, se
introduce pneumatic tot in focarul inferior, in raportul molar Ca:S = 2:1. Se
spera intr-un grad de retinere a sulfului din combustibil in
proportie de 85 %. Corespunzator, continutul de ![]() in gazele de ardere se
va situa in jurul valorii de 300
in gazele de ardere se
va situa in jurul valorii de 300 ![]() . Continutul de
. Continutul de ![]() va fi probabil sub 50
va fi probabil sub 50 ![]() . Valorile sunt raportate la 6 % continut de
. Valorile sunt raportate la 6 % continut de ![]() in gazele uscate.
in gazele uscate.
Gazele calde (800 sC) impreuna cu praful fin
trec in sistemul convectiv, de unde ies cu temperatura de 120 sC. Intra
apoi in electrofiltru, care asigura la iesire un continut de
praf <50 ![]() .
.
Randamentul termic al cazanului este prevazut sa fie de 86 %, la sarcina nominala, in conditiile in care randamentul arderii va fi de peste 98 %.
Arderea este autoterma, combustibilul lichid (pacura) fiind necesar numai pentru aprindere si pornire (3 % din sarcina totala). Temperatura apei la intrare este 70 sC, iar la iesire 150 sC.
3.3. CONCLUZII
Procedeul de retinere partiala a oxizilor de sulf prin introducerea prafului de calcar in focar se caracterizeaza prin urmatoarele aspecte:
1. Instalatie relativ simpla, materie prima ieftina, cheltuieli de investitie si exploatare mult mai mici decat in cazul altor procedee de desulfurare a gazelor de ardere.
2. Gradul de desulfurare obtiinut in cazul arderii carbunelui in
strat fluidizat (mai ales circulant) este ridicat si asigura
concentratii de ![]() in gazele de ardere
inferioare concentratiei limita, impuse de normele privind
protectia mediului inconjurator prin emisii.
in gazele de ardere
inferioare concentratiei limita, impuse de normele privind
protectia mediului inconjurator prin emisii.
3. Aplicarea acestui procedeu la arderea carbunelui in stare pulverizata conduce la un grad de desulfurare modest, care necesita, de regula, aplicarea unor masuri secundare pentru desulfurarea corespunzatoare a gazelor de ardere. Din cauza temperaturilor inalte se produce sintetizarea particulelor de oxid de calciu sau chiar descompunerea sulfatului de calciu.
4. Se mareste cantitatea de cenusa care trebuie evacuata din instalatia de ardere. In acelasi timp se inrautatesc si conditiile de retinere a prafului de cenusa in electrofiltre, ca urmare a cresterii finetei particulelor, dar mai ales ca urmare a maririi rezistivitatii lor electrice, datorita continutului sporit de sulf retinut de cenusa.
MASURI SECUNDARE PENTRU DESULFURAREA
GAZELOR DE ARDERE
4.1. CLASIFICAREA PROCEDEELOR
Procedeele de desulfurare a gazelor de ardere sunt numeroase si pot fi clasificate in urmatoarele grupe:
Procedee uscate,
Procedee semiuscate (cvasiuscate),
Procedee umede.
In figura 3.6 se prezinta o clasificare mai larga a acestor procedee, precizandu-se si aditivul folosit. In cazul procedeelor uscate se realizeaza o legare fizica (adsorbtie) a dioxidului de sulf.
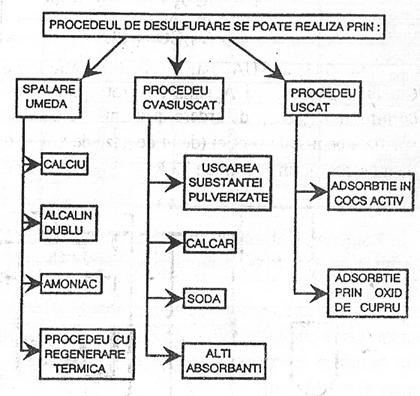
FIG.3.6. Clasificarea procedeelor de desulfurare a gazelor de ardere.
La procedeul umed se realizeaza o legare chimica (absorbtie) a dioxidului de sulf intr-o solutie apoasa sau intr-o suspensie.
Intre cele
doua procedee se situeaza procedeul semiuscat. Intr+un reactor de
evaporare, care este amplasat dupa electrofiltru, dar inaintea
exhaustorului de gaze, se pulverizeaza o solutie alcalina. ![]() se leaga de acest
absorbant, atat din punct de vedere chimic, cat si fizic, formand un produs
care, in urma evaporarii, se evacueaza sub forma unor cristale fine,
retinute in instalatia de filtrare.
se leaga de acest
absorbant, atat din punct de vedere chimic, cat si fizic, formand un produs
care, in urma evaporarii, se evacueaza sub forma unor cristale fine,
retinute in instalatia de filtrare.
4.2. PROCEDEUL USCAT
4.2.1.PROCEDEUL USCAT CU COCS ACTIV SAU OXID DE CUPRU
Filtrarea gazelor de ardere,
an prealabil desprafuite printr-un strat de cocs activ sau oxid de
cupru, permite adsorbtia ![]() , fara racirea gazelor. Aplicat la scara
industriala, acest procedeu cu cocs activ sau oxid de cupru este scump
deoarece stratul filtrant inlocuit frecvent, iar regenerarea acestuia este
relativ dificila si costisitoare.
, fara racirea gazelor. Aplicat la scara
industriala, acest procedeu cu cocs activ sau oxid de cupru este scump
deoarece stratul filtrant inlocuit frecvent, iar regenerarea acestuia este
relativ dificila si costisitoare.
PROCEDEUL USCAT CU NAHCOLITE SAU TRONA
In SUA se considera ca injectarea
pulberii de CaO in curentul de gaze nu poate asigura o desulfurare
corespunzatoare. S-au obtinut insa randamente de desulfurare mai
mari de 80 % prin injectia uscata de nahcolite (mineral ce
insoteste sisturile petrolifere si care contine
pana la 80 % ![]() ) sau trona (mineral cu compozitia
) sau trona (mineral cu compozitia ![]() , exploatabil in zacaminte bogate) [1].
, exploatabil in zacaminte bogate) [1].
Reactiile ce au loc in acest caz sunt urmatoarele:
![]()
![]()
In 1981, in SUA, s-au finantat de catre Departamentul Energiei, Institutul de Cercetari Electrice si Agentia de Protectie a Mediului mai multe cercetari pentru desulfurarea gazelor de ardere, prin injectie de absorbanti sodici.
Incercarile au fost realizate pe
instalatii mici (debitul de gaze de ardere de 300-8000 ![]() ) si, respectiv, pe un cazan al unui grup de 22 MW.
Principiul metodei este prezentat in figura 3.7.
) si, respectiv, pe un cazan al unui grup de 22 MW.
Principiul metodei este prezentat in figura 3.7.
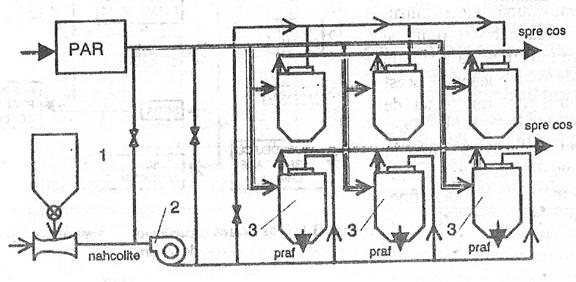
FIG.3.7. Principiul metodei de desulfurare cu injectie de nahcolite in sacii de filtrare: 1-buncar pentru absorbant; 2-ventilator; 3-saci de filtrare.
Cercetarile efectuate au condus la concluzia
ca randamentele de desulfurare depind de raportul ![]() pana in valori
cuprinse intre 1,5 si 1,75 dupa care incepe o plafonare in ceea ce
priceste cresterea gradului de desulfurare.
pana in valori
cuprinse intre 1,5 si 1,75 dupa care incepe o plafonare in ceea ce
priceste cresterea gradului de desulfurare.
Alimentarea reactivului se poate face:
a) continuu, prin injectia absorbantului in curentul de gaze de ardere, inainte de intrarea gazelor in filtru cu saci;
b) discontinuu, printr-o dozare unica a absorbantului in sacii curati ai filtrului, inainte de inceperea fiecarei etape de filtrare;
c) semidiscontinuu, situatie in care o parte din absorbant se introduce pentru a forma un strat reactiv pe suprafata sacilor curati, restul fiind introdus continuu, o data cu curentul de gaze de ardere.
Avantajele procedeului cu injectie de absorbanti sodici sunt:
- instalatie simpla, respectiv cheltuieli de investitie reduse;
- temperatura gazelor de ardere nu se modifica, deci gazele pot fi evacuate in mediul ambiant, fara o reancalzire prealabila, suplimentara.
Dezavantajele procedeului sunt, in principal, urmatoarele:
- costul reactivilor de sinteza este mare, deci nu se poate aplica aceasta tehnologie decat acolo unde exista zacaminte de nahcolite sau trona, exploatabile economic;
- solubilitatea mare a produsului rezultat din desulfurare ridica probleme privind depozitarea sa, in scopul evitarii poluarii apei si a solului.
4.3. PROCEDEUL SEMIUSCAT
In acest caz, aditivul (![]() sau
sau ![]() ) este injectat in curentul de gaze, sub forma unor suspensii
sau solutii in apa.
) este injectat in curentul de gaze, sub forma unor suspensii
sau solutii in apa.
Cantitatea de apa introdusa este in permanenta vaporizata si, astfel, se racesc intrucatva gazele de ardere. Materiile solide (ghipsul sau sulfatul de sodiu) vor parasi reactorul sub forma unor saruri uscate.
Caracterul reactiei, care are loc intre
suspensia injectata si gazul nociv, este atat de absorbtie, cat
si de adsorbtie. In cadrul procedeului semiuscat se injecteaza
fie o solutie de carbonat de sodiu (![]() ) dizolvat in apa, fie o suspensie de hidroxid de calciu
(
) dizolvat in apa, fie o suspensie de hidroxid de calciu
(![]() ) in apa.
