|







 |  |
|
| |
 | Alimentatie | Asistenta sociala | Frumusete | Medicina | Medicina veterinara | Retete |
Industria panificatiei si produselor fainoase ocupa un loc insemnat in cadrul productiei bunurilor de consum. Datorita insusirilor nutritive pe care le incorporeaza, produsele de panificatie si fainoase reprezinta forme utile de valorificare in consum a fainii, ca derivat obtinut din prelucrarea graului.
Aplicand retete si tehnologii adecvate, prin prelucrarea fainii, ca materie prima de baza, se obtine o gama larga de produse de panificatie.
Produsele de panificatie au un rol insemnat in satisfacerea cerintelor de hrana ale populatiei, intrucat painea constituie un aliment de baza, care se consuma zilnic.
Produsele de panificatie, ca si celelate produse alimentare, furnizeaza organismului uman o parte insemnata din substantele care ii sunt necesare pentru activitatea vitala. Din punctul de vedere al fiziologiei alimentatiei, painea, ca principal reprezentant al produselor de panificatie, are o importanta deosebita in ratia zilnica si constituie obiectul unor serii largi de cercetari in domeniul alimentatiei rationale, echilibrate.
In linii generale, se apreciaza valoarea alimentara a painii dupa valoarea energetica (puterea calorica) a principalilor componenti, completata cu valoarea fiziologica, adica valoarea proteica, minerala si vitaminica.
Painea are proprietatea de a degaja, prin transformarea pe care o sufera in organism, o anumita cantitate de energie calorica, dezvoltata in procesele metabolice umane si are, deci, o anumita putere calorica. Componentii principali care determina puterea calorica a painii sunt: glucidele (hidratii de carbon), materiile proteice (protidele) si substantele grase (lipidele). S-a stabilit ca, prin arderea in organism a unui gram de glucide, rezulta 4,1 calorii, a unui gram de protide - 4,35 calorii, iar a unui gram de lipide - 9,3 calorii.
Dar acesti componenti nu sunt transformati in intregime, deoarece o parte este folosita pentru regenerarea celulelor si tesuturilor, iar alta parte este depozitata sub diferite forme sau eliminata. Pentru aceasta, la determinarea valorii calorice se folosesc o serie de coeficienti specifici de asimilatie.
Valoarea fiziologica a produselor este conferita de catre :
Proteine;
Substantele minerale;
Vitamine.
II. MATERII PRIME Si auxiliare folosite la fabricarea paINII ALBE
La fabricarea painii albe se utilizeaza in principal urmatoarele materii prime si auxiliare: faina de grau alba, afanatori (drojdie), sare comestibila, apa, grasimi alimentare si unele materiale de ambalaj.
Materiile prime si auxiliare au un rol bine precizat la fabricarea produselor, prin compozitia lor asigurandu-le un anumit continut in substante valoroase din punct de vedere alimentar, gust si aroma. Ambalajele asigura protectia calitatii produselor pana la consumatori si prezentarea lor cat mai estetica.
La prepararea aluatului se utilizeaza materii de baza pentru formarea aluatului (faina, apa) si materii ce imbogatesc valoarea nutritiva a produsului si imprima semifabricatelor anumite insusiri, care le fac mai adecvate prelucrarii si consumului.
Faina de grau, reprezinta materia prima de baza, care intra in cea mai mare proportie in componenta produselor de franzelarie. Importanta secundara a capacitatii fainii de a forma gluten face ca la unele sortimente sa se foloseasca si fainuri din alte cereale (de exemplu, din orez) sau sa se diminueze calitatea foarte buna a glutenului prin adaugare de amidon.
Insusirile tehnologice ale fainii destinate produselor de franzelarie, cunoscute si sub denumirea de insusiri de panificatie, se refera in principal la urmatoarele:
Principalele caracteristici fizice si senzoriale ale fainii, care intereseaza in procesul tehnologic, sunt:
Culoarea sau aspectul
Granulatia sau finetea fainii
Mirosul
Gustul
Starea sanitara (infestarea).
