|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Sudarea bolturilor (gujoanelor)cu arc electric si presiune
Prin termenul de "sudare a bolturilor" se intelege in general sudarea cu arc electric si presiune dar si si procedee conexe,- sudarea prin rezistenta sau prin frecare a bolturilor, procedee mai putin raspindite.
La procedeul de sudare a bolturilor, arcul electric amorsat intre bolt si piesa topeste ambele parti, care dupa un anumit timp se imbina prin presare.
S-au consacrat mai multe variante ale procedeului care difera prin modul de amorsare a arcului electric si natura sursei de curent, - amorsare prin ridicare cu sursa de sudare in curent continuu, sau amorsare prin virf fuzibil cu sursa energetica - bateria de condesatoare.
1 Sudarea bolturilor cu arc electric amorsat prin ridicare
Variantele de sudare cu arc electric amorsat prin ridicare sunt prezentate generic in imaginile din figura 1, a, b si c
Figura
1 b Sudarea bolturilor cu arc electric in curent continuu amorsat
prin ridicare cu timp scurt ( AR - 10)
Figura
1 c Sudarea bolturilor cu arc electric amorsat
prin ridicare cu energie
inmagazinata ( EI)
Principalele carateristici ale procedeelor de sudare a bolturilor cu arc electric amorsat prin ridicare sunt sunt prezentate in tabelul 1.
Tabelul 1
|
Procedeu de sudare |
Timp de sudare [ms] |
Diametru bolt [mm] |
Intensitate curent [A] |
Protectie baie sudura |
Grosime minima tabla |
|
Amorsare prin ridicare AR - 10 |
min. 100 |
IC/PG/ |
¼ d |
||
|
Amorsare prin ridicare cu timp scurt Ar -10. |
max. 1200 |
FP/PG/IC |
1/8 d |
||
|
Amorsare prin ridicare cu energie inmagazinata |
max.10 |
max. 4000 |
FP/PG |
1/10d |
IC - inel ceramic; PG - protectie gaz; FP - fara protectie
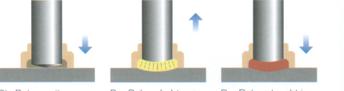
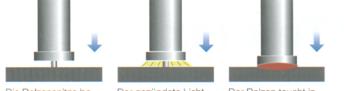
Fazele procedeului de sudare a bolturilor in curent continuu cu arc electric amorsat prin ridicare
Pentru declansarea procesului de sudare, boltul este ridicat printr-un mecanism de ridicare, - intre virful boltului si piesa, amorsindu-se un arc pilot urmat de arcul principal. Prin incalzirea produsa de arcul electric, se topeste capatul boltului si materialul de baza. Dupa timpul de trecere a curentului, boltul este impins cu o forta de apasare, - max. 100N, in baia topita.
In imaginile din figura 2, a si b, sunt prezentate generic principalele faze ale procedeului de sudare a bolturilor cu protejarea arcului si a baii de sudare cu inel ceramic, - figura 2 arespectiv cu protejarea arcului si a baii de sudare in mediu de gaz inert, figura 2b.
Figura 2 a, Sudare bolturilor cu inel ceramic
C D B A
Din punct de vedere al protectiei baii deosebim urmatoarele procedee:
![]() Sudare bolturilor cu inel ceramic ( IC)-, inelul ceramic este un "consumabil",
de regula acesta se indeparteaza dupa realizarea sudurii;
Sudare bolturilor cu inel ceramic ( IC)-, inelul ceramic este un "consumabil",
de regula acesta se indeparteaza dupa realizarea sudurii;
![]() Sudarea bolturilor in mediu protector de gaz
( PG), - la otel utilizindu-se preponderent cu asmestec de gaze 82% Ar si 18%
CO2, iar la aluminiu argon 100%.
Sudarea bolturilor in mediu protector de gaz
( PG), - la otel utilizindu-se preponderent cu asmestec de gaze 82% Ar si 18%
CO2, iar la aluminiu argon 100%.
![]() sudare bolturilor fara protectia baii( FP), -
procedeu aplicabil la diametre de bolt de max.10 mm si timpi de sudare max.
100ms.
sudare bolturilor fara protectia baii( FP), -
procedeu aplicabil la diametre de bolt de max.10 mm si timpi de sudare max.
100ms.
