|







 |  |
|
| |
 | Alimentatie | Asistenta sociala | Frumusete | Medicina | Medicina veterinara | Retete |
OBTINEREA PASTEI DE TOMATE CU ARDEI
l.TEMA
Sa se proiecteze o sectie de obtinere a pastei de tomate cu ardei cu capacitatea de 10.000 kg/h materie prima
I. DOCUMENTARE
2.IMPORTANTA TEMEI
in actuala etapa de dezvoltare economica, in tara noastra s-a inregistrat o crestere insemnata a productiei de legume, de calitate superioara si diversificata. Aceasta se datoreaza in primul rand faptului ca legumele constituie o bogata sursa de vitamine, saruri minerale fara de care in zilele noastre este imposibil sa se realizeze o alimentatie rationala.
in al doilea rand cultura legumelor prezinta importanta din punct de vedere economic deoarece tehnologia de cultura nu necesita in mod deosebit conditii speciale si se poate realiza si cu un volum redus de investitii.
Pe plan mondial se constata o larga utilizare a produselor obtinute din tomate cum ar fi tomatele sterilizate, sucul de tomate, pasta de tomate.
in ultimul timp productia de pasta de tomate a inregistat o crestere considerabila, aceasta datorandu-se continutului mare de substanta uscata fata de sucul de tomate.
Prezenta tomatelor in alimente este importanta deoarece confera acestora un gust placut, culoare apetisanta.
S-a constatat insa, ca prin adaugarea in pasta de tomate a unei cantitati de pasta de ardei se obtine un produs nou cu calitati nutritive si senzoriale superioare.
Importanta acestui nou produs este evidenta. El vine ca o completare a proprietatilor nutritive si senzoriale a pastei de tomate, dar in acelasi timp aduce ceva in plus. Produsul poate sa inlocuiasca pasta de tomate din alimente, dar simultan poate substitui si adaosul de boia de ardei.
Din punct de vedere nutritiv, trebuie mentionat ca ardeiul are o valoare alimentara insemnata datorita continutului sau bogat in vitamine, acizi organici, proteine, saruri etc.
Pe langa aceste avantaje in ceea ce priveste alimentatia, fabricarea acestui produs poate fi considerata economica, eficienta, deoarece linia tehnologica de fabricatie nu necesita investitii deosebite, aceasta pentru ca fabricarea pastei de ardei este relativ simpla, asemanatoare cu cea a pastei de tomate.
3. ELEMENTE DE INGINERIE TEHNOLOGICA
3.1 .PRINCIPALELE CARACTERISTICI ALE MATERIILOR PRIME
3.1.1. COMPOZITIA CHIMICA A TOMATELOR
Continutul de substanta uscata a tomatelor este redus, variind intre 4% si 8%, in functie de soi si de conditiile de crestere. Compozitia chimica variaza in limite largi, in functie de gradul de coacere (tabelul 1).
Cantitatea de zahar din rosii variaza intre 2-5% si creste progresiv odata maturarea si coacerea fructului, reprezentand 65% din cantitatea totala de substante solubile.
Continutul de amidon este de aproximativ 1% la fructele necoapte, pentru a ajunge la 0,10-0,15% la fructele mature.
Celuloza se gaseste de asemenea in cantitati mari in fructele nemature, scade in cursul procesului de coacere si ajunge la 0,3-0,7% in fructele mature. in cantitati mai mari se gaseste in soiurile de fructe destinate recoltarii mecanizate, fibrele de celuloza ingreunand procesul de concentrare si favorizand formarea crustei pe suprafetele incalzite.
Substantele pectice reprezinta 0,2-0,3%. Cantitatea si compozitia substantelor pectice influenteaza mult vascozitatea masei de tomate si prin urmare procesul de concentrare. Aciditatea totala a tomatelor coapte atinge in medie 0,4% (exprimata in acid malic ). Aciditatea limita variaza in limitele unor valori de pH=3,8-4,4.
in cazul in care rosiile sunt pastrate mult pe rampa sau sunt recoltate la supracoacere pH-ul depaseste valoarea 4,5. Variatiile de pH ale tomatelor depind de perioada de recoltare si de temperatura de depozitare.
Cu cat aceasta este mai ridicata, cu atat cresterea pH-ului este mai pronuntata (in intervalul 20-40°C).
Substantele cu azot se gasesc in fructele necoapte sub forma de proteine, care la coacere se scindeaza, formand aminoacizi. Cantitatea totala de substante cu azot in rosii atinge 1 %. Culoarea rosie a tomatelor este conditionata de prezenta licopinei, pe langa care se mai gasesc pigmenti de culoare portocalie si galbena (carotina, xantofila si esteri xantofilici). Continutul de carotina variaza intre 0,4-7,5mg%, iar continutul de licopina de la 1,3-13,2 mg%. Cantitatea de xantofila nu depaseste in majoritatea cazurilor 0,1 mg %. Uneori xantofila lipseste in mod desavarsit.
Temperatura ridicata a aerului si numarul mare de zile insorite, favorizeaza acumularea carotinei in detrimentul licopinei.
Culoarea verde a rosiilor necoapte se datoreaza prezentei clorofilei. Dintre pigmentii flavonoidici s-au identificat: naringenina; quercitina si rutina, care sunt prezente in special in pielita.
Continutul de substante polifenolice creste odata cu evolutia maturitatii. S-au acizi fenolici, acid cafeic, acid clorogenic, acid cumaric si ferulic.
Aroma caracteristica a tomatelor este determinata de compusii volatili in compozitia careia intra alcooli, aldehide, cetone, compusi nesaturati si terpene.
Dintre aldehide s-au identificat: acetaldehida, aldehida izovalerianica, n-hexanalul, glioxalul, diacetilul. Tomatele sunt o sursa importanta de vitamina C, avand un continut de 20-40 mg acid ascorbic la 100 g produs.
Continutul maxim de vitamina C se inregistreaza la maturitate si este influentat pozitiv de administrarea de ingrasaminte cu potasiu si magneziu. Important este faptul ca in tomate se gasesc stabilizatori ce impiedica oxidarea vitaminei C.
In tomate se mai gasesc de asemenea provitamina A l,2-l,6mg%, vitamina Bl 0,08-0,15mg%, vitamina B2 0,05-0,07mg%, vitamina PP si cantitati importante de acid pontotenic.Tomatele au un echipament enzimatic bogat. in fructele necoapte, invertaza participa la sinteza zaharozei.
FAZA DE RECOLTARE (zile din momentul infloritului+zile pana
la cules) FAZA V FAZA IV FAZA m FAZA II Substante solubile, % Zaharuri totale, % Zaharuri reducatoare, % Zuharoza, % Aciditate titrabila, % Substante pectice, % Pectina solubila, % Azot aminoacidic, % Ackl sseorbic, mg % Jl.37 Csnrfcsaotdc, mg % Liuopma, mg % Carotina, mg % Indice zaharo-acidiinctric Tabel 1. Variatia compozitiei
chimice a iernatelor functie de fazele de maturare
Cand fructele se inrosesc,
creste considerabil activitatea hidroliticasidispare aproape
complet actiunea ei sintetizanta. inmuierea tomatelor este rezultatul
activitatii unui complex de cnzime: cclulaza si enzime pectice.
3.1.2. COMPOZITIA CHIMICA A ARDEIULUI
Ardeiul este considerat un concentrat de vitamine usor asimilabile de organismul uman Dintre vitaminele continute, vitamina C se situeaza pe primul loc.
Din unele analize rezulta ca ardeiul ajuns la maturitate contine de 4 - 6 ori mai multa vitamina C ndecat sucul de iamaie sau cei de portocale. in ceea ce priveste vitamina A, ardeiul nu contine propriu-zis vitamina A, ci provitamina (caroten si criptoxantitia), care ia ficat se transforma in vitamina A. In cantitati mai miei se gasesc si vitaminele Bl, B2, P si vitamina E.
Valoarea alimentara ridicata a acestei legume consta si in
continutul relativ ridicat in saruri minerale (calciu 12 mg la 100 g,
fosfor 25 mg la 100 g, fier 0,4 mg la 100 g).
Componentele cele mai importante cele care dau gust,culoare si condimentare cum
sunt:uleiurile volatile;capsicina si colorantii.Pe langa aceste componente
principale se mai gasesc si hidrati de carbon,proteine,grasimi,substante minerale
si apa.
Dupa unii cercetatori compozitia ardeiului ajuns la maturitate este urmatoarea:(Gomez 1962)
|
Apa | |
|
Fibre celulozice |
23.4 % din S.U. |
|
Zaharuri |
45,00 % din S.U. |
|
Proteine |
15% din S.U. |
|
Iipide |
2,5% din S.U |
|
Pectina |
5,8 % din S.U. |
|
Cenusa |
7,3 % din S.U. |
|
Vitamina C |
250 mg/l 00 g |
|
p-caroten |
25,0 mg/100 g |
|
Vitamina B |
0,7 mg/lOOg |
|
Vitamina B2 |
0,5 mg/1 00 g |
|
Vitamina E |
23 mg/100 g |
|
Acid oxalic |
20,0 mg/100 g |
Continutul de substanta usacat e functie de soi si de conditiile de cultura.Astfel cand cultura de ardei este irigata sau cand precipitaiile sunt abundente,continutul de substanta este mult mai mic fata de culturiile neirigate sau in conditii de umiditate mai scazuta.Continutul de S.U. ESTE DE 15-18%.
Substantele colorate existente in fructele ardeiului dau culoarea caracteristica acestor fructe.In timpul maturarii, in textura vie a fructelor de ardei se desfasoare procese biochimice care duc la sporirea cantitatilor de substante colorate
Din punct de vedere al formarii vitaminei C, cea mai importanta perioada este saptamana a-7-a de la legarea fructului, deoarece in acest timp continutul de vitamina C se dubleaza fata de saptamana a-6-a.
Provitamina A se gaseste in pulpa ardeiului intr-o cantitate de 0,23 - 0,95 g/kg. Rezulta de aici ca ardeiul constituie o importanta sursa de vitamina A.
Substantele minerale. in ardei se gasesc cantitati insemnate de substante minerale, care se pot determina prin analize chimice asupra cenusii rezultate ca urmare a arderii probei supuse analizei.
in functie de elementele componente din cenusa se poate aprecia calitatea ardeilor Aceste elemente variaza la diferitele parti ale fructului.
De asemenea cantitatea de cenusa difera in functie de soiul de ardei. La soiurile de ardei dulce cantitatea de cenusa este mai mica.
Cea mai putina cenusa se gaseste in seminte (3-4%). in cotor, nervuri si casa semintelor, cantitate de cenusa ajunge la 13 %. Pulpa ardeiului de calitatea a doua contine cam 2 - 3% mai multa cenusa decat cel de calitatea intai.
Cenusa semintelor este constituita in general din sare de potasiu, reprezentand 1/3 din cenusa totala. Semintele contin o cantitate apreciabila de fosfor. Din cenusa totala, circa 40 reprezinta sarurile de fosfor. Prin spalarea semintelor se pierd cea. 30% din sarurile de potasiu.
Colorantii din fructele de ardei se impart in trei grupe (Gomez, 1962):
colorantii principali: capsatina si capsarubina;
coloranti cu efecte provitaminice: criptoxantina si P-carotenul;
coloranti carotenoizi de alte tipuri ca: zeaxantina si luteina.
Zaharurile fac parte din componentii chimici principali ai ardeiului. in aprecierea calitatii produselor din ardei un rol important, in afara de coloranti si capsaicina, il joaca zaharurile. in fructele ajunse la maturitate, cantitatea cea mai mare de zaharuri o formeaza glucoza (90 -98%), iar fructoza este intalnita numai sub forma de urme.
Continutul de zahar variaza in functie de soi si de conditiile climaterice, asa cum rezulta din tabelul urmator:
|
Soiul de ardei |
Zahar, in % |
|||
|
Media |
||||
|
Dulce de Banat | ||||
|
NovoselscaKapia | ||||
|
Seghedin 47/137 | ||||
|
Calacea | ||||
Uleiurile volatile. Aroma placuta a ardeiului se datoreste prezentei uleiurilor volatile. Cantitatea cea mai mare de uleiuri volatile se gaseste in pulpa, reprezentand 0,10-0,15% putand ajunge pana la 0,25 - 0,30%.
Uleiuri vegetale. Cantitatea cea mai mare de uleiuri vegetale se gaseste localizata in seminte (20 - 25%).
S-a constatat ca pulpa de ardei contine 4 - 6% ulei, iar nervurile si casa semintelor 5% ulei. Proteinele. Raportat la substanta uscata, in pulpa de ardei continutul in proteine este de cea. 15% iar semintele contin cea. 18% proteine din substanta uscata.
Vitaminele. Ardeiul pentru boia este un izvor bogat in vitamine, in special vitaminele A si C. in timpul dezvoltarii fructului, continutul de vitamina C creste ajungand la maxim in momentul cand s-au format colorantii rosii.
3.2. MATERIALE SI AMBALAJE
3.2.1.TTPURI DE AMBALAJE FOLOSITE
Eticheta este imprimata pe ambalajul produsului si are un rol deosebit la prezentare produselor in fata consumatorului. Ea trebuie sa fie sugestiva si sa indice avantajele pe care le ofera consumarea produsului respectiv.
Pe langa acest rol ambalajele inlesnesc depozitarea, transportul si manipularea produsului, actionand in acelasi timp stimulator asupra consumatorului prin forma, grafia si culoarea sa. Prin intermediul ambalajului se creaza in randul consumatorilor o imagine despre produs. La constituirea valorii comunicative a ambalajului contribuie si denumirea data produsului (care trebuie sa fie cat mai sugestiva), reputatia intreprinderii dar si calitatile estetice, grafica, culoarea, forma, textura, simboluri.
in afara de aspectele ce privesc placutul si frumosul ambalajului, estetica industriala are misiunea de a se preocupa de imbinarea acestora cu calitatea tehnico-economica superioara care sa asigure o buna protectie si o sigura exploatare.
Un loc important in verificarea si orientarea rolurilor estetice revine si anumitor deziderate ridicate de functia psihologica a ambalajului in ansamblul psihologic al consumatorului. O scrie de studii au demonstrat ca limbajul vizual pe care-1 foloseste ambalajul, comunicarea pe care o ocazioneaza nu se limiteaza numai la intalnirea cu produsul etalat in magazin, ea se extinde, se mentine in memoria consumatorului si formeaza asocieri puternice cu produsul si cu nevoia sociala pe care o satisface.
Calitatea estetica a ambalajului asociata cu cea a produsului formeaza o frecventa si importanta calitate a reclamei comerciale. Pentru nevoia de a impune un nou sortiment pentru a reaminti si a mentine interesul fata de sortimentele curente, ambalajul reprezinta o importanta si economica posibilitate de promovare. in industria alimentara, a conservelor se utilizeaza toate tipurile de ambalaje cunoscute: metalice, de sticla, hartie si carton, lemn, materiale plastice si ambalaje complexe.
Ambalajele din sticla au o larga raspandire datorita urmatoarelor avantaje:
-sticla prezinta inertie chimica, comportandu-se practic neutru la contactul cu diferitele produse
alimentare;
-este impermeabila la lichide si gaze ceea ce evita alterarea sau denaturarea continutului; -permit o inchidere etansa si usor de realizat in diferite sisteme si cu diverse materiale; -deschiderea ambalajului se face usor;
-este permeabila la lumina permitand vizualizarea;
-pot avea diferite forme.
Ambalajele metalice sub forma de cutii de conserve detin de asemenea o pondere importanta in industria conservelor. Dintre acestea pe primul loc se situeaza cutiile din tabla cositorita. Aceste ambalaje confera produsului un maxim de siguranta in ceea ce priveste rezistenta la socuri. Pe langa aceste tipuri de ambalaje asa zise clasice, in ultimul timp s-au obtinut rezultate bune in ceea ce priveste obtinerea de noi ambalaje.
Datorita importantei deosebite pe care acestea o prezinta in procesul de desfacere a produselor catre populatie, se poate afirma pe buna dreptate ca pe plan mondial problemele referitoare la ambalaje constituie si astazi o preocupare permanenta atat pentru cei care fabrica ambalaje sau masini pentru ambalare cat si pentru cei care folosesc ambalajele.
Proiectarea si realizarea ambalajelor reprezinta o sarcina foarte complexa, deoarece ambalajul ideal trebuie sa aiba calitatile urmatoare: -protectie eficace asigurata produsului ambalat; -rezistenta fata de influentele exterioare daunatoare;
-forma si dimensiuni cat mai potrivite de manipulare, transport si depozitare; -greutate cat mai redusa, pentru a nu impovara inutil mijloacele de transport; -aspect atragator, potrivit produsului si cu efect publicitar; -pret de cost cat mai mic.
Straduintele pentru indeplinirea acestor cerinte multiple se reflecta in realizarile din ultimii ani in domeniul ambalajelor in toate tarile cu economie si industrie dezvoltata.
Astfel in domeniul ambalajelor metalice se observa o tendinta spre utilizarea unor materiale cat mai subtiri, realizandu-se de exemplu, foi de tabla cositorita de grosimea unei foi de hartie si tot atat de suple, capabile sa concureze tabla de aluminiu a carei utilizare s-a extins foare mult in ultimul timp.
Multi specialisti considera ca ambalajul metalic cel mai corespunzator este totusi cel din aluminiu, in special din cauza ca acesta poate fi obtinut in foi cu grosimi foarte variabile de la 0,004mm la 0,12mm prezentand totodata excelente calitati de flexibilitate, rezistenta la coroziune in contact cu cele mai diferite medii, aspect placut, posibilitate de colorare si imprimare.
Aluminiul cucereste astazi un loc din ce in ce mai important ca material de impachetare in forma de foita simpla sau combinata cu materiale plastice, pana la grosimi si rezistente care permit chiar formarea de cutii, tuburi etc.
Datorita faptului ca foaia de aluminiu asigura o repartitie excelenta a caldurii pe toata suprafata produsului ambalat, ca se utilizeaza cu succes in realizarea ambalajelor suple.
Ambalajele suple sunt pungi ai caror pereti interiori sunt formati prin combinarea unei folii de aluminiu subtire (0,012mm) cu 2-3 foi de material plastic (sistem triplex sau quadriplex). Pungile se inchid sub vid, ceea ce micsoreaza riscurile alterarii produsului datorita oxigenului din aer. La utilizarea pungilor din material plastic pentru conserve se observa urmatoarele avantaje: -posibilitatea ambalarii produselor fara lichid de umplere; -valorificarea mai eficienta a instalatiilor de sterilizare;
-posibilitatea aplicarii unui regim de sterilizare rapid, fara a afecta calitatea produsului. O atentie deosebita trebuie sa se dea regimului de sterilizare, in special asigurarii unei suprapresiuni care sa depaseasca presiunea din punga. La utilizarea pungilor din material plastic pentru conserve cel mai important lucru este ca pentru fiecare produs sa fie aleasa olia adecvata, substantele si procedeele utilizate la conservare.
La mijlocul si spre sfarsitul anului 1950, cand au inceput sa se utilizeze materiale de ambalaj din material plastic, nu erau disponibile folii termostabile, iar temperatura maxima la care puteau fi expuse foliile erau aproximativ 90°C.
intr-adevar, aceasta era toleranta termica pentru multe folii care se utilizeaza in prezent pentru ambalarea produselor din legume, cu toata utilizarea crescand a foliilor sterilizabile. Cele mai utilizate folii pentru ambalaje sunt cele combinate prin diferite tipuri de folii. Prin introducerea unor noi tipuri de filme si in special a unor noi combinatii de folii, numarul variantelor posibile este foarte mare.
Conditiile generale pe care trebuie sa le indeplineasca foliile pentru ambalarea alimentelor sunt urmatoarele:
-rezistenta mecanica ridicata;
-permeabilitate redusa pentru gaze, vapori de apa, componente de aroma, benzina; -impermeabilitate la microorganisme;
-rezistenta la temperatura mai ridicata sau mai scazuta (aceasta in anumite limite);
-mirosul si gustul sa nu se transmita alimentelor;p
-sudare usoara si durabilitatea sudurii;
-stabilitatea componentelor;
-posibilitatea de a marca folia;
- folia sa fie ieftina.
Daca se examineaza toate aceste cerinte, se poate vedea usor ca nici un film nu poseda aceste posibilitati. Pentru a obtine un material de ambalaj care sa indeplineasca toate aceste conditii, este necesar sa se combine diferite folii din material plastic intre ele sau cu alte materiale cum ar fi de exemplu hartie sau foite metalice. Se obtin astfel pelicule mixte care in ceea ce priveste calitatea depasesc deseori cerintele necesare pentru protectie si ofera astfel o siguranta mare.
Obtinerea pastei de tomate cu ardei in numeroase cazuri, efectul dorit poate fi realizat cu ajutorul doar a doua pelicule. Pentru anumite domenii de utilizare, sunt insa necesare si materiale stratificate constituite din mai multe pelicule lipite una de alta cu ajutorul unor adezivi.
Eficacitatea dorita se realizeaza numai cand peliculele din materiale plastice sau alte foite corespunzatoare care urmeaza a se combina intre ele sunt lipite pe intreaga lor suprafata in asemenea conditii, incat sa se poata mentine o aderenta mare chiar si in prezenta unor factori daunatori cum ar fi: variatiile de temperatura, apa, umiditatea si unii solventi. Posibilitatea de a se introduce intre pelicule anumiti coloranti pentru imprimare mareste valoarea comerciala a foliilor imprimate si deci a ambalajului.
In asemenea conditii colorantii sunt protejati impotriva deteriorarii mecanice, iar pelicula transparenta aflata deasupra lor asigura un luciu puternic. Peliculele mixte pentru ambalaje moi, care pot satisface aproape toate cerintele, se pot fabrica astazi destul de usor.
Pentru multiplele posibilitati de combinare a unor ambalaje diferite, unele intreprinderi au
elaborat adezivi pentru stratificare, care au dat rezultate bune intr-un domeniu larg.
Liantii E.P. pentru stratificare care se pot utiliza pentru toate domeniile preiau sarcina de a
imbina cele mai diferite pelicule in conditii care asigura obtinerea unui produs stratificat cu
aderenta buna si cu rezistenta mare.
Adezivii pentru stratificare sunt constituiti din doi componenti care dupa procesul de impanzire asigura aderente foarte mari si nu mai sunt termoplastici.
Din aceasta cauza, adezivii mentionati sunt foarte rezistenti fata de actiunea caldurii apei, umiditatii si solventilor. Materialele stratificate, care se obtin cu ajutorul unor adezi sunt elastice. Pericolul de destratificare la o depozitare mai indelungata este exclus in mare masura chiar si cand conditiile sunt variabile. Straturile de adezivi sunt transparente si nu influenteaza in mod daunator peliculele transparente pentru ambalare.
Dupa evaporarea solventilor, adezivii sunt inodori astfel incat pot fi folosit pentru ambalajele destinate produselor alimentare. Din punct de vedere tehnologic caracteristicile speciale ale acestor adezivi sunt urmatoarele: -un consum de materiale foarte scazut;
-tratarea in conditii blande a particulelor termosensibile deoarece trebuie sa se evapore o cantitate mica de solvent la temperaturi relativ joase; -productivitate foarte mare, deoarece nu este necesara sudura la cald.
Cei doi componenti trebuie sa se amestece intre ei inaintea prelucrarii si pot fi folosip! imediat. Amestecul isi mentine proprietatile de prelucrare pe o perioada de timp de mai multe zile. Consistenta adecvata pentru prelucrarea adezivilor depinde de utilajele disponibile si poate fi reglata prin adaugarea de solventi cum ar fi acetona, metiletil-cetona si acetatul de etil.
Datorita naturii lor asemanatoare cu cea a lacurilor, adezivii E.P. pot fi aplicati cu ajutorul instalatiilor uzuale cu cilindri. Dupa aplicarea adezivului, solventul trebuie sa fie evaporat complet cu ajutorul aerului cald.
Temperaturile si cantitatea de aer care trebuie consumata depinde de tipul peliculei si de cantitatea de adeziv utilizata. Lipirea celor doua pelicule se poate realiza cu ajutorul unor instalatii cu cilindrii la cald sau la rece.
impanzirea adezivilor are loc la temperatura camerei dupa cea. 12 h, fiind posibil in general ca materialul sa fie prelucrat in continuare. impanzirea completa are loc dupa cateva zile. Materialul nu se fragilizeaza nici dupa trecerea unui timp mai indelungat.
Elaborarea si utilizarea adezivilor de stratificare E.P. a dus in numeroase cazuri la perfectionarea materialelor pentru ambalare. Cu ajutorul acestor materiale imbunatatite se pot fabrica ambalaje pentru produse alimentare conform celor mai severe conditii.
Indiferent daca ne referim la folia alcatuita numai din materiale plastice sau la cea obtinuta prin combinarea materialelor plastice cu hartie sau foaie metalica, tipul de material din folie utilizat in ambalarea conservelor (de legume de exemplu) este in cea mai mare parte dependent de procedeul tehnic care se utilizeaza. Pentru a avea o privire de ansamblu asupra tipurilor principale de folii utilizate pentru conservarea produselor legumicole, este necesar sa se examineze diferite metode de prelucrare si foliile utilizate in aceste cazuri. Se vor examina pasteurizarea, sterilizarea si racirea. Pasteurizarea
Pasteurizarea produselor legumicole se executa timp scurt la temperaturi mai mici de 100°C. Cerintele specifice pentru foliile din materiale plastice pentru acest procedeu sunt rezistenta termica la 90°C timp de 50 minute, fara pierderea stabilitatii si fara delaminare. De asemenea, dupa procesul de incalzire nu trebuie sa creasca permeabilitatea pentru gaze, vapori de apa si arome. In legatura cu un procedeu de acest tip, se ridica multe probleme microbiologice si igienice.
La temperaturi imediat inferioare temperatuii de 100°C, toate formele vegetative de microorganisme sunt distruse, in timp ce microorganismele sporulate supravietuiesc. Produsele care au fost numai pasteurizate trebuie sa fie astfel prelucratesidepozitate incat germinarea si dezvoltarea sporilor bacteriilor sa nu aiba loc.
Pasteurizarea produselor legumicole in pungi din material plastic este limitata la produsele cu pH scazut. Produsele cu pH mai ridicat, se pot desigur pasteuriza, dar in acest caz trebuie utilizate adaosuri chimice care impiedica dezvoltarea bacteriilor, racirea sau congelarea.
Exista foarte multe produse legumicole, care sunt acide si care pot fi luate in consideratie la utilizarea acestui procedeu, de exemplu varza acra, castraveti acrii. Aceste produse se pot depozita dupa pasteurizare aproximativ trei luni.
Durata de depozitare a produselor este in general dependenta de permeabilitatea foliilor la gaze, in special la 02, la lumina, vapori de apa, componenti de aroma.
Cand foliile sunt permeabile apar schimbari de culoare si de gust. Aceste schimbari apar mai ales atunci cand produsele sunt depozitate in folii permeabile pentru 02 si lumina. Folia combinata, utilizata pentru produsele legumicole este compusa din celuloza/clorura de polivilideu/saran si polietilena. Filmul de celuloza poate fi usor marcat si da foliei combinate o rezistenta mecanica mai buna.
De asemenea, serveste pentru reducerea permeabilitatii la apa cu conditia sa fie perfect uscat. Saranul se aplica sub forma unui lac pe suprafata filmului de celuloza.
El are, in principal functia de a da foliei combinate o impermeabilitate efectiva fata de oxigen. Stratul interior care vine in contact cu produsul este din polietilena si una din functiile sale este de a servi ca mediu de sudare.
Are de asemenea rezistenta mecanica buna si este foarte elastic. Combinatia acestor folii da un ambalaj transparent, usor sudabil, care rezista la temperatura de pasteurizare si formeaza o bariera eficace contra oxigenului si vaporilor de apa.
Obisnuit, procesul de pasteurizare se executa prin miscarea ambalajelor pline, intr-o baie de apa incalzita la o temperatura adecvata. Pungile sunt transportate prin baia de apa, in pozitie orizontala sau verticala.
In multe cazuri incalzirea are loc in autoclave obisnuite. In aceste cazuri, este necesar ca pungile sa fie asezate in suporturi potrivite cu cosurile autoclavului. Pungile trebuie asezate in suport numai intr-un singur strat.
Pentu masurarea temperaturii s-a elaborat un dispozitiv care se utilizeaza in primul rand pentru foliile din material plastic. Acest dispozitiv e construit dintr-o bara din teflon cu o placa orizontala din teflon. Prin aceasta bara trece o sarma de cupru-constantan, astfel asezata incat numai cativa milimetri ai sarmei ies in afara barei de teflon.
in acest mod este sigur ca pozitia contactului este in centrul foliei. Sarmele din cupru-constantan trec printr-o bucsa de acelasi tip utilizat la fierbatoarele sub presiune.
Curbele de temperatura se inscriu cu ajutorul unui indicator Stonywell sau alte instrumente asemanatoare. Dispozitivul este simplu si foarte eficace, putand fi utilizat pentru masurarea temperaturii in cutii, diferenta fiind ca contactorul termic iese din capatul barei de teflon.
Sterilizarea
Produsele neacide cu pH > 4,5 trebuie tratate la temperaturi de 115 - 125°C. Cea mai mare greutate initiala a fost obtinerea unei folii care sa reziste la temperaturi de 120 - 125°. Aceste greutati au fost in mare masura invinse. Pentru ambalaje sterilizate se utilizeaza de obicei folii poliesterice, polipropilenice si nailon. Aceste tipuri rezista bine la temperaturi ridicate, iar impermeabilitatea lor la gaze este mare.
De asemenea, depozitare indelungata a acestor folii, fara racire, conduce la schimbari chimice negative. Pentru a invinge aceste greutati se utilizeaza combinatii de aluminiu si folii din material plastic.
Folia din aluminiu reduce permeabilitate la gaze, dar foliile din aluminiu si material plastic trebuie sa aiba o anumita grosime. De regula trebuie utilizata o folie din aluminiu cu o grosime de 12p.
Dezavantajul principal al foliilor din aluminiu este ca se rup, mai ales la capetele si la colturile ambalajului. Acest dezavantaj impreuna cu asa numitele orificii 'ace de gamalie' sunt raspunzatoare pentru faptul ca pungile din material plastic, nu sunt pana in prezent capabile sa concureze cu cutiile metalice sau sticla, in cazul in care se ia in considerare siguranta pastrarii calitatii.
Procesul de sterilizare constituie un soc mare pentru punga, netinand seama de rezistenta termica a foliei. El influenteaza de asemenea, asupra bunei rezistente a sudurii.
Chiar in autoclave bine reglate, in care se utilizeaza contrapresiuni mari in timpul fazei de racire, pot aparea diferente de presiune intre continutul pungii si mediul de incalzire si racire, in general apa.
Daca nu este rezistenta la diferente de presiune, apar neetanseitati ale acesteia si poate aparea usor contaminarea cu apa de racire. Productia de produse ambalate in recipiente din material plastic si supuse sterilizarii, este noua si comporta riscuri mari. De aceea trebuie sa se efectueze un control riguros al productiei.
Este necesar sa se aiba in vedere unele masuri de control.
Cele mai importante cerinte care trebuiesc indeplinite de ambalajele din folii sunt rezistenta sudurii si rezistenta componentelor foliei. S-a elaborat recent o metoda pentru a determina rezistenta sudurii prin utilizarea unei presiuni exterioare.
intr-un 'aparat de testare a pungilor la presiune exterioara', o punga umpluta cu o anumita cantitate de apa este presata intre un piston din material plastic si un recipient din cauciuc umplut cu glicerina.
Punga de folie este umpluta cu o cantitate de apa, in ml, egala cu suprafata interioara in mm2. Un manometru masoara presiunea rezultata pe suprafata si arata o presiune maxima utilizata. Se cere ca punga sa reziste la o presiune minima de 1,8 kg/cm2. Acest test se utilizeaza cu succes de ctiva ani in industria alimentara norvegiana.
Un alt test de control este si testul vibrator. Pungile umplute cu apa se pun un anumit timp pe masa vibratoare si se masoara apoi rezistenta componentelor foliei.
Ultimul test de control este testul soc. Pe o punga umpluta cu o anumita cantitate de apa cade o placa usoara de material plastic de la o inaltime de un metru.
Dezvoltarea in domeniul foliilor are loc atat de rapid, incat este foarte greu sa se tina pasul cu toate noutatile. Cand o serie experimentala cu un tip de folie e terminat, poate sa se intample ca acest tip sa fie depasit de catre altul.
In ceea ce priveste o alta tehnica de ambalare nu atat de actuala, anume utilizarea recipientelor metalice s-a constatat ca exista anumite tendinte. Astfel tendinta cea mai importanta in ultimii ani a fost cresterea utilizarii de recipiente metalice cu deschidere usoara.
Capace cu deschidere simpla de dimensiuni, materiale si conceptii diverse, au fost puse la punct pentru cutiile de conserve. Se apreciaza ca in 1971 in Statele Unite ale Americii au fost utilizate pentru conserve circa doua miliarde de cutii ambutisate de aluminiu, cu corp de 64 mm diametru si deschidere usoara.
