|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PRECIZIA SI CONTROLUL FILETELOR
PRECIZIA SI CONTROLUL FILETELOR METRICE
Elementele dimensionale ale filetelor metrice
Dintre parametrii filetului metric ISO, trei sunt principali , avand un rol preponderent asupra functionarii acestuia (fig.1.) : [1-3] , [11]
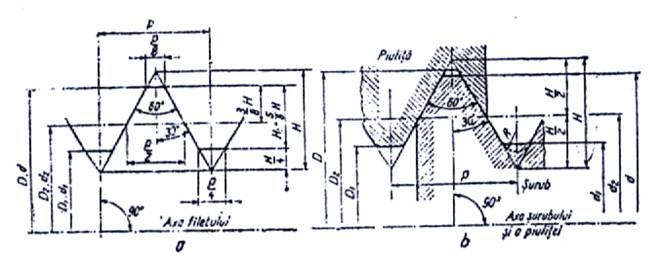
Fig.1. Filetul metric ISO :
a) profilul nominal; b) elementele filetului
diametrele medii D2, d2 ale filetului piulitei respectiv surubului (D2=d2) reprezinta diametrul cilindrului ce trece prin mijlocul inaltimii H a profilului generator al filetului.
pasul p reprezinta distanta dintre doua puncte omoloage, de pe doua flancuri consecutive, masurata intr-un plan median paralel cu axa filetului.
unghiul filetului α reprezinta unghiul dintre flancuri (α=60°) masurat intr-un plan ce trece prin axa suprafetei filetate. Este mai indicat sa se considere semiunghiul α/2 deoarece acesta asigura simetria flancurilor.
In cazul insurubarii corecte , filetele piulitei si surubului se sprijina reciproc pe flancuri. Este mai bine ca sprijinul sa se faca pe flancuri, chiar cu joc, decat pe varfuri, deoarece in acest din urma caz, contactul dintre filete fiind redus are loc o deteriorare a varfurilor.
Iata de ce, restul parametrilor filetului au o importanta mai mica din punct de vedere al contactului pe flancuri, avand insa un rol asupra rezistentei pieselor. Se deosebesc: [1], [4-6], [8-9], [11], [16]
diametrul exterior al filetului surubului, d
diametrul exterior al filetului piulitei, D (numit si diametrul nominal)
diametrul interior al filetului surubului, d1
diametrul interior al filetului piulitei, D1
raza de racordare la varfurile filetului piulitei, R
un parametru derivat il constitue unghiul de inclinare al elicei (1):
ω = artg p/πd2
Corectiile diametrului mediu datorate abaterilor de pas si de unghi ale profilului
Pentru a fi posibila insurubarea filetului surubului in cel al piulitei este necesar ca amplasarea campurilor de toleranta ale acestora sa fie de o parte si de alta a profilului nominal al filetului, considerat ca profil zero (similar asezarilor H si h de la ajustaje cilindrice netede). (fig.2.)
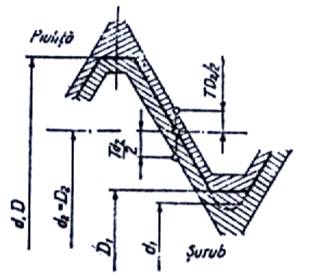
Fig.2. Campurile de toleranta ale
filetului de la piulita si surub
Ca urmare, la orice abatere a pasului p si semiunghiului α/2, pentru ca insurubarea sa fie posibila e necesara marirea corespunzatoare a diametrului mediu efectiv al piulitei D2 ef sau micsorarea diametrului mediu efectiv al surubului d2 ef.
a) - de exemplu, daca pasul filetului piulitei are o abatere ∆p pe lungimea de insurubare este necesara o corectie fp a diametrului mediu al piulitei (fig.3.): [1-6], [8], [11]
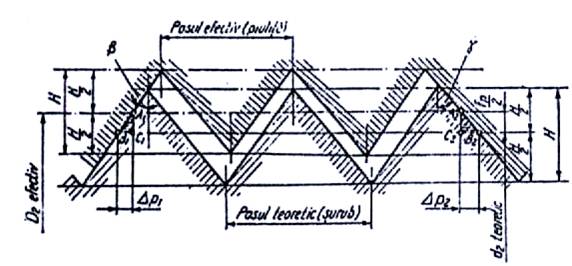
Fig.3. Corectia diametrului mediu datorita abaterii pasului
Din triunghiurile dreptunghice A1B1C1 si A2B2C2 rezulta (2):
 (2)
(2)
β, γ - unghiurile flancurilor
∆p1, ∆p2 - componente ale abaterii pasului (∆p=∆p1+∆p2)
Rezulta (3):
 (3)
(3)
in care fp este corectia diametrului mediu impusa de abaterea ∆p a pasului pe toata lungimea de insurubare.
