|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
SCULE ASCHIETOARE
Aceste cutite se folosesc cel mai mult, deoarece se executa mai usor, sunt cele mai universale, folosindu-se atat la prelucrarea suprefetelor cilindrice exterioare cat si interioare.
La realizarea unui cutit disc profilat se determina unghiurile de aschiere, diametrul cutitului si profilul sau.
Unghiurile cutitului profilat depend de materialul de prelucrat si de elementele regimului de aschiere, ca s in cazul cutitelor obisnuite. Tot ce se refera la unghiurile de degajare si de asezare ale cutitelor normale se poate aplica in intregime la cutitele profilate.
Unghiul de degajare mai mare la prelucrarea materialelor maleabile si mai mic la prelucrarea materialelor fragile, se recomanda sa aiba urmatoarele valori :
- la prelucrarea cuprului si a aluminiului µ = 20 . 30s
- la prelucrarea otelului moale µ = 20 s
- la prelucrarea otelului de duritate mijlocie µ= 15 s
- la prelucrarea otelului dur si a fontei moi µ= 10 s
- la prelucrarea fontei dure µ= 5 s
- la prelucrarea bronzului si a alamei µ= 0 s
Unghiul de asezare α al taisului depinde de forma si de tipul cutitului profilat :
- pentru cutite disc profilate α = 10 . 15 s
- pentru cutite prismatice profilate α = 12 . 17 s
- pentru cutite profilate destinate lucrarilor de detalonare α = 25 . 30 s
Unghiul de asezare al cutitelor profilate pentru detalonare este mai mare , deoarece cutitul mai executa o miscare suplimentara sub un anumit unghi , din care cauza valoarea unghiului static de asezare scade.
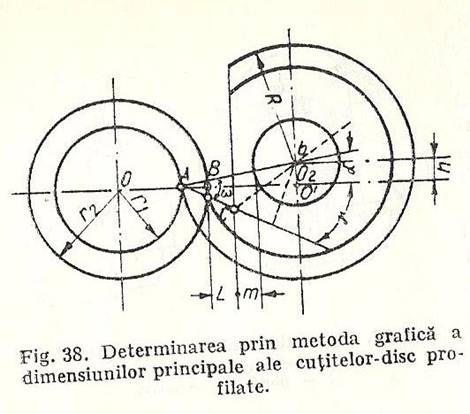
In afara de unghiuri, la cutitul disc profilat se mai determina si diametrul, spatial pentru degajarea aschiilor, gaura si profilul cutitului. Pentru aceste elemente, metoda grafica asigura o precizie suficienta , mai ales cand se traseaza la o scara marita.
In jurul axei O se traseaza doua cercuri concentrice cu razele minima r1 si maxima r2 ale piesei de prelucrat. Prin punctual A se duc doua drepte: una sub axa O-O' . inclinata cu unghiul de asezare α. Se allege distanta L, necesare degajarii aschiilor de 3-12 mm , masurata de la punctual B , prin care se duce o dreapta verticala. Fata de degajare va forma cu verticala de unghi cu varful in punctual C , prin care se duce bisectoarea b.Punctul de intersectie O2 al bisectoarei n cu dreapta inclinata cu unghiul α determina centrul cutitului disc. Din centrul O2, prin punctele A si B , se traseaza doua cercuri concentrice, care determina diametrele exterior si interior ale cutitului disc. Se observa ca centrul cutitului disc este situate deasupra axei piesei cu distanta
h = R sin α . Diametrul gaurii de prindere a cutitului este determinat de grosimea peretelui m , care se ia de 6 -10 mm.
In cazul folosirii cutitelor profilate pentru prelucrare interioara , diametrul lor se ia de 0,6 - 0,85 din diametrul gaurii de prelucrat.
Precizia cutitelor profilate depinde de precizia parametrilor sai principali si anume de diametrul exterior al cutitului disc D si de inaltimea h peste centrul piesei de prelucrat.
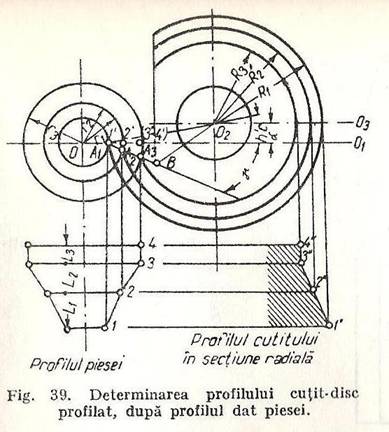
Se traseaza profilul piesei.Se proiecteaza punctele de profil 1, 2, 3, 4 pe axa obtinandu-se punctele 1' 2' 3' ( 4'). Aceste puncte se rabat pe planul fetei de degajare a cutitului , obtinandu-se punctele A1 , A2 , A3 , (4). Din centrul cutitului disc 02 se duc razele resptective ale cutitului profilat R1 , R2 , R3 . Din intersectia cercurilor de raza R1 , R2 , R3 cu axa O2O3 se coboara vertical pana cand intalnesc orizontalele duse din punctele de profil ale piesei. Punctele de intersectie 1", 2 3" , 4" determina profilul cutitului disc cu unghiurile de degajare µ si de asezare α adoptate.
Precizia profilului cutitului este determinate de numarul de puncte de profil luate pe profilul piesei. Cu cat acestea sunt mai multe cu atat profilul cutitului va fi determinat mai correct.
Pentru cutitele disc profilate la care unghiul de degajare este zero profilul cutitului va fi identic cu profilul piesei.
Dimensiunile principale ale cutitului si ale profilului sau determina prin metodele de mai sus , in conditiitle unor pise cu o precizie dimensionala redusa. Pentru piesele cu tolerante stranse , profilul sculei se determina analytic, astfel incat pentru fiecare punct cunoscut de pe piesa , se calculeaza pozitia punctului corespunzator pe scula.
Copyright © 2025 - Toate drepturile rezervate