Principalele formate sunt 64 x 39 si 64 x 62 mm pentru pateuri le cu carne si 64 x 57 mm pentru pudding si conserve de fructe. Capacele pentru aceste cutii sunt tipul cu deschidere completa, inlocuind metodele anterioare cu deschidere in spirala.
Pentru formate mai mari si cu inaltimi superioare diametrului, cutia din tabla cositorita, alcatuita din trei elemente este mai interesanta din punctul de vedere al costului. Dar pentru corpuri din tabla cositorita nu pot fi folosite capace din aluminiu, cu deschidere usoara, din cauza dificultatilor datorate coroziunii bimetalice.
Acest lucru a indemnat fabricantii de ambalaje sa puna la punct capace din tabla cositorita apte unei astfel de deschideri. Aceste capace prezinta o dubla nervurare interna sau externa, iar pentru deschidere, paleta sau inele de otel sau aluminiu.
Detaliile de fabricatie difera de la un producator la altul. Pentru a preveni taieturile la mana provocate de marginile ascutite ale tablei, rupta din capac la deschiderea recipientul s-au adoptat, printre altele acoperiri speciale cu materiale plastice.
In ceea ce priveste materialele pentru corpuri, exista preocupari legate de imbogatirea caracteristicilor, de satisfacerea obligatiilor de ordin ecologic si de reducerea costului.
Capacele din tabla neagra sunt folosite in cantitate mica pentru cutiile de conserve. in general, ele sunt considerate satisfacatoare pentru cea mai mare parte a cutiilor cu corp din tabla cositorita, lacuita sau nu in interior si care in mod obisnuit sunt prevazute cu capace din aceeasi tabla de 0,25 mm grosime.
Aceste capace nu sunt recomandate pentru cutiile cu produse foarte corozive. Prin proprietatile sale, aluminiul este un excelent material pentru fabricarea de cutii de conserve. El se prelucreaza usor si in general este apt pentru alimente. Incovenientul principal este costul lui destul de ridicat. Corpuri de cutii comportand o anumita depresiune manometrica necesita grosimi cu 25 -30 % mai mari decat cele ale cutiilor similare din tabla cositorita.
Astfel actualmente aluminiul nu este un material acceptabil din punct de vedere economic, pentru cutiile de conserve cu exceptia formatelor mici.
Pentru confectionarea acestor ambalaje se intrebuinteaza tabla subtire de 0,4 - 0,2 mm grosime, coserata cu o folie de polietilena de 0,03 - 0,075 mm grosime. Materialele si procedeele folosite au diverse denumiri comerciale: ALUSEAL, ALUPAK, STERLACO etc. in industria conservelor de fructe si legume se foloseste mult ambalajul usor din aluminiu, cunoscut sub denumirea de STERLACON (recipient de aluminiu rezistent la sterilizare). Acesta este format prin ambutisare din banda de aluminiu termosudabil, acoperita cu lacuri pe baza de rasini sintetice sau film din materiale plastice rezistente la sterilizare, inchiderea realizandu-se cu acelasi tip de material prin presare la cald in masini speciale.Umplerea ambalajului cu produs se poate face la rece sau la cald, iar dupa aplicarea capacului, recipientul cu produs este supus sterilizarii cu contrapresiune de aer de la 2 la 2,5 daN/cm2 in functie de natura produsului si regimul de temperatura aplicat.
Ambalajele de tip STERLACON pot fi obtinute intr-o gama variata de forme (dreptunghiulare patrata, ovala sau rotunda) si prezinta avantajul de a putea fi usor deschise.
Procedeul de ambalare prezinta doua variante:
-umplerea cutiilor de aluminiu gata confectionate;
-umplerea cutiilor din folii de aluminiu in paralel cu confectionarea.
Protectia mediului inconjurator influenteaza din ce in ce mai mult alegerea de materiale pentru ambalaje. De exemplu o buna parte din studiile asupra acoperirilor interioare si exterioare pentru cutiile de conserve vizeaza reducerea de hidrocarburi in atmosfera.
Studiul acoperirilor pe baza de apa, in care hidrocarburile nu constituie mai mult de 20% din cantitatea de solvent, este intr-o faza inaintata. Depunerea electrochimica plecand de la dispersii in apa convine anumitor aplicatii.
Se experimenteaza de asemenea, acoperiri cu continut ridicat de substanta uscata, in care solventul nu participa decat cu cel mult 20 %. Cercetarile asupra materielelor plastice pentru
ambalaje rigide urmaresc in special imbunatatirea impermeabilitatii la gaze si rezistenta la caldura.
Rasinile pe baza de nitrili sunt experimentate pentru produsele conservate prin simpla umplere la cald, fara tratament termic ulterior. La ora actuala nu exista nici o rasina care sa satisfaca toate exigentele, dar cele mai bune insusiri ale diverselor materiale, pot fi combinate prin laminare sau coextrudere.
in afara de ambalajul (recipientul) propriu-zis in care se aseaza direct produsul, pentru o mai usoara manipulare se practica ambalarea in cutiile de expeditie, urmata de asezarea pe paleta, in ultimul timp se cauta sa se renunte la folosirea cutiilor de carton cu ambalaj, datorita pretului lor ridicat si se aplica o tehnica noua de ambalare care consta in folosirea peliculelor (filmelor) retractabile la paletizare.
Pelicula retractabila este constituita dintr-un material plastic (polietilena, polipropilena) cu grosime de 30-250 u, obtinuta prin extrudere sau calandrare si la care print-o prelucrare speciala, s-a obtinut o orientare a lantului de molecule dupa o anumita directie sau dupa doua directii. Ca urmare a acestei orientari, pelicula are dimensiuni nestabile pe directiile respective. La fabricatie ea este inghetata cu o anumita tensiune mecanica a lanturilor de molecule pe directia de orientare.
Prin incalzire tensiunea inceteaza si materialul se contracta (se retracteaza pe directia respectiva).
Retractarea se face practic supunand pelicula la temperaturi intre 100-250 °C dupa felul materialului, iar reducerea de dimensiuni poate ajunge astfel pana la 50 %.
invelind un obiect cu o astfel de pelicula si supunandu-1 incalzirii, ambalajul realizeaza o
rigiditate remarcabila. Peliculele retractabile au capatat in ultimii ani o larga raspandire realizand o adevarata revolutie in tehnica ambalarii.
Se obtin astfel o serie de avantaje:
-marirea rezistentei la manipularea produsului;
-protectia produsului impotriva intemperiilor;
-protectia impotriva prafului;
-pretul de cost scazut al ambalarii.
Datorita avantajelor aratate, pelicula retractabila este recomandabila pentru urmatoarele folosinte:
-la invelirea obiectelor unitare (cutii de carton sau lemn, sticle etc.) pentru a le mari gradul de protectie;
-pentru realizarea de ambalaje multiple (multipack);
-la realizarea de ambalaje colective;
-pentru paletizare.
Obiectele unitare invelite cu filme retractabile capata o protectie suplimentara. Cu ajutorul filmului retractabil se pot realiza ambalaje multiple (multipack) grupand de exemplu impreuna 2-3 sticle, 3-4 cutii etc, in vederea desfacerii lor la consumator.
Prin aceasta rigidizare se pot obtine ambalaje colective de transport care inlocuiesc navetele, cutiile de carton sau lazile de lemn. Asa e cazul sticlelor cu bauturi, lapte, ulei,a cutiilor sau borcanelor de conserve.
in acest scop se folosesc asa-zisele tune le de termocontractie asemanatoare celui din fig2. Prima incercare de a folosi pelicula retractabila la acoperirea si rigidizarea incarcaturilor de pe palete s-a facut in 1965 in Suedia de catre o fabrica de produse refractare. Ulterior procedeul s-a dezvoltat in Anglia, iar in ultimii ani a luat o mare dezvoltare in toate tarile industriale avansate si in special in S.U.A.
Aceasta solutie prezinta avantaje deosebite prin aceea ca se pot utiliza palete obisnuite in loc de palete de cutie, chiar si in cazurile cand sunt asezate (suprapuse) produsele care pot aluneca sau se pot rasturna.
Practica pare a fi aratat ca paletele acoperite cu pelicule retractabile pot fi chiar inclinate pana la un unghi de 45° fara ca invelisul sa se deterioreze. Deosebit de util este faptul ca paletele acoperite cu materiale retractabile sunt implicit protejate impotriva ploii, prafului si deci nu necesita o depozitare de scurta durata, acoperia sau depozit inchis.
Totodata marfurile raman perfect vizibile si deci usor identificabile. in fine, ambalarea paletelor in filme retractabile costa mai putin decat ambalarea in palete-lazi sau in lazi din lemn sau carton.
Tehnologia de invelire si retractare.
Ambalarea unei palete in material retractabil se opereaza in doua faze:
-invelirea in pelicula;
-tratarea termica pentru retractare.
La randul ei invelirea se poate executa in doua variante:
-cu husa prefabricata;
-cu infasurare directa.
in primul caz, husa se poate procura din afara intreprinderii, de la firme specializate, sau se poate confectiona chiar in intreprindere cu o masina speciala (varianta 2).
Pentru realizarea husei se foloseste de obicei o pelicula in forma de tub plat, desfasurata dintr-o rola. Materialul este taiat la lungimea necesara si se sudeaza formand un sac (husa).Aceasta se aseaza manual peste paleta incarcata.
In general dimensiunile husei trebuie sa depaseasca cu 15-20 % dimensiunile paletei incarcate pentru a se putea usor introduce peste incarcatura de pe paleta.
Tratarea termica pentru retractare se opereaza in cuptoare cu insuflare de aer cald sau cu radiatii infrarosii asemanatoare cuptoarelor folosite in industria de panificatie.
Temperatura cuptoarelor trebuie sa fie reglabila pana la 250C iar durata de stationare in cuptor este de 20-50secunde, in functie de grosimea peliculei. Capacitatea cuptoarelor care se construiesc actualmente variaza intre 5-120 palete/h.
Literatura citeaza cuptoare de tip tunel sau cutie. In primul caz, incarcarea cuptorului se face la un capat iar descarcarea pe la celalalt; paleta este adusa de un transportator care se continua in cuptor si mai departe la iesirea din cuptor. Deplasarea se poate face si automat. La cuptorul tip cutie introducerea si scoaterea paletei se face prin aceeasi parte Manevrarea paletei are loc de obicei manual cu ajutorul unei transpalete.
Filmul supus tratamentului termic se contracta, se prinde de marginea paletei. Paleta si incarcarea formeaza astfel un tot rigid.
Cuptoarele pot fi alimentate cu combustibil lichid, gazos, sau energie electrica. Consumul respectiv de energie calorica e destul de redus. Pentru un numar de cea. 6 palete/h se citeaza cifrele de: 6 kg/h propan, 5 m3/h metan, 10 kg/h motorina sau 60 kw/h energie electrica. Cuptoarele sunt scumpe si voluminoase.
De aceea s-a cautat inlocuirea lor cu dispozitive mai simple. Un astfel de dispozitiv fabricat de firma suedeza 'Gelo Maschiner' se compune dintr-un esafodaj metalic care inconjoara paleta incarcata.
Pe esafodaj se plimba in sus si in jos un cadru cu rezistente electrice cu ajutorul carora se provoaca retractarea treptata a filmului. in S.U.A. au aparut insa masini complexe care efectueaza pe o singura masina atat invelirea cu pelicula cat si retractarea. Tratarea termica in vederea retractarii nu constituie o piedica pentru folosirea in industria alimentara a acestui procedeu, deoarece dupa informatiile din literatura, durata scurta a procesului nu provoaca o marire a temperaturiii produsului cu mai mult de 5°C.
Dupa cum se vede industria conservelor cat si industria de ambalaje au de luptat actualmente pe mai multe planuri pentru a rezolva probleme legate atat de preferintele consumatorilor cat si de ordin social: usurinta in utilizarea ambalajelor, protectia mediului si contributia la sanatatea publica.
3.2. DESCRIEREA AMBALAJULUI FOLOSIT
Pentru ambalarea pastei de tomate cu ardei se vor folosi tuburile de aluminiu. Acestea si-au gasit o larga raspandire in domeniul industriei alimentare datorita avantajelor pe care le prezinta. Tuburile de aluminiu sunt folosite insa la ambalarea produselor pastoase in portii mici, de 50-250cm3, iar in interior sunt cositorite si lacuite, la exterior fiind litografiate. Ele sunt usoare si permit imprimarea etichetei direct, folosind culori diferite si atragatoare. Ambalarea pastei de tomate cu ardei in tuburi de aluminiu permite avantaje importante pentru consumatori prin usurinta de folosire si prin faptul ca se prezinta sub forma de capacitati reduse.
4. PROCESUL TEHNOLOGIC
RECEPTIA MATERIEI PRIME
Receptia materiei prime care intra in fabrica se face pe loturi verificand cantitatea si calitatea ei. Prin lot se intelege unitatea de transport (vagon, autocamion, etc.) indiferent de cantitatea transportata.
Receptia calitativa consta in a stabili daca materia prima corespunde STAS-ului in vigoare si
daca aceasta indeplineste conditiile necesare realizarii unui produs finit de calitate.
Receptia cantitativa consta in cantarirea materiei prime si verificarea actelor care insotesc
transportul.
DEPOZITAREA SI
TRANSPORTUL MATERIEI PRIME LA LINIA DE FABRICATIE
Transportul materiei
prime la locul de stocare, la linia de fabricatie se poate realiza pe
benzi sau hidraulic.
Transportul pe banda se compune dintr-o banda de cauciuc cu inseratii metalice ghidata de doi tamburi, tamburul de actionare antrenat de un electromotor si tamburul de intindere.
Dispozitivul de intindere poate fi format dintr-un carucior tractionat de o contragreutate care provoaca intinderea permanenta a benzii si creaza frecarea necesara ca aceasta sa fie antrenata de catre tamburul de antrenare, fie din dispozitive manevrate din timp in timp, lagarele tamburului putandu-se deplasa in lungul unor glisiere prin manevrarea unor suruburi. Transporturile cu banda, cu toate avantajele pe care le prezinta: realizeaza o manipulare in flux continuu, constructie simpla, rezistenta, usor de intretinut, debite mari de manipulare deoarece au o flexibilitate redusa, sunt in prezent inlocuite cu transportorul hidraulic. Acest sistem, in afara de functia de transport, realizeaza si operatia de inmuiere si spalare a fructelor ceea ce reduce numarul de microorganisme de pe suprafata acestora.
Transportul hidraulic este format dintr-un sistem de canale cu panta mica, prin care curge apa.Tomatele sau ardeii sunt antrenate de curentul de apa in directia dorita.
Sistemul de canale poate fi de tip ingropat si de suprafata. in cazul canalelor ingropate ele sunt confectionate sub forma de canal betonat in podeaua rampei de materii prime, in tara noastra se folosesc canale de tabla, amplasate la suprafata. Ele sunt formate dintr-un schelet metalic, construit din fier cornier, sprijinit pe picioare, un jgheab de 300mm latime si 355mm inaltime si o conducta principala pentru apa din care se ramifica conductele secundare, in timpul transportului in apa se pot pierde substante solubile pretioase, care se dizolva in apa.Dintre acestea fac parte zaharurile, acizii organici, sarurile lor, vitaminele solubile in apa.
in conditiile in care se foloseste o materie prima corespunzatoare, pierderile nu depasesc 0,5%, dar in cazul in care materia prima prezinta vatamari mecanice sau crapaturLpierderile cresc mult.
4.3. SPALAREA MATERIEI PRIME
Adesea materia prima soseste la fabrica acoperita de pamant si de praf, din care cauza trebuie supusa unor spalari repetate si energice, prin cufundarea in cuve de inmuiere si apoi prin stropire cu apa sub presiune.
Calitatea spalarii depinde de gradul de murdarie initiala a materiei prime, de frecventa de schimbare a apei, de tipul masinii de spalat si de presiunea apei la dusurile finale. Prin spalare se indeparteaza murdaria mecanica (nisip, pamant, etc.) si majoritatea microorganismelor care se gasesc pe suprafata fructelor.
La alegerea tipului de masina pentru spalarea tomatelor trebuie avut in vedere obtinerea unei spalari bune si evitarea vatamarii fructelor, fapt care duce la pierderi insemnate de substanta uscata.
Toate liniile moderne pentru fabricarea pastei de tomate (Manzini, Lang, Rossi Catell -Jedinstvo) sunt prevazute cu doua cuve de spalare. in prima cuva se realizeaza inmuierea (prespalarea) procesul fiind facilitat de barbotarea continua de aer cu ajutorul unui compresor sau ventilator, ceea ce permite indepartarea pamantului si nisipului aderent la suprafata. Tomatele sunt trecute apoi in cuva masinii de spalat propriu-zise unde se continua spalarea cu barbotare de aer, dupa care sunt trecute sub dusuri cu apa la presiunea de 7-8 atmosfere, asigurand spalarea in contracurent.
Fig. 6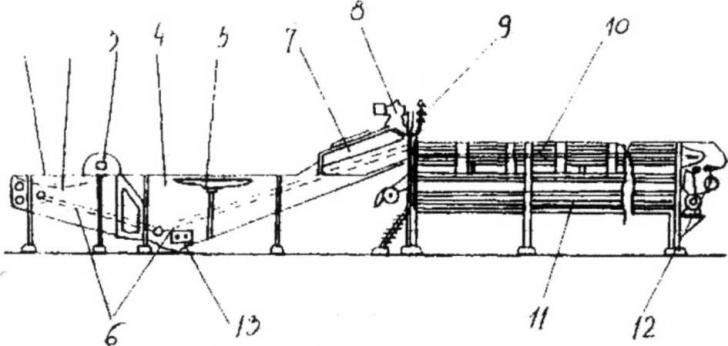
Masina de spalat cu
doua cuve de spalare tip Manzini (fig. 6) este constituita din
cuva de prespalare 1, cuva de spalare 4, dispozitivul de transport
si suflanta 8.
Baia de prespalare (1) este impartita in doua sectiuni de catre o placa perforanta (2) cu orificii de 20 mm, care lasa impuritatile sa cada la partea inferioara si retine produsul in partea superioara, in aceasta portiune a masinii are loc inmuierea-prespalarea, in care se elimina cea. 70% din totalul particulelor aderente. Prin intermediul unui tambur de transvarsare (3), construit din doua discuri unite transversal prin sase placi perforate, usor concave, produsul este preluat din cuva de prespalare si trecut in cuva de spalare (4).
Cuva de spalare are montat in interior un dispozitiv de transport sub forma unui lant fara sfarsit confectionat din placute pe care sunt ansamblate role de aluminiu.
Tomatele sau ardeii se rotesc impreuna cu rolele de aluminiu in timpul deplasarii in masina, marindu-se astfel eficacitatea spalarii.
in partea superioara a cuvei de spalare, in zona de evacuare a produsului, are loc o a treia spalare prin spritarea cu apa de la un grup de dusuri (7). Alimentarea cu apa se face prin racordul (9). Banda de transport se prelungeste cu o portiune mai mare, orizontala (10), pe care se realizeaza sortarea. Si in aceasta portiune, rolele de aluminiu care se rotesc liber contribuie la realizarea unei sortari mai bune, deoarece produsul se roteste prezentand ochiului observatorului toate fetele.
Deseurile sunt colectate pe banda transportoare (11). La capatul benzii de sortare e montat zdrobitorul (12).
4.4. SORTAREA MATERIEI PRIME
Operatia de sortare, la liniile moderne, se realizeaza cu ajutorul benzii cu role, care se continua de la masina de spalat, eliminandu-se fructele mucegaite, lovite, atacate de boli sau daunatori. Daca numai portiuni de fructe sunt vatamate, cu pete verzi, noduri, etc. se elimina manual, cu cutitul. De eficienta operatiei de sortare depinde in cea mai mare masura indicele Howard. in general, in lunile iulie-august in fabrica intra o materie prima corespunzatoare care asigura un indice Howard normal.
La sfarsitul campaniei, materia prima este recoltata la postmaturitate si in multe cazuri este deteriorata si infectata. Banda de sortare este constituita din role care se rotesc in jurul axei, rostogolind continuu fructele pe care le transporta si le expune unui control total. De o parte si de alta a benzii transportoare sunt amplasate platforme metalice, pe care sta personalul ce sorteaza materia prima. Fructele care sunt necorespunzatoare sunt alese de pe banda cu role si puse pe benzi transportoare care le elimina.
Viteza benzii nu trebuie sa depaseasca 0,15m/sec. Linia trebuie incarcata uniform cu materie prima, pentru ca fructele sa se rostogoleasca pe banda intr-un singur strat, asigurand controlul tuturor fructelor.
Pentru clatirea finala se monteaza la capatul benzii de sortare o baterie de dusuri, insa la o distanta de minimum lm de capatul de descarcare, pentru ca apa sa se poata scurge de pe fructe.
4.5.1 ZDROBIREA TOMATELOR
Operatia de zdrobire are rolul de a usura procesele ulterioare de incalzire si strecurare si se
realizeaza in masini de diferite tipuri constructive.
Zdrobitorul cu dinti (fig. 7) este construit dintr-un stator si rotor.
Rotorul (2) are o serie de dinti, iar pe stator este montat un dispozitiv special tip pieptene (3). in timpul miscarii de rotatie dintii rotorului trec prin spatiile libere ale dispozitivului tip pieptene, prin aceasta avand loc zdrobirea tomatelor.
Statorul are doua deschideri: la partea superioara (deschiderea 1) pentru alimentare si la partea inferioara (deschiderea 5) pentru evacuarea produsului zdrobit.
Rotorul este fixat
de un arbore (4), actionat prin intermediul rotii de cureaua (6). Un
dispozitiv de siguranta cu frictiune 7 permite evitarea
deteriorarii dintilor in cazul
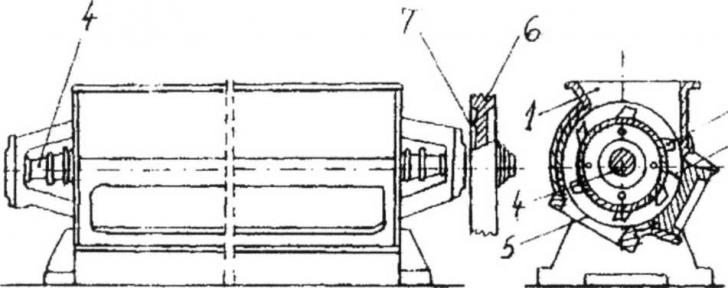
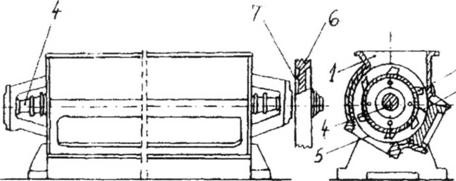
Fig. 7
introducerii in zdrobitor a unor corpuri straine tari (cuie, bucati de lemn, etc).
Zdrobitorul cu valturi (fig. 8) este constituit din doi arbori orizontali 1 si 2 care se rotesc in sens invers si cu viteza diferita.
Fig.
8
Pe arbori sunt montati dintii (3) in asa fel incat la rotire dintii de pe un arbore sa vina in intampinarea celor de pe celalalt tambur. Sub arbori este montat un grilaj metalic orizontal prin deschizaturile caruia trec liber dintii.
Datorita sensurilor de rotatie opuse si a turatiilor diferite a celor doi arbori, se realizeaza o actiune combinata de taiere si zdrobire. Arborele 1 este actionat de un electromotor prin intermediul saibei (5),iar arborele (2) cu o turatie mai mica este antrenat prin rotile cilindrice (4).
4.6.1 SEPARAREA SEMINTELOR
La liniile tehnologice moderne se constata doua tendinte:
-separarea semintelor inainte de operatia de preincaizire (cazul liniilor 'Manzini' si 'Jedinstvo'); -renuntarea la separarea semintelor de pulpa zdrobita, ele eliminandu-se odata cu pielitele in timpul operatiei de strecurare (liniile 'Rossi Catelli' si 'Lang').
Prin separarea semintelor inainte de preincaizire se mentine posibilitatea de a realiza pasta cu o culoare corespunzatoare, fara nuante de brun, deoarece se evita trecerea substantelor tanante in suc si se asigura o valorificare mai buna a semintelor.
Pentru separarea semintelor se foloseste o instalatie formata dintr-un zdrobitor de pulpa, un separator de pulpa si un separator pentru seminte, impropriu numit si 'centrifuga de seminte' (figura9).
Separatorul de pulpa este format dintr-o sita conica cu diametrul orificiilor de 12 mm construita din otel inoxidabil, inchisa intr-o carcasa metalica. In interior se gaseste un ax cu palete de bronz. Zdrobitorul de pulpa e construit pe principiul pasatricei.
Separatorul de seminte este format dintr-o sita cilindrica prevazuta cu un ax cu paleta cu o miscare de rotatie de 800-1 OOOrotatii/minut. Masa zdrobita patrunde in separatorul de pulpa unde are loc separarea pulpei de suc.
Pulpa este trimisa in zdrobitor, unde se produce o maruntire mai fina iar sucul si semintele sunt trecute in separatorul de seminte.
Datorita turatiei mari a paletelor agitatorului sucul cu seminte este proiectat pe peretii interiori ai sitei. Sucul trece prin orificii si se amesteca cu pulpa zdrobita, trecand la preincaizire, iar semintele sunt eliminate din fabricatie, putand fi dirijate cu ajutorul unor benzi transportoare intr-o sectie a fabricii in care se pot prelucra in continuare dupa anumite procedee in vederea valorificarii lor superioare, fara un consum mare de energie insa, pentru a asigura eficienta procedeului.
Fig.9
4.7.1. PREINCALZIREA PULPEI DE
TOMATE
Operatia de preincalzire a pulpei de tomate se realizeaza din urmatoarele considerente:
-trecerea protopectinei in pectina, in vederea imbunatatirii consistentei produsului finit;
-inactivarea enzimelor in special a pectozelor;
-inactivarea microllorei;
-marirea randamentului de strecurare;
-solubilizarea pigmentilor licopinici.
Tomatele contin o cantitate insemnata de protopectina care realizeaza aderenta pulpei la pielita, producand pierderi la strecurare.
Protopectina, prin incalzire trece in pectina, ceea ce contribuie la reducerea aderentei pielitei de pulpa si obtinerea unei paste cu consistenta uniforma.
in cazul unei cantitati insuficiente de pectina apare defectul de stratificare care consta in separarea pastei in doua parti: pulpa si suc ceea ce strica aspectul produsului si in acelasi timp se creaza si posibilitatea ca in suc sa se dezvolte microorganismele.
S-a constatat ca daca masa zdrobita este lasata neincalzita timp de 10 minute se pierd 70% din continutul de pectina datorita pectozelor. incalzirea la 82 °C timp de 15 secunde inactiveaza complet pectinesteraza, pe cand pentru poligalacturonaza este necesara incalzirea la 105°C, acelasi interval de timp.
incalzirea la 93°C, timp de 15-87secunde, mentine o activitate reziduala a poligalacturonazei de 3-4%; in mod obisnuit preincalzirea se face la 90°C, asigurandu-se o buna eficacitate. Trebuie avut in vedere ca incalzirea pulpei are si influenta negativa asupra calitatii deoarece exista tendinta de inchidere la culoare a sucului datorita proceselor de imbrumare. Partile verzi trec intr-o culoare bruna-cenusie, care degradeaza culoarea normala, procesul fiind cu atat mai intens cu cat temperatura este mai ridicata. Concomitent se intensifica toate reactiile de imbrunare neenzimatica: melanoidizarea, oxidarea polifenolilor etc.
Ca urmare densitatea culorii sucului creste foarte mult, iar indicele de puritate al culorii (%) scade; creste mult vascozitatea sucului si ca urmare exista pericolul depunerii pe suprafata de incalzire, a unei cruste care are ca rezultat reducerea productivitatii instalatiilor de concentrare si influenta negativa asupra produsului finit.
Pentru preincalzirea tomatelor zdrobite se folosesc doua tipuri de preincazitoare: preincalzitoare tubulare si preincalzitoare cu serpentina rotativa.
Un schimbator de caldura tubular este construit dintr-o serie de tevi fixate la capete cu doua placi tubulare si incarcasate intr-o manta de care sunt sudate cele doua placi tubulare. Un astfel de preincalzitor tubular este schitat in figura 10.
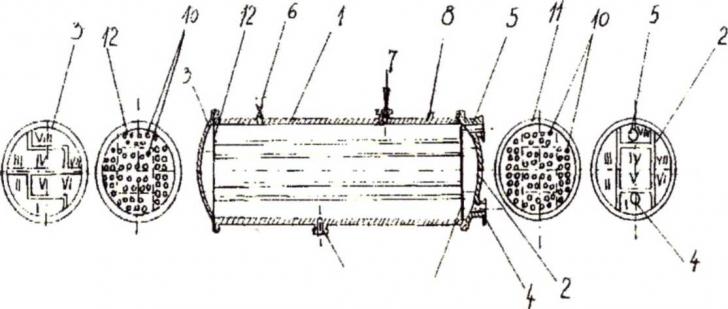
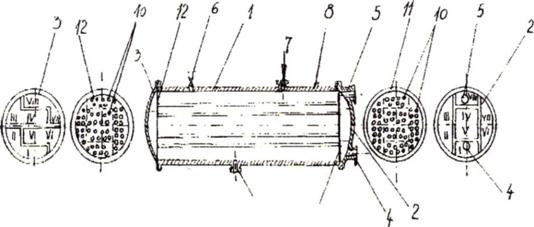
Fig. 10: 1 - manta; 2,3 - capac; 4 - racord admisie produs; 5 - racord evacuare produs; 6 -racord aerisire; 7 - racord alimentare agent termic; 8 - stut manometru; 9 - racord evacuare condens; 10 - tevi schimbatoare de caldura; 11,12 - placi tubulare.
La cele doua capete se afla capace, formand cate o camera de colectare. Produsul circula prin tevi si prin cele doua camere colectoare, iar agentul termic prin spatiul intre tevi, manta si placile tubulare.In cele doua camere colectoare intre placile tubulare si capace se afla o serie de pereti etansi care realizeaza mai multe treceri ale schimbatorului. Prin aceasta viteza produsului din
tevi creste, marindu-se astfel coeficientul de schimb termic. Deoarece numarul trecerilor este par, racordurile de admisie si de evacuare sunt fixate pe acelasi capac.
Preincazitorul cu serpentina (fig. 11) este compus din camera pentru produs (7), in interiorul
careia se gaseste arborele (9) gol in interior, solidarizat cu spirala (10) prin cele doua extremitati ale ei, mantaua de incalzire (8), sistemul de antrenare al arborelui (5), aparatura de masura si control, regulatorul automat de temperatura, manometrele si termometrele.
Prin rotirea arborelui si a spiralei, in produs se realizeaza o turbulenta putenica ce asigura
uniformizarea temperaturii si marirea coeficientului de transfer de caldura.
Transferul de caldura are loc concomitent pe trei cai:
suprafata spiralei (10) si suprafata laterala a arborelui (9) in miscare de rotatie;
suprafata laterala a camerei de produs (7), statica.
Prin aceasta masa zdrobita este adusa aproape instantaneu la temperatura de 90°C si mentinuta la aceasta temperatura 3-6 minute. Mantaua de incalzire (8) e impartita in doua compartimente. Aburul saturat se introduce concomitent in arborele central si in spirala. Evacuarea condensului se realizeaza numai din manta prin oala de condens, deoarece condensul dintre arborele central si spirala este dirijat printr-o conducta laterala in manta. Produsul intrat in preincalzitor, avanseaza datorita miscarii de rotatie a serpentinei si este evacuat prin conducta (12). Un regulator automat de temperatura comanda ventilul de abur asigurand incalzirea constanta a produsului la temperatura necesara.
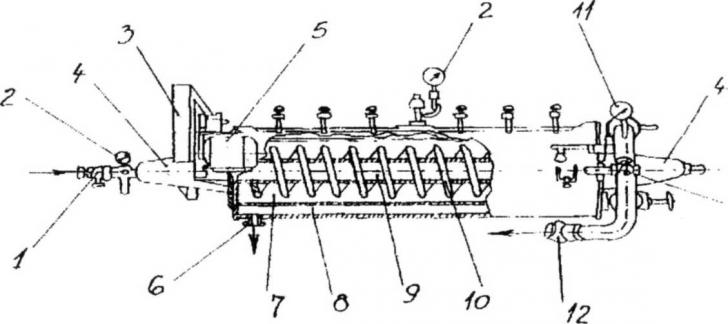
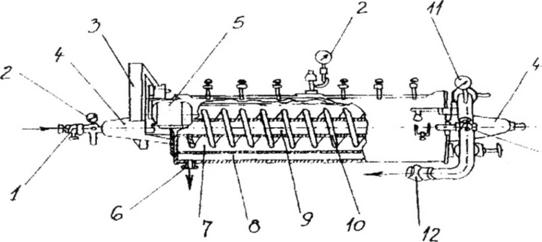
Fig. 11
1 - ventil; 2 - manometru; 3 - cadru; 4 - capat arbore; 5 - electromotor; 6 - racord evacuare condens; 7 - camera produs; 8 - manta; 9 - arbore gol in interior; 10 - serpentina; 11-termometru; 12 - evacuare produs
4.8.1. STRECURAREA PULPEI DE TOMATE
Operatia de strecurare are la scop obtinerea masei maruntite omogene de rosii, separata de pielite si seminte. Functionarea unor pasatrici se bazeaza pe miscarea periferica a produsului in interiorul cilindrului perforat, miscare obtinuta datorita rotatiei unor palete fixe. Sub actiunea fortei centrifuge sucul si pulpa trec prin orificiile sitei in timp ce pielitele si semintele sunt evacuate de paletele inclinate in afara cilindrului.
Pasatricea este formata dintr-o sita tronconica, fixata rigid si inchisa intr-o manta din tabla, prevazuta cu o gura de evacuare in partea inferioara, prin care se evacueaza sucul brut de tomate. Cojile si semintele se elimina prin palnia 10. in interiorul sitei patrunde arborele 4 pe care sunt fixate patru sau sase palete 6. O astfel de pasatrice este reprezentata schematic in figura 12.
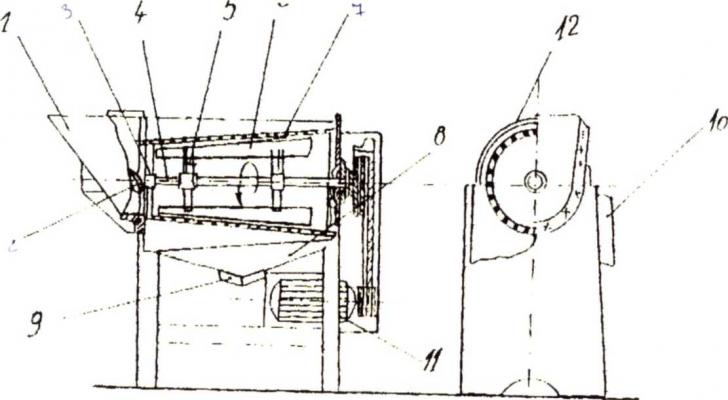
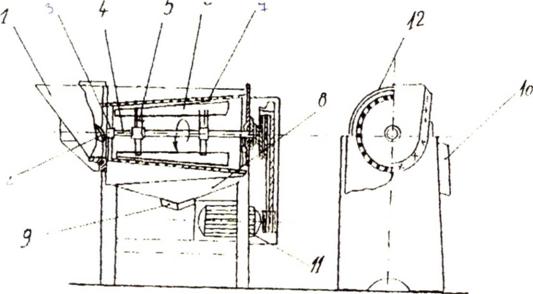
Fig 12
1-Palnie alimentare; 2-melc dozator; 3-suport; 4-ax; 5-suport paleta;6-paleta;7- sita; 8 -jgheab colector; 9,10-gura de evacuare; 11 - electromotor; 12 - manta de tabla La unul din capete este montata palnia de alimentare (1), prevazuta cu melcul dozator (2) care asigura alimentarea uniforma a masinii, evitandu-se astfel inecarea pasatricei cu ruperea sitei, a paletelor sau arderea electromotorului.
Reglarea pasatricei consta in stabilirea pozitiei paletelor fata de suporti si ax. in cazul in care se lucreaza cu paleta metalica, fara garnitura de cauciuc, jocul intre site si paleta metalica este cuprins intre 3-6 mm.
Calitatea functionarii masinii de strecurat depinde de marimea unghiului de avans, de numarul de rotatii al paletelor si de spatiul dintre paleta si sita.
Odata cu cresterea unghiului de avans, se reduce timpul de ramanere a masei in masina de strecurat. Odata cu cresterea vitezei de rotire a paletelor, creste si forta centrifuga care actioneaza asupra masei.
Cu cat spatiul dintre paleta si sita este mai mic, cu atat paletele actioneaza mai eficace asupra masei. Deseurile rezultate la strecurare reprezinta 3,5-4 %.
Functionarea instalatiei de strecurare este apreciata dupa aspectul pielitelor care se elimina.
in cazul unei bune functionari, ele trebuie sa fie uscate la pipait, ceea ce inseamna ca pierderile de substanta uscata sunt minime.
La instalatiile de mare capacitate strecurarea se face in trei trepte:
-strecurare;
-rafinare;
-ultrarafinare.
Scopul rafinarii este de a avea siguranta ca in compozitia sucului nu au patruns parti din pielite, seminte sau tesuturi celulare, realizandu-se o maruntire cat mai fina, diametrul orificiilor fiind 0,8mm.
Ultrarafinarea are ca scop obtinerea unui produs omogen cu pulpa fin maruntita, evitandu-se in felul acesta formarea rapida a crustei pe suprafata de incalzire (diametrul orificiilor 0,5mm).
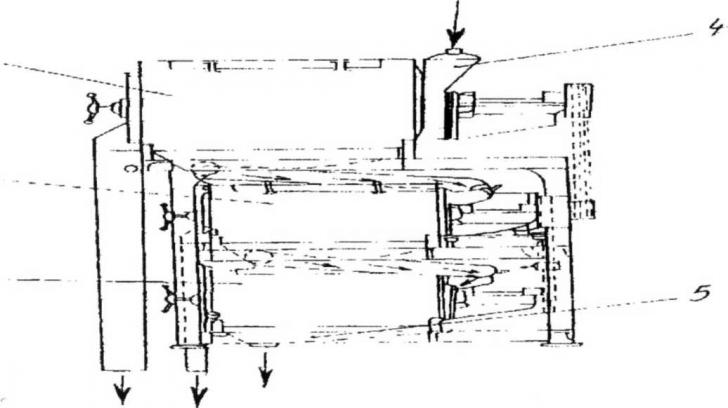
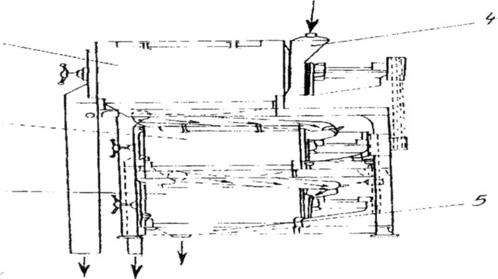
Fig. 13 Grup de strecurare 1 - pasatrice; 2 - rafinatrice O = 0,7 mm; 3 - super-rafinatrice (D = 0,4 mm); 4- palnie
alimentare; 5 - evacuare suc brut
