|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PRELUCRAREA PRIN STRUNJIRE SI FREZARE A ARBORILOR
STRUNJIREA SUPRAFETELOR CILINDRICE EXTERIOARE
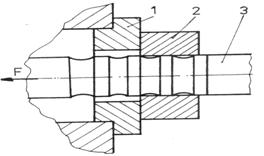
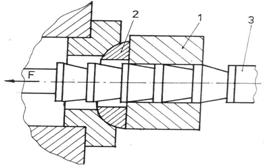
Prelucrarea arborilor in trepte
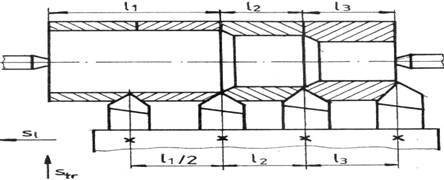
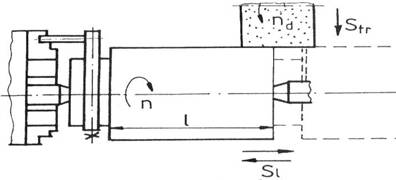
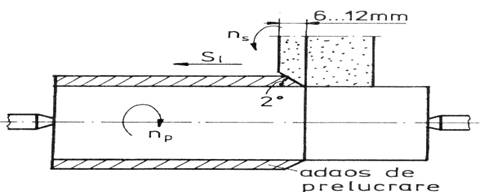
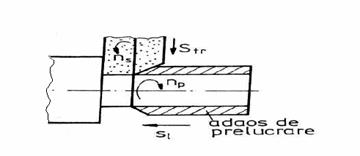
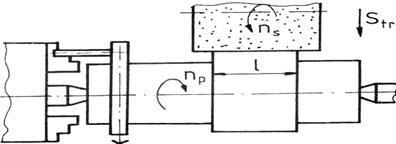
b. Schema de strunjire la prelucrarea pe strunguri semiautomate cu multicutite
Cu avans longitudinal :
Cu avans de patrundere urmat de avans longitudinal
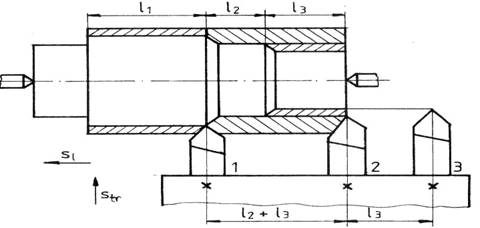
Cu avans transversal
Metode de frezare a arborilor:
frezare cu capete de frezat tubulare utilizata pentru prelucrarea unor arbori scurti pe strunguri revolver;
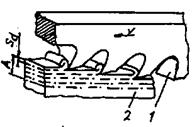
frezare cu freza cilindrica sau disc
frezarea cu capete de frezat frontale
2.PRELUCRAREA ARBORILOR PRIN RECTIFICARE
RECTIFICAREA SUPRAFETELOR CILINDICE EXTERIOARE
A. Rectificarea intre varfuri :
1.Rectificarea cu avans longitudinal din mai multe treceri
TP : 6-7
Ra : 1.6 - 0.8μm
Rectificarea cu avans longitudinal dintr-o singura trecere
TP : 6-7
Ra : 1.6 - 0.8μm
La arborii in trepte
Rectificarea cu avans de patrundere
TP : 6-7
 Ra : 1.6 - 0.8μm
Ra : 1.6 - 0.8μm
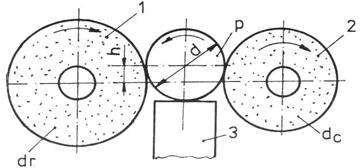
B. Rectificarea fara varfuri Vdc = 20-30m/min
Vdr = 25-35 m/s
Rectificarea cu avans longitudinal
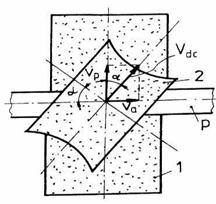
Discul conducator este asezat inclinat cu unghiul a fata de cel de rectificat si deci piesa de prelucrat va avea o miscare de avans longitudinal printre cele doua discuri
 Rectificarea cu avans longitudinal pana la opritor
Rectificarea cu avans longitudinal pana la opritor
La rectificare se utilizeaza doua discuri:
1 disc de rectificat
2 disc conducator care este inclinat cu un unghi mic , de 0,50 fata de axa discului 1.