Observatie: S-a luat in modul deoarece abaterile pasului pot fi intr-un sens sau altul, dar indiferent de semn ele conduc fie la marirea lui D2 ef fie la micsorarea lui d2 ef
Penrtu filetul metric ISO, β=γ, deci (4):
 (4)
(4)
b) - daca semiunghiurile flancurilor prezinta abateri fata de valoarea nominala, este de asemnea o corectie a diametrului mediu cu valoarea fα
Pentru filetul simetric (5):
 (5)
(5)
H1 - inaltimea profilului de baza (H1=5/8 H)
In afara de cele doua corectii ale diametrului mediu fp si fα , mai apare o corectie fd2 (fD2), a diametrului mediu egala cu abaterea propriu-zisa a acestuia, ca la orice dimensiune.
Pentru ca insurubarea sa fie posibila, abaterea diametrului mediu se va considera numai "in plus" pentru piulita si numai "in minus" pentru surub.
Tinand cont de cele trei corectii, rezulta o corectie totala a diametrului mediu (6):
![]() [μm] (6)
[μm] (6)
Pe baza relatiilor stabilite,literatura de specialitate da valoarea corectiilor fp, fα pentru diferite filete.La acestea se adauga corectia fd2, fD2 , luata dupa precizia IT9.
Corectia totala f∑ trebuie sa fie mai mica, cel mult egala cu toleranta prescrisa pentru diametrul mediu (7):
![]()
![]() (7)
(7)
Practica a aratat ca precizia prelucrarii filetelor ascutite, pentru aceeasi tehnologie, depinde de pasul p si de diametrul nominal d=D. Ca urmare, daca la ajustajele cilindrice netede s-a luat o unitate de toleranta functie de diametru, la filete aceasta va fi functie de pas si diametru (fig.) :[2-5], [11]
UF=C px dy [μm] (8)
in care:
UF - unitatea de toleranta pentru filete
C - constanta de proportionalitate
x, y - coeficientii de pondere ai pasului, respectiv diametrului
Practica arata ca se poate lua C=90, x=0.4, y=0.1 (9)
C=90 p0.4 d0.1 [μm] (9)
In functie de unitatea de toleranta, se calculeaza toleranta diametrelor medii Td2, TD2 astfel (10): [2]
Td2 =a UF ; TD2=a UF (10)
a - numarul unitatilor de toleranta
Precizia filetelor metrice (ajustaje cu joc)
In sistemul ISO de tolerante pentru filete metrice se considera trei clase de executie: fina, mijlocie si grosolana. [1-2], [11]
Clasa fina se utilizeaza numai pentru filete de precizie, atunci cand intre filetul surubului si piulitei este necesar un joc mic.
Clasa mijlocie se utilizeaza pentru filete de uz general.
Clasa grosolana se utilizeaza pentru filete executate in conditii tehnologice grele (exemplu: tarodarea gaurilor adanci sau infundate, filetarea barelor laminate la cald, e.t.c.).
Deoarece asupra infiletarii surubului in piulita influienteaza si lungimea de insurubare (tolerantele sunt determinate de lungimea de insurubare) s-au considerat, pentru fiecare clasa de executie trei lungimi de insurubare: scurta (S), normala (N) si lunga (L). [1-2], [11]. Valorile limita ale celor trei grupe de lungimi de insurubare sunt date in STAS 8165-82, in functie de diametrul nominal al filetului. Considerand trei clase de executie, fiecare cu cate trei lungimi de insurubare rezulta noua grade de precizie.Ca urmare a suprapunerii unor grade de precizie, (de exemplu tolerantele de la clasa fina, lungimea L corespund cu cele de la clasa mijlocie , lungimea S) la suruburi raman in total 7 grade notate de la 3 la 9 in ordinea descrescanda a preciziei, iar la piulite suprapunerea fiind mai mare raman 5 grade, notate de la 4 la Pentru ambele gradul de precizie 6 corespunde clasei de executie mijlocie si lungimii de insurubare normala. (fig.4.) [1-2], [11].