O instalatie moderna de obtinere a sucului brut, este prezentata in figura 13 si poarta numele de Grup de strecurare.
Tomatele zdrobite si preincalzite intra in pasatricea (1), unde are loc separarea sucului de pielite, seminte, particule fibroase, cu ajutorul fortei centrifuge imprimate produsului de catre paletele rotative.
Sucul trece in exteriorul sitei conice a pasatricei cu O = l,l-l,2mm, se colecteaza in palnia inferioara si intra in rafinatricea (2) cu <D = 0,7-0,8mm, unde este supus la o prima rafinare si la eliminarea semintelor eventual sparte.
Sucul rafinat trece in final in super-rafinatricea (3) care efectueaza eliminarea tuturor deseurilor, orificiile fiind de 0,4-0,5mm. Capacitatea de strecurare depinde in mare masura de temperatura la care se face operatia. in cazul liniei 'Lang' s-a stabilit corelatia:
|
Temperatura |
Randament |
Deseuri |
|
40°C |
3,9 t/h | |
|
60° C |
5,7 t/h | |
|
90°C |
10,9 t/h |
Deoarece prin ridicarea temperaturii peste 50-60°C, se intensifica mult procesele de imbrunare, iar solubilitatea licopinei este totala la 60°C, se considera ca nu este usor sa se depaseasca aceasta temperatura de strecurare.
Se poate aminti aici faptul ca in 1970 la fabrica de conserve 'Kropotkino' din U.R.S.S. operatia de pasare din procesul tehnologic de obtinere a sucului concentrat de tomate, a fost inlocuita cu operatia de extractie a sucului din bucatile de tomate zdrobite cu ajutorul centrifugelor filtrante. Se obtine astfel o masa de tomate cu gradul de dispersie fina, capabila sa cedeze rapid umiditatea la evaporare si sa capete concentratie mare in substanta uscata.
in acest scop masa de tomate zdrobita si incalzita se alimenteaza cu melcul in centrifuga NVS -350. Produsul ramane in centrifuga numai 0,75sec.
in acest timp se extrage si se filtreaza sucul, se marunteste pulpa care se evacueaza continuu din centrifuga.
Sucul se dirijeaza in colector, iar pulpa pentru prelucrare definitiva. Cantitatea de pulpa
impreuna cu semintele si pielita variaza in limitele 20-30 % si depinde de mai multi factori:
-calitatea materiei prime;
-gradul de maturizare;
-uniformitatea de alimentare a centrifugelor;
-jocul intre sita rotorului si melc etc.
Pulpa din centrifuga prin curgerea libera intra in melcul de oparit, unde se incalzeste suplimentar pana la 90°C si se dirijeaza la grupul de pasat, unde se separa semintele si pielita, iar apoi in omogenizatorul OGB - 5 unde se macina fin pana la consistenta untoasa. Acest produs se foloseste ca adaos la fabricarea 'Sucului de tomate' si a 'Pastei de tomate'. 4.9.1. CONCENTRAREA SUCULUI BRUT
in urma operatiilor de pasare, rafinare si ultrarafinare se obtine sucul brut de tomate. Acesta este supus in continuare operatiei de concentrare.
Caracteristic pentru sucul brut de tomate este faptul ca are un continut ridicat de pulpa in suspensie care mareste mult vascozitatea si ridica probleme la concentrare, datorita tendintei de a adera la suprafata de incalzire, formand cruste care se ard.
Ca urmare se inrautateste rapid transferul de caldura si se degradeaza calitatea produsului finit. Datorita acestui fapt nu se poate inainta mult procesul de concentrare, pasta de tomate triplu concentrata obtinandu-se destul de dificil.
O alta cauza a acestui efect nedorit o constituie repartizarea neuniforma a produsului pe suprafata de incalzire.
Se produc astfel pe alocuri supraincalziri si prajiri ale sucului, de unde rezulta o incalzire neuniforma si ca urmare deprecierea calitatii produselor.
La evaporatoarele moderne sucurile se repartizeaza de obicei uniform in straturi subtiri pe suprafata de incalzire.
in una din noile experimentari ale centrului de cercetari 'USDA' din Alban (California) acest principiu a fost inversat. La evaporatorul 'Wurling' o spirala se misca in masa sucului, (fig. 14). Acest sistem nu permite insa timpi de stationare redusi, care erau foarte apreciati in sistemele cunoscute pana acum. Acest aparat se preteaza in special pentru concentrarea pastei de tomate si a pulpelor cu continut ridicat de substanta uscata.
Evaporatorul tubular 'Expanding' este o noua constructie al aceluiasi centru de cercetari,(fig.l5). Cu el se obtin sucurile cu grad de concentrare ridicat. Umezirea uniforma a suprafetelor de incalzire este asigurata prin aceea ca se evita viteze prea mari de abur.
Aceasta se realizeaza din punct de vedere tehnic, datorita faptului ca numarul tevilor de la inceputul evaporarii si pana la terminarea ei creste de la 50 la 150.
La evaporatoarele pentru sucuri se urmareste realizarea unui timp de evaporare cat mai scurt, pentru a reduce Ia minim degradarile de aroma, culoare si structura.
De obicei aceasta implica utilizarea unor temperaturi de prelucrare mai ridicate, dar dupa cum s-a mai spus aceasta are o influenta nedorita asupra calitatii produsului datorita arderii sau prajini. S-a proiectat un evaporator care sa evapore 75 % sau chiar mai mult din apa din produsa in mai putin de o secunda la o temperatura a produsului care sa nu depaseasca niciodata 10°F. (1°C= 11°F).
Pentru a realiza aceasta, urmatoarele caracteristici par a fi avantajoase:
-folosirea evaporarii prin pulverizare, pentru a elimina suprafata de schimb de caldura cu temperatura ridicata si pe care se pot forma cruste si pentru a oferi o suprafata de contact cat mai mare cu agentul de incalzire;
-se controleaza temperatura de pulverizare pana la 100°F efectuand pulverizarea intr-un vid de 28,5kg;
-se foloseste ca sursa de caldura, abur supraincalzit la temperatura de 500°F. Folosirea aburului supraincalzit
Aburul supraincalzit prezinta doua avantaje dinsticte fata de aerul, ca sursa de caldura pentru evaporarea prin contact direct. In primul rand acesta nu este oxidant si de aceea dauneaza mai putin aromei si culorii, iar in al doilea rand viteza de schimb de caldura la picatura de apa este de 2 ori mai mare la aburul supraincalzit decat la aer.
Figura 16 prezinta Evaporatorul de laborator in care au fost concentrate printre altele si suc de tomate.
Evaporarea a cea. 50% din apa produsului a fost obtinuta prin folosirea aburului supraincalzit la 700°C cu un debit de alimentare la 51b/h, plus un flux de reciclare de 21b/h. Recircularea prezinta avantajul: - exista o tendinta mai redusa ca picaturile mai mici sa se evapore complet, avand posibilitatea sa se prinda pe peretii camerei mai inainte ca picaturile mai mari sa fi ajuns la concentratie optima. Durata de ramanere a unei picaturi in camera este de aproximativ 0,2 secunde. impreuna cu recircularea, timpul total de sedere materialului in evaporator e nominal de o secunda.
Ajutorul de pulverizare folosit are un diametru median de circa 200p. Prin definitie diametrul median de suprafata (DMS) descrie dimensiunea picaturii in functie de suprafata totala de pulverizare (Fig. 16a).
Fig. 16 a) Schema evaporatorului de
evaporatorului de laborator
![]()
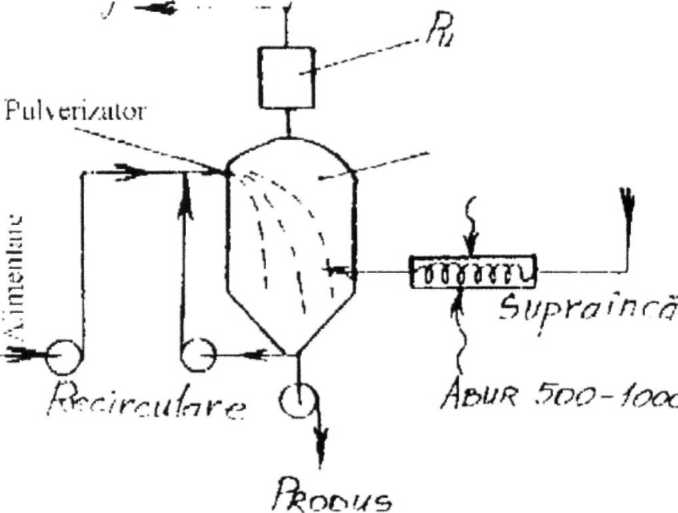
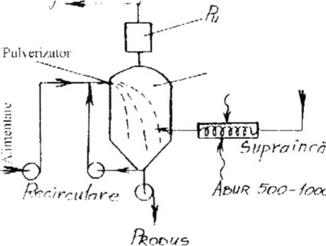
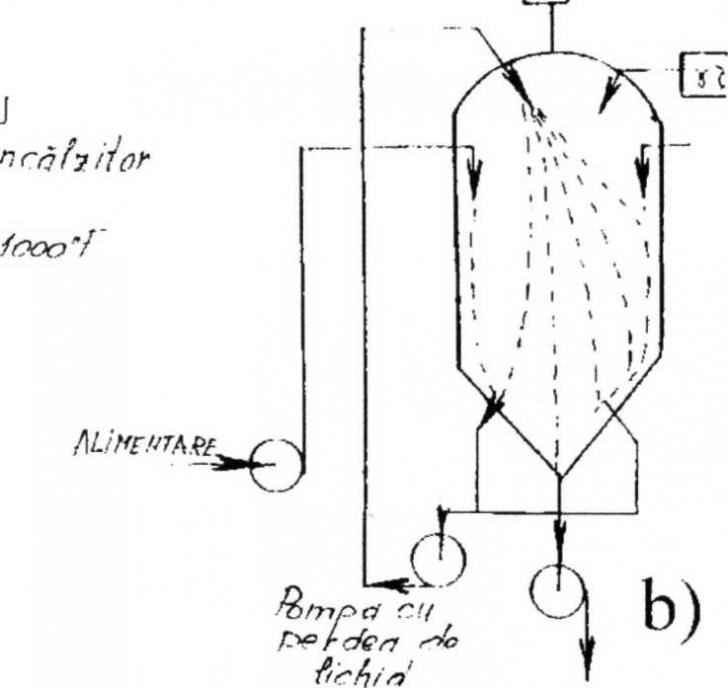
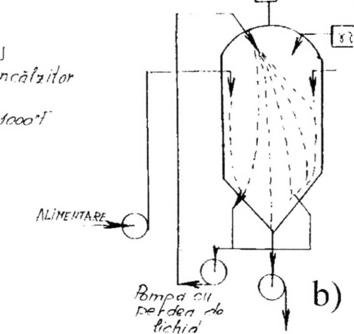
Fig. 16 b) Schema evaporatorului industrial Evaporatorul de pulverizare proiectat pentru industrie fig. 16 b difera in mai multe privinte de cel de laborator. Materialul alimentat este introdus in camera de pulverizare astfel incat sa se formeze o perdea de lichid pe peretii camerei. O astfel de perdea va impiedica depunerea pe peretii metalici a materialului pulverizat.
Pentru a impiedica formarea unor arome nedorite in aburul supraincalzit, vaporii de apa care patrund in supraincalzitor nu trebuie sa contina particule antrenate din produs sau substante volatile. Unitatea este de tip in contracurent.
Un astfel de tip de evaporator pentru concentrarea pastei de tomate la temperatura scazuta de 40°F (4,4°C), a elaborat intreprinderea 'Tri-Valley Growers'.
Acest tip de evaporator e desemnat sa efectueze concentrarea sucurilor cu vascozitate ridicata. Culoarea si calitatea pastei de tomate produse sunt considerate ca fiind mai bune decat cele obtinute anterior, temperatura maxima de lucru in cursul concentrarii este de 15°F (65°C). intreprindrea 'Tri-Valley' a prelucrat experimental loturi de suc de tomate din tomate zdrobite la rece sub forma de pasta cu 50% substanta uscata, cu un randament normal de 30% pasta de suc fierbinte.
Cheia concentrarii sucurilor cu vascozitate mare, sensibile la caldura, in special a celor continand pectina cum este sucul de tomate este:
de a pastra temperatura de lucru sub temperatura de aproximativ 150°F (65°C);
a mentine ridicata viteza sucului (3m/s) in tuburile schimbatoare de caldura, atunci cand concentrarea sucului atinge valoarea 10 -12% in functie de continutul de pectina; Economicitatea operatiei este obtinuta prin:
-evaporare in evaporatoare cu dublu efect in care 435g de abur evapora 550-900 g de apa; -prin folosirea aburului cu presiune ridicata (lOatm.) din cazan, la actionarea unei turbine cu abur de 350CP care antreneaza pompa de recirculare pentru obtinerea vitezei ridicate a sucului in primele schimbatoare de caldura cu simplu efect.
Concentrarea sucului partial concentrat care paraseste prima treapta de evaporare este de 9,1%, atunci cand un produs cu 50% substanta uscata se obtine din suc de tomate cu 5% substanta uscata.
O actiune buna si sensibila se obtine prin folosirea supapelor de presiune de tip cu membrana, pentru a percepe inaltimea lichidului si a regla supapele in mod automat cu ajutorul aerului. Continutul de substanta uscata pe linia de recirculare a primului efect este masurata cu un refractometru, iar descarcarea produsului cu ajutorul pompei de descarcare este reglata in mod automat. Din sistemul evaporator, pasta trece direct spre liniile de imbuteliere din instalatie, sau spre turnul de racire si tamburul de umplere aseptic.
In practica pentru concentrarea sucului brut de tomate pana la o concentratie de 40% substanta uscata sunt utilizate foarte mult instalatiile de concentrare cu dublu efect: 'Lang- 'Manzini', 'Rossi-Catclli', 'Jedinstvo'.
Fig. 17 B-D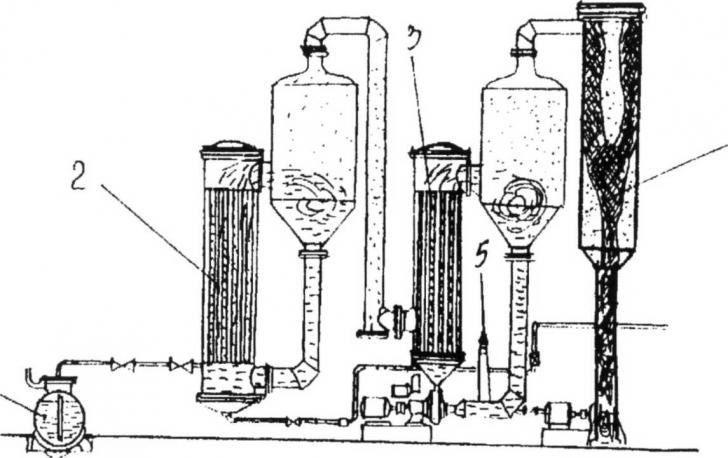
Instalatia de concentrare
'Jedinstvo' (figura 17) este formata din doua corpuri de
concentrare cu camere de incalzire exterioare care lucreaza in
echicurent. Sucul din rezervorul (1) se introduce in primul corp de evaporare
(2), unde se concentreaza pana la 10-14° refractometrice, la un vid
de 300-400 mm Hg si temparatura de 70-90°C.
Pentru incalzire se foloseste abur cu presiune de l,5daN/cnr. Sucul preconcentrat este introdus in corpul (2) de concentrare (3), unde se face evaporarea la 700 mm Hg, respectiv 40-45°C, pana la extractul refractometric final.
Pentru a usura circulatia produsului in corpul al doilea se foloseste o pompa de recirculare. Evacuarea pastei de tomate se face automat cu ajutorul unui refractometric (5). Vaporii rezultati in ultimul corp sunt dirijati spre condensatorul semibarometric (4).
Instalatia de concentrare 'Manzini' tip Titan' consta in esenta dintr-un corp cilindric vertical in care sunt situate cele doua camere de evaporare, fuctionand cu dublu efect.
Camera superioara, in care se realizeaza prima treapta de concentrare, are suprafata de incalzire constituita din inele concentrice legate intre ele printr-o camera de abur inferioara.
Un agitator cu palete actioneaza in spatiul dintre elementele dc incalzire. Schema instalatiei
respective este redata in figura 18. Sucul de tomate aspirat cu ajutorul vidului din instalatie 700 mm Hg, este concentrat in primul corp (1) la o temperatura de 40-42°C pana la 9-12% substanta solubila. incalzirea se realizeaza cu ajutorul aburului degajat prin concentrarea care se desavarseste in corpul inferior (3).
|
Fifit'T |
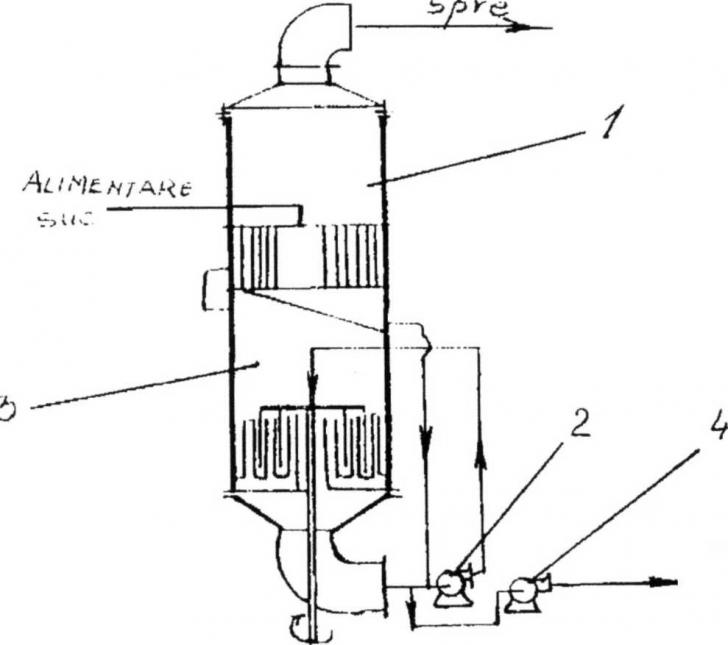
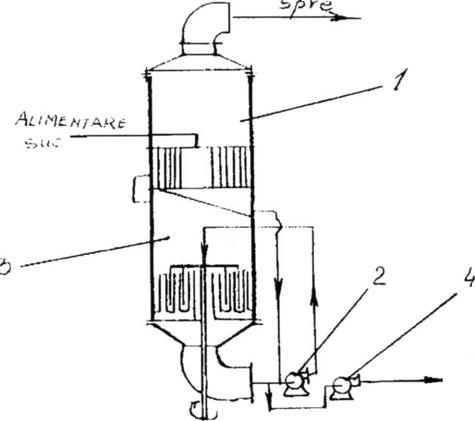
Fig. 18
Sucul partial concentrat este preluat de pompa de recirculare (2) si trimis in corpul inferior unde se continua concentrarea sub vid de circa 600 mm hg la o temperatura de 60-62°C. in aceasta faza incalzirea se realizeaza cu abur la presiune redusa de cea. latm. Reglarea nivelului lichidului in cele doua corpuri se realizeaza automat.
Evacuarea pastei rezultate la concentratia dorita este comandata de un refractometru electronic si realizata prin intermediul unei pompe cu roti dintate (4).
Instalatia este capabila sa evapore 6000-8000 lapa/h realizand o productie de 100 kg/h pasta triplu concentrata (-36% SU). Consumul de utilitati este:
Apa (temperatura 15 C) 14 l/kg apa evaporata
Abur 0,53 kg/kg apa evaporata
Energie electrica 8 kwh/kg apa evaporata
Instalatia de concentrare 'Manzini' tip Titan SR 7 constituie o perfectionare a sistemului de lucru descris. in acest caz in corpul al doilea de concentrare incalzirea se realizeaza cu ajutorul unei serpentine rotative prin care circula abur viu. Schematic o astfel de instalatie este reprezentata in figura 19.
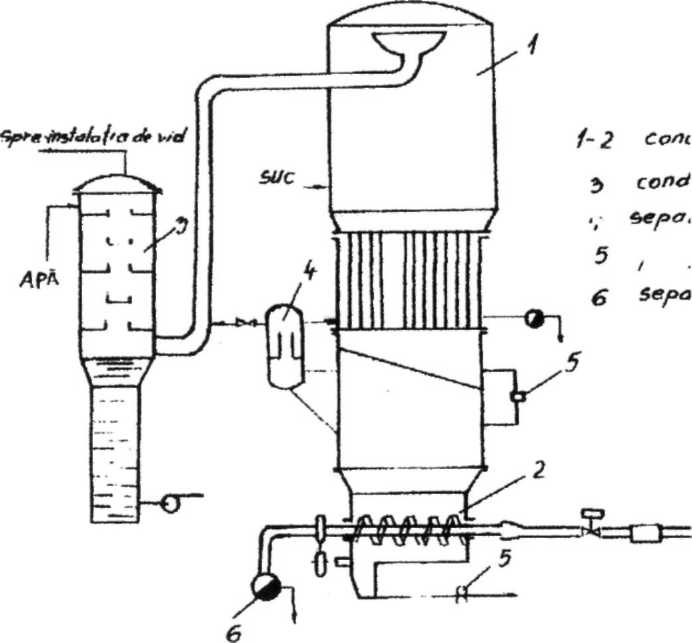
Fig. 19 Concentrator Manzini - Titan SR7 Paralel cu sporirea vitezei de evaporare in corpul (2), instalatia permite sa se obtina pasta de tomate a carei concentratie poate ajunge pana la 45°refractometrice, daca se aplica sistemul de oparire 'cold-breack'.
In cazul instalatiilor tip Titan ciclul de transformare a sucului in pasta se desfasoara in decurs de numai 40 de minute.
4.5.2. ZDROBIREA ARDEILOR
Dupa operatiile de spalare si sortare care au fost descrise anterior, ardeii sunt supusi operatiei de zdrobire. Aceasta operatie se face cu scopul de a usura apoi separarea pedunculului si a semintelor de pulpa.
Aceasta operatie nu este necesara pentru eliminarea peduncului si a semintelor; se utilizeaza alte procedee cum ar fi: eliminarea cu ajutorul unor cutite cilindrice tip sfredel sau prin decuparea ardeiului in dreptul peduncului prin taierea unui mic disc de 2-4cm diametru, in jurul coditei si eliminarea semintelor prin aspiratie.
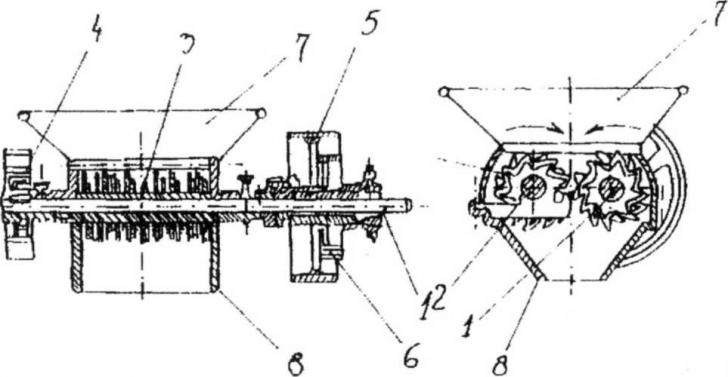
Deci dupa sortare, ardeii sunt trecuti printr-un sfaramator - o masina complexa (combina) ce realizeaza sfaramarea ardeilor si o separare grosiera a pulpei de restul componentelor (figura 20). Ardeiul este introdus in masina prin gura de alimentare (1), unde este prins de tamburul riflat (2) si adus in spatiul dintre tambur si piesa (3) (care e sub forma unui jgheab) pentru a fi sfaramat. Portiunile de ardei cad pe sita (5) care are o miscare plan vibratorie. Pe sita superioara cu orificiul de 6 mm se aduna pulpa de ardei si cocenii.
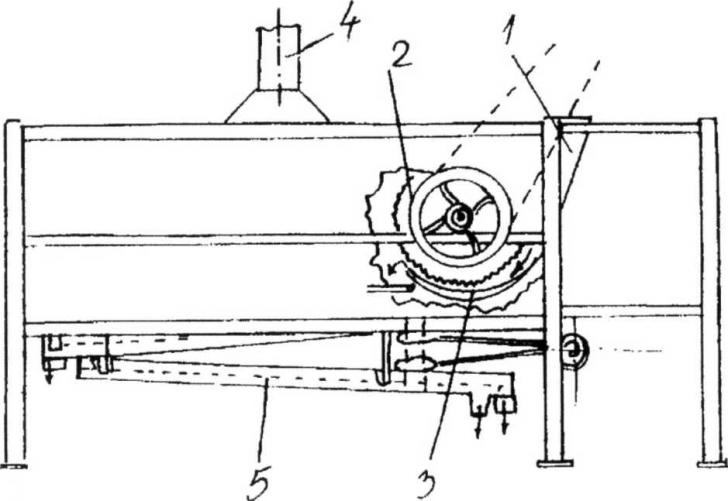
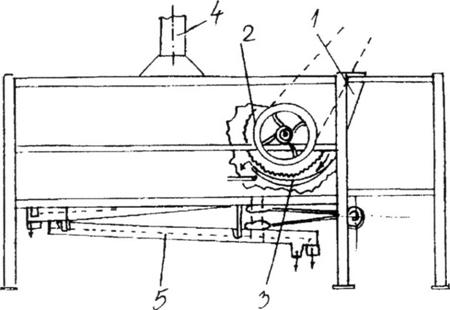
Fig. 20 Zdrobitor de ardei Acestea trec intr-un elevator si apoi cu ajutorul unei benzi sunt transportate spre operatiile urmatoare, iar semintele sunt colectate pe o sita cu orificii de 3mm, de pe care cad in saci. Separarea propriu-zisa a pedimcului de pulpa de ardei se poate realiza prin sortare pe o banda, aceasta efectuandu-se manual. 4.6.2. TRATAMENT HIDROTERMIC
in procesul de obtinere al pastei de ardei, aceasta operatie este foarte importanta, ea influentand in mod direct randamentul operatiei urmatoare, cea de strecurare, precum si calitatea produsului finit.
Scopul principal al tratamentului hidrotermic consta in inactivarea tuturor proceselor enzimatice. Mai pe larg acest tratament urmareste:
distrugerea partiala a microflorei epifile;
inmuierea tesuturilor, dilatarea celulelor si facilitarea indepartarii gazelor, a oxigenului intracelular, ceea ce duce la o mai buna stabilizare a vitaminei C in timpul proceselor urmatoare; totodata se inlatura partial actiunea coroziva a oxigenului asupra tablei si redusa presiunea din recipiente in timpul sterilizarii si dupa sterilizare;
- prin oparire se elimina aerul din tesuturi care este rau conducator de caldura, inlesnind transferul termic.
Acest tratament se poate realiza in oparitoare continue sau discontinue. Acestea din urma poarta denumirea de autoclave si au o productivitate relativ scazuta dat fiind faptul ca oparirea se face pe sarje.
Unul dintre cele mai utilizate oparitoare in industria conservelor este oparitorul continuu tip OC 146. Temperatura folosita la oparire este de 85-90°C, iar timpul afectat acestei operatii trebuie sa asigure indepartarea aerului din tesuturi si inactivarea enzimelor.
Avand in vedere ca pentru ardei este necesara o inmuiere mai pronuntata a texturii pentru a asigura buna desfasurare a operatiei de pasare, se pot utiliza pentru efectuarea acestui tratament instalatii de preincalzire-fierbere similare celor din liniile de obtinerea cremelor si nectarelor sau a produselor pentru copii tip Bertuzzi.
Un astfel de preincalzitor-fierbator este cel cu care sunt prevazute liniile Bertuzzi Manzini, care pe langa faptul ca asigura o continuitate a procesului, realizeaza un tratament hidrotermic cu durata variabila, astfel ca se poate vorbi nu numai de o simpla oparire ci chiar fierbere. In afara de aceste tipuri de instalatii folosite pe scara industriala, s-au aplicat multe alte metode, dar mediile cele mai uzuale pentru oparire sunt aburul si apa fierbinte.
Efluentii instalatiilor industriale de oparire au un NBO (necesar biologic de oxigen) foarte ridicat.
reducerea volumului si agresivitatii eflucntilor de la oparire ar constitui un ajutor substantial in diminuarea poluarii mediului in apropierea intreprinderilor de produse alimentare;
pe langa reducerea poluarii s-ar diminua si pierderile de substante nutritive valoroase din produsele agroalimentare supuse acestui tratament. Aceste pierderi inseamna 40 % la substantele minerale si 35 % la zaharuri si 20 % la proteine;
c) al treilea obiectiv important in
perfectionarea metodelor de oparire este posibilitatea
imbunatatirii structurii legumelor, care trec prin ciclul de
congelare-decongelare, inaintea servirii lor catre consumatori.
in oparirea conventionala cu abur, se folosesc paturi compuse din multe straturi de legume preparate, pentru a realiza capacitatea necesara pe benzile transportoare folosite. Durata de retinere se alege in asa fel incat sa se inactiveze enzimele in centrul termic ale bucatilor celor mai mari si in bucatile aflate pe fundul patului.
Aceasta implica riscul de a fierbe excesiv straturile exterioare sau suprafata fiecarei bucati. Rezultatul poate fi dezagregarea lipicioasa a suprafetelor si structura neuniforma.
Sistemul I.Q.B.
La metoda I.Q.B. (individual quick blanch = oparire rapida individuala) bucatile de legume sunt intinse intr-un singur strat pe o banda transportoare din impletitura de sarma care trece repede printr-o camera de distributie a aburului figura 21 unde se obtin efecte maxime de incalzire, datorita expunerii complete, nestanjenite a fiecarei bucati la aburul viu.
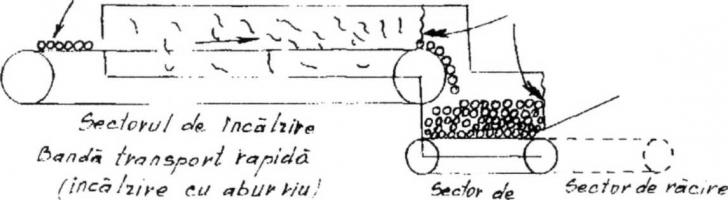
Fig. 21
Apoi, dupa o comparativ scurta expunere Ia abur, si inainte ca interiorul bucatilor sa devina prea fierbinte, produsul se descarca in forma unui pat gros pe o alta banda transpotoare, care avanseaza inca printr-un compartiment izolat.
Caldura de pe acum introdusa si durata mentinerii in compartimentul de retinere sunt suficiente pentru realizarea unui echilibru in bucatile de legume, iar mentinerea lor la caldura pe timp suficient pentru inactivarea enzimelor.
Suprafetele exterioare sunt supuse unei fierberi minime si bucatile au consistenta uniforma. Eficienta metodei I.Q.B. poate fi demonstrata foarte simplu:
Daca de pilda caldura nu patrunde decat pe jumatatea distantei pana la centrul bucatii atunci sapte optimi ale bucatii s-au incalzit.
De exemplu daca temperatura medie a masei (Tma) portiunii exterioare, incalzite, este de 250°F, iar Tma a portiunii din centru nu este decat 110°F (1°F = 11°C) atunci Tma a intregii bucati este de 193°F [7/8(250) + 1/8(110)]. Aceasta temperatura este temperatura finala la care va ajunge bucata dupa realizarea echilibrului, fara incalzire suplimentara, temperatura potrivita pentru inactivarea enzimelor, dar insuficienta pentru a provoca fierberea excesiva a tesuturilor. Aceasta fierbere lenta reduce degradarea tesuturilor si reduce pierderile de suc (substante solide, necesar biologic de oxigen) in efluentu 1 operatiei de oparire.
De asemenea se reduce si volumul efluentului, datorita metodei mai eficace de incalzire si temperaturii Tma mai joase.
Reducerea efluentului
Se poate reduce in mod semnificativ volumul de scurgeri (efluent de oparire) printr-o preconditionare a suprafetelor legumelor taiate, inaintea oparirii. Acest lucru se realizeaza prin: eliminarea umectarii dupa taierea in cuburi. Efluentul se reduce astfel la 73 % din cel al oparirii conventionale cu materie prima umectata;
preconditionarea suprafetelor, expunandu-le timp scurt unui curent de aer cald, efluentul de oparire se reduce la numai 5,3% din valoarea obtinuta prin oparirea conventionala.
Kxplicatia acestei diminuari remarcabile este faptui ca suprafetele legumelor astfel tratate s-au inzestrat cu abilitatea de a absorbi aburul condensat in ritmul in care se produce.
4.7.2. STRECURAREA PULPEI DE ARDEI
Strecurarea pulpei de ardei are ca scop indepartarea cat mai completa a pielitei Strecurarea se realizeaza cu ajutorul pasatriceloi.
Pasatricea are la baza functionarii sale, miscarea periferica a produsului in interiorul unui cilindru perforat, miscare obtinuta datorita rotatiei unor palele fixe.
Sub actiunea fortei centrifuge sucul si pulpa trec in colectorul pasatricei prin orificiile sitei, in timp ce pielitele simt evacuate de paletele inclinate in afara cilindrului.
Regimul de strecurare poate fi modificat prin schimbarea numarului turatiilor paletelor, unghiului de inclinate a paletelor si a distantei paleta- sitft.
Grupul de strecurare descris ia 4.8. i. figura 13 permite realizarea unui grad mai inaintat de maruntire.
O alta posibilitate de realizare a acestei operatii este utilizarea Morii coloidale cu suprafata riflata sunt constituite diotr-un rotor de forma troucoiuca care se inicipatruudc eu im siaior. Rotarul are o miscare de 1200 ture/minut; distanta stator-rotor se poate regla itre 1,2-0,02 mm. Morile coloidale cu suprafata abraziva - permit o maruntire in mai multe trepte gradul de marunti re fiind reglai in functie de finetea suprafatei abrazive,
4.10. CONDITIONAREA PASTEI
Datorita faptului ca in instalatiile modeme (dupa cum s-a vazut tuai inainte) concentrarea sucului de tomate se face la temperaturi reiati, scazute 40-60uC, stabilitatea microbiologica a pastei obtinute este redusa
Se obseiva ca mieforganismek: neputaftd li inactivate, ele au posibilitatea de a se dezvolta in timpul procesului de evaporare si in special de acesta.
Cu atat mai muit pasta de ardei prezinta o instabilitate microbiologica, deorece dupa tratamentul termic-oparire ardeii sunt trecuti in grupul de strecurare unde posibilitatile de infestarebmicrobiologica suni destui de mari.
Se impune ca urmare a acestui fapt, tratare termica ia temperaturi de 85-90°C Conservarea prin
Sermostefslizart; esir jNituraia prin uou;i metode:
prin lumare tierhinlf, operatie cunoscuta si sub denumirea de autosterilizare, in cazul in care se folosesc recipiente; mai mari de 3/':
prin sterilizare propiu-zisa, in cazul m care se folosesc recipiente cuprinse insre 1/10 si i/1 inclusiv
Linia de conditionare a pastei de tomate cu ardei este formata din bazinele colectoare de pasta i I}, preincalzitorul de pasta (3), masina de dozat (5) si masina de incins recipientii (6).
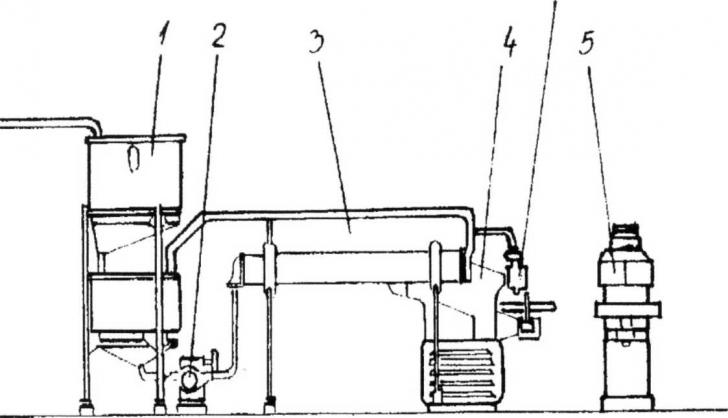
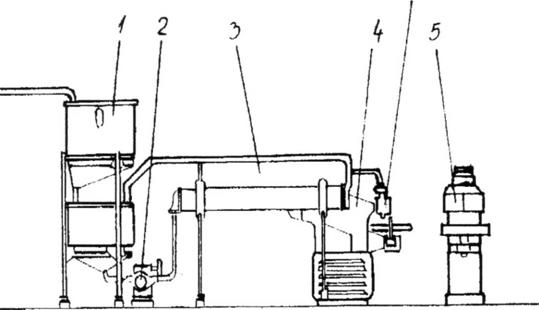
Fig. 22 Grup de conditionare pasta 1 - bazine colectoare; 2 - pompa; 3 - preincalzitor; 4 - dozator pentru cutii 1/10 - 1/1; 5 -ventil pentru dozarea manuala in recipiente mari; 6 -masina de inchis Operatia de baza este preincalzirea. Pentru aceasta se pot folosi mai multe tipuri de schimbatoare de caldura: tubulare si peliculare.
Preincalzitoarele tubulare au o constructie clasica simpia sat marc -/■ preshinefl . -
aburului impiedica formarea rapida a crustei. Totusi aceste instalarii prezinta dezavantajul unui transfer termic si a formarii in timp a unor zone de ardere a pastei
La instalatiile noi ale firmei 'Lang' preincalzirea pastei se realizeaza intr-un schimbator de caldura cu pelicula realizata prin miscarea unui arbore interior melcat. Sterilizatorul este un cilindru cu manta dubla, amplasat orizontal, in care se roteste un tambur actionat de un electromotor.
Pe tambur este fixata o banda elicoidala, care asigura transportul pastei de-a lungul mantalei cu o viteza de 3-4m/s. Pasta este trimisa in sterilizator cu ajutorul unei pompe dintr-un vas colector. Temperatura de sterilizare poate fi fixata cu un termoregulator intre 86 - 92°C. Schimbatoare de caldura cu pelicula realizata mecanic, au dat rezultate foarte bune la preincalzirea pastei. Firma 'Manzini' realizeaza astfel de schimbatoare de caldura sub denumirea Rototherm.
Schimbatorul de caldura Rototherm este format din 1-3 corpuri de tratare termica in care agentul de incalzire e apa sau aburul de joasa presiune.
Este constituit dintr-un cilindru orizontal, prevazut cu o manta de incalzire. Pe suprafata rotorului se gasesc montate diametral opus de lamele de racletare inclinate care determina miscare elicoidala a produsului si in acelasi timp razuie suprafata interioara a statorului.
Rotorul are o turatie de 340 turatii pe minut ceea ce asigura o amestecare continua a produsului.
Pasta este introdusa fortat cu ajutorul unei pompe, sub forma unui strat de 5m intre stator si rotor si este mentinuta in aparat 60 secunde.
4.11. DOZAREA PASTEI
Masinile de dozat pasta in tuburi de aluminiu sunt relativ simple. Etapele dozarii si ambalarii in acelasi timp a pastei de tomate cu ardei in tuburi de aluminiu sunt cele aratate in fig. 23. Tuburile de aluminiu (2) asezate pe banda de transport tuburi goale notata (1), ajung in dreptul dozatorului de pasta (3). Dupa dozare tuburile sunt pliate la capete cu ajutorul unui dispozitiv special - portiunea (4), dupa care cu ajutorul unei benzi transportoare pentru tuburi pline (5) sunt dirijate spre celelalte operatii ale procesului tehnologic.
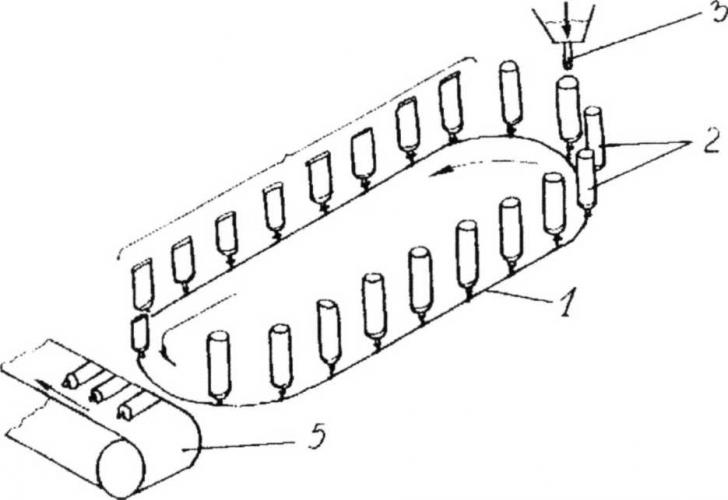
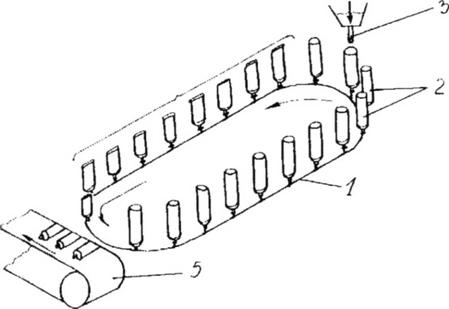
Fig. 23
4.12. STERILIZAREA
Pentru sterilizare se pot folosi instalatii clasice de sterilizare sau instalatii hidrostatice; temperatura pana la care rezista ambalajele fiind de 130-135°C.
O atentie deosebita trebuie sa se dea regimului de sterilizare in special asigurarii unei supra-presiuni care sa depaseasca presiunea din ambalaj.
Foaia de aluminiu asigura o repartitie excelenta a caldurii pe toata suprafata produsului cu atat mai mult cu cat prin ambalare sub vid cantitatea de aer care intra in interiorul ambalajului este minima.
in ultimul timp a intrat in functiune sterilizatorul Hunister conceput pentru sterilizarea tuturor tipurilor de ambalaje, inclusiv a celor de sticla fig24.
Instalatia este formata din 15 coloane: zona de preincalzire 6 coloane, zona de sterilizarii 3 coloane, in care temperatura ajunge la 130-134°C si zona de racire 6 coloane, in ultimul timp, sterilizatoarele hidrostatice se construiesc cu supra-presiune, putandu-se preta la sterilizarea oricarui tip de recipient, de sticla sau plastic. in afara de posibilitatea sterilizarii tuburilor de aluminiu cu acest tip de sterilizator cu supra-presiune, metode si tehnici noi au aratat ca este posibila sterilizarea cu curenti de inalta frecventa. Prin folosirea unor curenti cu frecvente de 3T07 - 3T08 Hz, energia electrica se transforma in energie calorica, realizandu-se o incalzire a intregii mase de produs, ca urmare durata de sterilizare se reduce de 10 ori fata de procedeul clasic, obtinindu-se conserve de calitate superioara.
Zana incalzire sterilizare Fig.
24 Sterilizator Hunister Lant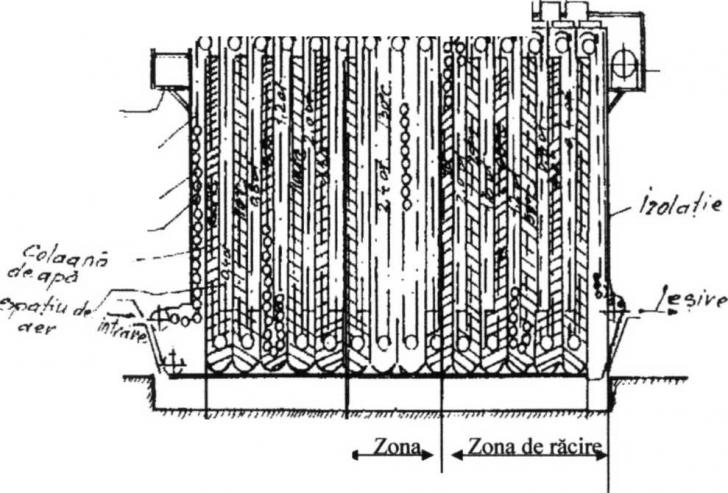
in afara de aceasta
metoda ultra moderna mai exista si alte procedee cum ar fi
'Procedeul Sterilflame'; 'Sterilizare cu radiatii
infrarosii'; 'Sterilizare cu aer cald si gaze de
ardere'. 4.13. CONDITIONAREA RECIPIENTELOR STERILIZATE
Conditionarea recipientelor sterilizate consta intr-o serie de operatii tehnologice, carr urmaresc a da forma si aspectul comercial si cuprinde urmatoarele etape:
descarcarea cosurilor autoclavelor - daca este cazul;
spalarea si uscarea recipientelor folosind masini speciale sau diferite dispozitive semimecanizate. in cazul utilizarii sterilizatoarelor continue este suficienta numai o masina de uscat, deoarece spalarea se face in zona finala;
verificarea aspectului exterior al recipientelor;
asezarea recipientelor in cutii de carton, manual sau cu dispozitive speciale;
paletizarea cutiilor.
c
Pentru conditionarea recipientelor-tuburi de aluminiu se poate
utiliza o linie in flux continuu conform fig. 25.
Fig. 25
Tuburile de aluminiu dupa sterilizare sunt indreptate spre elevatorul (1) care le ridica in masina de ambalat in cutii de carton (2). Prima operatie este introducerea tuburilor in dispozitivul de distribuire care le avanseaza pe un numar de randuri corespunzatoare celor care vor intra in cutie. Aceasta e introdusa in masina de un muncitor care, printr-o pedala declanseaza mecanismul de impingere al tuburilor in cutie.
Dupa incarcare cutia de carton este asezata pe transportorul masinii de inchis cutii care duce la dispozitivul de lipire al capacelor 3.
Dupa inchiderea a doua capace, celelalte doua sunt unse cu clei si apoi presate pentru a asigura inchiderea corecta. Urmatoarea etapa in cadrul conditionarii tuburilor de aluminiu este paletizarea cutiilor de carton.
4.14.PALETIZAREA
Tehnologia paletizarii cuprinde conditii tehnice si organizatorice in care se executa operatiile:
formarea unitatii de incarcatura;
manipularea unitatilor de incarcatura pe intregul traseu;
dezmembrarea unitatilor de incarcatura.
Formarea unitatilor de incarcatura cuprinde doua operatii: asezarea marfurilor pe palete pentru constituirea unitatilor de incarcatura si imobilizarea incarcaturii paletizate pentru obtinerea stabilitatii necesare in timpul manipularii, depozitarii si transportului.
Alegerea unei solutii optime de formare a incarcaturii si implicit a paletei trebuie sa se faca tinand seama de cateva elemente, astfel:
sa satisfaca intregul traseu de transport;
sa permita pe cat posibil folosirea mijloacelor standardizate de larga utilizare (palete, mijloace de manipulare);
sa se obtina eliminarea sau inlocuirea la maximum posibil a ambalajelor de transport;
sa se imbunatateasca nivelul de igiena a produselor si a ambalajelor.
Formarea unitatilor de incarcatura pe palete plane Asezarea marfurilor pe paleta se face manual sau mecanizat.
Modul de asezare a marfurilor pe paleta e determinat de dimensiunile paletei, forma si dimensiunile marfurilor sau ale ambalajelor acestora. Se urmareste realizarea a doua conditii de baza:
utilizarea maxima a paletei, atat a suprafetei cat si a capacitatii acesteia;
obtinerea unei incarcaturi cu forma regulata ceea ce-i confera o stabilitate sporita in manipulare.
Sunt mai multe sisteme de asezare pe palete plane a marfurilor care compun incarcatura. Cele mai utilizate sunt:
a) sistemul de asezare bloc -
utilizat in cazul ambalajelor cu sectiunea patrata sau
apropiata de
aceasta (ladite, cutii).
Datorita secpiunii ambalajelor nu se realizeaza o intretesere intre ambalajele dintr-un strat, cu ambalajele din staturile inferior si superior acestuia.
De aceea se obtine o stabilitate mai redusa a incarcaturii. imbunatatirea stabilitatii se poate obtine prin folosirea unor straturi de hartie sau carton intre staturile de marfuri.