Apa tehnologica, folosita la prepararea aluatului pentru produsele de franzelarie, se utilizeaza in cantitati care variaza dupa capacitatea de hidratare a fainii, cantitatea celorlalti componenti lichizi ce se adauga in aluat si unele particularitati de obtinere a produselor, corespunzator retetelor de fabricatie.
Sarea comestibila se utilizeaza la fabricarea produselor de panificatie atat pentru a le da gust, cat si pentru a imbunatati proprietatile aluatului, facandu-l mai elastic. Acest lucru contribuie la obtinerea de produse bine dezvoltate, cu coaja frumos rumenita, miezul elastic si porozitatea uniforma.
Grasimile alimentare intrebuintate la prepararea produselor de panificatie sunt constituite din grasimi de origine animala (untura de porc, unt de vaca) si grasimi de origine vegetala (ulei comestibil, ulei solidificat - plantol). La produsele de panificatie, adaosul de grasimi contribuie si la prelungirea duratei de mentinere a prospetimii produselor.
Adaosul de grasimi influenteaza insusirile reologice ale aluatului, in special plasticitatea, contribuie la formarea gustului produselor, la imbunatatirea calitatii si marirea valorii alimentare.
Materiile de afanare folosite sunt: pentru aluaturi drojdie si, mai ales, afanatori chimici, iar pentru creme, care se afaneaza prin inglobare de aer in urma unei agitari mecanice intense, se intrebuinteaza albus de ou si grasimi speciale, care maresc capacitatea masei de a retine gazele.
Materialele de ambalaj, folosite sunt: hartia, cartonul, celofanul si foliile din plastic.Ele trebuie sa indeplineasca urmatoarele conditii:
Sa nu contina substante daunatoare sanatatii;
Sa nu permita combinarea substantelor ce le contin cu substantele din produsele ambalate;
Sa se adapteze conditiilor de a proteja produsele contra agentilor chimici sau mecanici.
III. TEHNOLOGIA DE FABRICARE A PaINII ALBE
3.1. Schema tehnologica

![]()
3.2. Descrierea operatiilor tehnologice
Schema tehnologica de obtinere a produselor de franzelarie a fost prezentata in pagina anterioara. Ea se aplica atat unitatilor mici (brutarii), care folosesc procedee clasice (traditionale) de obtinere a produselor, cat si in unitatile mari, care folosesc procedee moderne.
3.2.1. Prepararea aluatului
Faza tehnologica de preparare a aluatului cuprinde urmatoarele operatii principale:
dozarea materiilor prime si auxiliare pregatite in prealabil corespunzator;
framantarea aluatului;
fermentatia aluatului.
Aluatul se prepara dupa anumite metode, ale caror etape se executa in mod obisnuit (traditional), discontinuu, folosind utilaje si instalatii cu functionare periodica, principalele fiind framantatoarele numite si malaxoare.
Metode pentru prepararea aluatului
Fabricarea produselor de panificatie in tarea noastra are la baza prepararea aluatului prin doua metode: indirecta (in mai multe faze), care este metoda de baza si directa (monofazica).
Metoda indirecta de preparare a aluatului consta in prepararea mai intai a unor semifabricate intermediare, numite "prospatura" si "maia", care folosesc apoi la obtinerea aluatului propriu-zis. Cand se lucreaza dupa ciclul prospatura - maia - aluat, metoda de preparare se numeste trifazica, iar cand se palica ciclul maia-aluat, atunci metoda se numeste bifazica. Prepararea aluatului prin metoda indirecta se aplica in exclusivitate la fabricarea painii, ciclul in trei faze utilizandu-se in special la prelucrarea unor fainuri cu insusiri inferioare de panificatie, la fabricarea painii cu secara, precum si la inceput de lucru, sau dupa intreruperea saptamanala a productiei.
Metoda directa de preparare a aluatului consta in amestecarea si framantarea, intr-o singura etapa, a tuturor materiilor prime din care se obtine aluatul. La prepararea aluatului prin aceasta metoda se consuma o cantitate aproape dubla de drojdie fata de metoda indirecta; in schimb, se reduce mult durata ciclului de preparare a aluatului, si implicit, cea de fabricare a produselor.