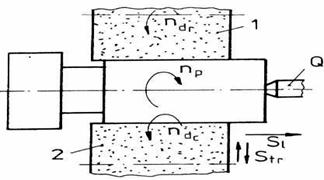
Rectificarea cu avans transversal
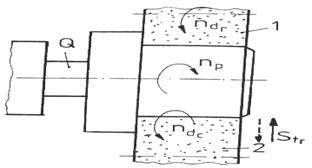 Discul conducator 2
efectueaza o miscare de avans transversal Str continua in directie
perpendiculara pe axa longitudinala a piesei de prelucrat.
Discul conducator 2
efectueaza o miscare de avans transversal Str continua in directie
perpendiculara pe axa longitudinala a piesei de prelucrat.
Rectificarea rapida :
Vdr = 50-60 m/s;
Vp = 40-50 m/min
3.NETEZIREASUPRAFETELOR EXTERIOARE DE REVOLUTIE
Tipuri de procedee:
-procedee de netezire prin aschiere;
-procedee de netezire prin deformare plastica;
-procedee de netezire neconventionale.
Procedee de netezire a suprafetelor exterioare prin aschiere
1.Strunjirea de netezire a suprafetelor exterioare cilindrice
De obicei, strunjirea de netezire se executa din doua faze la aceeasi prindere a piesei pe masina-unealta; in prima faza se indeparteaza 75% din adaosul de prelucrare, iar in faza a doua 25%.
Prin strunjire de netezire se asigura o precizie dimensionala corespunzatoare treptelor de toleranta 5-6 ISO, iar rugozitatea Ra = 0,80,2 m.
Regimul de lucru la strunjirea de netezire este caracterizat prin folosirea unor viteze de aschiere mari (1003000 m / min.), avansuri mici (0,01 0,15 mm / rot) si adancimi de aschiere mici (0,050,3 mm
Frezarea fina a suprafetelor plane
Pentru obtinerea unei rugozitati Ra = 0,8 0,4 μm si o precizie geometrica ridicata (toleranta de la planeitate cuprinsa intre 0,020,04 mm /1000 mm lungime a suprafetei prelucrate) se impun urmatoarele conditii restrictive:
bataia frontala a taisurilor dintilor frezei in limitele de 0,01 0,015 mm;
adancimea de aschiere de 0,1 0,2 mm;
avansul de lucru de 0,03 0,2 mm / dinte;
viteza de aschiere de 200300 m / min. la frezarea fina a pieselor din otel si de 30006000 m / min. la frezarea aliajelor neferoase.
Rectificarea cu banda abraziva
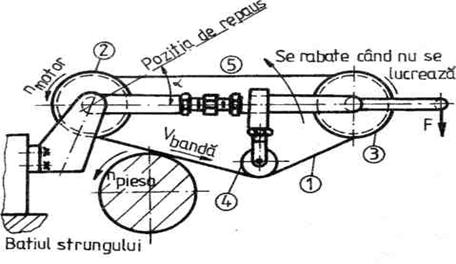 Schema
constructiva a dispozitivului de rectificat cu banda abraziva se
prezinta in fig. 3.2., in care 1 reprezinta banda abraziva; 2-
roata motoare; 3- roata pasiva; 4 - roata de intindere a
benzii; 5 - sistem de intindere a benzii.
Schema
constructiva a dispozitivului de rectificat cu banda abraziva se
prezinta in fig. 3.2., in care 1 reprezinta banda abraziva; 2-
roata motoare; 3- roata pasiva; 4 - roata de intindere a
benzii; 5 - sistem de intindere a benzii.