b) sistemul de asezare tesuta care se poate utiliza in cazul ambalajelor dreptungiulare (navete de lemn, pachete, lazi, saci).
intr-o asemenea asezare fiecare ambalaj este retinut de alte doua ambalaje aflate in stratul superior si inferior acestuia, ceea ce duce la o stabilitate mai mare a intregii incarcaturi. Mijloace de asigurare a incarcaturii pe palete
Mijloacele mai uzuale, care se pot folosi pentru incarcaturi formate pe palete sunt solidarizarea ultimului strat de ambalaje care se realizeaza astfel:
cu ajutorul unui sistem de cleme din platbanda de otel arc legate intre ele printr-o rampa. Acest tip de solidarizare se utilizeaza in practica in cazul navetelor de material plastic solidarizarea realizandu-se prin simpla asezare a ramei cu cleme pe randul superior de navete. cu benzi de otel sau material plastic, orizontale si foi de carton intre straturi (cate doua pentru modulul bloc si cate una la asezarea tesuta). Solidarizarea intregii incarcaturi este realizata prin:
benzi de otel sau material plastic verticale sau in diagonala, cu coltare de protectie a incarcaturii;
huse din folie de material plastic contractibil. Paleta incarcata in husa este trecuta printr-un tunel de incalzire; la iesire in atmosfera folia se contracteaza, solidarizand cu incarcatura;
legatura cu chingi din material plastic cu cate o pereche de inele la 4 din cele 8 capete.
4.15 DEPOZITAREA PRODUSULUI FINIT DEPOZITE PALETIZATE
Prin depozit se intelege un spatiu amenajat si dotat corespunzator, pentru a primi, pastra materii prime, materiale, ambalaje produse finite in vederea livrarii lor catre consumatori. Depozitarea reprezinta o intrerupere a fluxului de materiale, care in general nu aduce modificari acestora, deci nu sporeste valoarea lor de intretinere. Depozitul indeplineste rolul:
de regulator al procesului de productie;
de regulator intre productie si utilizatorul bunurilor produse (semifabricate si produse finite) in scopul asigurarii intr-un anumit moment al sortimentului necesar in cantitatea sicalitatea solicitata;
de facilitare fazei de distributie a produselor agroalimentare, pentru a permite regruparea, formarea sau functionarea unitatilor de incarcatura potrivit cerintelor.
Depozitarea, desi intrerupe fluxul material, constituie o necesitate pentru majoritatea subramurilor industriei alimentare si in mod deosebit pentru unitatile cu activitate sezoniera care impun crearea de depozite pentru stocarea pentru o anumita perioada de timp fie materiei prime, fie a produselor finite.
in conceptia moderna de organizare a fluxului de materiale se tinde catre tehnici liniaer si continui, pe cat posibil fara depozitare. Totusi, depozitarea nu poate fi evitata complet intre productie si utilizatorii bunurilor materiale va exista un moment de intrerupere la depozitare. De aceea, paralel cu tendinta eliminarii pe cat posibil a stadiului de depozitare in care nu se adauga valoare de intrebuintare a produsului, ci numai valoare care duce la scumpirea produsului, in scopul cresterii eficientei economice a intreprinderii este necesara rationalizarea depozitarii acolo unde ea nu poate fi eliminata.
Paletizarea ca tehnologie moderna de manipulare si transport, devine implicit si tehnologie de depozitare. Ea este un element de rationalizare a depozitarilor si aduce dupa sine o reducere substantiala a consumului de munca in depozite, reducerea efortului fizic si disponibilizarea unui numar important de muncitori ce pot fi utilizati la activitati productive. in acelasi timp, introducerea paletizarii in depozite impune crearea sau amenajarea un anumit tip de depozit, o anumita tehnologie si o anumita exploatare a acestora.
CONDITII DE DEPOZITARE A PRODUSULUI FINIT
Depozitarea conservelor sterilizate se face la temperatura cuprinsa intre + 5°C si + 1°C, uscate si bine ventilate, lipsite de lumina solara. Temperatura ridicata provoaca degradarea culorii, gustului, consistentei si reducerea continutului de vitamine.
Urmarind transformarile suferite de pasta de tomate in timpul depozitarii se constata ca la 25°C are loc schimbarea rapida a culorii pastei, creste indicele de oximetilfurfurol cantitatea de substante tanante, iar N (azotul) aminic si acidul ascorbic se reduc.
Ca indice obiectiv al conditiilor de depozitare a pastei de tomate se recomanda folosirea indicelui de oximetilfurfurol care creste o data cu ridicarea temperaturii de depozitare. Temperatura scazuta (redusa) franeaza procesele de degradare dar, in cazul in care ingheata continutul consistenta are mult de suferit si exista pericolul ca produsele sa se degradeze. Umezeala relativa a aerului influenteaza in special procesele de coroziune exterioara care pot deprecia partial sau total recipientul, din care cauza se recomanda ca umezeala relativa sa nu depaseasca 75 - 85%.
5. PRINCIPALELE CARACTERISTICI DE CALITATE ALE PRODUSULUI FINIT
Pasta de tomate cu ardei trebuie sa indeplineasca anumite calitati: culoare corespunzatoare,
consistenta si aciditate normale cat mai apropiate de cele prevazute in Standarde.
Astfel in cadrul controlului calitatii acestui produs finit se urmaresc in special urmatorii
indicatori:
Consistenta. Pasta de tomate cu ardei trebuie sa prezinte o structura omogena si onctuoasa, determinata de un continut ridicat in pectice. Lipsa substantelor pectice se manifesta prin separarea fazei lichide, iar structura pastei devine neomogena si grunjoasa. Pentru a evita acest defect se recomanda masurile:
folosirea unei materii prime care a ajuns la maturitate, cu un extract refractometric ridicat, continut de celuloza scazut si o cantitate mare de substante pectice;
asigurarea permanenta a unei temperaturi de 80 - 85°C in preincalzitorul de tomate si ardei; Indicele Howard. Pentru pasta, indicele lloward constituie un mijloc de verificare a calitatii materiei prime folosite (gradul de contaminare a acesteia), precum si conditiile in care s-a efectuat operatia de spalare a materiei prime.
Determinarea consta in urmarirea campurilor microscopice in care se inregistreza prezenta filamentelor de mucegai a caror lungime depaseste 1/7 din diametrul campului la raportarea acestor campuri pozitive la 100 campuri examinate.
Normele prevad ca indicele Hovard pentru pasta de calitate I-a sa fie sub 40%, iar pentru cea de calitate a-II-a 40 - 60%.
Culoarea. Culoarea pastei de tomate constituie unul din indicatorii principali ai calitatii in industria de conserve stabilirea culorii produsului din tomate pe cale organoleptica are caracter subiectiv, nu poate sa serveasca drept baza suficienta la controlul productiei. inchiderea culorii pastei de tomate in procesul de productie se datoreste reactiilor melanoidice care se desfasoara in procesul respectiv la temperatura inalta.
Aceste procese se desfasoara in faza lichida a produselor din tomate. De aceea valoarea densitatii optice a extractelor din pasta de tomate creste odata cu aparitia in ea a nuantei cafenii, adica odata cu inrautatirea calitatii pastei de tomate.
intr-o serie de lucrari coeficientul de densitate optica a extractelor, aduse la un anumit continut de substanta uscata, este folosit pentru controlul culorii pastei de tomate.
S-au realizat extracte apoase si extracte cu apa-alcool cu un continut de substante in stare solida egal cu 2,5%. Filtrarea extractelor cu apa-alcool s-a efectuat printr-un singur filtru, iar a celor cu apa prin doua filtre.
Determinarea valorii densitatii optice s-a efectuat cu ajutorul calorimetrul fotoelectronic cu filtru de lumina albastru (A,max = 405 mu) in cuve nr. 4.
Culoarea pastei de tomate s-a determinat prin diferite metode: dupa densitatea optica a extractelor preparate cu apa si apa-alcool, dupa factorul de reflexie al pastei de tomate, dupa intensitatea luminiscentei extractelor apoase.
in baza rezultatelor cercetarilor efectuate s-au determinat valorile densitatii optice pentru diferite calitati de pasta de tomate - tabelul 1:
|
PASTA DE TOMATE |
Valoarea densitatii optice |
|
|
extract cu apa |
extract cu apa-alcool |
|
|
Calitate superioara |
de la 0,250 |
pana la 0,350 |
|
Prima calitate |
de la 0,250 la 0,400 |
de la 0,350 la 0,550 |
|
Necorespunzator Standardelor |
peste 0,400 |
peste 0,550 |
Determinarea valorii densitatii optice a extractelor pastei de tomate cu apa si apa-alcool cu un continut de substanta uscata de 2,5%, s-a efectuat de asemenea la fotometrul cu radiatii ultraviolete 'UVIFOT' construit in Ungaria cu combinarea filtrelor de lumina F(Xmax = 405 mp) in cuvete de sticla cu latimea de 10 mm (nr. 4) - tabelul 2:
|
PASTA DE TOMATE |
Valoarea densitatii optice a extractului |
|
|
cu apa |
cu apa-alcool |
|
|
Calitate superioara |
pana la 0,650 |
pana la 0,800 |
|
Prima calitate |
De la 0,650 la 0,950 |
de la 0,800 la 1,2 |
|
Necorespunzatoare Standardelor |
peste 0,950 |
peste 1,2 |
Capacitatea de reflectare a pastei de tomate poate fi cercetata cu ajutorul factorului de reflexie, a carui valoare este cu atat mai mica cu cat e mai mare numarul de nuante de culoare intunecoasa din produsul respectiv.
Pe aceasta s-a elaborat metoda de elaborare a culorii pastei de tomate dupa factorul de reflexie, cu ajutorul fotometrului, tip. FM - 58.
Masuratorile s-au efectuat fara filtre de lumina, prin procedeul fotoelectric conform metodologiei de determinare a coeficientului de stralucire. Pasta de tomate s-a introdus in cuvete.
Fotoelementele cu stibiu-cesiu tip STV - 6 in procesul de lucru au fost inlocuite cu fotoelemente
cu cesiu, tip TV - 3. Factorul de reflexie s-a determinat pe baza formulei:
R - r-Rpi, in care:
R - factorul de reflexie al probei
r - raportul intre coeficientul de stralucire al probei si coeficientul de stralucire a placii din baritina 85%
Rp - factorul de reflexie al placii de baritina indicat in certificatul de livrare (84%). in urma cercetarilor efectuate, verificate la 50 de probe de pasta de tomate, pot fi recomandate urmatoarele valori ale factorului de reflexie (R) pentru pasta de tomate de calitate superioara de cel putin R = 24,2, pentru calitatea I-a R intre 24,2 si 19,2 iar pentru produse necorespunzatoare standardelor valori pentru R < 19,2.
6. MASURI DE IGIENA
IGIENA INTREPRINDERILOR DE INDUSTRIE ALIMENTARA
Procesul de igienizare al fabricii are un dublu scop: Procesul de igienizare previne imbolnavirea consumatorilor prin toxiinfectii alimentare provocate de alimente contaminate sau alterate si obtinerea unor produse cu stabilitate redusa la depozitare.
Procesul de igienizare incepe cu alegerea amplasarii intreprinderilor si cu proiectarea si construirea localului si utilajului, de aceasta depinzand in cea mai mare masura, asigurarea unor conditii igienico-sanitare corespunzatoare.
in intreprinderile moderne igienizarea e asigurata de un personal calificat in acest sens deoarece nu mai exista o indoiala ca aplicarea corecta a tehnologiei de obtinere a unui produs de calitate nu e suficienta fara respectarea masurilor igienice.
Procesul de igienizare al intreprinderilor din industria alimentara, reprezinta insumarea unor masuri privind:
controlul sistematic al conditiilor sanitare in timpul prelucrarii si depozitarii produselor;
sanatatea personalului angajat;
programul general de spalare si dezinfectie al utilajelor, de intretinere al localului intreprinderii si a zonei din jur in coditii sanitare corespunzatoare si de tratare si indepartare a deseurilor.
in legatura cu aceasta ultima masura de igienizare, avand in vedere ca in industria conservelor in special, exista pericolul poluarii mediului inconjurator datorita cantitatilor mari de ape reziduale si deseuri rezultate, pe plan mondial se pune din ce in ce mai mult accentul pe gasirea unor metode de valorificare sau eliminare a acestor poluanti. Valorificarea economica a apelor reziduale va fi tratata in capitolul urmator.
7.DESCRIEREA SCHEMEI TEHNOLOGICE DE LEGATURI ADOPTATE
Receptia materiei prime
Receptia materiei prime care intra in fabrica se face pe loturi, verificand cantitatea si calitatea ei. Prin lot se intelege unitatea de transport (vagon, autocamion etc.) indiferent de cantitatea transportata.
Receptia calitativa consta in stabilirea daca materia prima corespunde STAS-ului in vigoare si daca indeplineste conditiile necesare realizarii unui produs finit de calitate.
Receptia cantitativa consta in cantarirea materiei prime si verificarea actelor care insotesc
transportul.
Transportul hidraulic al materiei prime
Se face cu scopul introducerii in sectie a tomatelor si ardeilor aflate in depozitul de materie prima sau pe rampele de receptie. Transportul se realizeaza cu ajutorul canalului hidraulic cu canal ingropat, avand la capat un bazin de colectare din care, cu ajutorul unui elevator gat lebada este trimisa in masina de spalat. Spalarea materiei prime
Prin spalarea materiei prime se indeparteza murdaria mecanica (nisip, pamant ect.) si majoritatea microorganismelor care se gasesc pe suprafata fructelor.
in prima cuva a masinii se realizeaza o prespalare, iar spalarea are loc in a doua cuva. Sortarea materiei prime
Prin operatia de sortare, fructele care necorespunzatoare sunt alese si eliminate. Daca numai portiuni sunt vatamate, pete verzi, noduri etc. se elimina cu cutitul. Operatia se realizeaza manual, fructele trecand pe o banda de sortare. Banda se termina cu o instalatie de dusare unde are loc o noua spalare.
Zdrobirea tomatelor
Operatia de zdrobire are rolul de a usura procesele ulterioare de incalzire si strecurare si se realizeaza in "zdrobitorul Manzini' Zdrobirea ardeilor
Operatia se face cu scopul de a usura separarea pedunculului si a semintelor de pulpa care urmeaza a fi oparita si se realizeaza intr-un "zdrobitor de ardei cu tambur riflat' Separarea semintelor de tomate
Prin separarea simintelor inainte de preincalzire se mentine posibilitatea de a realiza pasta de culoare corespunzatoare, fara nuante de brun, deoarece se evita trecerea substantelor tanante in suc si se asigura o valorificare mai buna a semintelor.
Separarea semintelor si a pedunculului la ardei
Aceasta operatie este absolut necesara si are ca scop obtinerea pulpei de ardei care este utilizata
in continuare in procesul de fabricatie, semintele si peduncului constituind produse secundare.
Preincalzirea pulpei de tomate
Aceasta operatie se face din urmatoarele considerente:
-trecerea protopectinei in pectina, in vederea imbunatatirii consistentei pastei
-inactivarea enzimelor, in special a pectozelor
-inactivarea microflorei
-cresterea randamentului de strecurare
-solubilizarea pigmentilor licopinici si cresterea microstrecurarii
Se realizeaza in "preincalzitorul cu spirala si manta' in care masa zdrobita este adusa aproape instantaneu la temperatura de 90°C si mentinuta la aceasta temperatura 3-6 minute Oparirea pulpei de ardei
Scopul acestui tratament consta in inactivarea tuturor proceselor enzimatice, distrugerea partiala a microflorei epifite, inmuierea tesuturilor, dilatarea celulelor, stabilizarea vitaminei C. Operatia se realizeaza in "preincalzitorul fierbator cu snec tip Bertuzzi' si dureaza 10-15 minute.
Strecurarea pulpei de tomate si a pulpei de ardei
Operatia de strecurare are ca scop obtinerea masei maruntite omogene, separata de pielite si seminte la tomate, respectiv de pielite la ardei. Ea se realizeaza in "grupul de strecurare Manzini FCO-8' pentru tomate si "grupul de strecurare Manzini tip PI' pentru ardei.
Concentrarea sucului brut de tomate
Este o operatie foarte importanta a procesului tehnologic, obtinandu-se pasta de tomate cu concentratia de substanta uscata dorita. Cresterea continutului de substanta uscata este urmarea faptului ca apa din sucul brut se evapora. Concentrarea are loc intr-un "concentrator cu dublu efect tip Titan SR-7'. Sucul brut intra in concentrator cu 5% S.U. si iese cu 30% S.U.
Amestecarea pastei de tomate cu pasta de ardei
Operatia se realizeaza cu scopul obtinerii produsului finit, adica a pastei de tomate cu ardei. Proportia in care se realizeaza amestecul este de 75% pasta de tomate si 25% pasta de ardei. Cele doua componente sunt introduse intr-un "Vas tampon cu agitator tip TVFV-10', urmarindu-se o buna omogenizare a amestecului.
Conditionarea pastei de tomate cu ardei
Conditionarea are la baza preincalzirea, realizata cu scopul inactivarii microorganismelor, avand in vedere ca s-a realizat o concentrare a sucului de tomate la temperaturi relativ scazute 40-60°C, iar la pasta de ardei, desi a fost tratata termic la oparire, exista posibilitatea contaminarii in faza de strecurare. Operatia se realizeaza la temperatura de 88 °C timp de cateva minute intr-un "preincalzitor ROTOTERM Manzini tip SCR 27-15' Dozarea pastei de tomate cu ardei
Operatia de dozare se face cu scopul ambalarii produsului finit in tuburi de aluminiu. Prin aceasta se confera produsului siguranta in ceea ce priveste pastrarea precum si posibilitatea de prezentare catre consumatori.
Sterilizarea
Sterilizarea recipientelor de aluminiu umplute cu produsul finit se realizeaza in conditii de
suprapresiune la temperaturi cuprinse intre 130-135 °C intr-un sterilizator ,JHunister'.
Racirea recipientelor dupa operatia de sterilizare se realizeaza tot in cadrul sterilizatorului pana la temperatura de 30 °C.
De fapt sterilizarea cuprinde trei faze:
-preincalzirea-timp de 20 minute la temperatura de 30 °C
-sterilizarea propriu-zisa-timp de 12 minute la temperatura de 132 °C
-racirea-timp de 30 minute pana la 30 °C
Paletizarea
Paletizarea are ca scop formarea unitatilor de incarcatura care permit o mai usoara manipulare si depozitare a produsului finit. Dupa ce tuburile de aluminiu sunt asezate in cutii de carton acestea se aseaza la randul lor pe palete plane. intreaga incarcatura este apoi solidarizata cu ajutorul unei huse din folie de material plastic contractibil.
incalzirea husei pentru realizarea contractiei se face cu un aparat mobil, nefiind necesara trecerea acesteia prin tunelele de incalzire a paletelor.
8.CONTROLUL FABRICATIEI PE FAZE
Controlul de calitate se executa in conformitate cu un plan de control dinainte stabilit, pe baza documentatiei tehnice intocmite de sectorul de conceptie, odata cu lansarea in productie a produsului respectiv. Planul de control al procesului tehnologic poate fi reprezentat tinand seama de operatiile din schema tehnologica:
|
RECEPTIE |
-Caracteristici |
|
TRANSPORT |
-Timp, temperatura |
|
DEPOZITARE |
-Timp, temperatura |
|
SPALARE |
-Eliminare impuritati |
|
SORTARE |
-Calitati |
|
ZDROBIRE |
-Caracteristici |
|
PREINCALZIRE |
-Timp, temperatura |
|
OPARIRE |
-Timp, temperatura, inactivare enzime |
|
SEPARARE PEDUNCUL SEMINTE |
-Caracteristici |
|
STRECURARE |
-Caracteristici |
|
CONCENTRARE |
-Timp, temperatura, concentrtie |
|
AMESTECARE OMOGENIZARE |
-Proportii, grad de amestecare |
|
CONDITIONARE |
-Timp, temperatura |
|
DOZARE |
-Temperatura, calitate recipient |
|
STERILIZARE |
-Timp, temperatura finala |
|
PALETIZARE |
-Caracteristici |
|
DEPOZITARE |
-Timp, temperatura |
Schema de control prezinta avantajul vizualizarii procesului, dar nu da indicatii suficiente asupra modului cum se executa, de catre cine se executa si frecventa operatiilor.
Pentru a avea bune rezultate ale controlului de calitate este necesar ca acesta sa se execute in conformitate cu un plan de control, referitor la receptia materiei prime, a materialelor, a diverselor operatii tehnologice, a produselor finite.
Rezultatele controlului facut in conformitate cu aceste instructiuni, trebuie sa fie consemnate cu exactitate in fisele de numaratori, astfel incat pe baza lor sa se poata lua decizia cea mai corecta pentru respectarea calitatii. in fisa de numaratori se mentioneaza etapele fluxului de fabricatie care sunt supuse controlului si frecventa efectuarii acestuia.
FISA DE CONTROL PENTRU PASTA DE TOMATE CU ARDEI:
|
Faza analitica |
Frecventa |
Indicatori de control |
Metode de control |
Executant |
|||||||||||||||||||||||
|
Receptie |
Fiecare lot |
Calitatea materiei prime |
Cantarire, Vizual, Senzorial |
CTC receptie |
|||||||||||||||||||||||
|
Transport |
Fiecare lot |
1 .Calitate transport 2.Regim de transport |
Vizual Termometru |
CTC fabricatie |
|||||||||||||||||||||||
|
Depozitare |
Fiecare lot |
Regim de depozitare |
Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Spalare |
3-4 ori pe schimb |
Calitatea spalarii |
Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Sortare |
Periodic |
Calitatea sortarii |
Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Zdrobire |
O data pe schimb |
Calitatea zdrobirii |
Vizual |
Laboratorul fabricii |
|||||||||||||||||||||||
|
Preincalzire |
Ficare sarja |
1.Calitatea preincalzirii 2.Regimul |
Termo-ceas Termometru |
Laborator fabrica |
|||||||||||||||||||||||
|
Oparire |
O data pe schimb |
1 .Regim (temp.-timp) 2.Calitatea oparirii |
Termometru si ceas, Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Separare seminte, peduncul |
O data pe schimb |
Calitatea separarii |
Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Strecurare |
Periodic |
Calitatea strecurarii |
Vizual |
CTC fabricatie |
|||||||||||||||||||||||
|
Concentrare |
Fiecare sarja |
1 .Calitatea concentrarii 2.Regimul concentrarii |
Termometru electronic, termometru, ceas | ||||||||||||||||||||||||
|
Amestecare |
Fiecare sarja |
1 .Calitatea amestecarii 2.Respectarea retetei |
Vizual, cantarire |
CTC fabricatie | |||||||||||||||||||||||
|
Conditionare |
Fiecare sarja |
Regimul de conditionare |
Termometru, ceas |
CTC fabricatie | |||||||||||||||||||||||
|
Dozare |
3-4 ori pe zi |
1 .Recipient (grad de curatire) |
Vizual |
CTC fabricatie |
Orar |
2.Temperatura compozitiei |
Termometru |
CTC fabricatie |
3.Continut |
Analiza fizico-chimica, analiza senzoriala |
CTC fabricatie | ||||||||||||||||
|
Inchidere |
2 ori pe schimb |
Masa neta |
Cantarire |
CTC fabricatie |
|||||||||||||||||||||||
|
Sterilizare |
Fiecare sarja |
Verificarea regimului de sterilizare |
Indicatiile, operatori de control |
CTC fabricatie |
|||||||||||||||||||||||
|
Paletizare |
Periodic |
Verificarea stabilitatii incarcaturii |
Incercari |
Laborator fabrica |
|||||||||||||||||||||||
|
Depozitare |
Fiecare lot |
Regimul de depozitare |
Termometru, ceas |
Laborator de fabrica |
|||||||||||||||||||||||
9 REGIMUL DE LUCRU AL SECTTIEI
Stabilirea numarului de zile de lucru anual.
In sectia de pasta de tomate cu ardei se lucreaza in trei luni ale anului, intre LVII si 15.X. Graficul unei campanii de recoltare:
capacit.
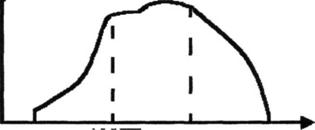
15.VII 15.VHI 15.IX 15.X
Stabilirea numarului de schimburi: se lucreaza in trei schimburi.
Stabilirea numarului de ore de lucru zilnic: se lucreaza cu o intrerupere de 40'/schimb:
3 X 40 = 120 minute = 2 h. Se lucreaza 22 h efectiv.
Productia pe zi va fi:
1707 X 22= 37554 kg/zi - 37,554 tone/zi
6.2. VALORIFICAREA ECONOMICA A APELOR REZIDUALE
O posibilitate de valorificare economica a apelor reziduale v-a fi descrisa in continuare. Prezenta substantelor organice in namolul decantat si tendinta lor de degradare impune anumita perioada de maturare. Mirosul namolului putrezit poate constitui o dovada de modul in care a progresat descompunerea lui.
Procesul de putrefactie poate fi recunoscut si prin faptul ca namolul nedescompus leaga puternic apa pe cand cel fermentat, dimpotriva o cedeaza usor.
Tratarea apei poate avea loc numai daca in complexul, reprezentat de apele reziduale exista substante organice prin intermediul carora sa se poata initia si desfasura un proces de putrefactie, in functie de conditiile create, un asemenea proces poate avea loc in doua directii: fermentare acida si fermentare alcalina. Pentru fermentare acida sunt necesare multe substante de origine animala, observandu-se ca o fermentatie initial alcalina trece repede intr-una acida. Cauzele acestei fermentatii acide sunt bacteriile care in cea mai mare parte pun in libertate C02 din compusii carbonati, productie de degradare cu actiune neplacuta cum sunt: H2 - compusii cu H2S. Dimpotriva fermentarea alcalina are loc intr-un mod cu totul diferit si nu poate fi comparata cu procesul in mediul acid, desi fermentarea alcalina e intotdeauna initiata de fermentatie acida, chiar si fara sa existe o cauza speciala.
in acest proces se formeaza cu produsi de degradare in combinatie cu compusii de azot o serie de substante cum ar fi azotatii, NH3 si azotitii.
Prezinta importanta formarea azotului liber, a C02 si a CH4. Curbele de putrefactie dupa Worr si Fair arata evident modul in care se poate scurta durata fermentarii in mediul alcalin datorita influentei exercitate de temperatura in groapa de putrezire asupra procesului de fermentare.
Prezinta insa importanta si experienta practica, pe baza careia se deduce ca recuperarea intentionata a gazului din camerele de putrefactie, inchise, poate fi realizata cu randament de gaz cu atat mai ridicate cu cat temperatura aleasa este mai favorabila dezvoltarii bacteriilor. S-a stabilit ca temperatura maxima necesara bacteriilor e 37°C.
Nivelul de temperatura din camera de putrezire influenteaza formarea gazului, deci si randamentele realizabile cu cresterea temperaturii se micsoreaza insa si durata de descompunere a namolului.
Cercetarile efectuate au aratat ca la temperatura de 10°C un namol de 450 1 gaz pentru un kg de substanta uscata; la 20°C da 610 1 gaz, iar la 30°C da o cantitate de 760 1 gaz pentru un kg de substanta uscata.
Peste aceasta temperatura randamentul de gaz nu mai creste sau creste putin. Exista diferite camere de putrefactie. Camera simpla de fermentare nu este altceva decat un recipient de decantare cu dimensiuni potrivite, prin care trebuie sa treaca toate cantitatile de ape reziduale. Substantele solide cad la fund si incep sa putrezeasca. in acest caz procesul nu este continuu. Se poate utiliza camera de putrefactie cu doua etaje. in aceasta constructie sub forma etajata sunt cuprinse atat camera de sedimentare cat si cea de fermentare.
Randamentul acestui tip de instalatie este mult mai bun. Cele doua etaje nu sunt separate etans intre ele, ci sunt doar despartite printr-un perete intermediar oblic, prin al carui fant longitudinale pot cadea la etajul inferior substantele solide din lichid, fermentarea avand apoi loc in camera de putrefactie.
Compozitia gazelor formate depinde de natura procesului de putrefactie si de instalatii in care aceasta are loc. Scopul recuperarii gazului este valorificarea lui ca sursa de energie prin combustie.
C02 - ul format e inutilizabil si cu cat proportia lui este mai mare in gazele degajate, cu atat se micsoreaza puterea calorica a metanului format.
S-a calculat ca la un continut de metan de 70 - 80% asa cum se obtine in medie in camera de putrefactie cu doua etaje, si la proportie de 20 - 30% C02 se obtin puteri calorice de 6000 - 7000 kcal/m3.
Pentru colectarea cantitatilor de gaze formate se utilizeaza un gazometru, in care gazul e introdus numai dupa o purificare prealabila.
Gazele formate contin si H2S nedorit care se indeparteaza cu un filtru de minereu de fier sau de hidroxid de fier, intr-o instalatie prevazuta inaintea gazometrului. Deversarea namolului putrezit in apa marii sau a raurilor cu debit mare de apa ar trebui sa fie permisa legal doar in cazuri speciale, in timp ce umplerea in gropi sau terenuri denivelate ar putea reprezenta o solutie.
Este posibila indepartarea namolului si prin ardere.in afara acestor probleme esentiale, igienistilor din industria alimentara le revine sarcina controlului calitatii si stabilirea conditiilor de depozitare a produselor finite. Ei supravegheaza si functionarea anexelor sanitare si raspund de problemele de igiena muncii (ventilatul si iluminatul locurilor de munca).
8. TEMA SPECIALA
VALORIFICAREA PRODUSELOR SECUNDARE DIN PROCESUL DE FABRICARE A PASTEI DE TOMATE
La fabricarea pastei de tomate rezulta de la grupul de separare a semintelor 1,8% deseuri din care 0,5% seminte si 1,3% pulpa.iln urma operatiei de strecurare se obtine 3,2% deseuri din care 2,3% pulpa, 0,6% coji si 0,3% fibre celulozice.
Cantitatea totala de deseuri care rezulta la fabricarea pastei de tomate este de 5%. Deseurile care rezulta in urma strecurarii tomatelor au aproximativ 30% substanta uscata din care 2,5-3,5 zaharuri, 6-9,5% proteine, 3-3,5% grasimi, 1-1,9% cenusa, 7-10% celuloza, 15-20 mg% acid ascorbic si 1 mg% carotina.
Dupa datele lui Bonev (1972) deseurile care rezulta de la strecurarea tomatelor contin in medie 72% pulpa aderenta la pielite cu un continut de 7% substante extractive, cu 30% mai mult decat substanta uscata a pulpe de tomate.
Semintele de tomate pot fi folosite pentru sterilizarea uleiului alimentar si a srotului furajer. Semintele au un continut mediu de 10% umiditate (prezentand 0,4% din cantitateqa de materie prima) contin 28-29% ulei, 25-37% proteine, 15-18% substante neazotoase, 2,6 3,0% cenusa, 16-25% celuloza.
Dirijate pentru obtinerea uleiului, se obtin 19-20% ulei alimentar si 71% srot furajer Uleiul contine 80% acizi nesaturati, in special acid oleic si linoleic, 1% crotenoide si tocoferoli. Srotul contine 37-44% proteina bruta din care 27-29% proteina asimilabila, avand o valoare furajera de 1,2 - 1,3 unitati. Studiile privind compozitia chimica a semintelor de tomate au stabilit ca semintele uscate contin 25,3% proteine si circa 20% grasime.
in privinta continutului de aminoacizi, semintele se gasesc intre semintele de soia si floarea soarelui, valoarea nutritiva reprezentand 50% din valoarea nutritiva a oului de gaina. Avand in vedere calitatea uleiului de seminte de tomate care este un ulei semisicant de caliatate alimentara, pentru a obtine o valorificare complexa si eficienta produselor secundare, inclusiv a semintelor rezultate in procesul fabricarii pastei de tomate se poate utiliza urmatoarea schema tehnologica: (pagina alaturata).
II. CALCUL DE PROIECTARE
BILANT DE MATERIALE
Se dau din tema de proiect:
Raportul pasta ardei - tomate
Concentratia initiala si finala
Capacitatea sectiei: 10.000 kg/h M.P.
In functie de raportul de pasta de ardei - pasta de tomate [25:75], cantitatile de materie prima sunt: 9249 kg/h tomate si 700 kg/h ardei.
Concentratiile initiale si finale ale suculuiSui=5%;Suf=30%
TOMATE
1. Receptie, depozitare, transport
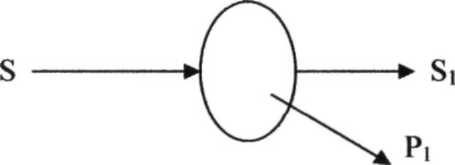
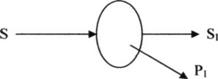
Pi = 2 % pierderi
S = 9249 kg/h tomate
S1 - cantitatea de tomate ce urmeaza sa fie spalata
S=S1+P1, S1=S-P1
S = 9249 - (2/100)·9249 = 9249 - 184,9 = 9064,1 kg/h
S1 = 9064,1 kg/h, P1 = 184,9 kg/h.
2. Spalare-sortare
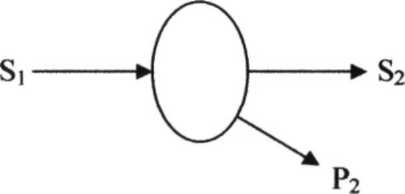
P2 = 3 % pierderi
S2 - cantitatea de tomate obtinute dupa spalare
S1=S2+P2, S2=S1-P2
S2 = 9064,1 - (3/100) 9064, =9064,1-271,92 =8792,18 kg/h
S2 = 8792,18 kg/h,P2 = 271,92 kg/h
3.Separare seminte
P3 = 3 % pierderi
S3-cantitatea de tomate ce va fi supusa rafinarii
S2=S3+P3, S3=S2-P3
S3=8792,18 - (3/100) ·8792,18 = 8528,4 kg/h
S3 = 8528,4 kg/h, P3 = 263,78 kg/h.
4. Strecurare
 P4
P4
P4 = 5 % pierderi
So = cantitatea de suc ce urmeaza a fi concentrat
S3=S0+P4, S0=S3-P4
So=8528,4 - (5/100)·8528,4=8528,4 - 426,4 = 8101,98 kg/h
So = 8102 kg/h, P4 = 426,4 kg/h
5. Concentrare
So - cantitatea de suc ce intra la concentrare
Sf - cantitatea de suc concentrat
Sui = 5 %, Suf= 30%,P=5 %
W-cantitatea de apa evaporata kg/h
S0=Sf+W
S0= Sui /100 = Sf QUOTE

