|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
TEHNOLOGICITATEA PRODUSELOR
Tehnologii pentru materiale metalice
Tehnologia materialelor metalice este stiinta care studiaza transformarile la care este supus materialul metalic in procesele tehnologice de lucru si le aplica in vederea obtinerii produselor necesare societatii in conditii tehnico-economice optime.
Tehnologia este o stiinta tehnica aplicativa deoarece urmareste un scop practic nemijlocit.
O tehnologie se poate aplica in cadrul unui proces tehnologic si prin aceasta, in cadrul unui proces de fabricatie apartinator unui proces de productie avand ca finalitate realizarea unui produs.
Structura acestor procese si ierarhizarea lor se prezinta in figura 1. In continuare se va defini continutul fiecarui proces.
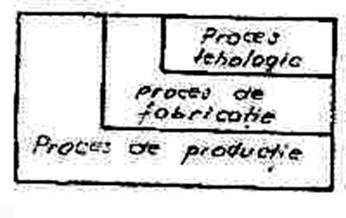
Fig. 1
Procesul de productie Procesul de productie cuprinde totalitatea activitatilor desfasurate cu ajutorul mijloacelor de munca, precum si toate procesele naturale care au loc in legatura cu transformarea organizata, condusa si realizata de oameni a obiectelor muncii.
Procesul de productie poate cuprinde: programarea, lansarea si controlul realizarii productiei; fabricarea ritmica a produselor; controlul tehnic de calitate; intretinerea, repararea si modernizarea echipamentelor, utilajelor si cladirilor; asigurarea alimentarii sau productiei cu combustibil, energie, apa, oxigen; transportul intern, stocarea produselor; prevenirea poluarii mediului si valorificarea superioara a deseurilor.
Procesul de productie este specific diferitelor tipuri de intreprinderi (industriale, de constructii, etc) si are ca rezultat fie obtinerea de bunuri materiale naturale (minerale, vegetale, animale), fie crearea de bunuri materiale fabricate (mijloace de productie sau obiecte de consum).
Procesul de fabricatie Procesul de fabricatie cuprinde totalitatea activitatilor prin care se realizeaza modificarea efectiva a obiectelor muncii (prelucrarea, asamblarea), transferul si depozitarea obiectelor muncii, controlul produselor realizate si comanda tuturor activitatilor anterior enumerate.
Modificarea efectiva a obiectelor muncii se realizeaza in cadrul proceselor tehnologice.
Procesul tehnologic Procesul tehnologic este acea parte a procesului de productie si din acesta, a celui de fabricatie prin care se realizeaza operatiile de modificare a formei, dimensiunilor, a pozitiei reciproce a axelor si suprafetelor, a calitatii suprafetelor, a compunerii produsului, proprietatilor materialului sau semifabricatului in vederea obtinerii piesei sau produsului finit in concordanta cu conditiile tehnice impuse.
Procesul tehnologic, in functie de natura actiunilor lui, poate fi (Fig.2):
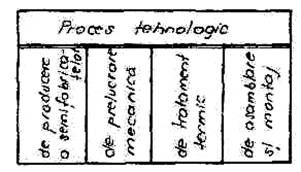
Fig. 2
proces tehnologic de producere a semifabricatelor, prin care se intelege suma operatiilor prin care se asigura trecerea de la materia prima la semifabricat. Aceste operatii se pot referi la:obtinerea calitatii dorite a materialului si a proprietatilor fizico-mecanice ale acestuia, a formei geometrice si a dimensiunii pentru a-1 apropia cat mai mult de piesa finita;
proces tehnologic de prelucrare mecanica prin care se realizeaza modificarea formei geometrice, a dimensiunii, a calitatii suprafetei si a pozitiei axelor si suprafetelor semifabricatului pentru a-1 transforma in piesa finita.
Procesele tehnologice de realizare a semifabricatelor si de prelucrare mecanica pot apela la mai multe metode si procedee de prelucrare.
Metoda tehnologica de prelucrare - este un mod sistematic si principial de realizare a unei operatii, a unei serii de operatii dintr-un proces tehnologic sau a unor procese tehnologice, comune dkitr-un punct de vedere esential (natura a fenomenelor, natura a rezultatelor, etc), pentru mai multe procedee tehnologice.
Procedeul tehnologic de prelucrare - priveste mijloacele prin care se realizeaza o metoda tehnologica. Procedeele se diferentiaza prin utilajul tehnologic folosit, mediul de lucru, sculele, dispozitivele, materialul de adaos, etc.
Metodele de prelucrare pot fi realizate prin:
schimbarea starii de agregare;
deformare plastica;
aschiere:
eroziune;
tehnologia pulberilor.