Avantaje
productivitate ridicata
precizie dimensionala ridicata, abaterile incadrandu-se in limitele ±0,005 mm;
calitate foarte buna a suprafetei, rugozitatea Ra = 0,8- 0,05 μm dependenta fiind si de marimea granulelor abrazive
viteza de aschiere constanta;
elasticitatea benzii;
posibilitatea prelucrarii unor suprafete mari ale pieselor;
reducerea puterii de aschiere si a solicitarii termice a elementelor sistemului tehnologic;
absenta indreptarii sculei;
siguranta in functionare.
Dezavantaje:
variatia preciziei dimensionale ca urmare a presiunii specifice variabile a benzii abrazive asupra profilului.
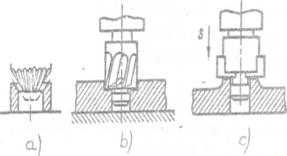
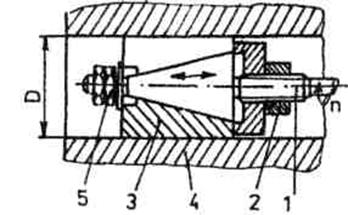
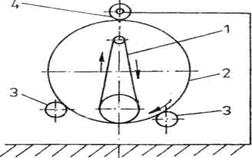
Lepuirea (rodarea) suprafetelor cilindrice exterioare si plane
Lepuirea reprezinta un procedeu de netezire care se aplica, in special, cu scopul imbunatatirii pe de o parte a calitatii suprafetei obtinandu-se rugozitati Ra = 0,050,012 μm (daca la prelucrarea anterioara rugozitatea Ra nu a depasit valorile 1,6 0,4 μm), precum si asigurarea unei precizii geometrice ridicate (de forma si de orientare a suprafetelor prelucrate), respectiv pentru cresterea preciziei dimensionale pana la treapta de toleranta IT4 (daca anterior treapta de toleranta obtinuta este IT6).
Prelucrarea se realizeaza cu ajutorul unei pulberi abrazive fine imprimate pe scula sau interpusa liber intre piesa de prelucrat si scula; se folosesc, de asemenea si paste abrazive aplicate pe scula [37].
Scula de lepuit se executa, de obicei, din fonta aliata cu crom si cupru cu duritatea HB = 140260, sau din particule abrazive cu granulatie foarte fina (pana la granulatia 4).
Prin deplasarea relativa a sculei si piesei, in prezenta pulberii sau pastei abrazive, se indeparteaza particulele de material de pe suprafata de prelucrat.
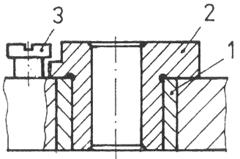
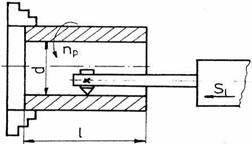
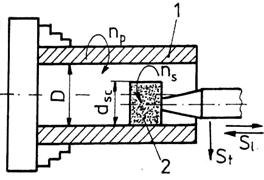
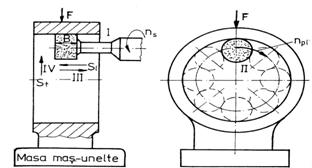
Cinematica lepuirii mecanico-manuala a suprafetelor cilindrice exterioara este exemplificata in fig.3.3, unde scula de lucru se prezinta sub forma unei bucse 1, in interiorul careia se afla un inel elastic 2 cu posibilitatea de reglare la diametrul necesar pentru prelucrare cu ajutorul suruburilor 3.