3.2.1.1. Dozarea materiilor prime si
auxiliare
Obtinerea aluatului necesita o anumita cantitate din fiecare materie prima si auxiliara, care intra in alcatuirea lui, astfel incat, in final, sa se asigure compozitia si calitatea produselor fabricate. In acest scop materiile prime si auxiliare, pregatite asa cum s-a aratat mai inainte, se cantaresc sau se masoara (dozeaza), spre a fi utilizate in cantitatile corespunzatoare retetelor de fabricatie specifice fiecarui produs.
3.2.1.2. Framantarea aluatului
Framantarea
reprezinta acea operatie tehnologica in urma careia se
obtine, din materiile prime si auxiliare utilizate, o masa
omogena de aluat, cu o anumita structura si insusiri
reologice (rezistenta, extensibilitate, elasticitate, plasticitate).
Insusirile reologice ale aluatului influenteaza volumul si
forma painii, elasticitatea miezului si a cojii, mentinerea
prospetimii. Atunci cand aluatul are elasticitate si extensibilitate
suficient de mari, rezulta paine afanata, cu volum dezvoltat si
miez avand
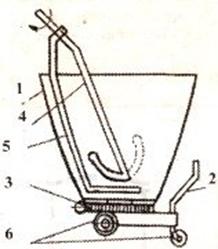
1 - cuva; 2 - maner de impingere; 3 - sistem de actionare; 4 - brat de amestecare; 5 - brat de razuire; 6 - roti pentru deplasarea cuvei.
3.2.1.3. Fermentatia aluatului
Fermentatia se face pentru a se obtine aluat bine afanat, din care sa rezulte produse crescute (cu volum mare, avand miez poros si elastic).
Camera de fermentatie, reprezinta o incapere construita din zidarie sau metal, cu pereti izolati termic, prevazuta cu usi glisante. Camerele de fermentatie se dimensioneaza in functie de numarul de cuve necesare simultan, respectiv de suprafata pe care o ocupa aceste cuve.
3.2.2. Prelucrarea aluatului
Prelucrarea aluatului cuprinde o serie de operatii tehnologice in urma carora rezulta bucati de aluat cu o anumita masa si forma, corespunzatoare sortului de produs fabricat.
Operatiile tehnologice care se executa in cadrul fazei de prelucrare sunt:
divizarea aluatului, prin impartirea acestuia in bucati de masa egala, prestabilita;
modelarea aluatului prin care se obtine forma caracteristica a produselor (rotunda, alungita, impletita, etv.);
dospirea finala, care reprezintaultima etapa a fermentatiei aluatului, in timpul careia se defineste structura porozitatii pe care o va avea produsul finit. In unele cazuri inainte de modelare se intercaleaza o scurta predospire a bucatilor de aluat.
3.2.2.1. Divizarea
Din masa de aluat fermentat trebuie sa se separe bucati din care sa se obtina, dupa coacere si racire, produse de greutate prestabilita, tinandu-se seama de scazamintele in greutate care au loc la coacere si racire (variind intre 5 si 20%, la coacere si 2,5 - 3,5% la racire, dupa marimea si compozittia produsului).
Divizarea se realizeaza, in cazul fabricarii painii, cu masini avand functionarea continua, iar in cazul produselor de franzelarie si cu masini avand functionare discontinua. Exista diferite tipuri de astfel de masini.
3.2.2.2. Modelarea
Operatia de modelare permite sa se obtina atat forma estetica a produsului, cat si o structura uniforma a miezului, prin eliminarea golurilor mari formate in timpul fermentatiei. Totodata forma regulata (simetrica) ce se da aluatului prin modelare ajuta ca, in timpul coacerii, produsele sa se dezvolte uniform.