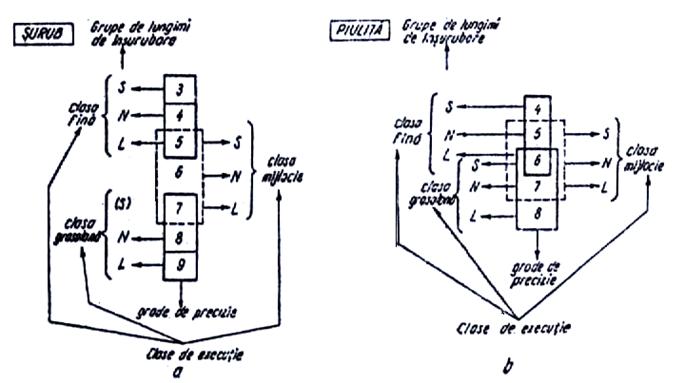
Fig.4. Grade de precizie pentru filete:
a) pentru surub; b)pentru piulita
Valorile numerice ale tolerantelor Td2, TD2 sunt date in STAS 8165-82. In ce priveste pozitia campurilor de toleranta, s-au stabilit abateri fundamentale in raport cu profilul nominal al filetului (care joaca rolul liniei zero de la ajustajele cilindrice netede), astfel:
ea abaterea superioara (pentru suruburi)
EI - abaterea inferioara (pentru piulite)
S-au standardizat 4 serii de abateri fundamentale pentru filetele suruburilor: h, g, f, e (fig.5.) si 2 serii de abateri fundamentale pentru filetele piulitelor: H, G (fig.6.) [1-2], [11].
In ce priveste tolerantele pentru restul parametrilor filetului se considera:
pentru diametrul D se da numai limita minima Dmin care asigura insurubarea, cea maxima nefiind necesara
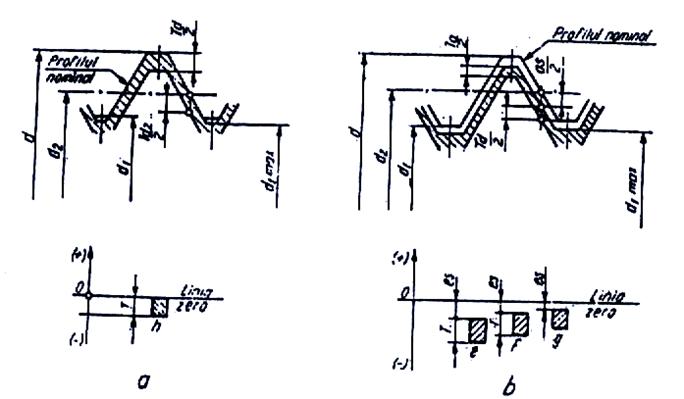
Fig.5. Abaterile fundamentale pentru filetul surubului
(STAS 8165-82)
a) asezarea h; b) asezarea e, f si g
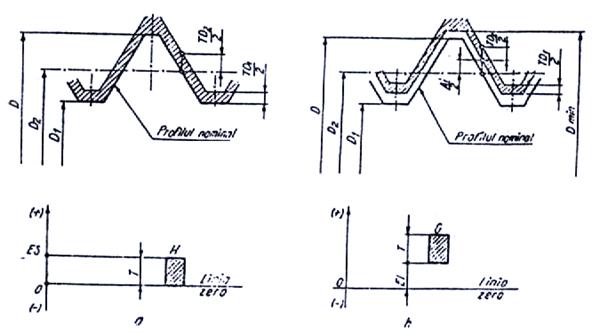
Fig.6. Abaterile fundamentale pentru filetul piulitei
(STAS 8165-82)
a) asezarea H; b) asezarea G
pentru diametrul D1 se prevad 5 grade de precizie 4, 5, 6, 7, 8 pentru care toleranta se calculeaza cu relatia (11):
TD1 = a UFD1
pentru diametrul d se prevad 3 grade de precizie 4, 6, 8, pentru care toleranta se calculeaza cu relatia (12):
Td1 = a UFd1
pentru diametrul d1 se da numai limita maxima dmax care asigura insurubarea, cea minima nefiind necesara
Se mai prevede o racordare cu raza R, (13) in care :
Rmin = 0,125 p [μm] (13)
Daca surubul este supus la solicitari de oboseala se va lua o raza de racordare mai mare.