) in apa.
Principiul procedeului semiuscat este redat in figura 3.8.
Gazele de ardere sunt trecute, dupa ce
traverseaza preincalzitorul de aer, printr-un filtru de praf spre
turnul de injectie a aditivului. In aceasta are loc legarea
(retinerea) gazelor nocive prin injectia unui aditiv sub forma
de suspensie (in cazul ![]() ) sau solutie in apa (in cazul
) sau solutie in apa (in cazul ![]() ).
).
Particulele care rezulta in urma evaporarii apei sunt uscate. Eliminarea lor se face in functie de marime, fie in turnul de injectie (pentru particulele mari), fie in filtrul electric sau cu saci (pentru particulele mici), ce se instaleaza dupa turnul de injectie.
Gradul de legare al gazelor nocive este, in esenta, influentat de urmatorii parametri:
1) raportul stoichiometric dintre cantitatea de substanta neutralizanta si cantitatea de gaz nociv;
2) temperatura la iesirea din turnul de injectie. Cu cat este mai mica diferenta dintre temperatura gazelor de ardere si temperatura punctului de roua, cu atat este mai mare randamentul desulfurarii, pentru acelasi raport stoichiometric.
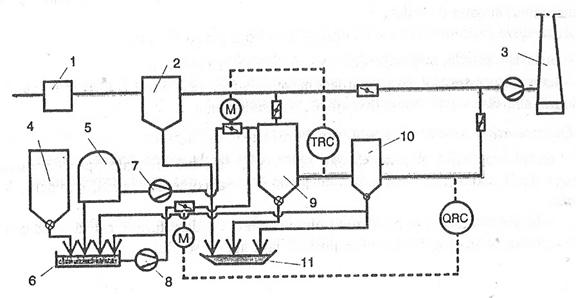
FIG.3.8. Principiul procedeului semiuscat:
1-preincalzitor de aer; 2-filtru de praf; 3-cos de fum; 4-depozit
pentru aditiv; 5-rezervor de apa de proces; 6-bazin pentru prepararea
substantei injectate; 7,8-pompe; 9-turn de injectie; 10-filtru
electric sau cu saci; 11+ canal de evacuare pentru praf; TRC si
QRC-aparate pentru masurarea temperaturii, respectiv a concentratiei
de ![]() .
.
Pentru reglarea eficacitatii procesului se folosesc interactiunile acestor doi factori, si anume concentrasia de gaze nocive in gazul curatat (masurate cu aparatele QRC) respectiv, temperatura la iesirea din turnul de injectie (inregistrate cu aparatele TRC). Astfel, se pot regla atat dozarea agentului de neutralizare, cat si debitului de apa necesar racirii gazelor de ardere.
Schimbul de caldura si substanta intre gazele de ardere si aditivul introdus este cu atat mai bun cu cat dispersia acestuia din urma se face in picaturi cat mai fine. In acest scop se folosesc fie pulverizatoare turbionare cu unghi mare de dispersie a jetului de picaturi, fie pulverizatoare axiale, cu unghi de dispersie mai mic, dar care pot realiza o densitate de sropire mai mare.
Fiecare tip de pulverizatoare are avantaje si dezavantaje. Asa de exemplu, densitatea de stropire scade mult cu cresterea departarii de la gura pulverizatorului turbionar. Exista pericolul ca picaturi mari de lichid sa ajunga pe peretele turnului de injectie. Inaltimea necesara a turnului este insa mai mica, in acest caz. In situatia folosirii pulverizatoarelor axiale, dimpotriva, inaltimea turnului de injectie este mult mai mare.
In prima faza,
aditivul, dispersat sub forma de picaturi fine, intra in contact
cu gazele de ardere, ce contin ![]() , HCl, HF,
, HCl, HF, ![]() si
si ![]() .
.
Reactiile chimice se produc in urmatoarea secventa:
![]()
In faza a doua, prin vaporizarea picaturilor, rezulta praf in stare uscata. Aceasta contine produsele finale ale reactiilor chimice, aditivul in exces, precum si particule de cenusa.
Pentru exemplificare se
dau mai jos reactiile care au loc intre hidroxidul de calciu (![]() ), folosit ca aditiv, si principalele noxe din gazele de
ardere:
), folosit ca aditiv, si principalele noxe din gazele de
ardere:
![]()
![]()
![]()
![]()
![]()
Din grupa de reactii de mai sus lipseste reactia:
![]() deoarece
concentratia
deoarece
concentratia ![]() in gazele de
ardereeste mica.
in gazele de
ardereeste mica.
Aditivul in exces, aflat anterior in stare dizolvata sau in suspensie in picatura de apa, devine particula solida, in urma vaporizarii picaturii. In continuare, reactioneaza cu dioxidul de sulf din gazele de ardere, intocmai ca in cazul procedeului uscat de desulfurare.
In figura 3.9 se reda selectivitatea unor aditivi in functie de temperatura. Din aceasta reprezentare grafica se pot trage concluzii foarte utile, referitoare la eficienta procedeului.
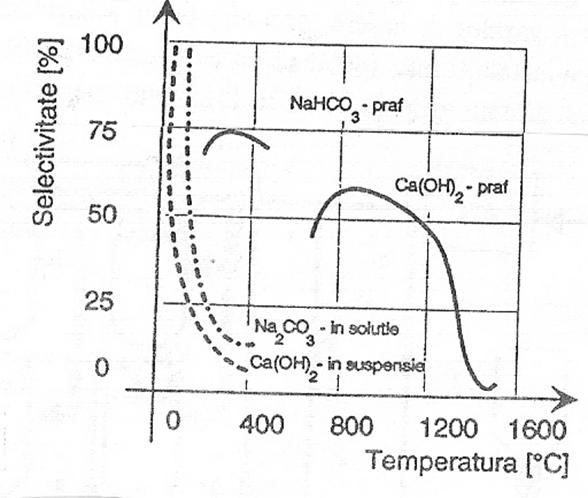
FIG.3.9. Dependenta selectivitatii unor aditivi in functie de temperatura.
In conditiile unui dozaj corespunzator al aditivului, se constata:
1. Selectivitate respectiv eficacitate mult mai ridicate pentru procedeul semiuscat, in comparatie cu cel uscat. In primul caz, in prima faza, deci cand aditivul se gaseste in solutie sau in suspensie in apa, selectivitatea este mult mai mare decat daca aditivul s-ar gasi in stare de praf.
2. Selectivitatea aditivului in solutie sau in suspensie in apa se manifesta mai puternic la temperaturi joase (la atingerea sau in apropierea temperaturii de roua). Explicatia consta in reactivitatea redusa a dioxidului de sulf in stare uscata, fapt care poate fi insa compensat prin utilizarea intermediara a apei, ce devine mediu absorbant.
Aceasta etapa, denumita anterior prima faza, are o pondere mai mare in procesul de desulfurare a gazelor, pe masura ce timpul de vaporizare este mai lung sau raportul dintre durata fazei intai si a doua este mai mare.
3. Dintre cele doua substante folosite ca ditiv (![]() si
si ![]() ), prima este mai eficienta, atat sub forma de
solutie, cat si sub forma de praf, in schimb, din punct de
vedere economic, procedeul cu
), prima este mai eficienta, atat sub forma de
solutie, cat si sub forma de praf, in schimb, din punct de
vedere economic, procedeul cu ![]() , este mult mai ieftin, motiv pentru care se foloseste
aproape totdeauna.
, este mult mai ieftin, motiv pentru care se foloseste
aproape totdeauna.
4. Data fiind temperatura scazuta a gazelor de ardere dupa preincalzitorul de aer, desulfurarea gazelor in faza a doua este practic nula. Aceasta faza este necesara pentru a se retine, in stare de praf, atat produsele finale ale reactiei, cat si reactivul in exces si eventualele particule de praf care mai exista in gazele de ardere, dupa electrofiltru.
In figura 3.10 se prezinta schema instalatiei de desulfurare a gazelor de aredere din CTE St. Andra 2-Austria.
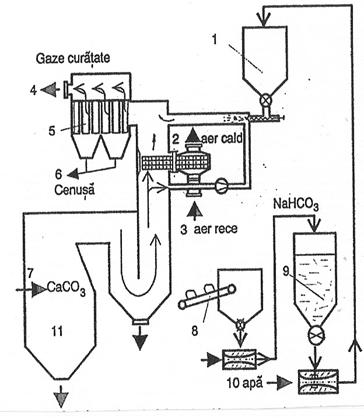
FIG.3.10. Schema instalatiei de desulfurare a
gazelor de ardere din CTE St. Andra 2-Austria: 1-echipament de dozare;
2-aer cald; 3-aer rece; 4-gaze de ardere curatite; 5-filtru cu saci;
6-cenusa; 7-pudra de calcar; 8-instalatie de
descarcare a sacilor de ![]() ; 9-buncar de
; 9-buncar de ![]() ; 10-apa; 11-focar.
; 10-apa; 11-focar.
Se foloseste o combinatie de procedee, si anume:
- prima treapta de desulfurare se asigura printr-un procedeu
primar, injectand ![]() sub forma de
pulbere in focar, ceea ce are drept consecinta reducerea cu circa 50
% a continutului de
sub forma de
pulbere in focar, ceea ce are drept consecinta reducerea cu circa 50
% a continutului de ![]() in gazele de ardere;
in gazele de ardere;
- a doua treapta de desulfurare se realizeaza printr-un procedeu secundar semiuscat.
Din canalul principal se
preleveaza, inainte de preincalzitorul de aer, o parte din gazele de
ardere si se injecteaza o solutie de ![]() . In contact cu gazele de ardere calde se produc
reactiile:
. In contact cu gazele de ardere calde se produc
reactiile:
![]()
![]()
Sulfatul de sodiu format
si praful de cenusa se retin in filtrele sac. Se
asigura astfel un grad de desulfurare de circa 80 %, dupa cum
rezulta din figura 3.11. se poate constata o scadere a
continutului de ![]() in gazele de ardere,
sub 1000
in gazele de ardere,
sub 1000 ![]() , concentratia fiind raportata la 6 %
, concentratia fiind raportata la 6 % ![]() .