Actiunea mecanica exercitata asupra aluatului in timpul modelarii reprezinta o prelungire a actiunii mecanice de framantare. Ca urmare, transformarile suferite de proteine evolueaza, definitivand structura aluatului, ceea ce duce la imbunatatirea insusirilor lui reologice, deci a calitatii painii. Pentru aceasta este necesar insa ca actiunea mecanica exercitata asupra aluatului sa fie suficient de intensa. O actiune mecanica insuficienta sau exagerat de intensa conduce la obtinerea conduce la obtinerea produselor cu calitate mai slaba; in primul caz aluatul nu atinge potentialul maxim al insusirilor lui reologice, iar in al doilea caz se distruge scheletul glutenic.
3.2.2.3. Predospirea si dospirea finala
Predospirea si dospirea finala reprezinta etape ale fermentatiei aluatului, proces care de data aceasta are loc in bucatile divizate si premodelate, respectiv in cele modelate in forma finala. Predospirea reprezinta fermentatia intermediara, iar dospierea fermentatia finala.
Predospirea se realizeaza prin mentinerea in stare de repaus, in conditii corespunzatoare de microclimat, a bucatilor de aluat dupa divizare sau premodelare.
Predospirea exercita o influenta favorabila asupra calitatii produselor, care se manifesta in special prin sporirea volumului. Se recomanda predospirea aluatului, in primul rand la painea alba si produsele de franzelarie. Durata predospirii este de 5 - 8 minute, intr-o atmosfera conditionata, avand temperatura de circa 300C si umiditatea relativa de 75%, dar sunt situatii cand se utilizeaza o perioada de predospire mai redusa, aluatul pastrandu-se in atmosfera salii de lucru.
Dospirea finala
Intrucat prin operatia de modelare dioxidul de carbon obtinut in bucata de aluat este partial eliminat, pentru refacere, bucata de aluat trebuie supusa din nou unei fermentatii astfel ca produsele sa aiba miezul afanat si volumul dezvoltat.
Scopul principal al dospirii finale este acumularea de CO2, care conditioneaza volumul si structura porozitatii produselor, insusiri influentate de intensitatea si dinamica formarii gazelor de fermentatie si capacitatea aluatului de a le retine. Formarea gazelor trebuie sa creasca treptat pe parcursul dospirii finale si sa atinga valoarea maxima in momentul introducerii aluatului in cuptor. Scaderea formarii gazelor la sfarsitul dospirii conduce la obtinerea produselor de calitate inferioara, aplatizate.
Paralel cu formarea dioxidului de carbon, in bucata de aluat supusa dospirii finale au loc procese enzimatice, care duc la acumularea de zaharuri, acizi si substante ce contribuie la aroma painii.
3.2.3. Coacerea produselor de franzelarie
Dupa ce bucatile de aluat au dospit corespunzator, sunt supuse coacerii in timpul careia, datorita caldurii cuptorului, aluatul se transforma in produs finit.
In procesul tehnologic, coacerea reprezinta cea mai importanta faza, intrucat aceasta produce schimbarea materiilor utilizate la prepararea aluatului, in produs alimentar comestibil.
Regimul de temperatura si umiditate, care se aplica la coacerea unui sortiment larg de produse utilizand cuptoarele cu mai multe zone termice, cum sunt cele de tip tunel cu banda, este urmatorul:
Faza initiala a coacerii trebuie sa se produca la o temperatura nu prea ridicata (100 - 1200C) a mediului din camera de coacere si la o umiditate relativ mare (75 - 80%).
A doua faza de coacere cuprinde perioada pana in momentul cand cenytrul produsului ajunge la temperatura de 50-600C si are loc la o temperatura mai mare a camerei cuptorului (250-2600C).
Faza finala se desfasoara la temperatura de 180-2000C, pentru favorizarea formarii aromelor.
3.3. Defectele produselor de franzelarie
Principalele surse ale defectelor sunt:
folosirea materiilor necorespunzatoare din punct de vedere al calitatii, cum ar fi, spre exemplu, faina nematurizata, faina provenita din grau cu defecte, sau drojdia cu putere redusa de fermentatie;
conducerea gresita a procesului tehnologic de fabricatie, in special, la prepararea aluatului si la coacere;
depozitarea si manipularea gresita a produselor dupa coacere.