![]()
![]() (Suf /100) +P QUOTE
(Suf /100) +P QUOTE
![]()
![]() (Sui /100) QUOTE
(Sui /100) QUOTE

![]()
![]() S0
S0
Sf·Suf/100=S0·Sui/Sui/100·(1-P),Sf=S0·Sui/Suf·(1-P)
Sf=8102·5/30(1-5/100)=1286 kg pasta concentrata de tomate
W=S0-Sf=8102-1286=6816kg/h apa evaporata
ARDEI
6. Spalare-sortare
A0=700 kg/h materie prima
P1=3% pierderi
A1-cantitatea de ardei dupa spalare-sortare
Ao=Ai+Pi, A1=Ao-Pi
A1=700-(3/100)-700=679 kg/h
A1=679kg/h, Pi=21 kg/h
7. Separare peduncul-seminte
P2=30% pierderi (seminte + peduncul)
A2-cantitatea de ardei supusi oparirii kg/h
A1 =A2 + P2, A2 = A,-P2
A2=679 - (30/100)679 = 679-203,7 = 475,3 kg/h
A2=475,3 kg/h pulpa ardei, P2 = 203,7 kg/h seminte-peduncul
8. Oparire
P3=0,5% pierderi
A3- cantitatea de pulpa de ardei supusa strecurarii kg/h A2=A3+P3,
A3=A2-P3
A3=475,3-(0,5/100)-475,3=475,3-2,37=472,93
A3=472,93 kg/h pulpa ardei, P3=2,37 kg/h
9. Strecurare rafinare
P4=7% pierderi la strecurare
Af-cantitatea de pasta de ardei obtinuta
A3=AffP3, Af=A3-P3
Af=472,93-(7/100)-472,93=428,9 kg/h pasta de ardei
10. Dozare-inchidere pasta de tomate cu ardei
1286+428,9=1715 kg/h pasta de tomate cu ardei
La 100 kg pasta - 75 kg pasta tomate
La 1715 kg pasta - 1286,25 kg pasta de tomate
La 1715 kg pasta - 426,75 kg pasta ardei
P=0,45% pierderi la dozare
Pi-cantitatea de pasta de tomate cu ardei care se dozeaza
Pf-cantitatea de produs finit Pi=Pf+P, Pf=Pi-P
Pf=1715-1715 (0,45/100)=1707 kg/h produs finit
Pf=1707 kg/h produs finit, P=7,95 kg/h pasta
Tabel rezultate:
|
Nr. |
OPERATIA |
INTRARI |
Kg/h |
IESIRI |
Kg/h |
|
Crt. |
MATERIALE |
MATERIALE | |||
|
Receptie depozitare transport |
Tomate |
Tomate Pierderi | |||
|
Spalare sortare |
Tomate Apa |
Tomate Pierderi Ape reziduale | |||
|
Separare seminte |
Tomate zdrobite |
Tomate Pierderi | |||
|
Strecurare |
Pulpa + suc de tomate |
Suc brut Pierderi | |||
|
Concentrare |
Suc brut pentru concentrare |
Pasta tomate Apa evaporata | |||
|
Spalare sortare |
Ardei Apa |
Ardei Pierderi Ape reziduale | |||
|
Separare peduncul seminte |
Ardei Zdrobiti |
Ardei pulpa Pierderi | |||
|
Oparire |
Pulpa de ardei |
Pulpa de ardei Pierderi | |||
|
Strecurare rafinare |
Pulpa de ardei |
Pasta de ardei Pierderi | |||
|
Dozare inchidere |
Pasta tomate + pasta ardei |
Pasta tomate cu ardei Pierderi |
ALEGEREA SI STABILIREA NUMARULUI DE UTILAJE
FISA TEHNICA NR1
CANALUL HIDRAULIC
GENERALITATI
UTILIZARE
Canalul hidraulic este elementul de baza al transportului hidraulic. Transportorul hidraulic este format dintr-un sistem de canale hidraulice cu panta mica, prin care curge apa. Materia prima este antrenata in curentul de apa si este astfel transportata.
CONDITII DE FUNCTIONARE
in primul rand pentru o buna functionare a canalului este necesara alimentarea cu materie prima a acestuia, evitand curgerea inutila a apei prin canal, in lipsa de materie prima. Tot in scopul realizarii regimului de functionare, mai precis a debitului canalului functioneaza si regulatorul de debit al canalului hidraulic.
Acesta este alcatuit dintr-o roata stelata care are axul perpendicular pe directia de deplasare a apei din canal. Cu ajutorul unui electromotor, a carui viteza este redusa cu un reductor, roata stelata este antrenata in miscare de rotatie. Functie de turatia fixata de reductor, roata stelata este antrenata in miscare de rotatie cu o viteza mai mare, respectiv mai mica, regland astfel debitul de materie prima ce trebuie sa fie transportata.
DIMENSIUNI CONSTRUCTIVE.
De mentionat este faptul ca in cazul transportorului hidraulic, adica al canalului mai bine zis, datorita faptului ca acesta se executa ingropat, profilul si lungimea pot fi alese la construirea acestuia.
S-a stabilit in urma unor cercetari ca cel mai eficace profil pentru un canal hidraulic este cel aratat la DOCUMENTARE [4 fig. 4], adica profilul semirotund.
FISA TEHNICA NR. 2
ELEVATORUL GAT-LEBADA
1. GENERALITATI
UTILIZARE
Elevatorul este utilizat in procesul tehnologic in mai multe locuri. Astfel pentru trecere materiei prime in masina de spalat, din bazinul tampon al transportorului hidraulic se utilizeaza cate un astfel de elevator, atat pentru linia de obtinere a pastei de tomate cat si pentru cea de obtinere a pastei de ardei.
Se mai utilizeaza la linia de pasta de ardei la trecerea pulpei zdrobite in preincalzitorul fierbator cu snec.
DESCRIERE CONSTRUCTIVA
Elevatorul gat-lebada este format din doua roti de lant pe care este rulat unul sau doua lanturi de care sunt fixate curelele. Pe axul rotii superioare e montata o roata cu clichet. Acesta se impune pentru elevatoare cu cupe mari (de 6 dm3) si pentru materiale cu greutate specifica mare, incat in cazul in care ramura din stanga elevatorului se rupe nu permite rotirea rotii de lant superioare in sens invers.
DESCRIERE FUNCTIONALA
Materialul se incarca la partea inferioara, intra in cupe si este ridicat la partea superioara unde este evacuat. Roata superioara este roata de actionare. Miscarea de rotatie se transmite de la un electromotor printr-un reductor cu roti dintate.
La partea inferioara roata de lant are axul montat in lagar, care are posibilitatea de glisare pe directia verticala pe niste grilaje. Acesta este necesara pentru intinderea lantului. Pentru o buna functionare, lantul si partile in miscare ale electromotorului trebuiesc unse conform fisei de ungere. La sfarsitul campaniei elevatorul se curata si se vopseste.
FISA TEHNICA Nr. 3
MASINA DE SPALAT CU DOUA CUVE tip MANZINI
1. GENERALITATI
1.1.UTILIZARE
Masina de spalat cu doua cuve se foloseste pentru spalarea fructelor si legumelor cu textura semitare, in special a tomatelor. in cadrul liniei tehnologice masina de spalat cu doua cuve este utilizata in scopul spalarii si sortarii materiei prime adica tomate si ardei.
1.2.DESCRIEREA UTILAJULUI
Masina de spalat cu doua cuve Manzini tip BR are ca parti componente principale: cuva de prespalare, cuva de spalare, dispozitivul de transport si compresorul de aer. Cuva de prespalare 1 confectionata din tabla este impartita in doua sectiuni printr-o placa perforata cu orificii cu diametrul de 20 mm care lasa sa treaca impuritatile spre fund si retin materia prima in stratul superior.
in cuva se barboteaza aer. in aceasta portiune a masinii are loc prima etapa de spalare in care se elimina aproape 70 % din impuritati. Actiunea de spalare se realizeaza prin barbotare, inmuiere si frecare intre suprafete.
Prin intermediul tamburului de transvarsare construit din doua discuri unite transversal prin sase placi perforate, usor curbate, materia prima e preluata din cuva de prespalare si trecuta in cea de spalare.
Cuva de spalare are montat in interior un dispozitiv de transport sub forma unui lant fara sfarsit confectionat din placute pe care sunt ansamblate role de aluminiu.
in partea superioara a cuvei, in zona de evacuare a materiei prime are loc a treia spalare prin sprituirea cu apa de la un grup de dusuri format dintr-un numar de tevi transversale pe care sunt montate duze pentru pulverizarea apei.
Banda de transport se prelungeste cu o portiune mai mare, orizontala pe care se realizeaza sortarea. Si in aceasta portiune rolele de aluminiu care se rotesc liber contribuie la realizare unei sortari mai bune, deoarece fac ca produsele sa se roteasca si sa se prezinte pe toate fetele celui care realizeaza sortarea.
Compresorul de aer realizeaza o presiune de 20-104 N/m2. La intrarea in suflanta are loc o epurare a aerului aspirat prin montarea unui element filtrant.
2. DATE CONSTRUCTIVE
Masina de spalat cu doua cuve tip A 13a/7 BG.
Caracteristici tehnice
Capacitate tomate 7000-8000 kg/h.
Consum de apa - prespalare 4 m3/h
- spalare la presiune 2 kgf/cm2 11 m3/h Puterea instalata - ventilator 3 CP
- transportoare 4 CP
Dimensiuni de gabarit: Lungime 16810 mm. Latime 2250 mm. inaltime 1150mm.
Greutate: - Neta 3470 kg - Bruta 5050 kg Volum aproximativ 50 m3.
FISA TEHNICA NR 4
ZDROBITOR CU DINTI [ANEXA 4]
1.GENERALITATI
UTILIZARE
Zdrobitorul cu dinti este utilizat la maruntirea grosiera a tomatelor in procesul de fabricatie si are rolul de a usura procesele de incalzire si strecurare.
DESCRIERE - FUNCTIONARE
Este construit dintr-un stator si un rotor din otel inoxidabil. Rotorul are o serie de dinti care trec in timpul miscarii de rotatie prin spatiile libere ale unei danturi, fixate pe stator.
Operatia de zdrobire este foarte eficace datorita formei dintilor si dispozitivului special tip
pieptene fix, in care acesta intra treptat reducand la minimum vibratiile masinii.
Rotorul este fixat de un arbore de otel inoxidabil care strabate statorul si se sprijina la capete de rulmenti. Statorul are doua deschideri: la partea superioara pentru alimentare cu tomate si la partea inferioara pentru evacuarea produsului zdrobit.
Dispozitivul de siguranta cu frictiune permite evitarea deteriorarii dintilor in cazul introducerii de corpuri straine tari: cuie, bucati de lemn etc.
Zdrobitorul este actionat de un motor electric cu transmisie prin roti cu curele trapezoidale.
2.DATE CONSTRUCTIVE
Zdrobitor cu dinti tip C3.
2.1. Caracteristici tehnice:
Capacitate tomate 900 kg/h
Putere instalata 3 CP 2.2 Dimensiuni de gabarit
Lungime 1064 mm
Latime 320 mm
inaltime 382 mm
Greutate 260kg
FISA TEHNICA Nr. 5
GRUP DE SPALARE SEMINTE
1.GENERALITATI
1.1 UTILIZARE
Grupul de separare seminte se utilizeaza in scopul separarii semintelor din pulpa zdrobita pentru a mentine posibilitatea realizarii unei paste de tomate cu culoare corespunzatoare, fara nuante de brun.
in alt context, utilizand grupul de separare seminte se pot obtine seminte de tomate care se pot valorifica prin diferite procedee.
1.2. DESCRIERE - FUNCTIONARE
Acest grup de separarare este alcatuit din zdrobitor, separator de pulpa si separator de seminte.
Separatorul de pulpa este format dintr-o sita conica cu diametrul orificiilor de 12 mm construita din otel inoxidabil, inchisa intr-o carcarcasa metalica. in interior se gaseste un ax cu palete de bronz. Zdrobitorul de pulpa este construit pe principiul pasatricei.
Separatorul de seminte este format dintr-o sita cilindrica prevazuta cu un ax cu palete care au o miscare de rotatie de 800-1000 rot/min. Masa zdrobita patrunde in separatorul de pulpa unde are loc separarea pulpei de suc.
Pulpa este trimisa in zdrobitor, unde se produce o maruntire mai fina, iar sucul si semintele sunt trecute in separatorul de seminte.
Datorita turatiei mari a paletelor, agitatorului, sucul cu seminte e proiectat pe peretii interiori ai sitei. Sucul trece prin orificii si se amesteca cu pulpa zdrobita, trecand la preincalzire, iar semintele sunt eliminate.
2.DATE CONSTRUCTIVE
Grup de separare
seminte tip 200 Ac
2655 mm. 950 mm. 1200 mm.
Caracteristici tehnice.
Capacitate 8000 kg/h.
Puterea instalata 3 kW
Dimensiuni caracteristice:
Lungime
Latime
inaltime
2.3.Greutate 760kg.
FISA TEHNICA Nr.6
PREINCALZITOR CU SPIRALA SI MANTA
1. GENERALITATI
1.1.UTILIZAREA
Preincalzitorul cu spirala si manta se utilizeaza in procesele de preincalzire a tomatelor zdrobite, a pulpei de tomate separate de seminte in acest caz.
1.2.DESCRIERE - FUNCTIONARE
Preincalzitorul cu serpentina este compus dintr-o camera pentru produs in interiorul caruia se gaseste arborele 9 gol in interior, o manta de incalzire, sistem de antrenare arbore, aparatura de masura si control, regulator automat de temperatura, manometre, termometre. Prin rotirea arborelui si a spiralei, in produs se realizeaza o turbulenta puternica ce asigura
uniformizarea temperaturii si marirea coeficientului de transfer termic.
Transferul de caldura are loc concomitent pe trei cai:
suprafata serpentinei si suprafata laterala a arborelui 9 in miscare de rotatie.
suprafata laterala a camerei de produs 7, statica.
Aburul saturat se introduce concomitent in arborele central si in spirala. Evacuarea condensului se realizeaza numai din manta prin oala de condens, deoarece condensul din arborele central si spirala e dirijat printr-o conducta laterala in manta.
Pulpa de tomate intrata in preincalzitor, avanseaza datorita miscarii de rotatie a serpentinei si este evacuata prin conducta 12.
Un regulator automat de temperatura comanda ventilul de abur, asigurand incalzirea constanta a pulpei de tomate la temperatura necesara.
2. DATE CONSTRUCTIVE
2.1. Caracteristici tehnice
Capacita 7000 kg/ tomate
Putere electromotor 1 kW
FISA TEHNICA NR. 7
GRUP DE STRECURARE [ANEXA 5]
1.GENERALITATI
1.1.UTILIZARE
Grupul de strecurare este utilizat in procesul tehnologic cu scopul obtinerii masei maruntite si omogene de tomate, separata de pielite si seminte.
1.2. DESCRIERE - FUNCTIONARE
Grupul de strecurare este alcatuit din trei elemente: pasatrice, rafinatrice, ultrarafinatrice. Tomatele zdrobite si preincalzite intra in pasatrice, unde are loc separarea sucului de pielite, seminte, particule fibroase, cu ajutorul fortei centrifuge imprimata produsului de catre paletele rotative.
Sucul trece in interiorul sitei conice a pasatricei cu cp= 1,1-1,2 mm, se colecteaza in palnia inferioara si intra in rafinatrice care are diametrul orificiilor q> =0,7-0,8 mm, unde este supusa la o prima rafinare si la eliminarea semintelor eventual sparte.
Sucul rafinat trece apoi in superrafinatricea 3 care efectueaza eliminarea tuturor deseurilor, orificiile fiind de 0,5-0,4 mm.
Capacitatea de strecurare depinde in mare masura de temperatura la care se efectueaza operatia.
DATE CONSTRUCTIVE
Grupul de strecurare Manzini FC08
Caracteristici tehnice
Capacitate pulpa zdrobita 8000kg/h. Putere instalata 20 CP
Dimensiuni de gabarit:
lungime = 2250mm,
latime = 1200mm,
inaltime = 2200mm.
Greutate 2310kg.
FISA TEHNICA Nr.8 I
NSTALATIA DE CONCENTRARE MAZINI-TITAN SR
1. GENERALITATI
1.1.UTILIZARE
Instalatia de concentrare Mazini tip Titan cu serpentina rotativa, are utilizari in fabricile de conserve la concentrarea sucului de tomate.
in periodele de nefunctionare, atunci cand nu mai exista materie prima pentru fabricarea pastei de tomate, instalatia poate fi utilizata la concentrarea sucului de fructe.
1.2.DESCRIEREA UTILAJULUI
Instalatia se caracterizeaza prin: circulatia fluidelor in contracurent; condensarea aburului secundar in condensatorul de amestec in contracurent si in coloana semibarometrica, realizarea dublului efect intr-un aparat mic, etajat.
Spre deosebire de celelalte instalatii concentrarea se realizeaza intr-un aparat etajat avand la partea superioara un evaporator multitubular cu tevi de circulatie, iar in partea inferioara un evaporator cu suprafata de schimb de caldura din doua serpentine.
Instalatia functioneaza sub depresiune. Condensarea aburului secundar se realizeaza in condensatorul de amestec semibarometric.
Pentru realizarea depresiunii, instalatia e prevazuta cu doua sisteme; o pompa de vid care se foloseste la pornirea instalatiei si o instalatie cu trei termocompresoare folosita in functionarea normala.
Alimentarea cu suc proaspat se face in evaporatorul multitubular unde are loc concentrarea la temperatura scazuta, cea. 42 °C sub depresiune.
Solutia partial concentrata este pompata in evaporatorul cu suprafata de schimb de caldura, sub forma de serpentine prevazut cu un sistem puternic de recirculare a solutiei. Debitul recirculat reprezinta de 20-40 ori debitul de solutie concentrata. Recircularea puternica indeparteaza posibilitatea de depunere a incrustatiilor pe suprafata de schimb de caldura care e in contracurent cu o solutie destul de vascoasa.
Pentru a reduce vascozitatea in acest evaporator se lucreaza la o temperatura mai ridicata 60-65°C. Acest evaporator e incalzit cu abur primar adus la 92 100 °C prin reducerea presiunii si umidificare cu condens rezultat din aceeasi instalatie.
Aburul secundar rezultat este utilizat in celalalt evaporator. De aici aburul secundar rezultat e trimis la condensator. Instalatia functioneza cu dispozitive de reglare automata pentru mentinerea nivelului in fiecare evaporator cat si pentru realizarea concentratiei finale dorite, in acest scop se prevede fiecare evaporator cu cate un Refractometru electronic cu compensator de temperatura RD-E. Acest tip de refractometre electronice se utilizeaza pentru determinarea automata si reglarea concentratiei substantei uscate si se monteaza intr-un jgheab de incarcare.
in figura 27 este data schema unui refractometru automat cu compensator de temperatura RD-E.
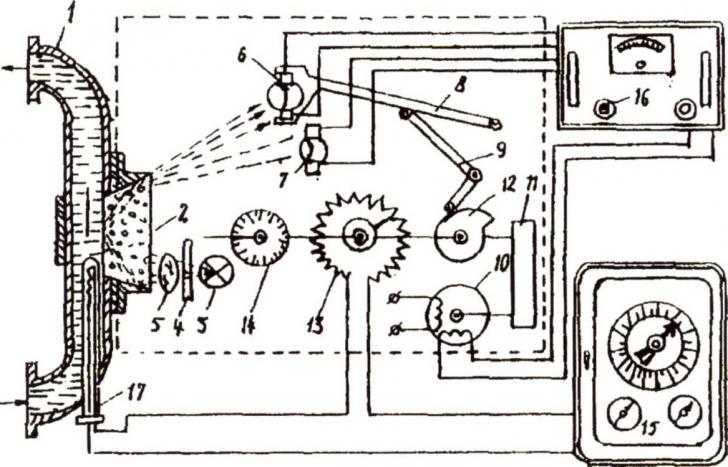
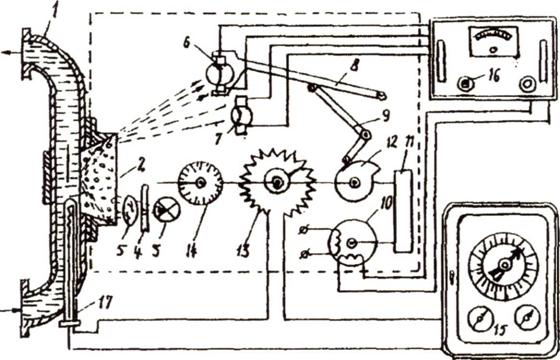
Fig. 27 Refractometru RD - E
in jgheabul 1 se monteaza o prisma 2 spre care se indreapta un fascicol de raze luminoase de la sursa 3. in cavitatea acestei surse de lumina functioneza un bec cu mercur SDV si care furnizeaza radiatii ultraviolete cu lungimi de unda X = 404u. Fascicolul de radiatii luminoase trece apoi prin condensatorul 4, lentila 5, strabate suprafata de separare a celor doua medii si prisma 2. Razele refractate se indreapta spre fotoelementele 6 si 7. Fotoelementul 7 este stabil iar fotoelementul 6 e mobil, fiind montat pe un dispozitiv miscator 8 (o tija), care se intoarce cu ajutorul manivelei 9. Manivela 9 apasa pe dispozitivul 12 care actioneaza prin electromotorul reversibil 10 reglat la reductorul 11.
Pe acelasi ax cu dispozitivul 12 se afla resortul 13 cu scala gradata 14. Dispozitivul de actionare la distanta actioneza asupra aparatului secundar 15 gen EMD cu iesire electrica sau pneumatica. Fotoelementul stabil 7 pe jumatate inchis cu o diafragma este actionat de fascicolul de raze refractate de mediul care curge dupa jgheab.
Fotoelementul 6 - mobil se instaleaza astfel incat sa se miste dintr-o zona luminata in zona luminii refractate si deci trece printr-o granita lumina - umbra.
Granita lumina - umbra se misca fata de coeficientul de refractie a mediului si prisma. Aceasta schimbare (miscare) are loc la variatia concentratiei in substanta uscata a mediului analizat, avand in vedere ca de fapt variaza unghiul de refractie.
Cand luminozitatea ambelor fotoelemente e micsorata la 180 ° atunci linia variabila sumara compusa din fotoelectricitate este nula si nu intra in amplificatorul 16, deci semnalul lipseste, in acest caz fotoelementul mobil 6 se afla in zona dintre lumina si umbra. La schimbarea concentratiei in substanta uscata a mediului, granita lumina - umbra se schimba ceea ce duce la modificarea balantei fotoelectricitatii si apare la iesirea din amplificatorul 16 un semnal care la randul sau apare pe bobina electromotorului.
Electromotorul prin intermediul dispozitivului 12 transmite fotoelementului 6 o miscare de translatie si prin intregul aparat transmite indicatii aparatului secundar 15. Refractometrul RD-E este dotat cu compensatorul de temperatura 17, drept pentru care se utilizeaza termometrul de rezistenta general TCP-20. Aparatul se calculeaza pentru limitele de masurare si reglarea concentratiei substantei uscate de la 0 - 70 %, iar tolerante admise sunt ±0,5% S.U
2. DIMENSIONAREA TEHNOLOGICA
2.1. BILANT DE MATERIALE
La instalatia de concentrare intra suc cu concentratia de 5 % Su in cantitatea de So=8102 kg/h si iese pasta concentrata la 30 % Su Sf=1286 kg/h. Totodata se evapora o cantitate de apa W = 6819 kg/h.
2.2. BILANT CALORIC
Efect I. Temperatura 40 - 420sC; presiune 61,5 mmHg
Efect II. Temperatura 60-650sC; presiune 187,5 mmHg.
Efect I. i,'=2573 10³j/kg, i,=172,2·10³ j/kg, r1=2395·10³ j/kg
Efect II. i2'=2614,65 ·10³j/kg, I2= 272,36·10³j/kg, r2=2357,42·10³j/kg
Se utilizeaza agent termic abur saturat la 10 N/cm2 cu :
io'=2674·10³j/kg, i0'=419 ·10³j/kg, r0=2255·10³ kj/kg
unde: - i ˮ - entalpia aburului , i - entalpia lichidului,-r - caldura latenta de vaporizare
Debitul total de apa evaporata este: W= S0 QUOTE
![]()
![]() QUOTE
QUOTE