Procedeul de sudare a bolturilor in curent continuu cu arc amorsat prin ridicare este aplicabil la sudarea materialelor similare si disimilare , conform celor prezentate in tabelul 2
Tabelul 2
|
Material bolt/ Material de baza |
Otel nealiat pentru constructii OL - 37-3 |
Alte Oteluri nealiate |
Oteluri inoxidabile |
Oteluri termorezistente |
Aluminu si aliajele de aluminiu |
|
Otel pentru constructii, similar,- OL 37, OL 52 | |||||
|
Alte oteluri nealiate | |||||
|
Oteluri inoxidabile | |||||
|
Oteluri termorezistente | |||||
|
Aluminiu si aliaje de aluminiu |
Smnificatia notatiilor: 1- foarte bine( pentru constructii portante)
2- bine ( pentru constructii portantecu limitari);
3- conditionat ( nu pentru constructii portante)
0 - nu se poate suda.
Prin acest procedeu se pot suda bolturi cu sectiune rotunda, parata , dreptunghiulara etc.. sudate cel mai frecvent pe suprafete plane . In inmaginea din figura 2 sunt prezentate forme diverse de "bolturi", sudabile prin procedeul cu arc amorsat prin ridicare in variantel IC/PG.

Figura 2 Forme diverse de "bolturi", sudabile prin procedeul cu arc amorsat prin ridicare
in variantele IC/PG.
Bolturile se sudeaza in preponderent in pozitie verticala, perpendicular pe suprafata piesei, fiind posibile insa toate pozitiile. In cazul bolturilor din otel sudate prin procedeulAR - 100, se sudeaza astfel:
![]() in pozitei orizontala, max. D =
in pozitei orizontala, max. D =
![]() in pozitie verticala, max. D =
in pozitie verticala, max. D =
![]() peste cap, max. D =
peste cap, max. D =
Pentru a nu influenta negativ calitatea sudurilor, bolturile trebuie sa fie uscate, fara ulei , fara grasimi sau alte impuritati. Inelele ceramice trebuiesc utilizate in stare uscata. Suprafata materialului de baza trabuie sa fie de asemenea uscat in zona de sudare, lipsit de ulei , grasimi, tunder sau vopsele. Pentru micsorarea suflajului magnetic legaturile la masa trebuiesc facute ciorect, prin legare simetrica , polizindu-se locurile d fixare a contactelor.
Marimea parametrilor tehnologici este in functie de diametrul capatului boltului care se sudeaza. Experienta a demonstrat ca pentru un anumit capat de bolt produsul intre curentul de sudare si timpul de sudare este constant.
Valorile orientative pentru aproximarea curentului de sudare, respectiv de tipul de sudare necesar, se pot obtine cu urmatoarele relatii:
I[A] = 80D [mm] - pentru bolturi cu diametrul de max.
I[A] = 90D [mm] - pentru bolturi cu diametrul de 12
-
Ts[s] = 0,04 D
Valorile parametrilor energetici, sunt conditionati de parammetrii de reglaj ai pistoletului de sudare, respectiv de inaltimea de ridicare L, adincimea de plonjare P, si de viteza de plonjare Vp, - valori orientative prezentate in tabelul 3 pentru bolturi cu virf plat, respectiv virf conic. Inaltimea de ridicare influenteaza forma topiturii, iar adincimea de plonjare determina latimea zonei cu topitura, fiind determinanta in forma bavurii.
Tabelul 3
|
Diametru bolt [mm] |
Bolt cu virf plat 1650 1800 |
Bolt cu virf conic 1300- 1400 |
Viteza de plonjare [mm/s] |
||
|
L[mm]
| P[mm]
|
||||
L[mm]
![]()
![]()
![]()
![]()
![]()
P[mm]
![]()
![]()
![]()
![]()
![]()
>2,5
>3,0
>2,5
>3,5
>2,5
>4,0
>3,0
>4,5
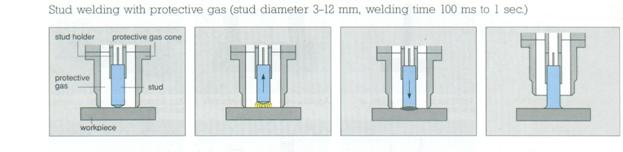
2 Sudarea bolturilor cu energie inmagazinata, cu amorsare pri virf fuzibil
A. sudarea bolturilor cu energie inamagazinata cu contact initial;
B. sudarea bolturilor cu energie inamagazinata fara contact initial;
![]()
![]()
Figura 3 . Sudarea cu energie inmagazinata a bolturilor
A. sudarea bolturilor cu energie inamagazinata cu contact initial;
B. sudarea bolturilor cu energie inamagazinata fara contact initial
In cazul sudarii fara contact initial, in varianta B, se obtine un timp de sudare si mai scurt, boltul fiind intr-o pozitie initiala, la o distanta reglabila de piesa, spre care plonjeaza in momentul declansarii procesului de sudare. Aplicarea acestei tehnici este avantajoasa in cazul sudarii aluminiului si aliajelor sale. La sudrea pe placi de grosime mare se recomanda varianta de sudare A. Procedeul nu nedesita inele ceramice sau gaze de protectie.