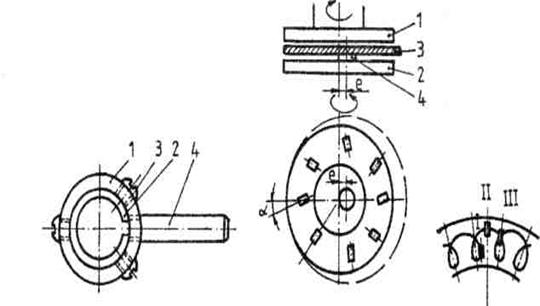
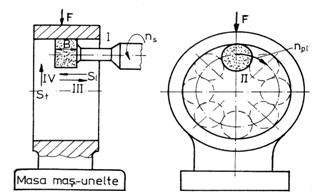
De mentionat ca, discul superior 1 exercita o anumita forta de apasare asupra pieselor; acest disc se poate deplasa lateral in vederea introducerii pieselor in locasurile speciale.
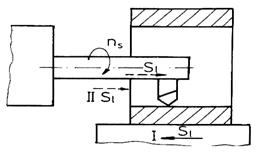
Pe baza schemei cinematice prezentate in fig. 3.4. se pot lepui si suprafete cilindrice exterioare.
In privinta regimului si conditiilor de lucru la prelucrarea suprafetelor plane din otel prin lepuire se recomanda:
numarul de rotatii ale discului superior: ns= 110 120 rot / min;
numarul de rotatii ale discului inferior: n 100 110 rot / min;
presiunea specifica de prelucrare: 1,5 3,5 N/mm2 [MPa];
lichidul de aschiere utilizat: petrol lampant cu adaos de 2,5% ulei mineral si acid stearic.
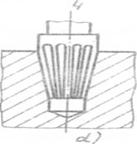
Honuirea suprafetelor cilindrice exterioare
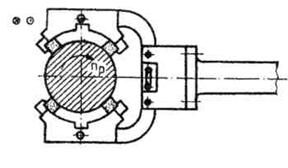 Pentru
netezire se utilizeaza un dispozitiv special (fig. 3.6) prevazut cu 4
..6 bare abrazive denumit cap de honuit fixat pe o masina
unealta speciala .
Pentru
netezire se utilizeaza un dispozitiv special (fig. 3.6) prevazut cu 4
..6 bare abrazive denumit cap de honuit fixat pe o masina
unealta speciala .
Rugozitatea obtinuta in urma prelucrarii este de Ra = 0,05 - 0,5 μm Precizia dimensionala obtinuta dupa prelucrare corespunde treptelor IT6IT7.
Adaosul de prelucrareeste de 0,02 - 0,2 mm. Viteza de rotatie se alege intre 45 - 75 m / min., iar cea de deplasare
axiala intre 10-22 m/min.
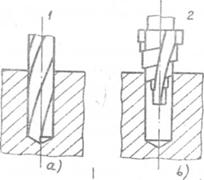
Superfinisarea suprafetelor exterioare
Prin superfinisare se imbunatateste calitatea suprafetei, obtinandu-se rugozitati pana la Ra = 0,2,..0,025 μm sau chiar mai mici (0,01 μm). Precizia dimensional- geometrica trebuie asigurata anterior prelucrarii.