.
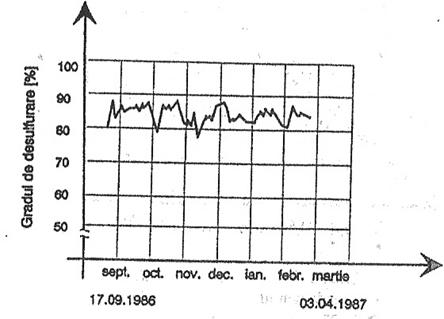
FIG.3.11. Gradul de desulfurare a gazelor de ardere la CTE St. Andra 2-Austria.
In figura 3.13 se
prezinta influenta raportului ![]() :S asupra
randamentului de desulfurare.
:S asupra
randamentului de desulfurare.
Se remarca faptul ca valorile
obtinute sunt inferioare limitei teoretice. La un randament de desulfurare
de 80 % este nevoie de un raport ![]() :S=1,2. practica a aratat ca raportul
:S=1,2. practica a aratat ca raportul ![]() :S are o influenta foarte mare asupra gradului de
desulfurare.
:S are o influenta foarte mare asupra gradului de
desulfurare.
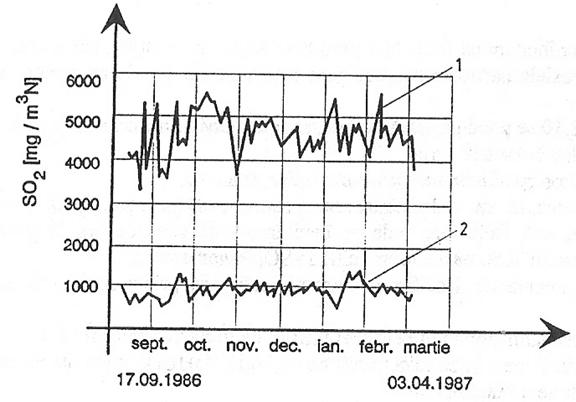
FIG.3.12 Emisia de ![]() la CTE St. Andra
2-Austria: 1-inainte de introducerea procedeului; 2-dupa aplicarea
procedeului.
la CTE St. Andra
2-Austria: 1-inainte de introducerea procedeului; 2-dupa aplicarea
procedeului.
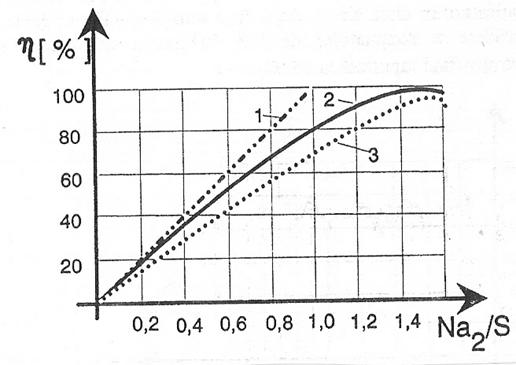
FIG.3.13. Influenta raportului ![]() :S asupra randamentului de desulfurare: 1-limita
teoretica; 2-rezultate practice; 3-valori garantate.
:S asupra randamentului de desulfurare: 1-limita
teoretica; 2-rezultate practice; 3-valori garantate.
Prin aplicarea procedeului descris se obtine simultan si o scadere a continutului de praf in gazele de ardere.
4.4. PROCEDEUL UMED
4.4.1. PROBLEME GENERALE
Pentru
desulfurarea gazelor de ardere provenite din centralele pe carbune, avand
o putere mai mare de 200 ![]() , pe plan mondial, s-a introdus, cu precadere,
procedeul umed.
, pe plan mondial, s-a introdus, cu precadere,
procedeul umed.
Avantajele considerabile ale procedeelor de desulfurare umeda, comparativ cu cele ale procedeelor uscate constau in:
gradul inalt de separare a dioxidului de sulf;
utilizarea unor substante ieftine.
In functie de proprietatile fizico-chimice ale agentilor absorbanti, procedeele umede de desulfurare se clasifica in:
1) procedee cu folosirea unui absorbant alcalin,
2) procedee cu folosirea amoniacului ca absorbant,
3) procedee cu folosirea unui absorbant alcalino-pamantos.
Absorttia este o operatie de baza, prin care, unu sau mai multe componente gazoase se dizolva intr-un lichid de spalare adecvat.
Pentru ca procedeul de absorbtie sa decurga in conditii bune, este necesar sa se aleaga un absorbant potrivit si sa se realizeze o suprafata de contact cat mai mare intre aceasta si gazul nociv.
Pentru satisfacerea ultimei conditii se folosesc diverse tipuri de coloane de reactie, reprezentate schematic in figura 3.14, si anume:
- coloana cu umplutura (fig. 3.14, a),
- coloana cu talere perforate (fig. 3.14, b),
- coloana cu diuze de pulverizare (fig 3.14, c),
- coloana sistem Venturi (fig.3.14, d).
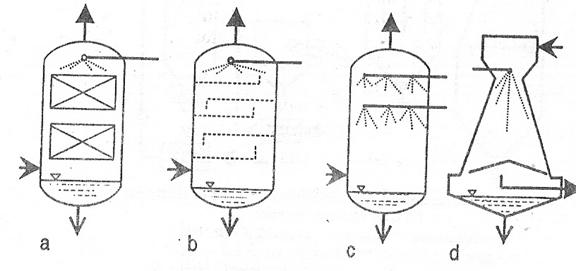
FIG 3.14. Schemele unor coloane de reactie: a-cu umplutura; b-cu talere perforate; c-cu diuze de pulverizare; d-cu sistem Venturi.
Reducerea concentratie dioxidului de sulf din gazele de ardere se poate obtine si prin spalarea acestora cu apa. Procesul de absorbtie are un caracter pur fizic. Solubilitatea dioxidului de sulf in apa este dependenta de presiunea partiala a acestuia in gazele de ardere precum si de temperatura apei. Din datele care rezulta din figura 3.15, se considera ca, datorita solubilitatii reduse ale dioxidului de sulf in apa, sunt necesare debite specifice de apa foarte mari. Din aceasta cauza, procedeul este neeconomic.
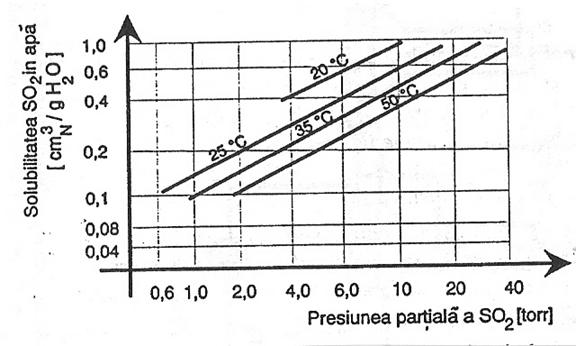
FIG. 3.15. Solubilitatea dioxidului de sulf in apa, functie de presiunea sa partiala si temperatura apei.
4.4.2 PROCEDEUL DE ABSORBTIE A DIOXIDULUI DE SULF DIN GAZELE DE ARDERE CU AJUTORUL ABSORBANTILOR ALCALINI
Drept absorbanti se folosesc compusi ai sodiului si potasiului [22].
Avand in vedere buna lor solubilitate in apa, se obtine o solutie de spalare limpede, care reprezinta in utilizare urmatoarele avantaje:
se evita depunerile sub forma de crusta,
se reduce mult eroziunea pompelor si a ventilatoarelor.
Dezavantajul principal consta in faptul ca sarurile formate ca produse finale sunt de asemenea, usor dizolvabile in apa. Depozitarea lor necesita deosebite precautii,pentru a nu ploua nici solul, nici apele freatice din zona.
Daca se folosesc compusi ai sodiului
drept absorbant, rezulta formarea sulfitului de sodium (![]() ), a sulfatului
hidrogenat de sodium (NaHSO
), a sulfatului
hidrogenat de sodium (NaHSO![]() ) respectiv a sulfatului
de sodiu (
) respectiv a sulfatului
de sodiu (![]() ), conform
urmatoarelor reactii:
), conform
urmatoarelor reactii:
![]()
![]()
![]()
![]()
Global, reactiile de mai sus se pot suma astfel:
![]()
Principiul procedeului regenerativ de desulfurare a gazelor de ardere cu sulfit de sodiu este prezentat in figura 3.16.
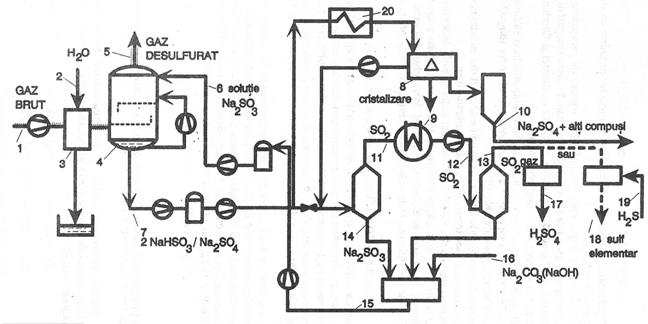
FIG. 3.16.
Schema simplificata a procedeului regenerativ de desulfurare a gazelor de
ardere cu sulfit de sodiu [22]: 1-gaz brut; 2-![]() ; 3-prespalare; 4-sistem absorbant; 5-gaz desulfurat;
6-solutie
; 3-prespalare; 4-sistem absorbant; 5-gaz desulfurat;
6-solutie ![]() ; 7-solutie
; 7-solutie![]() ; 8-cristalizare; 9-condensator; 10-
; 8-cristalizare; 9-condensator; 10-![]() si alti compusi; 11,12-
si alti compusi; 11,12-![]() si vapori de apa; 13-
si vapori de apa; 13-![]() gazos; 14-
gazos; 14-![]() ; 15-regenerare; 16-
; 15-regenerare; 16-![]() ; 17-producere
; 17-producere ![]() ; 18-sulf elementar;19-
; 18-sulf elementar;19-![]() ; 20-schimbator de caldura.