Prin procedeul de sudare a bolturilor cu energie inmagazinata in baterie de condesatoare se pot suda bolturi din otel nealiat si aliat dar si din aluminiu, cupru, alama, combinatiile de materiale incercate fiind prezentate in tabelul 1.1. Datorita topirii superficiale (cca. 0,1mm adancime) si timpului scurt de sudare se pot suda materiale cu proprietati diferite, dar pentru o aplicatie data se impune verificarea imbinarii pentru a se constata daca satisface conditiile de rezistenta mecanica cerute.
Tabelul 4
|
Material tabla Material bolt |
Otel pentru constructii nealiat (Cr max 0,3 %) |
Table zincate din OL |
Oteluri Cr-Ni |
CuZn 37 |
AlMg3 |
Al 99,5 |
Al Mg Si |
|
OL 37-3 | |||||||
|
OL CrNi 14301/14303 | |||||||
|
CuZn 37(Am63) | |||||||
|
AlMg3 | |||||||
|
Al99,5 | |||||||
|
AlSi12 |
- bine sudabil
- suficient de bine sudabil, functie de aplicatie
- nesudabil
Forma boltului
În general bolturile care se
sudeaza au forma cilindrica cu flansa, diametrul fiind
cuprins in domeniul 2-
În general varful si flansa boltului se realizeaza prin deformare la rece, tolerantele impuse rezultand si din STAS 12675-90.
Se recomanda utilizarea
bolturilor cu flansa pentru ca in special la
bolturi cu diametrul mai mic de
Pozitia de sudare
Boltul se sudeaza perpendicular pe suprafata piesei. În principiu sunt posibile toate pozitiile de sudare, insa diametrul maxim al boltului care poate fi sudat difera.
Pregatirea pieselor de sudare
Pentru a nu influenta negativ calitatea sudurii, bolturile trebuie sa fie uscate, fara ulei, grasimi sau alte impuritati. Suprafata materialului de baza trebuie de asemenea sa fie uscata in locul sudarii si lipsita de ulei, grasimi, tunder si vopsele. În vederea unei bune amorsari a arcului electric intre varful boltului si piesa trebuie sa existe contact metalic. În acest scop se indeparteaza straturile de vopsele sau de impuritati prin sablare, polizare sau cu peria de sarma.
În cazul procedeelor de sudare cu timp foarte scurt (< 50 ms) este necesara o curatire mai atenta a suprafetei decat in cazul sudarii normale.
Curatirea suprafetei pe care se sudeaza este foarte importanta avand in vedere timpul scurt de sudare. Straturi de impuritati sau izolatoare mai mari de 30 m pot influenta calitatea imbinarii si reproductibilitatea acesteia. De asemenea suprafata trebuie sa fie dreapta, la sudarea pe suprafete curbe fiind necesara stabilirea prin experimentari a diametrului maxim care se poate suda. Marcarea locului unde se sudeaza se recomanda a se face prin trasare, o chirnuire prea adanca putand influenta sudarea.
Legarea la masa a piesei trebuie sa se faca cu un contact electric bun si pe cat posibil simetric pentru a evita suflajul magnetic.
Mandrina de prindere a boltului trebuie sa aiba o strangere buna si sa fie curata pentru a nu se produce o topire a boltului in zona de prindere. În functie de diametrul boltului care se sudeaza si materialul din care este facut, durata de utilizare a unei mandrine se poate aprecia la 1000-5000 suduri.
Pozitionarea la sudare. Alegerea metodei de pozitionare depinde de aplicatie si de precizia de pozitionare ceruta pentru boltul sudat. Cea mai simpla metoda este insemnarea locului de sudare, varful boltului fixandu-se in locul respectiv. Se realizeaza o precizie de pozitionare de cca. 1,5 mm in functie si de atentia cu care lucreaza sudorul.