![]()
![]() ) undeː
) undeː
Ci-concentratia initiala a sucului
Cf-concentratia finala a sucului
S0-cantitatea de suc ce intra in instalatieː
S0=8102 kg/h=2.25 kg/sec.
W= 2.25 QUOTE
![]()
![]() QUOTE
QUOTE

![]()
![]() ) = 1.98 kg/s ; W=1,98 kg/s
) = 1.98 kg/s ; W=1,98 kg/s
VALORILE LUI α si β
QUOTE

![]()
![]() = QUOTE
= QUOTE

![]()
![]() = 0,932
= 0,932
QUOTE
![]()
![]() QUOTE
QUOTE

![]()
![]()
QUOTE

![]()
![]()
QUOTE
![]()
![]()
QUOTE

![]()
![]()
QUOTE
![]()
![]()
t2 - temperatura in efectul II, t2 = 65 o
c0-caldura specifica a sucului inițial c0=4.06 kj/kg grad
t0-temperatura cu care intra sucul in instalație
t1-temperatura de evaporare in primul efect
t0=70sC ti=42sC
![]() Ecuatiile folosite pentru rezolvare
sunt:
Ecuatiile folosite pentru rezolvare
sunt:
W1 =α1W0 + β1S0
W2 =α2W1
+ β2 (S0 - QUOTE

![]()
![]() W1)
W1)
W1 + W2 = W
W1- cantitatea de abur secundar din primul efect kg/s
W2 - cantitatea de abur primar utilizat kg/s
So - cantitatea de suc ce urmeaza a fi concentrata kg/s
W2 - cantitatea de abur secundar din al doilea efect kg/s
ca - caldura specifica a apei kj/kg grad
c0 - caldura specifica a sucului initial kj/kg grad
W - cantitatea totala de apa evaporata kg/sec.
W - W1= α2W1+
β2 (S0 - QUOTE

![]()
![]() W1) deoarece W2=W - W1
W1) deoarece W2=W - W1
W - W1 = α2W1+
β2 S0 -
β2 QUOTE
![]()
![]() W1
W1
W1(1 + α2
- β2 QUOTE
![]()
![]() ) = W - β2 S0
) = W - β2 S0
W1 = QUOTE