2 Definirea si importanta tehnologicitatii constructiei pieselor
Dezvoltarea puternica a constructiei de masini si in special de masini unelte, impusa de cerintele din ce in ce mai exigente a beneficiarilor intern si externi a determinat necesitatea proiectarii si fabricarii unei diversitati de masini-unelte cu eficienta ridicata si siguranta in exploatare.
Datorita programului realizat in stiinta si tehnica (electrotehnica, hidraulica, electronica, automatica etc.) s-a creat posibilitatea conceperii si executarii de masini-unelte complexe cu un grad ridicat de automatizare, care pot sa indeplineasca in mod sigur si cu productivitate mare cele mai variate lucrari. Dar, productivitatea ridicata si siguranta in functionare a masinilor-unelte reprezinta conditii necesare, dar nu si suficiente pentru aprecierea constructiei acestora. Masinile-unelte moderne, eu larga competitivitate, trebuie sa aiba totodata si un grad ridicat de tehnologicitate a constructiei.
Tehnologiciiatea este insusirea constructiei piesei, ansamblului, masinii-unelte sau instalatiei prin care acestea, fiind eficiente si sigure in exploatare, se pot executa la volumul de productie stabilit, asigurindu-se consumul de material si de munca minim, deci si un cost scazut.
Minimalizarea importantei tehnologicitatii, ignorarea rolului ei de insusire de baza a constructiei masinilor-unelte si instalatiilor poate duce la marirea substantiala a volumului de munca si consumului de material necesar fabricarii produselor si in consecinta la cresterea costului.
La aprecierea tehnologicitatii constructiei masinilor-unelte si instalatiilor trebuie luate in considerare citeva elemente principale:
rationalitatea schemelor tehnologice a masinilor sau instalatiilor;
rationalitatea schemelor cinematice :
unificarea (tipizarea, normalizarea, standardizarea) pieselor si ansamblurilor, precum si a materialelor si diverselor elemente constructive ale pieselor ca: filete, module ale rotilor dintate, diametre aie gaurilor, canale de pana, caneiuri, raze de rotunjire a suprafetelor etc. si a preciziei si rugozitatii suprafetelor prelucrate ;
Tehnologicitatea semifabricatelor turnate
Semifabricatele turnate trebuie sa aiba o astfel de forma incit sa preintampine posibilitatea aparitiei diferitelor defecte interne in timpul turnarii. Un defect frecvent al semifabricatelor turnate il constituie suflurile, care se datoresc uneori si formei constructive neadecvate a semifabricatelor, prin aceea ca nu permite evacuarea completa a gazelor din forma de turnare. Un astfel de exemplu este aratat in figura 3, a, cand la turnarea materialului in forma, datorita spatiilor orizontale mari, bulele de aer se aduna in partea superioara a acestor spatii si ca urmare, pe suprafetele respective apar sufluri si zone poroase care scad rezistenta materialului. De aceea, este convenabil ca suprafetele orizontale mari sa fie evitate si inlocuite cu suprafetele inclinate (fig. 3, b), care permit bulelor de aer si impuritatilor sa se ridice in ma-selota.
In vederea micsorarii volumului de munca necesar executarii semifabricatelor turnate, la proiectarea pieselor este necesar ca forma constructiva a acestora sa fie compusa din elemente cu forme geometrice cat mai simple si cit mai avantajoase executarii modelelor de formare, cutiilor de miezuri, formei de turnare, curatirii semifabricatului etc. Se recomanda evitarea asa-numitelor "colturi moarte' si "adinciturilor' (fig. 4, a). Trebuie folosite cit mai mult suprafetele plane tangente la suprafetele cilindrice (fig. 4, b). De asemenea trebuie evitata cresterea, in mod nejustificat a dimensiunilor de gabarit intr-una din directiile piesei (fig. 4), deoarece se mareste volumul de munca pentru executarea formei de turnare.
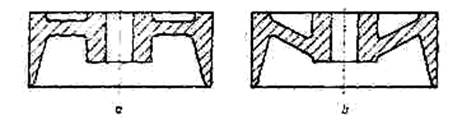
Fig. 3
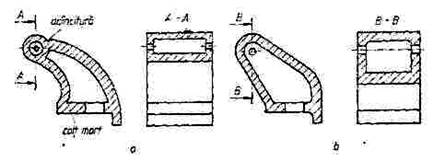
Fig. 4
Forma constructiva a semifabricatelor turnate trebuie proiectata - pe cat posibil - astfel incat la executarea formei de turnare sa nu fie necesare miezuri.
Copyright © 2025 - Toate drepturile rezervate