Suflaj magnetic si legare la masa. Suflajul magnetic consta in devierea arcului electric de un camp magnetic, rezultand o topire mai accentuata in partea unde a fost deviat arcul electric si formarea unei bavuri neuniforme.
Pentru micsorarea acesteia legatura la masa trebuie facuta corect, prin legare simetrica, polizandu-se si locurile de fixare a contactelor. Existenta suflajului cauzeaza si o formare mai intensa a porilor in cusatura pentru ca azotul din aer este antrenat mai intens in zona arcului electic. La intensitati mari ale curentului de sudare vaporii de metal formati de arcul electric protejeaza baia topita. Utilizand gaz de protectie se pot obtine imbinari sudate fara pori pentru o gama mai larga a intensitatii curentului de sudare.
Parametrii de sudare. Marimea parametrilor de sudare este in functie de diametrul capatului de bolt care se sudeaza. Experienta a demonstrat ca pentru un anumit capat de bolt produsul intre curentul si timpul de sudare este constant.
Domeniul abaterii curentului de sudare limitat la 10% se datoreaza fluctuatiilor tensiunii retelei. Alegand curentul si timpul de sudare corelate cu diametrul boltului se obtin rezultate bune la sudare.
Valori orientative pentru aproximarea curentului, respectiv timpului de sudare necesar, se pot obtine cu relatiile :
I (A) = 80.d (mm) - pentru bolturi cu diametrul de maxim 12mm;
I (A) = 90.d (mm) - pentru bolturi cu diametrul intre 12-15mm ;
t (s) = 0,04.d
La imbinarile sudate ale bolturilor pe table cu acoperiri de protectie se remarca faptul ca odata cu cresterea valorii tensiunii la sudare expulzarile sunt mai puternice, uniform distribuite si efectul de innegrire mai accentuat. La bolturile care au un guler de dimensiuni mai mari efectul de innegrire este mai estompat datorita gulerului existent.
2.1. Considerente generale privind sudarea bolturilor pe table cu acoperiri de protectie
Tablele cu acoperiri de protectie se utilizeaza din ce in ce mai mult in fabricatia de serie a autovehiculelor. Din motive economice si micsorare a greutatii se prefera utilizarea tablelor cu grosime mica si care sa necesite prelucrari ulterioare minime.
Sudarea bolturilor pe table cu grosimi in domeniul 0,5 - 3mm se efectueaza cu variante ale procedeului care sa asigure o patrundere mica. La astfel de grosimi de tabla se preteaza sudarea bolturilor cu diametrul maxim de 8mm, dar mai ales cu diametre cuprinse intre 3 - 6mm.
La sudarea tablelor cu acoperiri de protectie energia de sudare trebuie sa fie suficient de mare pentru a asigura o calitate constanta a sudurii. Pentru aceasta, acoperirea de protectie trebuie indepartata integral fie in arcul electric, fie in prealabil in zona sudurii cu un alt procedeu diferit de cel de sudare. Pe de alta parte, pentru a evita deteriorarea suprafetei tablei opusa celei pe care are loc sudarea, si care este de obicei tot acoperita, este necesar ca energia de sudare sa fie suficient de mica.
O alta conditie care trebuie respectata pentru a putea obtine suduri de calitate corespunzatoare este ca piesa sa fie bine fixata si sa se evite chiar si cele mai mici deplasari in timpul procesului de sudare.
De asemenea stropii care se formeaza la sudare sau afumarea tablei care are loc prin arderea arcului electric pot deteriora acoperirea de protectie a tablei.
Sudarea bolturilor pe table zincate
Tablele zincate au o mare pondere
in domeniul tablelor acoperite pe care se sudeaza bolturi.
Temperatura de vaporizare a zincului este de
La o zincare galvanica cu o grosime a stratului de cca. 5mm se poate utiliza aproape fiecare varianta de sudare a bolturilor, inclusiv cea cu varf fuzibil. Se prefera totusi varianta sudarii cu energie inmagazinata cu amorsarea prin varf fuzibil cu contact initial. La table zincate cu grosimea stratului de protectie de 15-25 mm se poate utiliza procedeul de amorsare prin varf fuzibil pentru bolturi cu diametrul pana la 6mm, calitatea sudurilor nefiind insa constanta.