; 20-schimbator de caldura.
Gazele de ardere
sunt initial racite cu apa intr-o treapta de
prespalare, in scopul pregatirii lor pentru absorbtia ce
urmeaza. Simultan, in urma prespalarii, se obtine si
indepartarea anhidridei sulfurice (![]() ), a acizilor clorhidrici si fluorhidrici (HCI, HF),
precum si a resturilor de cenussa zburatoare.
), a acizilor clorhidrici si fluorhidrici (HCI, HF),
precum si a resturilor de cenussa zburatoare.
Gazul ajunge, in
continuare, in sistemul absorbant, unde anhidrida sulfuroasa (![]() ) este absorbita de solutia de spalare pe
baza de sulfit de sodiu (
) este absorbita de solutia de spalare pe
baza de sulfit de sodiu (![]() ) si formeaza sulfitul hidrogenat de sodiu (
) si formeaza sulfitul hidrogenat de sodiu (![]() ) .
) .
Pentru marirea eficacitatii procesului, solutia de sulfit de sodiu este dispersata pe suprafete (talere) dispuse unele peste altele, in sistemul absorbant.
Sulfitul
hidrogenat de sodiu format este solubil si astfel se evita, in totalitate, formarea si depunerile
de cruste. Solutia absorbanta este regenerata prin evaporare
intr-un cristalizator, unde se separa ![]() . Sulfitul hidrogenat de soidu, in prealabil incalzit
intr-un schimbator de caldura, este descompus printr-o
reactie endoterma:
. Sulfitul hidrogenat de soidu, in prealabil incalzit
intr-un schimbator de caldura, este descompus printr-o
reactie endoterma:
![]()
In urma acestei reactii se
formeaza sulfit de sodiu si dioxid de sulf. Urmeaza o separare a
fazei gazoase. Amestecul continand vapori de apa si ![]() este apoi racit. Gazul obtinut este
bogat in dioxid de sulf (circa 85 % parti volumice) si este
utilizat fie la fabricarea acidului sulfuric, fie la producerea de sulf
elementar, prin tratarea cu
este apoi racit. Gazul obtinut este
bogat in dioxid de sulf (circa 85 % parti volumice) si este
utilizat fie la fabricarea acidului sulfuric, fie la producerea de sulf
elementar, prin tratarea cu ![]() , dupa
procedeul Claus. Condensul format este utilizat la prepararea solutiei
absorbante.
, dupa
procedeul Claus. Condensul format este utilizat la prepararea solutiei
absorbante.
In scopul absorbtiei ![]() nu se folosesc decat rar combinatii ale
potasiului. In cazul in care totusi se recurge la aceasta
substanta, se remarca obtinerea unui gaz bogat in hidrogen
sulfurat
nu se folosesc decat rar combinatii ale
potasiului. In cazul in care totusi se recurge la aceasta
substanta, se remarca obtinerea unui gaz bogat in hidrogen
sulfurat![]() .
Instalatiile necesare procedeului Claus pe baza de potasiu sunt
economice, deoarece produsul final este deosebit de scump. Hidrogenul sulfurat
este descompus astfel, pentru obtinerea sulfului elementar:
.
Instalatiile necesare procedeului Claus pe baza de potasiu sunt
economice, deoarece produsul final este deosebit de scump. Hidrogenul sulfurat
este descompus astfel, pentru obtinerea sulfului elementar:
![]()
4.4.3 PROCEDEUL DE ABSORBtIE A DIOXIDULUI DE SULFAT DIN GAZELE DE ARDERE CU AJUTORUL AMONIACULU
In cazul folosirii amoniacului, se formeaza sulfitul hidrogenat de amoniu, sulfitul de amoniu , respectiv sulfatul de amoniu, conform reactiilor:
![]()
![]()
![]()
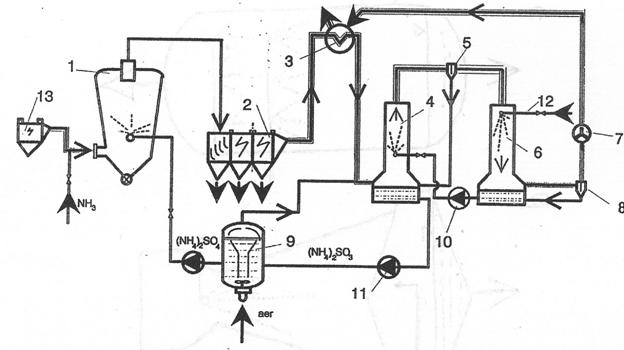
FIG. 3.17. Schema procedeului de desulfurare a gazelor de ardre prin injctie de ammoniac [22]: 1-turn de reactie; 2-electrofiltru; 3-schimbator de caldura; 4,6-primul respective al doilea turn de spalare; 5,8-separator de picaturi; 7-ventilator; 9-rezervor de oxidare; 10,11-pompe de circulatie; 12-apa proaspata; 13-electrofiltru pentru cenusa.
Pentru fabricarea ingrasamintelor chimice, sulfitul de amoniu este oxidat prin oxigenul din aer, dand nastere la sulfatul de amoniu:
![]()
In figura 3.17 este prezentat procedeul de desulfurare a gazelor de ardere prin injectie cu ammoniac.
Gazele de ardere
desprafuite impreuna cu amoniacul intra in turnul de
reactie. Aici se pulverizeaza
si o solutie de apa cu sulfat de amoniu, rezultata din
process. In urma reactiilor descrise anterior, cea mai mare parte a ![]() reactioneaza cu
reactioneaza cu ![]() , formand
sulfit hidrogenat de amoniu si, respectiv, sulfit de amoniu. Aceasta din
urma, in contact cu gazele de ardere calde, se oxideaza partial,
formand sulfatul de amoniu. In urma vaporizarii apei, in gazele de ardere
ramane sulfatul de amoniu
, formand
sulfit hidrogenat de amoniu si, respectiv, sulfit de amoniu. Aceasta din
urma, in contact cu gazele de ardere calde, se oxideaza partial,
formand sulfatul de amoniu. In urma vaporizarii apei, in gazele de ardere
ramane sulfatul de amoniu ![]() , sub
forma de praf cristalizat.
, sub
forma de praf cristalizat.
Praful de sulfat de amoniu inglobeaza si componente pe baza de clorit si fluorit si este ulterior retinut de filtrul electric, amplasat in aval de turnul de reactie. In continuare, gazele trec printr-un scgimbator de caldura si intra in primul turn de prespalare. Aici se injecteaza solutia de spalare ce provine din cel de-al doilea turn de spalare. In urma contactului cu gazele de ardere, se produce retinerea, aproape in totalitate, a sulfitului de amoniu. Solutia formata, avand o concentratie apropiata de limita de saturatie, este introdusa intr-un rezervor de oxidare, in care se insufla aer. Aici are loc oxidarea sulfitului de amoniu si formarea sulfatului de amoniu. Solutia ce rezulta este apoi introdusa in turnul de reactie.
La parasirea primului turn de spalare, gazele de ardere trec printr-un separator de umiditate. Apoi intra in cel de-al doilea turn, unde sunt spalate cu apa proaspata. Dupa o noua separare a picaturilor, gazele de ardere sunt aspirate de un ventilator axial si introduce intr-un schimbator de caldura, unde sunt incalzite, inainte de a fi evacuate pe cosul de fum.
4.4.4. OBSERVATII CU PRIVIRE LA PROCEDEELE DE DESULFURARE A GAZELOR FOLOSIND AMONIACUL SAU COMPUSI AI SODIULUI
Produsele finale, rezultate in urma aplicarii
acestor procedee, constitue materie prima pentru producerea ghipsului,
care este un produs vandabil. Astfel, daca se folosesc compusi ai
sodiului pentru desulfurarea gazelor de ardere, se obtine ca produs final
sulfatul de sodiu (![]() ), care, prin tratare cu hidroxid de calciu (
), care, prin tratare cu hidroxid de calciu (![]() ), formeaza ghips.
), formeaza ghips.
Reactia chimica este:
![]()
In cazul in care pentru desulfurare se
utilizeaza amoniacul, produsul final este sulfatul de amoniu ![]() , care, in prezenta hidroxidului de calciu, da
nastere ghipsului, comform reactiei:
, care, in prezenta hidroxidului de calciu, da
nastere ghipsului, comform reactiei:
![]()
Apa ce se poate separa din ghips prin metode fizice (filtrare, centrifugare) are un continut ridicat de hidroxid de sodiu. Ea poate fi deci reintrodusa in treapta absorbanta a instalatiei, dupa ce, in prealabil, i se adauga doza corespunzatoare de absorbant proaspat.
In mod similar, se petrec lucrurile si in cazul desulfurarii gazelor de amoniac. Apele amoniacale rezultate dupa separarea ghipsului sunt, de asemenea, refolosite.
Schema explicatova a procedeului complex pentru desulfurarea gazelor de ardere este prezentata in figura 3.18.
Se remarca necesitatea ca apa reziduala sa fie epurata inainte de a fi deversata in mediul ambiant, pentru evitarea poluarii acestuia.
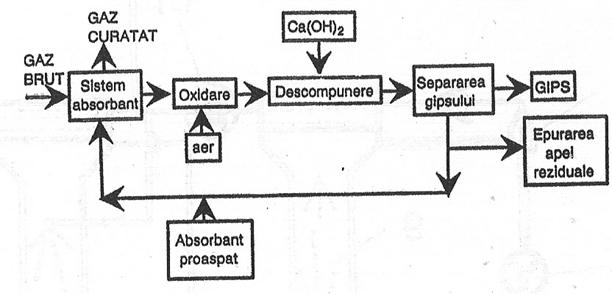
FIG.3.18. Schema explicativa privind desulfurarea gazelor de ardere, folosind ca absorbant compusi ai sodiului sau amoniacul.