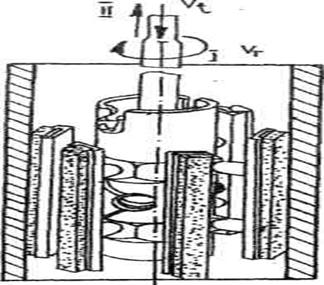
Cinematica procesului de superfinisare a suprafetelor cilindrice exterioare este prezentata in fig. 3.7
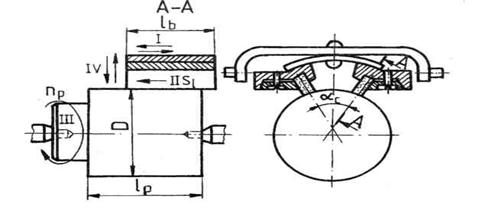
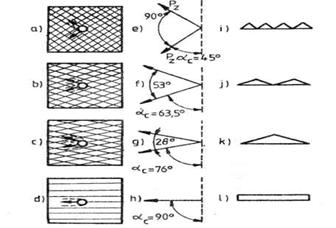
In fig. 3.8 sunt aratate schemele de dispunere a microneregularitatilor suprafetei prelucrate, a fortelor de aschiere si forma aschiilor detasate pentru diferite unghiuri de incrucisare a barelor abrazive αc in constructia capului de superfinisat
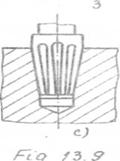
Superfinisarea este un procedeu de prelucrare la care procesul de aschiere se intrerupe automat, acesta decurgand in felul urmator (fig. 3.9):
4.PROCEDEE SI METODE DE PRELUCRARE A SUPRAFETELOR INTERIOARE DE REVOLUTIE
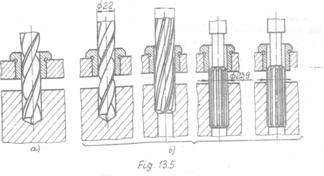
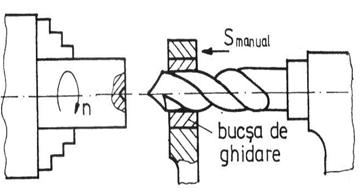 1.Burghierea alezajelor
1.Burghierea alezajelor
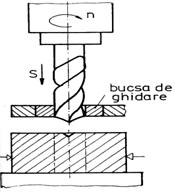
Metode de lucru:
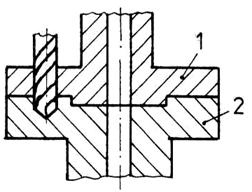
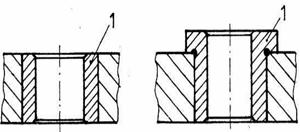
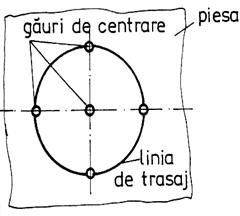
-Burghierea dupa trasaj;
-Burghierea simultana a pieselor asamblate;
-Burghierea cu ajutorul dispozitivelor speciale.
Strunjirea suprafetelor cilindrice si conice interioare
cu rotirea piesei
cu rotirea sculei
Metode de strunjire interioara:
Brosarea suprafetelor interioare
Asezarea piesei pe un suport rigid
Asezarea piesei pe suport sferic autocentrat
Rectificarea suprafetelor cilindrice si conice interioare
Rectificarea cu avans circular executat de piesa
 Rectificarea pe masini de rectificat interior planetare
Rectificarea pe masini de rectificat interior planetare
5.RECTIFICAREA SI NETEYIREA SUPRAFETELOR INTERIOARE DE REVOLUTIE Rectificarea suprafetelor cilindrice si conice interioare
Rectificarea cu avans circular executat de piesa
Rectificarea pe masini de rectificat interior planetare
 Rectificarea pe masini de
rectificat interior fara varfuri
Rectificarea pe masini de
rectificat interior fara varfuri
Procedeele de netezire a alezajelor se pot clasifica astfel
procedee de netezire prin aschiere;
procedee de netezire prin deformare plastica;
procede de netezire prin electrochimie;
Procedee de netezire prin aschiere
Honuirea
Este un procedeu de prelucrare finala a suprafetelor interioare si exterioare, aplicat dupa prelucrarea acestora prin gaurire(strunjire) urmate de alezare sau rectificare
Prin honuire se obtine o precizie dimensional-geometrica ridicata (treptele IT3IT4) si o rugozitate Ra=1,60,025 m, limitele cele mai uzuale fiind Ra=0,40,025 m
Capul de honuit fiind articulat in
arborele principal al masinii-unelte,
permite autocentrarea honului in alezajul
piesei de prelucrat.
Vibrohonuirea
Prelucrarea prin vibrohonuire se deosebeste de honuirea obisnuita prin suprapunerea peste miscarea axiala rectilinie-alternativa a sculei de honuit a unei miscari vibratorii.
Miscarea oscilatorie a capului de honuit poate fi: axiala, circulara, radiala si combinata.)