In procesul tehnologic de preparare si prelucrare a aluatului exista o serie de operatii tehnologice care se desfasoara cu ajutorul unor utilaje avand elemente componente in miscare, cum ar fi:
v framantarea aluatului
v divizarea aluatului
v modelarea aluatului
Principalele masuri de protectia muncii care se impun in aceste cazuri sunt:
oprirea utilajelor la schimbarea dispozitivelor, la curatirea si ungerea acestora sau cand se aud zgomote care ar putea indica aparitia unor defectiuni;
intretinerea utilajelor si a locului de munca in perfecta stare de curatenie;
verificarea periodica a starii tehnice a utilajelor;
oprirea si franarea elementelor in miscare nu se vor face cu mana;
inainte de inceperea unei lucrari, este obligatoriu controlul starii utilajelor, a instalatiilor si a dispozitivelor care vor fi manevrate;
este obligatoriu echipamentul de lucru corespunzator (salopeta incheiata, boneta sau batic pentru prinderea parului;
utilajele nu vor fi pornite decat numai cu aparatorile de protectie specifice montate. Aceste aparatori nu vor fi indepartate de la locul lor in timpul functionarii utilajului;
in caz de defectiune a utilajului, orice interventie sau reparatie se va face numai dupa oprirea utilajului si asigurarea impotriva unei porniri accidentale, prin scoaterea lui de sub tensiune;
la utilajele actionate electric, inaintea folosirii lor, se va controla existenta legaturii la centura de legare la pamant;
Arzatoarele si focarele, elemente ale cuptorului care, in cazul exploatarii incorecte, pot conduce la accidente de munca, trebuie folosite cu cea mai mare atentie.
Astfel, arzatoarele automate nu vor functiona cu electrozi de aprindere, electrovalve, duze, regulator de presiune s. a. improvizate si vor fi puse in functiune numai dupa o prealabila si completa aerisire a focarului cuptorului, folosind ventilatorul de recirculare a gazelor arse, interblocat cu arzatorul automat de gaze.
Se interzice functionarea arzatoarelor cu defectiuni la sistemul de comanda si control, precum si aprinderea cu alte mijloace decat cele din dotare (aprinderea electrica). Scoaterea din functiune a arzatoarelor se va face intrerupand alimentarea cu combustibil si energie electrica de la tabloul de comanda.
Cuptoarele vor fi reparate numai cand temperatura partilor componente a coborat sub 30-400C. Pentru curatirea canalelor de fum sau a celor din cuptor, focul va fi stins cu cel putin 6 ore inainte de inceperea curatirii, iar subarul de la cos va fi deschis.
In cazul cuptoarelor deservite manual, la scoaterea lopetii din camera de coacere cocatorul va urmari cu privirea traiectoria acesteia pentru a nu lovi persoanele care lucreaza in zona respectiva. Cozile lopetilor vor fi prevazute la partea libera cu pufere elastice omologate. Gratarele din lemn si podurile de lucru vor fi in permanenta curatate si fixate corespunzator.
In cazul cuptoarelor in care produsele se coc pe tavi, se vor monta benzi transportoare pentru returul tavilor goale, iar in cazul cuptoarelor de vafe ungerea formelor (matritelor) cu ulei trebuie sa se faca cu atentie, spre a se evita accidentele prin arderea mainilor.
V. BIBLIOGRAFIE
Gheorghe Moldoveanu, s. a. , Utilajul si tehnologia panificatiei si produselor fainoase, Editura Didactica si Pedagogica, Bucuresti, 1993.
Milcu V., s. a. , Pregatire de baza in industria alimentara - scoala profesionala - pregatire teoretica, Editura Oscar Print, 2000.
Teleoaca R., s. a., Procese si aparate in industria alimentara, Editura Didactica si Pedagogica, Bucuresti, 1992.
Petculescu E., s. a., Instalatii electromecanice din industria alimentara, Editura Didactica si Pedagogica, Bucuresti, 1985.
Stefan Pece, s. a., Protectia muncii pentru invatamantul preuniversitar, Editura Didactica si Pedagogica, Bucuresti, 1995.
Copyright © 2025 - Toate drepturile rezervate