|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Facultatea de Mecanica si Tehnologie
Universitatea din
Asamblarea si Livrarea Produselor
Stanta de Perforat si Retezat
Produs studiat: Stanta de perforat si retezat
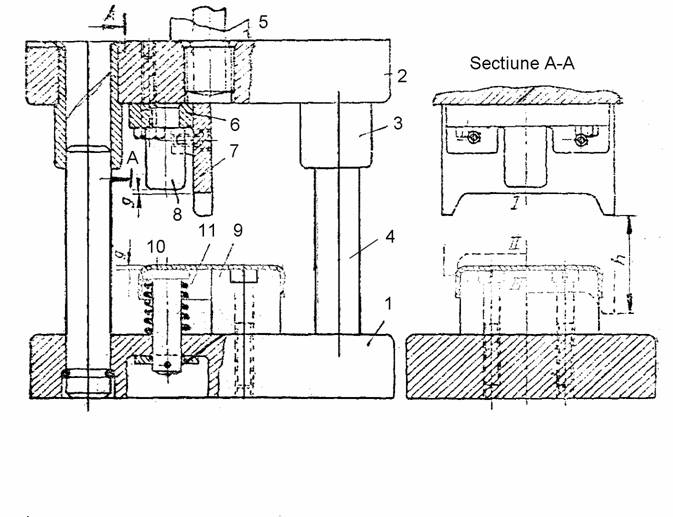 Fig.
1. Stanta combinata.
Fig.
1. Stanta combinata.
1- placa de baza, 2 - placa superioara, 3 - bucsa de ghidare, 4 - coloana de ghidare, 5-cep, 6 - placa port - poanson,
7 - poanson pentru separare, 8 - element de fixare, 9 - placa de taiere, 10 - element de fixare inferior, 11 - element elastic
1. Introducere.
Atat stantele cat si matritele sunt scule utilizate in procedeele de prelucrare prin deformare plastica la rece. Aceste scule poarta in denumirea lor si numele procedeului care se executa cu ele, si anume: stanta pentru separare (sectionare), matrita de ambutisat si rasfrant margini, etc.
Dupa gradul de complexitate aceste scule pot fi:
simple, daca se executa un singur procedeu;
. complexe, daca se executa doua sau mai multe procedee din aceeasi categorie;
combinate, daca se executa procedee din categorii diferite.
2. Studiul produsului.
Functia globala a produsului este de a prelucra prin deformare plastica la rece foi de tabla, in urma prelucrarii rezultand piese. Restrictiile functiei globale sunt: precizie a piesei, calitate a suprafetei piesei, siguranta in functionare.
2.1 Analiza constructiv-tehnologica a produsului.
Legaturile produsului sunt urmatoarele:
a. Legatura coloana - bucsa.
- activitatea de asamblare prin care se realizeaza: presare;
- tipul legaturii: demontabila;
- elemente de tehnologie:
- repetarea legaturii: 2 legaturi;
- ajustaje: ajustaj cu strangere;
- accesibilitate: buna;
- actiunea fortelor de gravitatie si inertie: nu afecteaza legatura.
b. Legatura bucsa - placa superioara.
- activitatea de asamblare prin care se realizeaza: presare;
- tipul legaturii: demontabila;
- elemente de tehnologie:
- repetarea legaturii: 2 legaturi;
- ajustaje: ajustaj intermediar;
- accesibilitate: buna;
- actiunea fortelor de gravitatie si inertie: afecteaza legatura.
c. Legatura
coloana - placa de baza. - activitatea de
asamblare prin care se realizeaza: presare;
- tipul legaturii:
demontabila;
- elemente de siguranta: inel de siguranta; - elemente de tehnologie:
repetarea legaturii: 2 legaturi;
ajustaje: ajustaj intermediar;
accesibilitate: buna
actiunea fortelor de gravitatie si inertie: nu afecteaza legatura.
d. Legatura
placa superioara - cep - placa port-poanson.
- activitatea de
asamblare prin care se realizeaza: asezare;
- tipul legaturii: demontabila;
- elemente de legatura: suruburi; elemente de siguranta: stift;
- elemente de tehnologie:
- repetarea organelor de legatura: 4 sumburi;
- repetarea organelor de siguranta: 2 stifturi;
- ajustaje: ajustaj intermediar;
- accesibilitate: buna
- actiunea fortelor de gravitatie si inertie: nu afecteaza legatura.
e. Legatura placa inferioara -
placa de taiere. - activitatea de
asamblare prin care se realizeaza: asezare;
- tipul legaturii:
demontabila;
- elemente de legatura: suruburi;
- elemente de siguranta: stift;
- elemente de tehnologie:
- repetarea organelor de legatura: 4 suruburi;
repetarea organelor de siguranta: 2 stifturi;
ajustaje: ajustaj intermediar;
accesibilitate: buna
actiunea fortelor de gravitatie si inertie: nu afecteaza legatura.