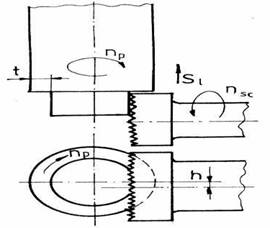
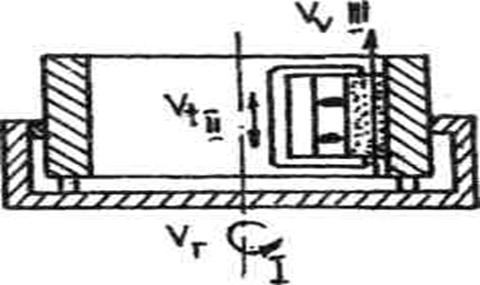
Vibronetezirea suprafetelor interioare reprezinta un procedeu de prelucrare de micronetezire cu ajutorul unor bare abrazive de granulatie foarte fina cu miscari de lucru complexe (fig. 2.11): miscare rectilinie alternativa si oscilatorie a barei abrazive si miscare de rotatie a piesei de prelucrat.
Strunjirea de netezire a alezajelor
Strunjirea de netezire reprezinta un procedeu de prelucrare des intalnit la fabricatia de serie a unor piese care necesita precizii dimensionale in treptele 6..7, iar rugozitatea suprafetei Ra 0,80,1 m.
Din punct de vedere al tolerantelor geometrice, strunjirea de netezire asigura obtinerea unor valori de 0,003 - 0,005 mm pentru ovalitate (abaterea de la circularitate) si sub 0,03 abatere de la cilindricitate la 100 mm lungime a alezajului
Strunjirea interioara de netezire se realizeaza, de obicei, in doua faze. In prima faza se indeparteaza aproximativ 75% din adaosul total, iar in faza finala 25%, in acest fel deformatiile elastice ale sistemului tehnologic sunt minime
Rodarea suprafetelor interioare
Procedeul de netezire a suprafetelor prelucrate prin rodare se aplica in vederea imbunatatirii preciziei dimensionale (treapta de toleranta IT4), precum si a calitatii (rugozitatii) suprafetei (pana la Ra = 0,4 * 0,012 m)
Prelucrarea se realizeaza cu ajutorul unor granule abrazive libere (din carbura de siliciu, oxizi de bor, oxizi de crom, praf de diamant sintetic, etc) aflate intr-o unsoare si introduse intre scula de rodat si suprafata piesei care se prelucreaza.
Aschierea are loc prin deplasarea relativa manuala sau mecanizata a piesei care se rodeaza in raport cu scula de rodare
Parametrii recomandati pentru regimul de aschiere la rodare se caracterizeaza prin valori mici ale vitezei de aschiere (530 m/min) si prin presiuni de lucru relativ scazute (< 2,5 daN/cm2 (.10~1 Mpa)).
Schema de principiu a
prelucrarii de netezire a ( alezajelor prin rectificare cu banda abraziva se prezinta
in fig. 2.14, in care: reprezinta sistemul de
sustinere si deplasare a benzii abrazive; .-suprafata piesei de prelucrat;
.- role de sustinere
si antrenare; .-
rola suplimentara de contact (sprijin).
Rectificarea cu banda abraziva a
alezajelor
In urma prelucrarii de netezire cu banda abraziva se poate reduce rugozitatea Ra pana la 0,63 - 0,04 m in functie si de granulatia particulelor abrazive
9.PROCEDEE SI METODE DE PRELUCRARE A SUPRAFETELOR PLANE
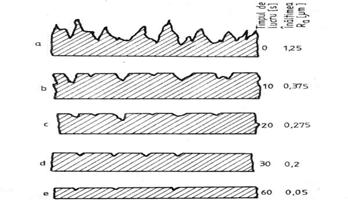
Suprafetele plane pot fi prelucrate prin diferite procedee: rabotare, mortezare, frezare, brosare, strunjire plana, rectificare. Dintre procedeele de netezire a suprafetelor plane se mentioneaza: frezarea fina, lepuirea si razuirea. Alegerea procedeului de prelucrare economic depinde de forma si dimensiunile piesei,adaosul de prelucrare(fig.1) de natura si starea materialului, de precizia de prelucrare prescrisa si de volumul de fabricatie.