4.4.5. PROCEDEUL DE DESULFURARE A GAZELOR DE ARDERE CU AJUTORUL ABSORBANTILOR ALCALINO-PAMANTOSI
Drept absorbant se utilizeaza combinatii ale magneziului sau calciului sub forma de oxizi sau carbonati. Procedeul pe baza de magneziu este mai ieftin decat cel cu calciu, deoarece exista posibilitatea recuperarii absorbantului prin descompunere termica.
Schema explicativa a procedeului de desulfurare este prezentata in figura 3.19.
Desulfurarea gazelor de ardere se petrece in sistemul absorbant, unde au loc urmatoarele reactii:
![]()
![]()
Solutia de sulfit de magneziu este trecuta mai intai printr-un uscator pentru eliminarea apei si apoi condusa intr-un cuptor, in care se produce urmatoarea descompunere termica:
![]()
![]()
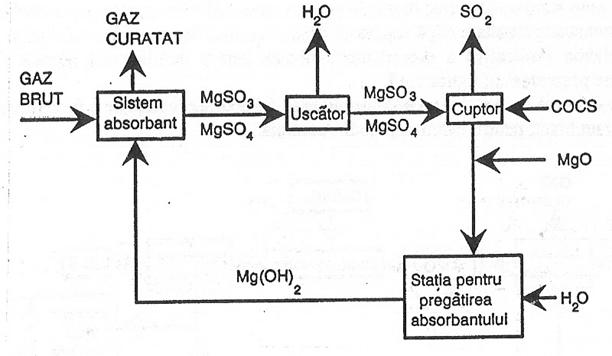
FIG.3.19. Schema explicativa privind desulfurarea gazelor de ardere prin procedeul pe baza de magneziu.
Oxidul de magneziu se reintroduce in circuitul de
spalare a gazelor de ardere. Gazul rezidual, bogat in ![]() si
si ![]() se foloseste la
fabricarea acidului sulfuric.
se foloseste la
fabricarea acidului sulfuric.
Procedeul pe baza de calciu a folosit la
inceput oxidul de calciu (CaO) drept absorbant. Ulterior acesta era "stins", formand hidroxidul de calciu ![]() , comform ecuatiei:
, comform ecuatiei:
![]()
S-a constatat insa ca este mai ieftin
sa se foloseasca drept absorbant carbonatul de calciu (![]() ).
).
Reactiile decurg astfel:
- absorbtia ![]() si formarea
acidului sulfuros:
si formarea
acidului sulfuros:
![]()
- oxidarea acidului sulfuros in acid sulfuric:
![]()
- neutralizarea si formarea cristalelor de ghips:
![]()
Schema explicativa privind desulfurarea gazelor de ardere, folosind procedeul pe baza de carbonat de calciu, este prezentata in figura 3.20.
In figura 3.21 se prezinta schema unei instalatii de desulfurare umeda a gazelor de ardere, folosind carbonatul de calciu.
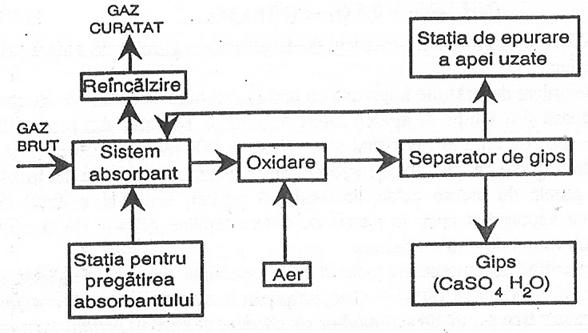
FIG.3.20. Schema explicativa privind desulfurarea gazelor de ardere, folosind procedeul pe baza de carbonat de calciu.
Gazele de ardere, dupa ce au fost in prealabil desprafuite in electrofiltre, sunt introduse de catre un ventilator in preincalzitorul regenerativ si apoi in turnul de absorbtie. La intrarea in sistemul absorbant se gaseste o zona de racire si de saturare, in care gazele de ardere se cor raci de la temperatura ridicata, cu care ies din preincalzitorul regenerativ, pana la temperatura de saturatie.
In acest scop, la intrarea in turn se gaseste un sistem de injectie care pulverizeaza un debit corespunzator de apa de proces. Aceasta apa asigura rpcirea gazelor de ardere pana la temperatura de saturatie.
In continuare, gazele de ardere patrund in zona principala de spalare, unde are loc pulverizarea solutiei ce contine absorbantul. Solutia este preluata de catre pompele de circulatie din bazinul de colectare si apoi injectata, in mod continuu, prin duzele dispuse in zona principala de spalare. Deasupra zonei de spalare se gaseste un separator grosier, in care sunt retinute picaturile de dimensiuni mai mari.
Dupa ce se produce o deviere de la directia de miscare verticala, gazele de ardere patrund intr-un separator fin, unde se retin picaturile sub forma de aerosoli. Gazele de ardere vor fi apoi reincalzite si conduse spre cosul de fum.
Piatra de var, sub forma de pulbere fina, este introdusa, cu ajutorul unei instalatii de dozare, intr-un rezervor, in care se aduce si apa. Amestecul format este in permanenta agitat, pentru a nu se forma depuneri. Apoi este pompat in bazinul turnului de absorbtie.
Alimentarea cu material absorbant din sistemul de preparare a neutralizatorului spre spalator se realizeaza in functie de procentul de dioxid de sulf din gazele de ardere, in corelatie directa cu reglarea valorii pH-ului din instalatie.
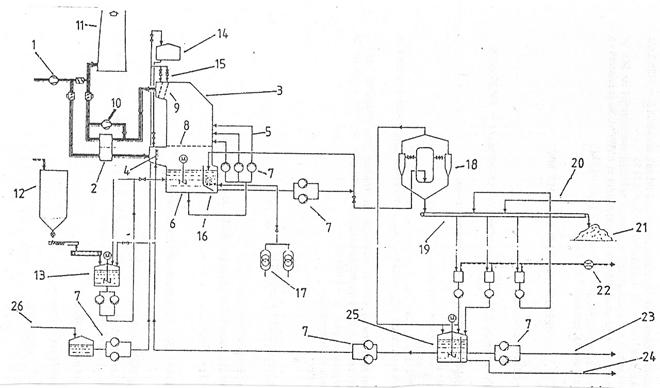
FIG.3.21. Schema unei instalatii de desulfurare umeda a gazelor de ardere, folosind procedeul cu carbonat de calciu: 1-ventilator axial; 2-preincalzitor regenerativ; 3-turn de absorbtie; 4-injectie a apei de proces; 5-injectie solutie absorbanta; 6-bazin de colectare; 7-pompe de circulatie; 8,9-separator grosier si fin de picaturi; 10-ventilator; 11-cos de fum; 12-siloz pulbere de calcar; 13-rezervor amestec; 14-rezervor apa pentru avarie; 15-duze de avarie; 16-zona de oxidare; 17-compresoare aer; 18-hidrocicloane; 19-filtru banda; 20,23-apa de spalare; 21-ghips; 22-pompa de vid; 24-apa reziduala; 25-rezervor tampon; 26-apa de proces.
Prin intermediul unui regulator de nivel, amplasat in partea de jos a sistemului absorbant, se realizeaza o oglinda de nivel constant al lichidului absorbant.
La depasirea unei anumite temperaturi a gazelor la intrarea in instalatia de spalare sau atunci cand exista o avarie, se pun in functiune duzele de avarie. Acestea sunt cuplate la rezervorul de avarie, prin intermediul intrerupatoarelor de temperatura limita.
Oxidarea sulfului de calciu in sulfat de calciu (ghips) se petrece in zona de oxidare integrata in turnul de absorbtie. Aici se insufla aer cu ajutorul unui compresor. Suspensia de ghips este vehiculata cu ajutorul pompelor de circulatie spre hidrociclon, unde se concentreaza, pana la atingerea unui continut in materii solide de circa 40-60 %. Simultan, se obtine o fractionare, in functie de marimea particulelor.
Dupa evacuarea din hidrociclon, suspensia, cu o concentratie de circa 500 g/t, ajunge la un filtru. Aceasta functioneaza cu depresiune si are forma de banda.
Aici se realizeaza o separare a apei, pana la o umiditate reziduala de sub 10 %. Pe filtrul banda se face simultan si spalarea ghipsului cu apa, pentru a se obtine scaderea continutului de clor, comform normelor de calitate privind o posibila utilizare ulterioara a ghipsului.
4.4.6.PROCEDEUL HIBRID DE DESULFURARE
Prevederile Ordinului nr. 462/1993 al MAPPMca,
incepand cu 01.01.1998, sa se reduca cu 50 % continutul de ![]() din gazele de ardere,
provenite de la cazane functionand cu carbune, cu putere termica
din gazele de ardere,
provenite de la cazane functionand cu carbune, cu putere termica
![]() MW, ce au o
perspectiva minima de viata de 15 ani, a pus in fata
termotehnicilor romani sarcini foarte dificile, legate, mai ales, de un efort
financiar considerabil.
MW, ce au o
perspectiva minima de viata de 15 ani, a pus in fata
termotehnicilor romani sarcini foarte dificile, legate, mai ales, de un efort
financiar considerabil.
Ca modalitati tactice, pentru atingerea acestui obiectiv strategic s-au preliminat doua solutii:
- schimbarea combustibilului acolo unde acest lucru este posibil, ca de exemplu, trecerea cazanelor C4 de la functionarea cu lignit autohton la functionarea cu huila de import, sau folosirea pacurii cu un continut de sulf < 1 %;
- desulfurarea gazelor de ardere prin metode primare, prompte, intracombustie, secondate de metode secundare semiuscate.
Un astfel de procedeu hibrid, cunoscut sub denumirea LIFAC, a fost dezvoltat de firma Tampella Oy din Finlanda. In principal, acest procedeu consta din doua faze:
- injectia carbonatului de calciu (![]() ) sub forma de pudra fina in focar pentru
legarea dioxidului de sulf imediat dupa formare, gradul de desulfurare
atins fiind de circa 40-50 %;
) sub forma de pudra fina in focar pentru
legarea dioxidului de sulf imediat dupa formare, gradul de desulfurare
atins fiind de circa 40-50 %;
- injectia de apa sau abur intr-un reactor de activare dispus intre PAR (preincalzitorul de aer) si electrofiltru, unde oxidul de calciu, in exces (ramas nereactionat in focar) se transforma in hidroxid de calciu, care leaga o parte din dioxidul de sulf remanent in gazele de ardere, rezultand sulfit de calciu. Randamentul de desulfurare ajunge peste 80 %, chiar la un raport molar Ca:S=1,72.