2.2 Stabilirea listei componentelor
Partile componente ale stantei combinate sunt prezentate in tabelul 2.1
Tabelul 2.1
|
Nr. crt. |
Denumirea componentelor |
Buc. |
Tip constructiv |
Rol functional (subfunctii) |
|
Placa de baza |
placa |
Sustinere |
||
|
Placa superioara |
placa |
Sustinere |
||
|
Bucsa de ghidare |
bucsa |
Element de ghidare |
||
|
Coloana de ghidare |
arbore |
Sustinere si ghidare placi |
||
|
Cep de fixare |
arbore |
Element de fixare in presa |
||
|
Placa port-poanson |
placa |
Sustinere poansoane |
||
|
Poanson pentru separare |
arbore |
Element activ |
||
|
Element de fixare |
placa |
Element de fixare |
||
|
Placa de taiere |
placa |
Element activ |
||
|
Element de fixare interior |
placa |
Element de fixare |
||
|
Element Elastic |
arbore |
Element activ |
Functionare
In figura 1 este prezentata schema de principiu si partile componente ale stantei combinate. La cursa activa, placa superiora 3 impreuna cu pansonul 7 si placa port-panson numit si pachetul superior, coboara, ghidandu-se pe elementele de fixare 8 fixate in placa superioara 2, se realizeaza perforarea si retezarea. La cursa de intoarcere pachetul superior se ridica si procesul se reia.
3. Stabilirea succesiunii (ordonantarea) fazelor la montaj prin metoda matricei de precedenta.
Stabilirea succesiunii logice la montaj se poate face prin mai multe metode si anume: metoda grafurilor, metoda matricei de ordonantare, metoda dezasamblarii, metoda cercurilor concentrice etc. Pentru stabilirea succesiunii la montaj s-a ales metoda matricei de precedenta (de ordonantare). Prin matrice de precedenta (de ordonantare), se intelege o matrice in care componentele unei unitati de asamblare sunt ordonate in pereche una cu cealalta. La stabilirea matricei de ordonantare se au in vedere conditiile de tehnologicitate la montaj.
|
C1 |
C2 |
C3 |
C4 |
C5 |
C6 |
C7 |
C8 |
C9 |
C10 |
C11 |
V1 |
V2 |
V3 |
V4 |
V5 |
V6 |
V7 |
V8 |
|||||||
|
C1 |
| ||||||||||||||||||||||||
|
C2 |
| ||||||||||||||||||||||||
|
C3 | |||||||||||||||||||||||||
|
C4 | |||||||||||||||||||||||||
|
C5 | |||||||||||||||||||||||||
|
C6 | |||||||||||||||||||||||||
|
C7 | |||||||||||||||||||||||||
|
C8 | |||||||||||||||||||||||||
|
C9 | |||||||||||||||||||||||||
|
C10 | |||||||||||||||||||||||||
|
C11 |
| ||||||||||||||||||||||||
|
C12 | |||||||||||||||||||||||||
|
C13 | |||||||||||||||||||||||||
|
C14 | |||||||||||||||||||||||||
|
C15 | |||||||||||||||||||||||||
|
C16 | |||||||||||||||||||||||||
|
C17 | |||||||||||||||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
||||||||||||||||||
Pentru nivelele 1, 2, 3, 4 si 5 se aplica alte criterii, astfel ca reperul 7 se monteaza inaintea reperului 6, reperul 9 se monteaza inaintea reperului 8, reperul 11 se monteaza inaintea reperului 10. Rezulta ca succesiunea la montaj a matritei este:
C10 -C11 - C8 - C9 - C6 - C7 - C5- C4 - C3 - C2 - C1
4. Schema de asamblare.
Pentru intocmirea schemei de asamblare s-a folosit matoda dreptunghiurilor. Schema de asamblare este prezentata in figura 2.
5. Concluzii
Proiectarea proceselor tehnologice de montaj reprezinta o problema majora in procesul de fabricatie al produselor. Asamblabilitatea in cadrul proceselor de proiectare reprezinta o etapa importanta, iar metoda de stabilire a succesiunii logice la montaj cu ajutorul matricei de precedenta (de ordonantare), este una din metodele des utilizate pentru stabilirea succesiunii la montaj a pieselor componente ale unui ansamblu.
Bibliografie:
Dobrescu I. - Tehnologii de asamblare. Litografia
Universitatii din Pitesti,
1992.
Andrei Napoleon Tehnologia montajului, Vol.I, Bazel, Montajului, Editura Printech, 1998.
Crisan ., s.a. - Automatizarea montajului in constructiei de masini,
Editura Tehnica, Bucuresti, 1979.
Copyright © 2025 - Toate drepturile rezervate