Rabotarea si mortezarea suprafetelor plane
Prelucrarea prin rabotare si mortezare se caracterizeaza printr-o succesiune de miscari retilinii, alternative fig.2 Aschierea se face intr-un singur sens de miscare (cursa activǎ),cu viteza v, iar revenirea in pozitia initiala se face in gol cu viteza vg
rabotarea suprafetelor plane orizontale, verticale, inclinate sau in trepte
rabotarea simultana a suprafetelor verticale si orizontale cu mai muite cutite
rabotarea unor canale in T, trapezoidale etc., precum si rabotarea unor suprafete curbilinii
Frezarea suprafetelor plane
Miscarile relative dintre scula si piesa,necesare pentru realizarea aschierii constau dintr-o miscare principala de rotatie a sculei si din miscarile de avans longitudinal (sl) si avans transversal (st).
Suprafetele plane se pot freza cu ajutorul frezelor cilindro-frontale, frezelor cilindrice elicoidale, frezelor-disc si frezelor cilindro-frontale cu coada (freze-deget).
Metode productive de frezare
Frezarea succesiva
Brosarea suprafetelor plane
Schema brosarii plane pe masini de brosat orizontale
Brosarea continua
Rectificarea suprafetelor plane
Ca metode de rectificare plana se deosebesc:
rectificarea cu periferia discului abraziv;
rectificare cu partea frontala a discului abraziv.
Rectificarea cu periferia discului abraziv se poate efectua pe masini de rectificat plan cu masa dreptunghiulara sau cu masa rotativa
Schema rectificarii plane cu periferia discului abraziv pe masini de rectificat cu masa dreptunghiulara
a) Schema rectificarii plane cu periferia discului abraziv pe masini de rectificat cu masa rotativa;c) si d) schema rectificarii plane cu partea frontala a disculu
Razuirea suprafetelor plane
Razuirea reprezinta un procedeu de netezire a suprafetelor plane cu o scula denumita razuitor sau sabar, fiind aplicata la prelucrarea ghidajelor masinilor-unelte sau aparatelor de masura si control, dupa ce anterior acestea au fost prelucrate prin rabotare de finisare sau frezare de finisare. Se realizeaza manual sau mecanic
Razuirea manuala este putin productiva si obositoare, poate dura de la cateva ore la zeci de ore, functie de lungimea suprafetei razuite, insa asigura o precizie ridicata. La razuirea mecanica, razuitorul este atasat la un mecanism care ii imprima miscarea de aschiere.
Lepuirea (rodarea) suprafetelor plane
Lepuirea reprezinta un procedeu de netezire care se aplica, in special, cu scopul imbunatatirii pe de o parte a calitatii suprafetei obtinandu-se rugozitati Ra = 0,050,012 μm (daca la prelucrarea anterioara rugozitatea Ra nu a depasit valorile 1,6 0,4 μm), precum si asigurarea unei precizii geometrice ridicate (de forma si de orientare a suprafetelor prelucrate), respectiv pentru cresterea preciziei dimensionale pana la treapta de toleranta IT4 (daca anterior treapta de toleranta obtinuta este IT6).
Prelucrarea se realizeaza cu ajutorul unei pulberi abrazive fine imprimate pe scula sau interpusa liber intre piesa de prelucrat si scula; se folosesc, de asemenea si paste abrazive aplicate pe scula [37].
Scula de lepuit se executa, de obicei, din fonta aliata cu crom si cupru cu duritatea HB = 140260, sau din particule abrazive cu granulatie foarte fina (pana la granulatia 4).
Prin deplasarea relativa a sculei si piesei, in prezenta pulberii sau pastei abrazive, se indeparteaza particulele de material de pe suprafata de prelucrat.