Dozarea injectiei de apa este astfel facuta incat picaturile formate sa se evapore, iar sulfitul de calciu eliberat sub forma de praf, prin oxidare, sa devina sulfat de calciu.
Se constata deci
ca, din ambele faze ale procedeului descris, rezulta o cantitate corespunzatoare
de ![]() si CaO, sub
forma de praf, care trebuie retinut suplimentar in electrofiltru sau
in filtru cu saci.
si CaO, sub
forma de praf, care trebuie retinut suplimentar in electrofiltru sau
in filtru cu saci.
In cazul procedeului LIFAC, gazele de ardere desulfurate se racesc in reactorul de activare si, inainte de a fi indreptate spre cosul de fum, se impune reancalzirea lor la circa 100-105 sC. Acest proces se petrece intr-un schimbator de caldura de tip GAVO, in care fluidul cald si rece sunt respectiv gazele de ardere inainte si dupa reactor.
Avantajele procedeului constau in urmatoarele aspecte:
- reactiv ieftin si disponibil in cantitati practic nelimitate;
- produs final uscat, haldabil, cu periculozitate mica pentru mediu;
- utilaje putine in linia tehnologica;
- flexibilitate mare in exploatare si posibilitatea de crestere a randamentului de desulfurare, chiar in conditiile reducerii raportului molar Ca:S, cand temperatura din reactorul de activare se apropie de temperatura de saturatie adiabatica a umezelii din gaze.
Dezavantajele procedeului sunt legate de mai multe caracteristici:
- consum mare de reactiv;
- produs final deseu care trebuie haldat;
- penalitate de 3 % asupra sarcinii cazanului;
- cresterea continutului de praf in gazele de ardere ce intra in electrofiltru (necesitatea maririi cu un camp a electrofiltrului existent sau instalarea unui electrofiltru nou, cu cel putin doua campuri).
Cu toate acestea, procedeul LIFAC a intrat in atentia specialistilor din Romania, urmand a fi aplicat la cazanul C4, cu functionare pe carbune [33], [34], cat si la alte cazane care functioneaza cu pacura [32], [36].
Reactivarea aditivului
activ (CaO), rezultat din descompunerea calcarului (![]() ), nefolosit in reactiile de desulfurare a gazelor de
ardere si aflat deci in exces in gazele desulfurate in raport de
aproximativ CaO:
), nefolosit in reactiile de desulfurare a gazelor de
ardere si aflat deci in exces in gazele desulfurate in raport de
aproximativ CaO: ![]() = 6 pentru un raport molar initial de
= 6 pentru un raport molar initial de ![]() :S = 3,5 se poate realiza si in cenusa
separata de electrofiltre. Aceasta contine pe langa CaO si
:S = 3,5 se poate realiza si in cenusa
separata de electrofiltre. Aceasta contine pe langa CaO si ![]() . Cenusa este dirijata spre un reactor de activare
unde este introdus abur care o va prelua si reintroduce in canalul de gaze
de ardere desulfurate in prima treapta, intr-un dispozitiv special,
propice contactului cat mai intim. Se creeaza deci un proces ciclic de
activare si reciclare a cenusii, denumit ARA (Ash
Recycling-Activation Process) [29]. Randamentul de desulfurare global atinge 90
%.
. Cenusa este dirijata spre un reactor de activare
unde este introdus abur care o va prelua si reintroduce in canalul de gaze
de ardere desulfurate in prima treapta, intr-un dispozitiv special,
propice contactului cat mai intim. Se creeaza deci un proces ciclic de
activare si reciclare a cenusii, denumit ARA (Ash
Recycling-Activation Process) [29]. Randamentul de desulfurare global atinge 90
%.
Exemplu de calcul
1. La sarcina nominala,
cazanul CR 12, montat intr-o zona ![]() si un continut de sulf combustibil
si un continut de sulf combustibil ![]() = 3,35 %.
= 3,35 %.
Sa
se prelimine consumul de substanta activa necesara
reducerii concentratiei de ![]() in gazele de ardere
sub valoarea limita recomandata prin ordinul 462/93 al MAPPM. Se
apreciaza ca valoarea cantitatii de gaze uscate pentru
in gazele de ardere
sub valoarea limita recomandata prin ordinul 462/93 al MAPPM. Se
apreciaza ca valoarea cantitatii de gaze uscate pentru ![]() = 3 % este
= 3 % este ![]() .
.
Rezolvare. Puterea termica a cazanului CR 12 este:
![]() .
.
Debitul de ![]() se calculeaza cu
relatia:
se calculeaza cu
relatia:
![]() Concentratia
dioxidului de sulf in gazele de ardere uscate este:
Concentratia
dioxidului de sulf in gazele de ardere uscate este:
 este mai mare decat
valoarea limita
este mai mare decat
valoarea limita ![]() recomandata prin
Ordinul 462/93 al MAPPM.
recomandata prin
Ordinul 462/93 al MAPPM.
Se propune ca desulfurarea
gazelor de ardere sa se realizeze prin procedeul LIFAC, injectand pulbere
de carbonat de calciu prin orificiul existent in fereastra de iesire a
gazelor de ardere din focar, unde temperatura este ![]() sC.
sC.
Cantitativ, reactia de descompunere:
![]() poate fi scrisa:
poate fi scrisa:
![]() sau
sau ![]() .
.
In mod similar, reactia chimica de formare a sulfului de calciu anhidru:
![]() poate fi scrisa:
poate fi scrisa:
![]()
sau ![]()
Din cele de mai sus
rezulta ca pentru legarea a 64 kg ![]() sunt necesare 100 kg
sunt necesare 100 kg ![]() , respectiv pentru legarea a 236,37 kg/h de
, respectiv pentru legarea a 236,37 kg/h de ![]() va fi nevoie de:
va fi nevoie de:
![]() carbonat de calciu din
care va rezulta
carbonat de calciu din
care va rezulta
![]() sulfat de calciu
anhidru.
sulfat de calciu
anhidru.
Daca se accepta
ca, la un raport molar Ca:S = 1,75, in prima faza, randamentul
desulfurarii uscate prompte este ![]() = 0,40, iar in faza a
doua, cand se face injectia de apa sau de abur in reactor, este
= 0,40, iar in faza a
doua, cand se face injectia de apa sau de abur in reactor, este ![]() = 0,7, atunci bilantul masic al dioxidului de sulf va
fi:
= 0,7, atunci bilantul masic al dioxidului de sulf va
fi:
- debitul de ![]() retinut in focar:
retinut in focar:
![]() ;
;
- debitul de ![]() retinut in
reactor:
retinut in
reactor:
![]() ;
;
- debitul de ![]() eliminat prin
cosul de fum:
eliminat prin
cosul de fum:
![]() .
.
Ca urmare,
concentratia dioxidului de sulf in gazele de ardere uscate, la un
continut de oxigen ![]() = 3 %, care ies pe cosul de fum, va fi:
= 3 %, care ies pe cosul de fum, va fi:
 .
.
Pentru un raport molar Ca/S = 1,75, in focar, se introduce debitul de carbonat de calciu egal cu:
![]() .
.
Corespunzator, se calculeaza debitul de oxid de calciu:
![]() , si debitul de dioxid de carbon:
, si debitul de dioxid de carbon:
![]() .
.
Din debitul de CaO format
in focar, o parte se combina cu ![]() chiar in focar,
si anume:
chiar in focar,
si anume:
 , iar in reactor:
, iar in reactor:
 .
.
Ramane nereactionat si se elimina, sub forma de praf, spre electrofiltru, debitul de oxid de calciu:
![]()
In urma reactiilor chimice ce au loc se formeaza urmatoarele debite de sulfat de calciu:
- in focar:  ;
;
- in reactor:  .
.
Ca urmare, debitul total de praf care intra in electrofiltru este:
![]()
Concentratia prafului in gazele de ardere este:
 .
.
Daca gradul de retinere al electrofiltrului este de 99,5 %, atunci concentratia prafului in gazele de ardere la iesirea pe cosul de fum este:
![]()
4.4.7. TRATAREA APELOR REZIDUALE
Asa cum s-a
aratat mai inainte, in cazul procedeelor de desulfurare umeda a
gazelor de ardere, in treapta de spalare a acestora, in afara de ![]() , se separa si alte substante nocive, ca de
exemplu: HCl, HF,
, se separa si alte substante nocive, ca de
exemplu: HCl, HF, ![]() si
cenusa.
si
cenusa.
Componentele acide din
gaze reactioneaza cu ionii ![]() si formeaza
saruri neutre, comform reactiilor:
si formeaza
saruri neutre, comform reactiilor:
![]()
![]()
![]()
Se mentioneaza ca, initial
reactiei de mai sus, anhidrida sulfurica (![]() ) a reactionat cu apa, transformandu-se in acid sulfuric
(
) a reactionat cu apa, transformandu-se in acid sulfuric
(![]() ):
):
![]()
La randul sau, acidul sulfuric reactionat cu hidroxidul de calciu si da nastere la produsul final -ghipsul-, care este greu solubil in apa si se separa ca atare.
Fluorura de calciu este de asemenea greu solubila in apa si astfel se dispune. Ea va constitui o parte din produsul final. Impreuna cu ghipsul formeaza un compus inert, care nu are insa o influenta negativa asupra prelucrarii ulterioare a ghipsului.