In imaginile din figura 4 A si B sunt prezentate regimuri tehnologice determinate experimental la sudarea bolturilor cu energie inmagazinata.
Sunt prezentate imbinari sudate
realizate pe table zincate electrochimic cu grosimea de
|
A |
Material |
tabla |
Zincata electrochimic |
|
|||||||||||||
|
bolt |
Otel cuprat |
Curatire locala abraziva | |||||||||||||||
|
Grosime tabla |
|
|
|||||||||||||||
|
Diametru bolt |
M6 |
|
|||||||||||||||
|
Tip varf bolt |
fuzibil |
|
|||||||||||||||
|
Tensiune incarcare (V) |
|
||||||||||||||||
|
Suport racire |
Placa Cu |
|
|||||||||||||||
|
|||||||||||||||||
|
B |
Material |
tabla |
Zincata electrochimic |
|
||||||
|
bolt |
Otel inox |
Curatire locala abraziva | ||||||||
|
Grosime tabla |
|
|
||||||||
|
Diametru bolt |
M6 |
fuzibil |
|
|||||||
|
Tensiune incarcare (V) |
|
|||||||||
|
Suport racire |
Placa Cu |
|
||||||||
|
||||||||||
Figura 4 Regimuri tehnologice de sudare a bolturilor pe table cu acoperiri
La sudarea bolturilor filetate se remarca faptul ca odata cu cresterea valorii tensiunii la sudare la peste 130V incepe sa apara efectul de innegrire. Gulerul cu care este prevazut fiecare din aceste doua tipuri de bolturi acopera eventualele usoare innegriri determinand un aspect estetic placut. Pe partea opusa imbinarii nu apar amprentari mecanice sau termice.
3Echipamente de sudare a bolturilor. Aplicatii reprezentative
3.1 Scheme de principiu pentru echipamentele de sudare
Un echipament de sudare a bolturilor pe principiul cu arc electric amorsat prin ridicare, consta dintr-un pistol de sudare sau cap de sudare in care se fixeaza mandrina cu boltul de sudat. Actionarea pistoletului la cursa de ridicare se realizeaza printr-un sistem pneumatic sau electromagnetic. In imagine din figura 5 este prezentata structura unui echipamant de sudare a bolturilor in curent continuu cu amorsare prin ridicare.
Figura 5 structura unui echipamant de sudare a bolturilor in curent continuu cu amorsare prin ridicare.
1 - sistem de ridicare, 2- mandrina, 3 - bolt , 4- inel ceramic, 5 - placa de baza
6 - mandrina fixare contact, 7 - echipament,- sura energetica si sistem de comanda
Un echipament de sudare cu energie inmagazinata, in varianta cu amorsare prin virf fuzibil, consta dintr-o baterie de condesatoare, o parte de comanda care asigura incarcarea si descarcarea acesteia si capul de sudare care are in compunere mandrina de pozitionarea si fixare a boltului si un sistem care asigura delasarea acestuia. In imagine din figura 6 este prezentata structura unui echipamant de sudare a bolturilor cu energie inmagazinata cu amorsare prin virf fuzibil.
Figura 6 Structura echipamant de sudare a bolturilor cu energie inmagazinata cu amorsare prin virf fuzibil.1- sistem de ridicare, 2- mandrina, 3 - bolt, 4 - mandrina fixare piesa, 5 - sistem de sudare cu baterie de condesatoare
In imaginea din figura 7 este prezentat un sistem de sudare a bolturilor in curent continuu cu amorsare cu arc electric prin ridicare, si protectie a baii cu gaz de protectie, precum si pistoletul de sudare .


Figura 7 Sistem de sudare a bolturilor in curent continuu cu amorsare cu arc electric prin ridicare in mediu de gaz protector
In imaginea din figura 8 este prezentat un sistem de sudare a bolturilor in curent continuu cu amorsare cu arc electric prin ridicare, si protectie a baii cu inel ceramic, precum si pistoletul de sudare .


Figura 8 Sistem de sudare a bolturilor in curent continuu cu amorsare cu arc electric prin ridicare si inele de protectie
In imaginea din figura 9 este prezentat un sistem de sudare a bolturilor in cu energie inmagazinata cu amorsare cu virf fuzibil, precum si pistoletul de sudare.