![]()
![]() QUOTE
QUOTE
![]()
![]() = 0,96kg/s
= 0,96kg/s
W1=0,96 kg/s sau Wi=3456 kg/h
W2=W-W1, W2=1,89-0,96=0,93 kg/s
W0 = QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() = 0, 979kg/s
= 0, 979kg/s
W0 =3524kg/h
Consumul specific de abur primar la apa evaporata este:
Csp = W0/W = 0,979/1,89 = 0,515kg/kg
BILANTUL CALORIC LA CONDENSATOR
Debitul de apa de racire la condensator.
Debitul de apa de racire intr-un condensator de amestec se deduce din ecuatia bilantului care se poate scrie sub forma:
Lv" QUOTE

![]()
![]() W1 +
ct1 QUOTE
W1 +
ct1 QUOTE
![]()
![]() Wa =
ctf QUOTE
Wa =
ctf QUOTE

![]()
![]() (W1
+Wa)
(W1
+Wa)
Din care: Wa = W1 QUOTE

![]()
![]()
unde:tf-temperatura de iesire a apei din condensator
ti-temperatura de intrare a apei din condensator
Wa - debitul de apa de racire in kg/s
W1- debitul de vapori care se condenseaza kg/s
iv″- entalpia vaporilor la presiunea de intrare in condensator in kj/kg.
c-caldura specifica a apei de racire kj/kg grad
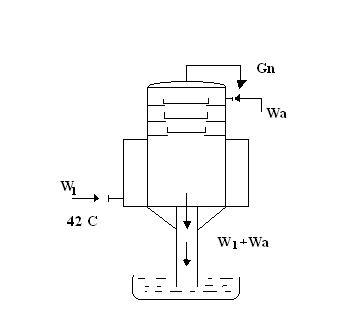
m = (tf - ti)/(tv - ti)
tv - temperatura de intrare a vaporilor in condensator: tv
= 65 QUOTE

![]()
![]()
tf = 40 QUOTE
![]()
![]() , ti = 17,50 QUOTE
, ti = 17,50 QUOTE
![]()
![]() m= QUOTE
m= QUOTE

![]()
![]() = 0,47
= 0,47
W1=0,96 kg/s=3456 kg/h
![]()
iv" = 2614,65 kj/kg C15= 4, 19 kj/kg grad
Wa
= 3456 QUOTE
![]()
![]() = 86902 kg/h sau Wa=24,136 kg/s
= 86902 kg/h sau Wa=24,136 kg/s
Cantitatea totala de apa evaporate esteː6804 kg/h=W.Consumul de apa de racier este 1 kg de apa evaporataː
Csp = Wa/W = 8690,2/6804 = 12,7
Se incadreaza in consumul specific de apa pe kg de apa evaporata - din ['Operatii si utilaje in Industria alimentara. De I. Rasenescu pag. 2 voi. II]
DEBITUL DE GAZE NECONDENSABILE
Debitul de gaze necondensabile care trebuie evacuat din condensator se calculeaza tinand cont de masele din care provin:
aerul dizolvat in apa de racire. Apa de racire e saturata cu aer la temperatura de intrare in instalatia de concentrare si in procesul din condensator pierde cea mai mare parte din aerul din dizolvat, acesta transformandu-se in gaze necondensabile. in mod normal se considera ca apa de racire degaja in condensator 2 % gaze necondensabile in volume, fata de debitul volumetric de apa de racire sau transformat in greutate, cantitatea de gaze necondensabile reprezinta: 24 T0'6 kg/kg apa de racire
aerul dizolvat in lichidul din care au provenit vaporii. E considerat aproximativ egal cu cel provenit din apa.
-aerul intrat prin neetanseitatile instalatiei. Acesta poate fi sursa principala de gaze necondensabile. Ea este cu atat mai mare cu cat depresiunea e mai avansata si cu cat neglijentele in supravegherea instalatiei sunt mai mari.
Poate fi considerata ca 1% fata de vaporii supusi condensarii, respectiv 0,01 kg gaze necondensabile/kg vapori.
-gaze necondensabile provenite din reactii ce au loc in instalatie.
Tinand seama de ponderea gazelor necondensabile provenite din diferite surse, de faptul ca numaratorile au o mica precizie, in calcule se poate considera: Gn = 0,01 W, unde: Gn - reprezinta cantitatea de gaze necondensabile W - cantitatea de vapori care trebuiesc condensati: Gn = 0,01 . 0,93 kg/s = 33,48 kg/h
DEBITUL POMPEI DE VID
Se determina tinand seama de debitul de gaze necondensabile, de conditiile de temperatura si presiune in care trebuie sa se elimine gazele necondensabile si de faptul ca acestea se elimina sub forma de gaz saturat in umiditate.
Debitul volumetric de gaze necondensabile, tinand seama de legea Dalton se deduce din relatia:
Qv= QUOTE
![]()
![]()
Qv - debitul volumetric de gaz eliminat
pgn- densitatea gazelor (aerului in conditii normale) pgn = 1,239 kg/m3
pc - presiunea de condensare Pc = 0,2467-9,8T04N/m2
Ps - presiunea de saturatie la temperatura de evacuare a gazelor necondensabile
Ps = 0,0238-9,81·10 4N/m2
Pa - presiunea atmosferica. Pa = 9,8-104 N/m2
t - temperatura de evacuare a gazelor necondensabile
t = ti+38 °C = 17,5+38 °C=22,5 °C
Qv= QUOTE

![]()
![]() = 99,252 m3/h
= 99,252 m3/h
Qv =0,0275m3/s
DIAMETRUL CONDENSATORULUI
W= QUOTE
![]()
![]() kg/s
kg/s
W - debitul de vapori ce trebuiesc condensati, kg/s
Dc - diametrul condensatorului, m
w - viteza vaporilor in sectiunea libera a coloanei, m/s
pw - densitatea vaporilor la conditiile de presiune si temperatura din condensator, kg/m3
Dc = QUOTE

 W = 3348 kg/h Dc= 0,93kg/s
W = 3348 kg/h Dc= 0,93kg/s
W=35 m/s,aleg w=5 m/s
Dc = QUOTE

 = 1,2m Dc=1200 mm
= 1,2m Dc=1200 mm
DIAMETRUL COLOANEI SEMIBAROMETRICE
dc = QUOTE
Wi + W2 - cantitatea de apa rece care trece prin coloana, kg/s
pa - densitatea apei, kg/m3 la 65°C = 985,5 kg/m3
va - viteza apei 0,52 m/s; va = 1 m/s
Wi+W2= 3348+86902,4 = 90250 kg/h = 25 kg/s
dc
= QUOTE

 = 0,179m = 179mm
= 0,179m = 179mm
INALȚIMEA COLOANELOR BAROMETRICE
QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]()
Hsb - inaltimea semibarometrica
Pc - presiunea din condensator
Pa - presiunea atmosferica
ρc - densitatea apei;
g-acceleratia gravitationala
w - viteza apei prin coloana
Pc =0,2467- 9,8·10 4N/m2
Pa = 9,8·10 4 N/m2
pc= 985,5 kg/m3, g = 9,81 m/s2, Hsb = 10m
QUOTE
![]()
![]() QUOTE
QUOTE
![]()
![]() QUOTE
QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]()
Hsb>2,58 m
Se adauga pentru siguranta funcționarii cca.1 m la inalțimea calculataː
Hsb =2,58+1 =3,58m
CALCULUL NUMARULUI DE TALERE
Se alege functie de gradul de incalzire al apei care se admite pentru condensator, numarul de
talere variind intre 4.. .8.
Pentru m = 0,47 se ia din [4] pag. 142
numarul de talere 6
diametrul orificiului 3 mm
distanta dintre talere 3 00 mm
durata caderii apei.. .0,35 s
Distanta dinte talere se ia mai mare la intrarea vaporilor si mai mica la evacuare, spre pompa de vid. Condensatorul are talere inelare perforate cu ochiuri de 2 mm diametrul. Aria orificiilor este de 2,5-10 % functie de debitul de apa ce trebuie sa se scurga prin orificii. inaltimea pragului de talere se ia constructiv 40 mm functie de distanta dintre talere.
Inaltimea condensatorului semibarometric tinand cont de aceste conditii si tinand cont ca la Inaltimea calculata se mai adauga 1 m pentru cele 2 capace este:
Hc =2300+400+350+300+250+200 = 2100 mm Hc = 2,lm.
3.CONDITII DE FUNCTIONARE
Instalatia de concentrare Manzini-Titan SR-7 concentreaza sucul initial cu 5 % S.U. pana la 30% S.U. Concentrarea se realizeaza in doua etape. in primul efect sucul e partial concentrat (12 % S.U.) la o temperatura de 42 °C si presiune: 61,5 mm Hg.
In efectul al doilea sucul partial concentrat este adus la concentratia finala, conditiile de lucru fiind 65 °C si 187,5 mm Hg. Functionarea continua exclude incrustatiile pe tevaria de incalzire, ca urmare a caramelizarii pastei de tomate.
Acesta poate prelucra fara intrerupere 50 de zile fara pericol de caramelizare. Durata intrarii in regim a grupului concentrator este de 2 h 30 min., iar de la inceperea alimentarii instalatiei cu materie prima pana la iesirea primului produs din concentrator e de 4 h.
4.DATE CONSTRUCTIVE
Capacitate tomate - 8333
kg/h tomate
Capacitate suc 5 % S.U. - 8000 kg/h
Productie pasta 30 % S.U. - 1330 kg/h
Apa evaporata - 6670 kg/h
Consum vapori - 3800 kg/h
Putere instalata - 30 kw
Temperatura: - efect I Preconcentrator 43° C
- efect II Concentrator final 63° C
Dimensiuni de gabarit: LxIxH =
4700x5000x9000 mm.
FISA TEHNICA NR. 9
PREINCALZITORUL FIER BATO R CU SNEC
1.GENERALITATI
1.1.UTILIZARE
Preincalzitorul fierbator cu snec este un schimbator de caldura cu manta utilizat in procesul de transfer termic pentru produse cu pulpa.
in acest caz pulpa de ardei dupa zdrobire e introdusa in preincalzitorul fierbator.
1.2.CONDITII DE FUNCTIONARE
Produsul intra in preincalzitor cu temperatura de 20 °C, fiind necesara aducerea lui la
temperatura de fierbere si mentinerea la aceasta temperatura timp de 15 minute.
Viteza de deplasare a produsului in preincalzitor e functie de turatia snecului si ca urmare aceasta poate fi reglata, prin modificarea turatiei cu ajutorul unui reductor de turatie cuplat la
electromotorul de antrenare al snecului.
Functie de aceasta viteza se obtine durata dorita de mentinere al produsului in preincalzitor si tinand cont de lungimea acestuia bineinteles.
Astfel ca: 1 - lungimea snecului 1 = 5,5 m
v - viteza de deplasare a produsului: v = 0,0055 m/s = 0,33 m/min.
τ - timpul de mentinere τ = 5,5/0,33 ~ 15 minute.
2.DIMENSIONARE TEHNOLOGICA
2.1.Bilant de materiale
In preincalzitor intra o cantitate de 475,3 kg/h pulpa de ardei cu temperatura de 20 C.
2.2.Bilant caloric. Ecuatia de bilant caloric este:
Abi' + PiCpti = Cdi' + PfCptf in care:
Ab - cantitatea de abur necesar pentru incalzire kg/h
Pi - cantitatea de pulpa de ardei ce intra in preincalzire kg/h
Cp - caldura specifica a ardeiului J/kg grad
Pf - cantitatea de pulpa de ardei ce iese din preincalzitor kg/h
tj - temperatura initiala a ardeilor 20° C
tf - temperatura finala a pulpei de ardei tf = 100° C
i' - entalpia aburului in kj/kg
i' - entalpia condensului in kj/kg
Ab = QUOTE
![]()
![]() , r135
- caldura de vaporizare,
, r135
- caldura de vaporizare,
r135 = 2165 QUOTE
![]()
![]() 103 J/kg
103 J/kg
Ab=93,24 kg/h
Cp=3,867·10³ j/kg,Pi=475 kg/h pulpa ardei,Pf=472,93 kg/h pulp de ardei
Ab=93,24 kg/h,Csp=93,24/475,3=0,19 kg/kg
3. DATE CONSTRUCTIVE
Capacitate - 2000 kg/h
Dimensiuni de gabarit: -Lungime - 5900 mm
-Lungime - 5900 mm
-Latime - 760 mm
-Inaltime - 1700 mm
Consum abur - 93,24 kg.
FISA TEHNICA NR. 10
SCHIMBATORUL DE CALDURA ROTOTHERM
1.GENERALITATI
1.1.Utilizare
Schimbatorul de caldura Rototherm se utilizeaza in procesele de transfer de caldura la produse cu vascozitate mare.
1.2.Descrierea utilajului
Schimbatorul de caldura Rototherm e alcatuit dintr-un stator cilindric prevazut cu o manta pentru circulatia agentului termic. Utilajul are la baza principiul rotatorului.
Instalatia e formata din 1 3 corpuri de tratare termica care pot functiona in serie sau paralel putand fi folosit atat pentru pasteurizare cat si pentru racire.
in cazul pasteurizarii agentul de incalzire este apa calda sau aburul, in cazul racirii agentul este apa rece. Pentru a prevenii pierderile de caldura suprafata e formata dintr-un material izolant acoperit cu tabla laminata din otel inoxidabil.
Un corp Rototherm e construit dintr-un cilindru orizontal cu diametrul 270 mm si lungimea 2025 mm. Pe suprafata rotorului se gasesc montate, diametral opus un sir de banere inclinate care determina o miscare elicoidala a produsului si in acelasi timp razuie suprafata interioara a statorului. Rotorul are o turatie de 340 rotatii/minut, ceea ce asigura o amestecare continua a produsului.
Pasta de tomate este introdusa fortat cu ajutorul unei pompe, sub forma unui strat de 5 mm intre stator si rotor si este mentinuta in aparat 60 secunde.
1.3.Conditii de functionare
Produsul intra in Rototherm cu temperatura de 68 °C, fiind necesara incalzirea lui la 80 °C. Aceasta se face pe seama aburului. Utilajul sau utilajele, functie de suprafata de schimb termic necesara, se monteaza in locul indicat in linia tehnologica, se racordeaza la conducta de abur si la pasta care trebuie autosterilizata, se verifica etanseitatea lor si se poate pune in functiune.
2.DIMENSIONARE TEHNOLOGICA
2.1. Bilant de materiale
in Rototherm intra o cantitate de 1707 kg/h pasta de tomate cu ardei, cu temperatura de 68 °C, in utilaj temperatura produsului creste la 88 °C.
![]()
2.Bilant caloric
Ab·(i' - i') = P0C·(tf ti) in care:
Ab - cantitatea de abur necesar pentru incalzirea pastei de la temperatura de 68 °C la 88 °C in kg/h
i', i' - entalpiile aburului si a condensului, J/kg
tf, tj- temperatura initiala respectiv cea finala a produsului
Ab = QUOTE

![]()
![]()
r = 2252-10³ J/kg din [5] pag. 635 tabel LV, C = 3,411·10³ J/kg grad
Ab = QUOTE
![]()
![]() = 52,4kg/h, Ab = 54,2 kg/h
= 52,4kg/h, Ab = 54,2 kg/h
Consumul specific de abur este:
Csp = 52,4/1707 = 0,03 kg/kg pasta.
2.3. Calculul termic si tehnologic
Se calculeaza suprafata de schimb de caldura
Q = k·A³Δtmed
Q - cantitatea de caldura primita de produs, W
K - coeficientul total de transfer termic, W/m2 grad
A - suprafata de tansfer termic
Atmed- diferenta medie de temperatura
Q=PoC(tf-ti) = 1707-3,411 ·10³· (88-68) = 11,8-10³J/kg
Q = 32,78·10³
 Determinarea coeficientului global de transfer termic
Determinarea coeficientului global de transfer termic
K = QUOTE

![]()
![]() , in
careː
, in
careː
coeficient partial de transfer termic de la abur la perete
α2- coeficient partial de transfer termic de la perete la pasta
δ- grosimea peretelui, δ = 1,2·10³ m
λ - conductibilitatea termica a otelului, λ - 17,5 W/m² grad.
a) Calculul coeficientului
QUOTE

 ,in careː
,in careː
r - caldura latenta de vaporizare, pe unitate de masa J/kg
ρ- densitatea condensului kg/m³
λ - conductibilitatea termica W/m grad
μ- vascozitatea dinamica N·S/m²
d - diametrul tevii in m
Δt - diferenta de temperatura intre temperatura vaporilor si temperatura suprafetei °C
R - se ia la temperatura de condensare, iar λ ,ρ si μ se iau la temperatura medie a peliculei de
condensat.
tpel=(tp + tcond)/2 in care:
tpel - temperatura peliculei °C si tp - temperatura peretelui °C
tp = tcond - (5 10)°C = 103 - 10 = 93° C, tcond- temperatura de condensare °C
tpel = (93 + 103)/2 = 98 °C, d = 270 mm = 0,27 m
g = 9,81 m/s², ρ = 964 kg/m³, λ = 68,2 W/m grad, μ = 288,6 Ns/m², Δt = 10° C
QUOTE
 = 6934 W/m2
grad
= 6934 W/m2
grad
b) Calculul coeficientului α2
=(Nu∙ )/dech ;Nu =C∙RemPrn ;Nu=( -d)/ ;Re =(W ∙dech ∙ ;Pr =( Cp)/
Toate constantele se refera la pasta de tomate cu ardei, temperatura medie a pastei intre intrare si iesire.
tm = (ti + te)/2= (68 + 88)/2 =78° C, ρ = 1108 kg/m3, W = 0,2 m/s
Cp=3,411·10³ J/kg grad
W/m grad
μ = (1,273 + 0,0027·tm + 0,0045 Su)10³ sN/m2 din [6]
μ = (1,273 + 0,0027·78 + 0,0045· 26,75)10³ = 1,603-10³Ns/m2
Re = QUOTE
![]()
![]() = 3732, Pr = QUOTE
= 3732, Pr = QUOTE
![]()
![]() = 10,8
= 10,8
-din tabelul 33 pag. 59 [4] se afla:
m = 0,8, n= 0,33, C= 0,027 Nu = 42,65
/27·10³ = 799 W/m²grad
c) Calculul coeficientului global k
k = QUOTE

![]()
![]()
1=6934 W/m grad
2=799 W/m grad
λ=17,5 W/m² grad
k = QUOTE
 = 2070,8 ; k=2071 W/m2
grad 1
= 2070,8 ; k=2071 W/m2
grad 1
Calculul lui tmed
tmin = 103 QUOTE
![]()
![]() QUOTE
QUOTE
![]()
![]() QUOTE
QUOTE
![]()
![]()
tmax = 103 QUOTE
![]()
![]() QUOTE
QUOTE
![]()
![]() QUOTE
QUOTE
![]()
![]()
tmax / tmin = 35/12
≥ 2, tmed = QUOTE