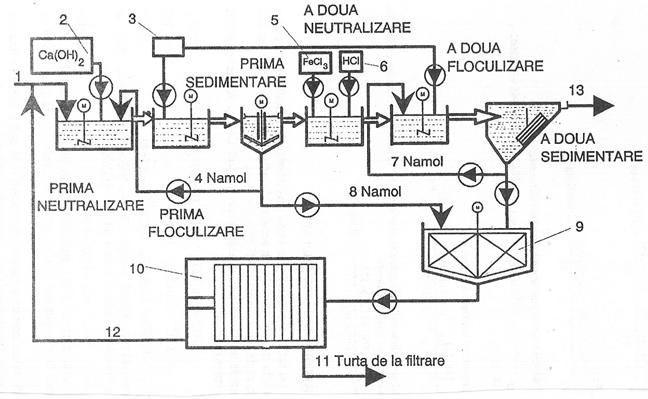
FIG.3.22. Schema unei instalatii de tratare a
apei reziduale, amplasata dupa instalatie de desulfurare umeda a gazelor de ardere:
1-alimentare; 2-rezervor ![]() ; 3-rezervor agent floculizant; 4,7,8-namol; 5-
; 3-rezervor agent floculizant; 4,7,8-namol; 5-![]() ; 6-HCl; 9-bazin de depunere; 10-camera pentru filtru
presa; 11-turta de la filtrare; 12-recirculare agent filtrant.
; 6-HCl; 9-bazin de depunere; 10-camera pentru filtru
presa; 11-turta de la filtrare; 12-recirculare agent filtrant.
Clorura de calciu este insa usor solubila in apa si, ca urmare, se va acumula, imbogatind faza lichida. La alegerea materialelor (otelurilor) de constructie utilizate trebuie sa se tina seama atat de existenta clorurii de calciu, cat si de concentratia ei in apa. Otelurile obtinute nu rezista. Trebuie sa se foloseasca oteluri aliate cu crom.
In circuitul procesoral al apei se produce si o crestere a concentratiei in metale grele. Acestea provin fie din dizolvarea cenusii, fie din impuritatile absorbantului utilizat in proces.
Ca urmare, in functie de procedeul utilizat, apa folosita in proces, va contine o cantitate mai mare sau mai mica, de metale grele.
Pe langa toate cele precizate mai inainte, apa reziduala mai prezinta si un pH mare (3-6), motiv pentru care nu poate fi utilizata, in continuare, pentru flotare.
In figura 3.22 se prezinta schema unei instalatii de tratare a apei reziduale, amplasata dupa o instalatie de desulfurare pe cale umeda a gazelor de ardere. Initial se procedeaza la dozarea laptelui de var, in cantitate necesara depunerii metalelor grele, sub forma de hidroxizi.
Ulterior, se introduc agenti floculizanti, pentru separarea definitiva a materialelor solide si a altor substante chimice. Astfel, se observa ca pH-ul creste pana la o valoare intre 6 si 9.
Procesul se desfasoara in doua etape, fiecare dintre acestea cuprinzand alte trei faze: neutralizare, floculizare si sedimentare.
Namolul separat este partial reintrodus in circuitul de utilizare si partial dirijat spre bazinul de depunere. De aici, este trimis spre filtrul presa. Agentul filtrat este recirculat, iar namolul, sub forma de turta de la filtru, este depozitat separat.
Apa de proces este limpede si neutra, dar contine, in afara de sulfati si cloruri de calciu, si urme de metale grele.
4.4.8. REANCALZIREA GAZELOR DE ARDERE
Dupa ce au trecut prin instalatia de desulfurare pe cale umeda, gazele de ardere contin inca resturi de dioxid de sulf si picaturi fine de apa. Temperatura de saturatie este de circa 45-65 sC.
Daca gazele ar fi evacuate direct in
aceasta stare pe cosul de fum, s-ar produce o marire a imisiei
de ![]() in apropierea
centralei termice, avand in vedere dispersia slaba a gazelor de ardere.
in apropierea
centralei termice, avand in vedere dispersia slaba a gazelor de ardere.
In cazul in care gazele de aredere se incalzesc pana la circa 80-90 sC, se pot obtine urmatoarele avantaje:
marirea tirajului natural al cosului de fum, datorita scaderii densitatii gazelor evacuate,
dispersia mai buna a gazelor eliminate prin cosul de fum, deci o eliminare a concentratiei noxelor in imisie, care se vor raspandi, in consecinta, pe o arie mai mare,
evitarea sau reducerea considerarii vaporilor din gazele evacuate si implicit a coroziunii in instalatiile de dupa turnul de spalare si in cosul de fum, in special.
Modalitatile practice de incalzire a gazelor sunt prezentate in figura 3.23.
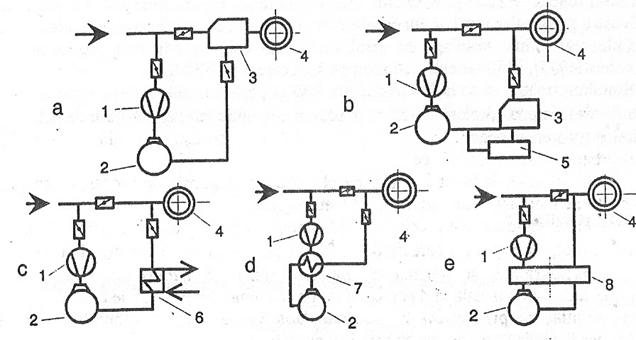
FIG. 3.23. Modalitati practice de incalzire a gazelor de ardere: 1-ventilator; 2-turn de spalare; 3-camera de amestec; 4-cos de fum; 5-camera de ardere; 6-schimbator de caldura cu abur; 7-schimbator de caldura recuperativ gaz-gaz; 8-schimbator de caldura regenerativ.
Indiferent de varianta, pentru o incalzire economica, trebuie sa se realizeze o separare completa a picaturilor de apa, printr-un separator anterior amplasat si nefigurat in scheme.
In principal, variantele prezentate in figura 3.23 se caracterizeaza prin particularitatile ce se descriu in continuare. Varianta a nu necesita investitii suplimentare, dar ea este utilizata doar atunci cand este posibil ca numai o parte din gazele de ardere sa fie desulfurate.
Daca, de exemplu, gazele de ardere au la
parasirea generatorului o temperatura de circa 130 sC, iar la
cos ar fi nevoie de circa 90 sC, se poate proceda la desulfurarea unui
debit de 50 % din debitul total de gaze de ardere. Suplimentar, trebuie avut in
vedere ca, prin amestecul celor doua debite (unul puternic
desulfurat, celalalt nedesulfurat), temperatura sa nu devina
inferioara temperaturii de roua acida, iar emisia de ![]() sa respecte
limitele admise.
sa respecte
limitele admise.
Varianta b este preferata in instalatiile din SUA si Japonia.
Intr-o camera de ardere, care functioneaza cu combustibil gazos sau lichid, se realizeaza un gaz de ardere, care se amesteca apoi cu gazele desulfurate. Pentru a obtine o repartizare uniforma a temperaturii in amestec, se folosesc instalatii speciale de amestecare.
O varianta similara consta in inglobarea constructiva a unor arzatoare, direct in canalele prin care circula gazele de ardere. Prin dispunerea mai multor arzatoare pe inaltimea si latimea canalului, se poate obtine o uniformitate in distributia de temperatura.
Este foarte important de retinut faptul
ca, la acest procedeu de reancalzire cu ajutorul unor arzatoare
suplimentare, trebuie sa se tina cont si de un alt aspect.
Folosind un combustibil ce contine sulf, se va produce o cantitate
suplimentara de ![]() . Ca urmare, instalatie de desulfurare trebuie sa
compenseze si acest aspect, in de a cobora nivelul de sulf retinut cu
2-3 %, suplimentar, fata de cazul obisnuit.
. Ca urmare, instalatie de desulfurare trebuie sa
compenseze si acest aspect, in de a cobora nivelul de sulf retinut cu
2-3 %, suplimentar, fata de cazul obisnuit.
Varianta c, aplicata pana acum numai in SUA, se caracterizeaza prin prezenta unui schimbator de caldura recuperativ, incalzit cu abur. In zona de intrare a gazelor de ardere reci exista pericolul unor ancrasari si coroziuni. Pentru mentinerea curata a suprafetelor de incalzire, se prevad suflatoare de funingine. Cel mai potrivit remediu este recircularea unei parti din gazele calde, care, amestecate cu gazele reci ce intra in schimbator, vor determina o incalzire cu 5 pana la 6 sC, peste punctul de roua acida.
Variantele d si e sunt principal identice, in sensul folosirii transferului de energie termica de la gazele calde, din amonte de instalatia de desulfurare, spre cele mai reci, din aval de aceasta. Deosebirea consta doar in faptul ca una din scheme foloseste un schimbator de caldura recuperativ, iar cealalta unul regenerativ.
Daca temperatura gazelor la iesirea din generatorul de abur este cuprinsa intre 130 si 150 sC, temperatura gazelor desulfurate, obtinute prin aceste variante, este in intervalul 90-100 sC.
Trebuie subliniat faptul ca, in cazul aplicarii acestor variante, in afara obtinerii unei economii de enrgie pentru incalzire, se produce si o reducere cu circa 25 % cantitatii de apa evaporata in turnul de spalare. Ca urmare, punctul de roua al gazelor curate este mai scazut, ceea ce determina consecinte favorbile atat asupra comportarii gazelor la coroziune si murdarire, cat si asupra consumului energetic.
Desi nu este exclusa folosirea schimbatoarelor de caldura din tevi netede sau cu aripioare, in ultimul timp se prefera preincalzitoarele regenerative de tip Ljungstrom, care realizeaza indicatori tehnico-economici favorabili, in special pentru preincalzirea unor debite mari de gaze.
4.4.9. CONSIDERATII PRIVIND PROIECTAREA UNEI INSTALATII PENTRU DESULFURAREA GAZELOR DE ARDERE
In vederea alegerii procedeului de desulfurare si a proiectarii unei instaltii corespunzatoare, alaturi de debitul gazelor de ardere si de continutul lor in dioxid de sulf, trebuie sa se mai cunoasca:
1. Concentratia unor componente gazoase. Se amintesc: oxigenul, clorul, fluorul si vaporii de apa din gazele de ardere.
2. Continutul de praf al gazelor de ardere. Acesta influenteaza umiditatea reziduala precum si calitatea produselor finale, hotarand daca acestea pot fi utilizate, cu sau fara spalare ulterioara.