Figura 9 Sistem de sudare a bolturilor in cu energie inmagazinata cu amorsare cu virf fuzibil
In imaginile din figura 10, A,B si C sunt prezentate imagini de imbinari reprezentative, realizate prin procedeele de sudare a bolturilor in curent continuu cu arc amorsat prin ridicare in mediu de gaz protector
Figura 10, A Imbinari reprezentative a bolturilor cu arc amorsat prin ridicare
in mediu de gaz protector
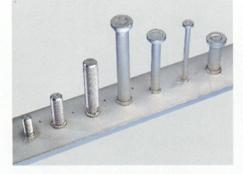
Figura 10, B Imbinari reprezentative a bolturilor cu arc amorsat prin ridicare
cu protectie abaii cu inel ceramic

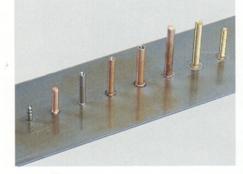
Figura 10, C Imbinari reprezentative a bolturilor cu arc amorsat cu virf fuzibil
cu energie inmagazinata.
Verificarea calitati imbinarilor sudate cu bolturi
Imbinarile sudate cu bolturi sunt supuse urmatoarelor verificari:
![]() controlul vizual al imbinarii;
controlul vizual al imbinarii;
![]() controlul parametrilor de sudare'
controlul parametrilor de sudare'
![]() controlul scurtarii la sudare;
controlul scurtarii la sudare;
![]() incercarea la tractiune cu incarcare limitata;
incercarea la tractiune cu incarcare limitata;
![]() incercarea la indoire cu incarcare limitata;
incercarea la indoire cu incarcare limitata;
![]() controlul cu ultrasunete
controlul cu ultrasunete
![]() incercarea la tractiune : sudura este buna
daca se rupe in MB;
incercarea la tractiune : sudura este buna
daca se rupe in MB;
![]() incercarea la indoire cu crestatura: consta
in ruperea prin lovire in zona imbinarii sudate (figura 11), urmarindu-se
evidentierea unor eventuale defecte de sudare si aspectul rupturii ( pori,
fisuri, incluziuni, etc.)
incercarea la indoire cu crestatura: consta
in ruperea prin lovire in zona imbinarii sudate (figura 11), urmarindu-se
evidentierea unor eventuale defecte de sudare si aspectul rupturii ( pori,
fisuri, incluziuni, etc.)
Pentru
imbinari sudate cu bolturi de otel OL 37 STAS 500/2 - 80 conform STAS 13019 -
91, suma suprefetelor tuturor defectelor trebuie sa fie mai mica de 5% din sectiunea transversala a blotului,
iar diametrul fiecarui defect sa nu depaseasca 20% din diametrul boltului.
Porii cu diametrul mai mic de
Incercarea la indoire prin lovire, consta in deformarea plastca prin lovire a unei imbinari sudate cu bolturi, pina la indoirea cu un unghi a sau pina la aparitia fisurilor in zona sudata. Unghiul de indoire a, trebuie sa fie minim 600, daca nu se prevede altfel de documentatie tehnica de produs.

Fig. 11. Incercarea la indoire cu crestatura a
bolturilor Fig. 12. Incercarea la indoire a bolturilor
Incercarea la indoire se executa prin lovituri de ciocan conform figurii 12, dar se poate realiza si prin utilizarea unei tevi pentru realizarea momentului necesar indoirii.
Examinaraea macroscopica, urmareste evidentierea unor defecte metalografice in sudura. Se examineaza suprafetele pregatite, verificindu-se existenta unor pori, fisuri, defecte de legatura si ncluziuni. Pe ambele suprafete diametrul defectelor trebuie sa fie mai mic de 20% din diametrul boltului.
Incrcarea la duritate, urmareste evidentierea modificarii valorilor de duritate ale materialelor la sudare. Duritatea zoneiinfluentate termic trebuie sa nu depaseasca 350HV5, dar sunt admise citeva virfuri mai mari de valori in zone inguste de trecere, dac rezultatul la incercarea de indoire prin lovire este corespunzatoare.
Pentru procedeul de sudare a bolturilor cu energie inmagazinata in baterie de condensatoare in lipsa unor normative specifice, calificarea tehnologiilor de sudare au in vedere STAS 13019-91 "Îmbinari sudate cu bolturi din otel", EN ISO 14555 si SR EN 28
Copyright © 2025 - Toate drepturile rezervate