![]()
![]() QUOTE
QUOTE
![]()
![]()
A = QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() = 1,694 m2
= 1,694 m2
A=π·d·l (aria laterala) unde d - diametrul cilindrului, I - lungimea cilindrului (m)
d=270mm
l=2025mm
A=π·d·l=0,27·2,025=1,71m²
3. DATE CONSTRUCTIVE
Tip SCR 27-15
Capacitate -1800 kg/h
Capacitate cuva - 500 1
Dimensiuni de gabarit: - lungime: 2025 mm
-diametru exterior: 650 mm
-inaltime: 1240 mm
-latime: 1550 mm
-volum: 8,8 m³
Greutate: 1650 kg
3. DIAGRAME SANKEY
8.1. DIAGRAMA SANKEY PENTRU INSTALATIA DE CONCENTRARE [ANEXA 8] Primul efect
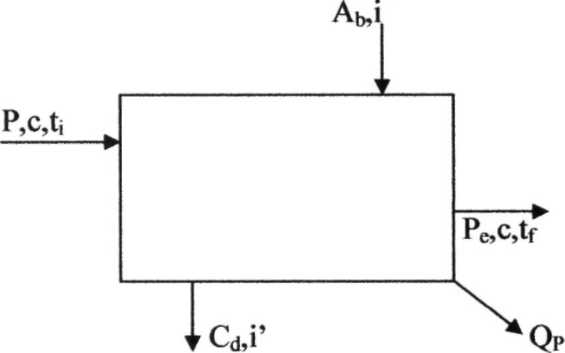
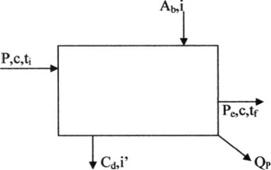
So - cantitatea de suc supusa concentrarii in kg/h, So = 8102 kg/h
Co - caldura specifica a sucului Co = 4,06·10³J/kg grad
W2 - cantitatea de abur secundar din efectul II introdusa in efectul I
i2' - entalpia aburului, i2' = 2614,65·10³ J/kg
Sf- substanta ce iese din concentrator dupa faza de preconcentrare
W1- cantitatea de abur secundar din primul efect ce trece in condensator, W1=345kg/h
i1' - entalpia aburului, i1' = 2573·10³ J/kg
Cd - cantitatea de condens ce iese din primul efect, Cd = 3348 kg/h
i' - entalpia condensului, i1 = 1722·10³ J/kg
Ecuatia de bilant caloric:
Qpi + Qab2 = Qpfl + Qcd + Qabl
Qi= Qpi +Qab2, Qe = QPf +Qcd + Qabl unde:
QPi - cantitatea de caldura adusa cu sucul la concentrare
Qab2- cantitatea de abur secundar din efectul II in efectul I
QPfl - cantitatea de caldura care iese din efectul I cu sucul preconcentrat
Qcd - cantitatea de caldura iesita din efectul I cu condensul
Qab1 - cantitatea de caldura iesita din efectul I si trimisa la condensator, cu aburul secundar
Qpi = So·Co·ti, S0 = 8102kh/h, Co = 4,06·10³j/kg grad,ti = 35 °C
Qpi= 8102·4,06 ·10³·35/ 3600 = 319,8 10³W
2) Qab2 = W2·i2', unde: W2 = 3348 kg/h, i2'= 2614,65·10³ J/kg
Qab2 = 3348·2614,65·10³/3600 = 2516,6·10³ W
3)Qfl= Sf·Cf·tf,
Sf = 8102 - 3456 = 4646 kg/h, Cf = 1- 0,007·Su = 3,95·10³ J/kg, Su=8%
Qpfl= 4646 ·3,95·10³·42/ 3600 = 214·10³W
4)Qcdl= Cd·il', Cd = 3348 kg/h, i' = 172,2·10³J/kg
Qcdl= 3348·172,2·10³/ 3600= 160,146·10³ W
5)Qabl = Wl· i1' , Wl = 3456 kg/h, il'= 2573·10³J/kg
Qab1= 3456·2573·10³/ 3600= 2470·10³
Efectul II
Wo - cantitatea de abur primar trimis in efectul II
io' - entalpia aburului primar
Se - cantitatea de pasta concentrata
Ce - caldura specifica a pastei
te - temperatura finala a pastei
Cd - cantitatea de condens rezultata din efectul II
io' - entalpia condensului
Ecuatia de bilant caloric:
Qpfl + Qab = Qpf + Qab2+ Qcd2+Qgn in care:
Qab- cantitatea de caldura adusa cu aburul primar
Qpf- cantitatea de caldura care iese din instalatie cu produsul finit
Qcd2 - cantitatea de caldura care iese cu condensul
Qgn - cantitatea de caldura care iese cu gazele necondensabile
1)Qab = 3524·2674·10³/ 3600= 2707·10³ W, W0= 3524 kg/h, i0'=2674·10³J/kg
2)QPfl= 214·10³-calculat in efectul I
3)Qpf=3524·3,31·10³·65/3600=77, 57·10³W,Cc=3,31·10³ J/Kg grad
4)Qab2 = 2516,6 ·10³ -calculat in efectul I
5)Qcd2 = 3524·419·10³/3600=410,15·10³ W
Qi = QPfl+ Qab= 214 ·10³+ 2707·10³= 2921·10³ W
Qe = QPf +Qcd2 + Qab2= 77,57·10³ + 2516,6·10³ + 410,151·10³ = 2914,1 ·10³ W
Qe=Qi-Qg,Qg = Qi-Qe
Qg = 2921 ·10³ -2914,1 ·10³ = 6,9·10³ W
Bilantul total al instalatiei de concentrare este:
Qpi + Qab+Qa = Qa +Qabl+QPf+Qcd2 +Qgn
Qa - cantitatea de caldura intrata cu apa la condensator
Qa= Wa·Ca·ti = (86902,4·4,18·10³ ·17,5)/3600 = 1765,8·10³ Wunde:
Wa - debitul de apa la condensator, Wa = 86902,4 kg/h
Ca - caldura specifica a apei la ti= 17,5 °C, Ca = 4,18 ·10³ J/kg
grad din [5]
Calduri
intrate Calduri iesite Denumirea Simb. Valoare (W) Denumirea Simb. Valoare(W) Caldura
intrata cu apa la condensator Qa 1765,8-IO3 Caldura
iesita cu condensul efect I Qcd2 410,15-ia3 Caldura
intrata cu aburul secunadar la condensator Qabl Caldura
iesita cu condensul efect II Qcdl 160,144 10J Caldura
aburului primar in instalatia de concentrare Qab 2707T0J Caldura
iesita din instalatie cu aburul secundar
la condens si caldura apei de condensare Qabl+ Qa Caldura intrata cu sucul
initial Qpi Caldura
iesita cu sucul concentrat QPf 77,57-IO3 Caldura
iesita cu gazele
necondensabile Qgn Calduri totale intrate Qi 2921T03 Calduri totale iesite Qe
Tabel de rezultate:
8.2. DIAGRAMA SANKEY PENTRU SCHIMBATORUL DE CALDURA ROTOTERM [ANEXA 8]
P - cantitatea de pasta care urmeaza sa fie conditionata kg/h
c - caldura specifica a pastei
t; - tempertatura initiala a pastei
Ab- cantitatea de abur folosit pentru conditionare, kg/h
i' - entalpia aburului
Cd - cantitatea de condens rezultat
i' - entalpia condensului
tf- temperatura finala a pastei
Ecuatia de bilant caloric:
Qpi + Qab = QPe + Qcd + QP
Qi = Qpi +Qab, Qe = QPe +Qcd + QP, unde:
QPi - cantitatea de caldura adusa cu pasta
Qab- cantitatea de caldura intrata cu aburul, W
QPe - cantitatea de caldura care iese cu pasta, W
Qcd - cantitatea de caldura iesita cu condensul 103°C, W
Qp - cantitatea de caldura pierduta
1)Qpi = P·c·ti, P = 1707 kg/h, c = 3,411·10³j/kg grad,ti = 68 °C Qpi= 1707·3,41 l·10³·68/3600= 111,46 ·10³W
2)Qab = Ab·i', Ab = 52,4kg/h, i'= 2684·10³J/kg
Qab = 52,4·2684·10³/ 3600 = 39,06·10³ W
Qi = 111,46·10³ + 39,06·10³ = 150,52·10³
3)Qpe = Pe·c·tf, Pe = 1707kg/h, c = 3,411 ·10³ J/kg, ti = 88 °C
Qpe= 1707·3,411·10³ ·88/ 3600 = 144,247·10³ W
4) Qcd= Od·i', Cd = 52,4 kg/h, i' = 428·10³ J/kg
Qcd= 52,4·428·10³ / 3600= 6,229·10³ W
Qe = 6,229·10³ + 144,247·10³ =150,47 ·10³ W
Qp = Qi - Qe = 150,52·10³ - 150,47 ·10³ = 43,2 W
QP = 43,2W
|
Calduri intrate |
Calduri iesite |
||||
|
Denumirea |
Simb. |
Valoare (W) |
Denumirea |
Simb. |
Valoare (W) |
|
Caldura intrata cu pasta |
Qpi |
Caldura iesita cu pasta |
Qpe | ||
|
Caldura intrata cu aburul |
Qab |
Caldura iesita cu condensul |
Qcd | ||
|
Caldura pierduta |
QP | ||||
|
Calduri totale intrate |
Qi |
Calduri totale iesite |
Qe | ||
Pe baza datelor din acest tabel s-a intocmit o diagrama Sankey pentru schimbatorul de caldura Rototerm
Pi»Ca,ti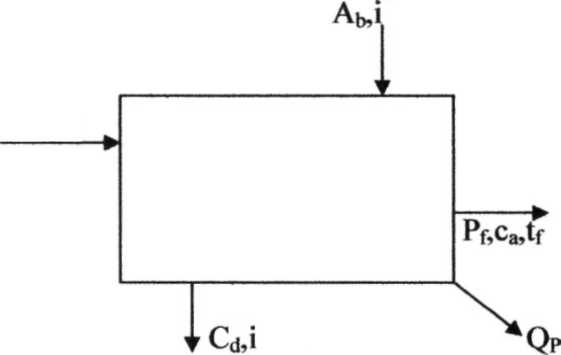
8.3. DIAGRAMA SANKEY PENTRU
PREINCALZITORUL FIERBATOR CU SNEC[ANEXA 8]
Pi - cantitatea de pulpa de ardei care intra in preincalzitor, kg/h
Ca - caldura specifica a pulpei de ardei
ti - tempertatura initiala a pulpei
Ab- cantitatea de abur folosit pentru preincalzire, kg/h
i' - entalpia aburului
Pf- cantitatea de produs care iese din preincalzitor
Cd - cantitatea de condens rezultat
i - entalpia condensului
tf- temperatura finala a produsului
Ecuatia de bilant caloric:
Qpi + Qab = QPf+Qcd + QP
Qi = Qpi +Qab, Qe = QPf +Qed + QP, unde:
QPi - cantitatea de caldura adusa cu produsul in preincalzitor
Qab - cantitatea de caldura intrata cu aburul, W
QPf - cantitatea de caldura care iese cu produsul, W
Qcd - cantitatea de caldura iesita cu condensul, W
Qp - cantitatea de caldura pierduta
1)Qpi = Pi·ca·ti, Pi = 475,3 kg/h, ca = 3,687·10³ j/kg grad, ti= 2°C Qpi= 475,3·3,867·10³·20/ 3600 = 14·10³W
2)Qab = Ab·i', Ab = 93,24 kg/h, i'= 1733 ·10³ J/kg
Qab = 93,24·2733·10³ / 3600 = 70,88·10³ W
Qi = 14·10³ + 70,88·10³ = 84,88 ·10³ W
3)Qpf=Pf·ca·ti,Pf=472,93kg/h, c=3,867·10³J/kg,tj=100°C
Qpf= 472,93·3,867·10³·100/ 3600 = 69·10³ W
4)Qcd=Cd·i',Cd=93,24kg/h,i'=568,2·10³
Qcd= 93,24·568,2·10³ / 3600= 14,72·10³ W
5)Qp= 0,5%Qi= 0,5%·84,88 = 0,46·10³ W
Qe = 14·10³ + 69·10³ + 0,46 ·10³ =84,78·10³ W
Tabel de rezultate
|
Calduri intrate |
Calduri iesite |
||||
|
Denumirea |
Simb. |
Valoare (W) |
Denumirea |
Simb. |
Valoare (W) |
|
Caldura intrata cu pasta |
Qpi |
Caldura iesita cu pasta |
Qpf | ||
|
Caldura intrata cu aburul |
Qab |
Caldura iesita cu condensul |
Qcd | ||
|
Caldura pierduta |
Qp | ||||
|
Calduri totale intrate |
Qi |
Calduri totale iesite |
Qe | ||
Pe baza datelor din acest tabel s-a intocmit o diagrama Sankey pentru preincalzitorul fierbator cu snec
4.MASURI DE PROTECTIA MUNCII
In tara noastra, protectia muncii este o problema de stat. An de an in fabrici si uzine s-au creat conditii de lucru din ce in ce mai bune, fapt ce a adus o scadere simtitoare a numarului de accidente si a imbolnavirilor personale.
Legea nr. 5 din anul 1975 si decretul 971 din acelasi an stabilesc baza organizatorica in controlul activitatii de protectia muncii din tara noastra. Noile legi si normative stabilesc principalele masuri pe care unitatile economice sunt obligate sa le aiba in vedere pentru a asigura conditiile necesare pe linie de protectie a muncii.
Accidentele de munca se pot clasifica in:
-accidente care produc incapacitate de munca de cel putin o zi;
-accidente care produc invaliditate;
-accidente care se refera la accidentarea a cel putin trei persoane in acelasi timp si din aceeasi cauza;
Accidentele mai pot fi: mecanice, termice, chimice, electrice.
Accidentele mecanice sunt provocate prin lovire, cadere, taiere, strivire si alte actiuni mecanice ce se datoresc unor parti in miscare ale masinilor.
Accidentele chimice se caracterizeaza prin arsuri datorita contactului cu substante ca acizi, substante alcaline, substante toxice, ce pot provoca imbolnavirea lenta sau moartea. Accidentele electrice se produc ca urmare a actiunii curentului electric asupra omului, la atingerea conductorilor neizolati, a pieselor metalice, intrate accidental sub tensiune. Ele se pot solda cu electrocutari, arsuri si socuri.
INSTRUCTIUNI DE PROTECTIA MUNCII LA PRINCIPALELE UTILAJE DIN SECTIA PROIECTATA
a)Norme de protectia muncii la intretinerea si repararea pompelor
Exploatarea pompelor si ventilatoarelor se face in conformitate cu instructiunile tehnice afisate in sectiile respective de fabricatie, unde sunt montate utilajele.
Instructiunile vor prevedea ordinea manevrelor de pornire, oprire, reglare si supraveghere, incat sa se evite la minimum pericolul de accidentare. Toate lucrarile de reparatii se executa de catre un personal calificat. in timpul lucrarilor de reparatii dispozitivele electrice de actionare ale electromotorului vor fi blocate si montate placute avertizoare: ' NU TRAVERSATI, SE LUCREAZA ', capetele libere ale cablului de legaturi se vor izola provizoriu cu mansoane de cauciuc.
b)Norme de protectia muncii la masinile de spalat
Pentru mentinerea igienei muncii si evitarea accidentelor trebuiesc luate urmatoarele masuri de protectie:
-dispozitivele in miscare trebuie sa aiba aparatori;
-toate electromotoarele vor fi capsulate si legate la pamant;
-sala de masini de spalat trebuie sa fie dotata cu instalatie de aer conditionat;
-lucratorii sa fie echipati cu echipamentul prevazut in normele de protectia muncii.
c)Norme de protectia muncii la masinile de transportat
In cazul interventiilor la masinile de ridicat si transportat, actionate electric, acestea se vor scoase de sub tensiune si se va pune o placuta avertizoare la tabloul electric: ATENTIUNE, NU CUPLATI, SE LUCREAZA PE LINIE '.
Electromotoarele vor fi legate la pamant la priza comuna sau individuala, pentru evitarea pericolelor de accidentare prin electrocutare.
d)Norme de protectia muncii la utilajele de maruntire
Inainte de punerea in functiune a electromotorului de actionare se va controla daca nu exista pericolul de accidentare a vreunui lucrator care efectueaza o interventie la utilajul respectiv. Reglarea distantei dintre discuri sau valturi se face in mod treptat cu foarte multa atentie. Organele exterioare in miscare (curele, roti dintate, cuplaje arbori, etc.) situate la inaltimea de 2,5m vor fi prevazute cu aparatori complete. Organele de transmisie amplasate la o inaltime mai mare de 2,5 m de la nivelul de circulatie al lucratorilor vor fi protejate la partea inferioara cu aparatori.
Deservirea masinilor, utilajelor si instalatiilor este permisa numai persoanelor instruite special in acest scop.
e)Norme de protectia muncii la utilajele de amestecare
In timpul functionarii se interzice repararea, curatirea si ungerea masinilor. Exceptie fac dispozitivele de ungere care trebuie amplasate in afara zonei periculoase.
in caz de interventie la utilajele de amestecare sau la instalatiile acestora se va scoate de sub tensiune instalatia electrica de forta si se vor pune placute avertizoare.
f)Norme de protectia muncii la schimbatoare de caldura
La executarea lucrarilor de revizie si repararea schimbatoarelor de caldura este obligatoriu sa se respecte urmatoarele:
-este interzis a se efectua lucrari cand acestea sunt sub presiune; reparatiile se executa cu utilajul oprit si numai de lucratori specializati in astfel de lucrari;
-reducerea presiunii se face incet cu respectarea masurilor inscrise pentru evitare accidentelor;
-inspectarea si curatarea interiorului recipientului se va face de cel putin doi lucratori echipati corespunzator si numai dupa ce s-a efectuat degazarea completa a recipientului, racirea lui si izolarea sigura a acestuia de restul instalatiei;
este interzisa functionarea instalatiei in conditii de lipsa de etansare sau scapari de fluide
g) Norme de protectia muncii pentru evaporatoare
Evaporatoarele sunt utilaje termice ce necesita o atentie deosebita in ceea ce priveste tehnica securitatii si protectia muncii deoarece se lucreaza la temperaturi destul de ridicate, inainte de a pune in exploatare un evaporator se verifica aparatele de masura, control si siguranta-termometre,manometre, regulatoare de temperatura, debit si presiune, supapele de siguranta si indicatoarele de nivel, precum si toate legaturile, armatura de siguranta si izolatiile. Aparatele de masura si control vor fi supuse periodic verificarii organelor de metrologie. Orice interventie pentru inlaturarea unor avarii se va face numai dupa izolarea legaturilor evaporatorului respectiv de restul instalatiei, golirea si aerisirea acestuia, de catre echipele de interventie si reparatii.
Lucrarile de sudura atat la retea de conducte cat si la corpul evaporatorului sau corpul de incalzire se vor efectua numai de sudori autorizati, echipati cu imbracaminte de protectie prevazuta in normative.
in cazul inteventiilor efectuate asupra pompelor de vehiculare a solutiei si la reparatiile de orice tip a evaporatoarelor dotate cu ajutoare mecanice se vor scoate de sub tensiune retelele electrice de alimentare cu energie a electromotoarelor (dotate cu agitatoare mecanice) repective si se vor afisa placi avertizoare.
Lucrarile de izolare termica a conductelor si a evaporatoarelor se vor executa numai de personal calificat pentru acest tip de lucrari. Platforma pe care este montata instalatia de concentrare trebuie prevazuta cu doua scari metalice de acces, cu parapet continuu de protectie pe tot perimetrul platformei, iar podina sa fie executata din tabla striata pentru a evita alunecarile. Lucrarile de intretinere si reparare a evaporatoarelor si instalatiilor de concentrare vor fi executate numai de personalul echipelor de intretinere si reparatii, pregatit temeinic asupra masurilor de tehnica securitatii si protectia muncii specifice utilajelor si instalatiilor de acest tip.
h)Norme de protectia muncii la condensatoare
In timpul exploatarii instalatiilor de condensare a vaporilor, la lucrarile de intretinere si reparare a acestora se pot produce avarii sau accidente mai ales din neglijenta personalului angajat sa execute aceste lucrari sau din cauza unei pregatiri necorespunzatoare a acestuia.
Datorita actiunii vaporilor asupra organismului uman - temperatura ridicata, toxicitate (vapori de alcool, amoniac, benzina) urmarile avariilor pot fi grave asupra personalului de deservire si intretinere.
Ca urmari specifice de protectia muncii:
-asigurarea cu material de protectie, in special cu manusi, cu masti de gaze corespunzatoare naturii si toxicitatii vaporilor;
-asigurarea etanseitatii tuturor imbinarilor;
-dotarea condensatoarelor cu manometre corespunzatoare in stare de functiune, verificate si probate cel putin o data pe an;
-deconectarea de la tabloul de comanda a retelei de alimentare cu energie electrica a electromotorului pompelor de vid si a pompelor de apa in caz de avarii sau de executare a unor lucrari de intretinere si reparare a acestora sau retelelor de conducte respective.
Toate lucrarile de intretinere si reparare la utilajele din sectie vor fi executate numai de catre persoane calificate, instruite temeinic in acest sens si cu probleme de tehnica si securitatea muncii.
5.LISTA UTILAJELOR
|
Nr. |
DENUMIREA |
CANT |
PRET UNITAR |
GREUTATE |
FURNIZOR |
|
Cit. |
UTILAJULUI |
[BUC] |
[TONE] | ||
|
Masina de spalat cu doua cuve |
Import |
||||
|
Zdrobitor Manzini |
Import |
||||
|
Grup separare seminte |
Import |
||||
|
Schimbator de caldura |
Tehnofrig-Cluj |
||||
|
Grup de strecurare |
Import |
||||
|
Concentrator Manzini-Titan |
Import |
||||
|
Zdrobitor ardei |
Tehnofrig-Cluj |
||||
|
Banda de sortare |
Tehnofrig-Cluj |
||||
|
Vas de colectare |
Tehnofrig-Cluj |
||||
|
Instalatie de oparire-fierbere |
Import |
||||
|
Cazan duplicat cu agitator |
Tehnofrig-Cluj |
||||
|
Grup de conditionare |
Import |
||||
|
Sterilizator Hunister |
Import |
||||
|
Pompa centrifuga AH 80-36 |
Tehnofrig-Cluj |
||||
|
Pompa tip AH 125-36 |
Tehnofrig-Cluj |
||||
|
Elevator gat lebada |
U.M.Timisoara |
||||
|
Dozator prod. vascoase |
Import |
||||
|
Electrostiviutor |
U.M.Timisoara |
||||
|
Cantar semiautomat |
Balanta-Sibiu |
||||
|
Masa de ambalare |
U.M.Timisoara |
6. CALCULUL SUPRAFETEI DEPOZITULUI DE PRODUS FINIT
Suprafata de depozitare (Sd) se determina in functie de:
a) Stocul maxim ce urmeaza a fi depozitat - pentru depozitele noi pornind de la reglementarile specifice care stabilesc timpii normati pentru depozitare.
In depozitul de produse finite al fabricii se va depozita productia de pasta de tomate cu ardei obtinuta in aproximativ doua zile adica 66 tone. Q = 66 tone.
b) Greutatea unitatilor de incarcatura paletizate.
c) Numarul de palete suprapuse in stivuire libera.
Suprafata de depozitare este deci: Sd =Q/p in care:
Q - stocul in tone
p - incarcarea specifica pe unitatea de suprafata, in t/m2, calculata dupa formula:
p = z-qp/Sp in care:
z - reprezinta numarul de palete suprapuse in stiva;
qp - greutatea unitatii de incarcatura paletizate;
Sp - suprafata ocupata de o paleta, respectiv suprafata paletei plus spatiul de siguranta maximum 100 mm pe fiecare latura a paletei, respectiv 900 x 1300 mm = 1,17 m² pentru paleta de 800 x 1200 mm.
Numarul de palete suprapuse in stiva, adica z este:
z = QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() QUOTE
QUOTE

![]()
![]() ≈ 4 palete,in care
≈ 4 palete,in care
Hd - inaltimea depozitului, Hd = 6000 mm
hp - inaltimea paletei, hp = 144 mm
hc - inaltimea unei cutii de carton, hc = 250 mm
nc - numarul de cutii suprapuse pe paleta.
Greutatea unitatii de incarcatura paletizate qp:
qp = ntc· qc = 32·10=320 kg, unde:
ntc - numarul total de cutii de pe o paleta, nte = 32 cutii deoarece pe suprafata unei palete se aseaza 8 cutii astfel:
qc - greutatea unei cutii, qc = 10 kg
In continuare se poate calcula p.
p = 4 ∙ 320/1,17 ∙ 103 = 1,28 tone/m2
Deci Sd = 66/1,28 = 51,56 m²
Tinand cont de spatiile de manipulare se va alege un depozit cu dimensiunile:
-lungime 9 m
-latime 9 m
-inaltime 6m
7. CONSUMURI SPECIFICE
7.1. CONSUMUL DE MATERIE PRIMA SI AMBALAJE MATERIA PRIMA
Dupa cum s-a vazut Ia bilantul de materiale pentru intreaga cantitate de produs finit, adica 1707 kg/h se utilizeaza:
a)TOMATE - 9249 kg Csp = 9249/1707 = 5,41 kg/kg pasta
b)ARDEI - 700 kg Csp = 700/1707 = 0,41 kg/kg pasta.
Avand in vedere ca productia anuala de pasta este: 1707·91·22 = 2712,2 t unde 91 - zile de campanie si 22 de ore de lucru efectiv pe zi.
Necesarul anual de materie prima este:
tomate - 2712,2·5,41 = 14675 t
ardei-2712,2·0,41 = 1112 t
AMBALAJE
a)TUBURI DE ALUMINIU - capacitate 65 g.
Produsul finit se ambaleaza in tuburi de aluminiu de 0,065 kg. Consumul specific pentru tuburi: Csp = 1/0,065 =15 tuburi/ kg pasta.
Necesarul zilnic de tuburi, considerand ziua de lucru de 22 h va fi: 22 ·1707 ·15 = 563,3 tuburi
Necesarul anual: 22 ·1707·9·1 15 = 40.687·10³ tuburi.
b)CUTII DE CARTON
Tuburile de aluminiu se ambaleaza in cutii de carton. Dimensiunile unei astfel de cutii in mm: 400x300x250.
Intr-o asemenea cutie se ambaleaza 150 tuburi cu pasta, adica practic 10 kg pasta. Csp =1/10 = 0,1 bucati/kg pasta sau 100 buc./t pasta.
Necesarul zilnic: 22· 1707·0,1 = 3.755 buc.
Necesarul anual: 22 ·1707·91· 0,1 = 271.250 buc.
c)FOLIE DE POLIETILENA
Incarcatura de pe fiecare paleta se solidarizeaza cu folie de material plastic contractabil. Pentru 1707 kg pasta se utilizeaza aproximativ 70 m² folie.
Csp = 70/1707 = 0,041 m²/kg pasta sau 41,5 m²/ tona pasta.
7.2. CONSUMUL DE UTILITATI
in categoria 'utilitati' se includ: abur, condens, apa rece, energie electrica. Consumul de utilitati este perzentat in tabelul urmator:
TABEL CU REZULTATE
|
Utilajul sau operatia |
Abur kg/h |
Apa (la 17 °C) kg/h |
|
Masina de spalat cu doua |
2T4500 |
|
|
cuve | ||
|
Preincalzitor cu spirala si | ||
|
manta | ||
|
Concentrator |
3456 abur secundar | |
|
Condensator |
3524 abur primar | |
|
Strecurare - rafinare | ||
|
Preincalzitor fierbator cu | ||
|
snec | ||
|
Schimbator de caldura | ||
|
Rototherm | ||
|
Sterilizator Hunister | ||
|
Total |
De mentionat este faptul ca s-a facut calculul consumului de utilitati pentru principalele operatii si utilaje, n-au fost incluse in acest calcul consumul de energie electrica al motoarelor cu care sunt dotate pompele precum si electromotoarele care actioneaza diferite subansamble ale unor utilaje cum ar fi: snecul fierbatorului pentru pulpa de ardei, axul zdrobitorului cu dinti pentru tomate, arborele separatorului de seminte.
8.VALORIFICAREA PRODUSELOR SECUNDARE DIN PROCESUL DE FABRICARE
A PASTEI DE TOMATE
La fabricarea pastei de tomate rezulta de la grupul de separare a semintelor 1,8 % deseuri din care 0,5 % seminte si 1,3 % pulpa. in urma operatiei de strecurare se obtin 3,2 % deseuri din care 2,3 % pulpa, 0,6 % coji si 0,3 % fibre celulozice.
Cantitatea totala de deseuri care rezulta la fabricarea pastei de tomate este de 5t. Deseurile care rezulta in urma strecurarii tomatelor au aproximativ 30 % substanta uscata, din care 2,5-3,5 % zaharuri, 6-9,5 % proteine, 3-3,5 % grasimi, 1-1,9 % cenusa, 7-10 celuloza, 15-20 mg % acid ascorbic si 1 mg % carotina.
Dupa datele lui Bonev (1972) deseurile care rezulta de la strecurarea tomatelor contin in medie 72 % pulpa aderenta la pielite cu un continut de 7 % substante extractive, cu 30 % mai mult decat substanta uscata a pulpei de tomate.
Semintele de tomate pot fi folosite pentru sterilizarea uleiului alimentar si a srotului furajer. Semintele au un continut mediu de 10 % umiditate (prezentand 0,4 % din cantitate de materie prima) contin 28-29 % ulei, 25-37 % proteine, 15-18 % substante neazotoase, 2,6- 3,0 % cenusa, 16-25% celuloza.
Dirijate pentru obtinere uleiului, se obtin 19-20 % ulei alimentar si 71 % srot furajer. Uleiul contine 80 % acizi nesaturati, in special acid oleic si linoleic, 1 % crotenoide si tocoferoli.Srotul contine 37-44 % proteina bruta din care 27-29 % proteina asimilabila, avand o valoare furajera de 1,2 - 1,3 unitati. Studiile privind compozitia chimica a semintelor de tomate au stabilit ca semintele uscate contin 25,3 % proteine si circa 20 % grasime.
in privinta continutului de aminoacizi, semintele se gasesc intre semintele de soia si floarea
soarelui, valoarea nutritiva reprezentand 50 % din valoarea nutritiva a oului de gaina.
Pentru separarea pulpei de coaja se poate adauga 30 % apa calda ceea ce permite un randamentde pulpa fata de deseuri de 42 %, respectiv 30 %, datorita apei calde si 12 % pe baza substantelor extractive.
Continutul de substanta uscata este aproximativ 3 %. Apa calda se poate obtine la instalatiile de condens. Separarea pulpei de seminte se face cu o pasatrice cu ochiurile sitei de 0,5 mm iar separarea pulpei de pielite, cu o pasatrice cu ochiurile de 1,5 mm.
Presarea pielitelor se face in prese mecanice cu surub la o presiune redusa timp de 15 secunde. In acest caz, pierderile de substanta uscata se reduc cu 2 %.
Se poate observa ca uleiul obtinut din seminte nu este o cantitate neglijabila. Avand in vedere ca din 1600 de tone seminte de tomate se pot obtine circa 300 tone ulei vegetal
si ca la 100 kg tomate se pot obtine 1,3 kg seminte si 1,35 kg pielite uscate si raportand aceste cantitati la capacitatea de productie a sectiei se poate calcula aproximativ cantitatea de ulei de tomate ce s-ar putea obtine pe tot timpul campaniei.
Numar de zile de campanie 91 de zile
Capacitate de prelucrare tomate ~ 8000 kg/zi
Tomate prelucrate in campanie 728 tone/campanie
Din 728 tone tomate se obtin 3,07 tone seminte
Cantitatea de ulei obtinuta este 3,07-20% = 6,14 tone
UTILIZAREA CA NUTRET A SUBPRODUSELOR
in vederea utilizarii ca nutret a deseurilor rezultate de la fabricarea pastei de tomate, la Institutul de cercetari pentru cresterea animalelor din Ungaria s-a studiat influenta diferitelor fractiuni asupra dezvoltarii animalelor.
Deseurile cercetate au fost: pielita de tomate, borhot de tomate, seminte de tomate, srot de tomate.
Compozitia chimica a nutreturilor este cea indicata in tabelul urmator: Compozitia chimica a deseurilor de tomate comparativ cu fanul
|
Specificare |
Fan |
Pielite de tomate |
Borhot de tomate |
Seminte |
Srot |
|
Apa,% | |||||
|
Proteine brute, % | |||||
|
Proteine, % | |||||
|
Grasime, % |
iX |
||||
|
Substante Celulozice, % | |||||
|
Substanta extractiva neazotoasa % | |||||
|
Cenusa % |
Srotul de seminte de tomate se recomanda datorita continutului ridicat de proteine in ratia animalelor. Pentru a stabili gradul de utilizare ca nutret al unui produs se tine cont de gradul de digestibilitate si de valoarea nutritiva a produsului respectiv (tabelul 2). Indicii de digestibilitate (in %)
|
Specificare |
S.u. |
Subst. org. |
Prot. brute |
Prote ine |
Amide |
Grasime |
Celuloza |
Subst. Extract neazotoasa |
Cenusa |
|
Pielita uscata | |||||||||
|
tomate | |||||||||
|
Borhot tomate | |||||||||
|
Seminte uscate | |||||||||
|
Srot |
Pentru valorificarea deseurilor, firma Komplex a realizat o instalatie de uscare a deseurilor de tomate. Deseurile rezultate de la grupul de fabricare a sucului, antrenate de un curent de aer, patrund in colectorul 1, de unde sunt preluate cu ajuiorui pompei 2 si separate tic apa, in masina de strecurat 3. Dupa separarea apei, semintele si pielitele sunt colectate in rezervorul 4, dc unde cu elevatorul si transportatorul melc 14, cad in curentul dc aer realizat de ventilatorul 6 si 7.
Aerul e incalzit cu gazele de ardere rezultate de la cuptorul 7 si antreneaza deseurile in turnurile de uscare 8. Separarea produselor uscate se face cu ciclonul 9, dupa care sunt transportate cu dispozitivul 11 pe tararul 12, unde se tace separarea semintelor de pielita.
iransnortourclc 13 si 14 permit amestecarea produsului umed cu cel uscat. Instalatia este
prevazuta cu pompe pentru pacura 15, bazin pentru pacura 16, pompa 17 pentru trecerea pacurei in bazinul 18, pompa de alimentare 19 si ventilatorul de presiune inalta 20.
Procesul dc ardere al combustibilului este complet automatizat, ceea ce asigura o perfecta reglare a temperaturii intr-o gama destui de larga. Temperatura dc uscare 120 °C.
Ventilatorul axial 21 asigura circulatia aerului sub ciclon. Capacitatea instalatiei este de 700 - tOOO kg/h deseuri care suni uscate de la o umiditate de 55 - 57 % la 8 - 14 %.
Consumul de combustibil este de 55 - 70 kg/h, iar de energie dc 50 - 60 kw/h. instalatia este
complet automatizata.
Fig. 26 Instalatie de uscare a deseurilor
din tomate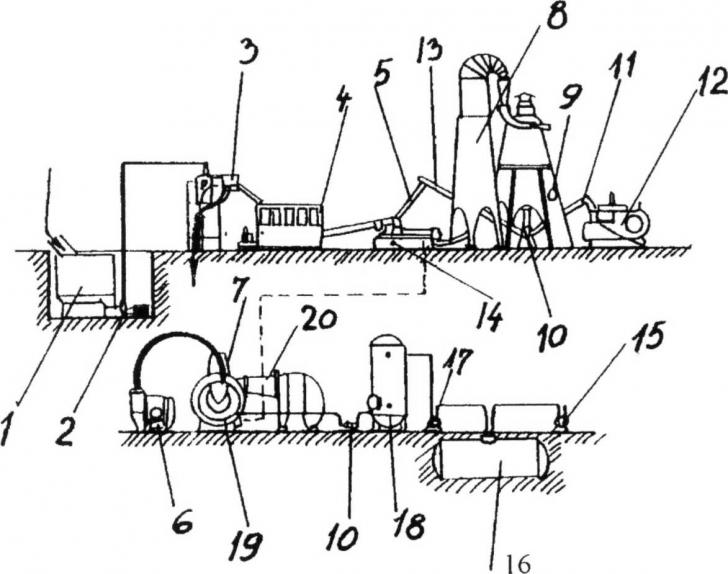
9.CALCULUL ECONOMIC
VALOAREA UTILAJELOR CE NECESITA MONTAJ
|
Nr. |
Denumirea |
Buc. |
Tone/ |
Pret Unitar |
Cheltuieli transport |
Cheltuieli montaj |
Total Lei/buc |
Valoarea |
|
|
cit. |
utilajului |
buc. |
lei |
Lei/tona |
Lei/buc |
tuturor utilajelor |
|||
|
Masina de spalat | |||||||||
|
Zdrobitor Manzini | |||||||||
|
Grup separare sem. | |||||||||
|
Schimbator de | |||||||||
|
Grup de strecurare | |||||||||
|
Instalatie | |||||||||
|
Zdrobitor de ardei | |||||||||
|
Banda de sortare | |||||||||
|
Vas de colectare | |||||||||
|
Instalatie de | |||||||||
|
Cazan duplicat | |||||||||
|
Grup conditionare | |||||||||
|
Sterilizator | |||||||||
|
Dozator | |||||||||
|
Pompa centrifuga | |||||||||
|
Pompa cu snec | |||||||||
|
Elevator gat lebada | |||||||||
|
TOTAL= |
100 LEI |
||||||||
VALOAREA UTILAJELOR CE NECESITA MONTAJ
|
Nr.crt |
Denumirea |
Buc |
Tone/ |
Pret |
Cheltuieli |
Total |
Val. |
|
|
utilaj |
Buc. |
unitar |
transport |
Lei/buc. |
Total |
|||
|
Lei/t |
Lei/buc. |
utilaje |
||||||
|
Electrostiviutor | ||||||||
|
Cantar | ||||||||
|
semiautomat | ||||||||
|
Masa ambalare | ||||||||
TOTAL 50736000 lei
FONDUL DE INVESTITII
|
Nr.crt. |
Destinatia fondului |
Valoarea |
|
Valoarea utilajului fara montaj | ||
|
Valoarea utilajului cu montaj | ||
|
Valoarea cladirii | ||
|
Total fonduri fixe | ||
|
Prima dotare cu mijloace circulante | ||
|
Total fonduri investitii | ||
Productia pe zi va fi:1707 X 22=37554 kg/zi= 37,554 tone/zi
Planul de productie va fi astfel:
|
Luna |
Productia zilnica (t) |
Numar de zile |
Productia globala |
|||||
|
Iulie | ||||||||
|
August | ||||||||
|
Septembrie | ||||||||
|
Octombrie | ||||||||
|
TOTAL | ||||||||
|
Valoarea | ||||||||
|
Pret prod. |
Valoarea |
|||||||
|
prod. | ||||||||
|
Luna |
Produs |
U.M. |
Cantitate |
lei/tona |
prod.globale |
|||
|
marfa | ||||||||
|
(mii. lei) |
||||||||
|
(mii. Lei) | ||||||||
|
Iulie |
Pasta |
tone | ||||||
|
August |
de |
tone | ||||||
|
Septembrie |
tomate |
tone | ||||||
|
Octombrie |
si ardei |
tone | ||||||
|
TOTAL | ||||||||
CONSUMUL ZILNIC DE UTILITATI
|
Nr.crt. |
Utilitate |
Consum anual |
Pret unitar |
Cost zilnic |
|
Energie electrica |
1200kWh |
5320 lei | ||
|
Apa rece |
198012mJ | |||
|
Abur |
6591t | |||
|
TC |
)TAL 950312000 |
|||
TABEL CENTRALIZATOR DE CHELTUIELI
1.Retributii personal TESA: -2974450001ei
2.Amortizarea cladirii: -33140001ei
3.cheltuieli de studii si cercetari: -83910001ei
4.Cheltuieli pentru protectia muncii: -134400001ei
5.Birouri: -10520001ei
6.Materiale pentru intretinerea cladirii:-59660001ei
7.Reparatii curente si capitale ale cladirii:-14916001ei
8.Uzura, intretinerea si repararea obiectelor:-9360001ei
9.Cheltuieli pentru incalzit:-2250000001ei
lO.Energia electrica:-162750001ei
1l.Apa, canal, salubritate:-7090001ei
TOTAL:605276000LEI
PLANUL COSTULUI DE PRODUS
PRODUSUL: PASTA DE TOMATE SI ARDEI
CARACTERISTICI: TUBURI DE ALUMINIU
|
Nr. Crt |
Articole de circulație |
Unitatea de produs |
Consum specific pe unitate de produs |
Preț |
Cheltuieli pe unitate de produs(lei) |
|
MATERII PRIME SI MATERIALE: TOMATE ARDEI TUBURI DE ALUMINIU CUTII DE CARTON FOLIE POLIETILENA |
Tone Tone Buc Buc m² TOTAL | ||||
|
RETRIBUȚII DIRECTE CHELTUIELI CU INTREȚINEREA ȘI FUNCȚIONAREA UTILAJELOR, CHELTUIELI GENERALE ALE SECȚIEI | |||||
|
COST DE SECȚIE CHELTUIELI GENERALE ALE INTREPRINDERII | |||||
|
COST DE INTREPRINDERE | |||||
|
CHELTUIELI DE DESFACERE | |||||
|
COST COPLET |
Pret de productie: - 23600000 lei/tona
Pret de livrare: - 23600000 lei/tona
Pret cu amanuntul: - 24000000 lei/tona
Copyright © 2025 - Toate drepturile rezervate