3. Calitatea apei avuta la dispozitie. Ea va influenta calitatea produsului final.
4. temperatura gazelor de ardere. Cunoasterea acesteia este necesara la proiectarea instalatiei de reincalzire a gazului filtrat in schimbatoarele de caldura regenerative precum si pentru determinarea cantitatii de apa vaporizata in spalator, adica, pentru intocmirea bilantului apa-abur in spalator.
5. Punctul de roua al gazelor de ardere. Acesta este hotarator in ceea ce priveste alegerea materialelor pentru partile din instalatie ce sunt spalate de gazele de ardere.
6. Calitatea absorbantului avut la dispozitie. Importante sunt: reactivitatea, comportarea la dizolvare, granulatia si puritatea absorbantului.
7. Curba de sarcina a cazanului. Programul de functionare (porniri, opriri) trebuie de asemenea cunoscut.
8. Posibilitatea evacuarii unor ape reziduale ce contin saruri. Se amintesc in special cloruri, deoarece produsele finale nu pot ingloba aceste substante, fara a-si pierde calitatea. Daca se adopta recircularea apei, trebuie sa se prevada si o statie de epurare a apei, in vederea restabilirii calitatii impuse.
9. Posibilitatile aferite de amplasamentul instalatiei. Acest aspect este important pentru evacuarea produselor finale si auxiliare. Trebuie analizate in special problemele legate de costul transportului sau al prelucrarii ulterioare a produselor.
In afara de aceste date, se mai pot analiza si posibilitatile de amplasare in spatiu a instalatiilor de desulfurare, posibilitatile de racordare la canalele de evacuare a gazelor de rdere, presiunile pe canalul de gaze, capacitatile de depozitare a produselor intermediare ce intra si ies din istem, situatiile de defectiuni ce pot aparea in functionarea cazanului si influenta acestora asupra bunei functionari a instalatiei de desulfurare, precum si necesitatea respectarii normelor privind nivelul maxim adimis al zgomotelor si vibratiilor.
Multitudinea de factori care influenteaza si de care trebuie sa se tina seama in conceptia si proiectarea unui procedeu de desulfurare trebuie sa ne faca sa intelegem ca aceste procedee pot fi inca perfectionate. Consideratiile prezentate succint reprezinta doar o privire de ansamblu asupra a ceea ce se cunoaste si realizeaza in prezent, in acest domeniu.
Costurile corespunzatoare depoluarii gazelor de combustie sau a tratarii combustibililor, inaintea utilizarii acestora, sunt specifice fiecarei tari si depind hotarator de nivelul tehnologiilor accesibile, marimea puterii unitare, de valorificarea reurselor, calitatea combustibililor si multi alti factori [23], [30].
In general, pe plan mondial, se poate aprecia ca desulfurarea hidrocarburilor lichide conduce la majoritatea cu 20 % a pretului combustibilului. Daca se procedeaza la separarea dioxidului de sulf din gazele de ardere, volumul investitiilor se majoreaza cu 18 %, iar cheltuielile de exploatare cresc intre limitele de 10-35 %.
Costul instalatiilor de desulfurare pentru cazanele noi este insa totdeauna mai mic decat cel al instalatiilor similare, ce ar trebui atasate cazanelor in functiune. El este variabil functie de tipul procedeului, reactivul utilizat, modul de depozitare sau valorificare a produsului rezultat din desulfurare si, evident, de amplasarea centralei.
Cele mai ieftine instalatii de desulfurare sunt cele cu aditivare pre- sau intracombustie [33], [35], iar cele mai scumpe sunt cele umede [24].
Simultan trebuie sa se ia in considerare insa si performantele diiferite (gradul de desulfurare) ale procedeelor, 40-50 % in primul caz (aditivare) si 90-95 % in cel de-al doilea (procedee umede).
5. BIBLIOGRAFIE
[1] Ataman, Eleonora: Procedee uscate de desulfurare a gazelor de ardere, ENERG, Editura Tehnica, Bucuresti, nr. 1, 1986, p. 158-173.
[2] ONU:Air Borne Pollution
Effects and Control,
[3] Tolba, M.: World Environment
Day,
[4] Koleev, N.: Imbogatirea carbunilor inferiori in R. P. Bulgaria, Simpozion B3, BUcuresti, 1985.
[5] Snydam, C. D. Ir. s. a.: An Economic Evaluation of Washed Coal from the Four Corner Generating Station, Combustion, nr. 49(10), 1978, p. 38-41.
[6] Muller, R.: Kohleveredelung als Alternative zum Unweltschutz Mafnahmen im kraftwerk, VGB, nr. 64(12), 1984, p. 1081-1086.
[7] Buder, M.K. s. a.: The Effects of Coal Cleaning on Power Generation economics, Combustion, April, 1980, p. 1-24.
[8] Terry, R.: Why it pays to wash coal?, Power, 4, 1981, p.17-19.
[9] Foster,
[10] Mohry, H., Riedel, H.G.: Reinhaltung der Luft, VEB Deutscher Verlag fur Grundstoffindustrie, Leipzing, 1981.
[11] Sedlocek, J. s. a.: Vaponne a vapencove odsirovaci metody, Simpozion B3, RSC, mai-iunie, Tibor, 1983.
[12] Kluge, V. s. a.: Economicitatea metodelor de desulfurare uscate cu calcar la utilizarea completa a caldurii, Colocviu CAER, Sinaia, 1980.
[13] Kluge, V.: Metode de desulfurare la cazane clasice, Colocvia CAER, Sinaia, 1983.
[14] Zellinger, G. s. a.:
Measures and Operating Experience regarding ![]() and
and ![]() Reduction at the
lignite Fired Power Plant Voitsberg 3, Meeting on Industrial Cooperation for
Air Pollution Control Technology,
Reduction at the
lignite Fired Power Plant Voitsberg 3, Meeting on Industrial Cooperation for
Air Pollution Control Technology,
[15] Cardu, M.: prezent, trecut si viitor la
centrala termoelectrica Voitsberg din
[16] Ataman, Eleonora s. a.: Desulfurarea gazelor de ardere prin aditivarea carbunilor precombustie, Energetica, seria A, nr. 3, 1991, p. 121-124.
[17] betracchi, S. s. a.: L'influenya dei promotori della desulfuratione mediante inietione di sorbenti in camera di combustione, La Termotehnica, decembrie, 1987, p. 45-48.
[18] freud, R. s. a.: The Sulfur Retention of Calcium Containing Coal during Fuel Rich Combustion, Combustion and Flame, Vol. 45, nr. 1, 1982, p. 46-57.
[19] Roberts P.: Research at I'Jmuiden during the Triennal, 1986-1988.
[20] Philippe, J.: Les centrals a lit fluidise circulant, Epure, Electricite de France, Direction des Etudes et Recherches, nr. 35, Juillet, 1992, p. 15-27.
[21] Cazane de ardere in strat fluidizat circulant (ASFC), Studiu documentar, ICSITEE, Bucuresti, 1990.
[22] Fritz, A., Quittek, Chr., Wittchow,
E.: Fossil beheityte Dampfkraftwerke, Technischer verlag Resch, TUV rheinland,
[23] Manea, Gh.: Estimari privind poluarea atmosferei cu bioxid de sulf in Romania, energetica, seria A., nr. 5, 1992, p. 200-206.
[24] Ataman, Eleonora: consideratii asupra
reducerii poluarii cu ![]() , Energetica, seria A, nr. 5, 1992, p. 207-213.
, Energetica, seria A, nr. 5, 1992, p. 207-213.
[25] Motoiu, C.: Centrala termoelectrica si mediul inconjurator, ENERG, Vol 1, Editura Tehnica, Bucuresti, 1986, p. 140-144.
[26] Lahmann, E.: Luftverunreinigung,
Paul Verlag,
[27] Lahmann, H.: Dampferzeugerpraxis. Grandlagen und Betrieb, Reach Verlag, Munchen, 1990.
[28] Baumbach, G.:
Luftreinhaltung, Springer Verlag,
[29] Staudinger, G., Krammer, G.,
Eckerstorfer, E.,: 90 % ![]() Removal with Limestone
- ARA Process, VGB Kraftwerkstechnik, Vol. 71, No. 10, October 1991, p.
885-860.
Removal with Limestone
- ARA Process, VGB Kraftwerkstechnik, Vol. 71, No. 10, October 1991, p.
885-860.
[30] Ionel, Ioana, Ungureanu, C.: arderea si combaterea poluarii la cazane, curs universitar, Universitatea Tehnica Timisoara, 1994.
[31] Basu, P.,
[32] Wein, W., Stromungstechnische Grundlogen der atmospharischen Wirbelschichtfeuerungen und ihre Auswirkungen auf Schwefel- und stckoxidunterdruckung, VGB Kraftwerkstechnik, 65, Heft 2, Februar, 1985, p. 119-123.
[33] Atamen, E., Desulfurarea gazelor de ardere de la cazanele ce ard pacura si gaze naturale, Energetica, seria A, nr. 4, 1994, p. 169-173.
[34] Hristescu, G., s. a., Tehnologii de desulfurare, Energetica, seria A, nr. 4, 1994, p. 174-181.
[35] Ataman, E., Reducerea emisiilor de de bioxid de sulf prin desulfurarea gazelor de ardere, energetica, seria A, nr. 2, 1994, p. 242-248.
[36] Dragos, L., Savu, A., Desulfurarea umeda cu calcar a gazelor de ardere provenind de la cazane functionand pe pacura, carbune sau mixte, Energetica, seria A., nr. 4, 1994, p. 182-184.
[37] constantin, M., realizarea unei instalatii experimentale de desulfurare a gazelor de ardere la un cazan energetic, Conferinta ICEMENERG, Bucuresti, 4-5 mai, 1995.
Copyright © 2025 - Toate drepturile rezervate