10.RECTIFICAREA SI NETEZIREA SUPRAFETELOR PLANE
Rectificarea suprafetelor plane
Ca metode de rectificare plana se deosebesc:
rectificarea cu periferia discului abraziv;
rectificare cu partea frontala a discului abraziv.
Rectificarea cu periferia discului abraziv se poate efectua pe masini de rectificat plan cu masa dreptunghiulara sau cu masa rotativa
Schema rectificarii plane cu periferia discului abraziv pe masini de rectificat cu masa dreptunghiulara
a) Schema rectificarii plane cu periferia discului abraziv pe masini de rectificat cu masa rotativa;c) si d) schema rectificarii plane cu partea frontala a discului
 Rectificarea
pe masini de recxtificat cu doua axe principale
Rectificarea
pe masini de recxtificat cu doua axe principale
 Rectificarea simultana a
suprafetelor plane opuse pe masini cu doua axe principale
Rectificarea simultana a
suprafetelor plane opuse pe masini cu doua axe principale
Netezirea suprafetelor plane
Pentru netezirea suprafetelor plane se pot folosi urmatoarele metode: frezarea fina, lepuirea, razuirea.
Frezarea fina
Frezarea fina se utilizeaza ca procedeu de prelucrare finala a suprafetelor plane si se realizeaza cu freze frontale cu dinti demontabili armati cu placute din carburi metalice, cu unghiul de degajare = (- 4-15)°.
Ra = (0,8 0,4) μm si abaterea de la planitate de cel mult (0,02 0,04) mm/1000 mm lungime. De aceea, frezarea fina se aplica, uneori, in locul rectificarii.
Lepuirea suprafetelor plane
Ra = 0,050,012
μm (daca la prelucrarea anterioara rugozitatea Ra nu a
depasit valorile 1,6 0,4 μm), precum si asigurarea unei
precizii geometrice ridicate (de forma si de orientare a
suprafetelor prelucrate), respectiv pentru cresterea preciziei
dimensionale pana la treapta de to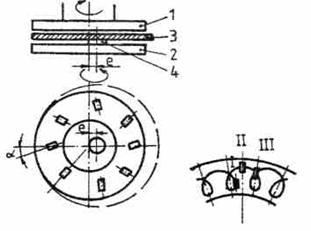 l
l
eranta IT4 (daca anterior treapta de toleranta obtinuta este IT6).
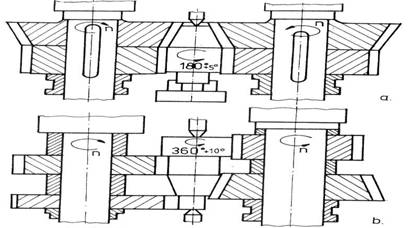
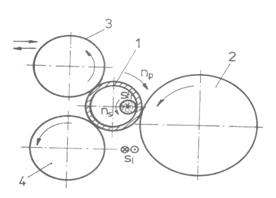
In cazul lepuirii suprafetelor plane, cinematica procedeului de prelucrare pe masini speciale de lepuit verticale se prezinta ca in figura ,unde 1 si 2 reprezinta doua discuri din fonta rodate unul fata de altul, care se rotesc in sensuri diferite si cu turatii inegale. Intre cele doua discuri de lepuit se afla un platou suport 3, prevazut cu locasuri speciale in care se introduc piesele de prelucrat
Platoul primeste o miscare de rotatie de la boltul 4 dispus excentric fata de axa discurilor 1si 2. Aceste locasuri, dupa cum se poate observa sunt executate inclinat cu un unghi a fata de directia radiala a platoului suport, pentru ca piesele in afara de miscarea de rostogolire in jurul axelor proprii sa si alunece fata de discul de lepuit pentru a se asigura aschierea.
De mentionat ca, discul superior 1 exercita o anumita forta de apasare asupra pieselor; acest disc se poate deplasa lateral in vederea introducerii pieselor in locasurile speciale
Copyright © 2025 - Toate drepturile rezervate