1.4. Simbolizarea pe desen a filetelor si asamblarilor filetate
Notarea campului de toleranta a diametrului unui filet se face prin cifra care indica precizia, urmata de litera care indica asezarea campului de toleranta, de exemplu: 6g, 7H. [1-2], [11]
Simbolizarea pe desene a tolerantelor filetului se face considerand simbolul campului de toleranta al diametrului mediu, urmat de simbolul campului de toleranta al diametrului varfului filetului (adica diametrul exterior al filetului surubului, respectiv interior al filetului piulitei). Daca campul de toleranta al diametrului mediu este acelasi cu diametrul varfurilor, simbolul campului de toleranta se scrie o singura data. [1-3], [11]
Exemple:
Fie un surub M6x1, avand pentru diametrul mediu campul de toleranta 5g si pentru diametrul exterior 6g. Notarea se face:
M6x1 - 5g 6g
Fie o piulita cu filet metric M6x1, avand pentru diametrul mediu si interior campul de toleranta 6H. Notarea se face:
M6x1 - 6H
Simbolizarea unui ajustaj filetat, se face indicand simbolul campului de toleranta al filetului piulitei, urmat de simbolul campului de toleranta al surubului separate printr-o linie oblica. Notarea se face:
M6x1 - 6H / 5g 6g
4) Daca lungimea de insurubare nu face parte din grupa N atunci se indica si aceasta:
M6x1 - 5g 6g - 30
Observatie: In anumite cazuri de functionare este necesar sa se utilizeze ajustaje intermediare sau chiar cu strangere. [1-2], [11]
Controlul filetelor metrice
Controlul filetelor metrice se poate face prin diferite metode, alegerea acestora facandu-se in functie de parametrul considerat, marimea seriei de fabricatie, aparatura de control din dotare, precizia dorita, e.t.c. Cateva din aceste metode sunt prezentate in cadrul laboratorului de control tehnic: masurarea diametrului mediu si interior cu micrometrul pentru filete, masurarea diametrului mediu cu sarme (role) calibrate, controlul profilului cu microscopul de atelier, folosirea calibrelor, e.t.c. [1-2], [4], [7-10], [12], [16]
2 PRECIZIA FILETELOR DE MISCARE
2.1 Filete trapezoidale ISO
Deoarece filetul trapezoidal provine dintr-un profil triunghiular nu intervin probleme deosebite fata de cele studiate la filetul metric. (fig.7.) Se are insa in vedere ca unghiul filetului este α = 30° si inaltimea profilului de baza H1 = 0,5p , astfel incat in formulele respective (corectii) se introduc aceste valori. [1-5], [8-9], [11].
In ceea ce priveste tolerantele s-au stabilit abaterile fundamentale: H - pentru filetul interior, h,e,c - pentru cel exterior. (fig. si fig.9.). Tolerantele pentru D4 nu se standardizeaza. Sunt standardizate 4 trepte de precizie 6,7,8,9, in ordinea descrescanda a preciziei [1-4], [11]. Treapta de precizie prevazuta pentru diametrul mediu d2 va fi si pentru diametrul interior d3 ceea ce simplifica notatia.
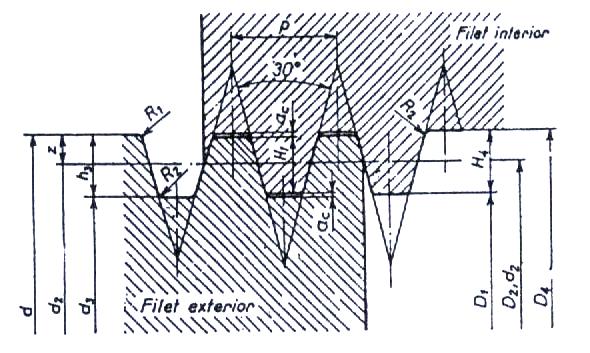
Fig.7. Dimensiunile principale de asamblare ale
filetelor trapezoidale
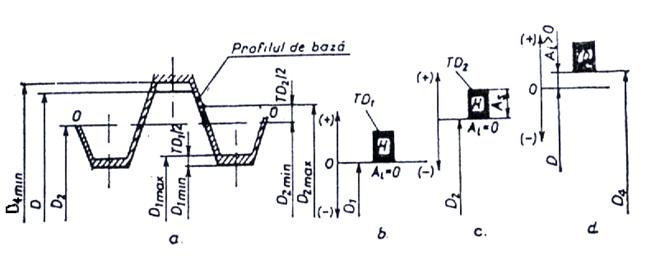
Fig.8 Pozitia campurilor de toleranta ale
filetului trapezoidal interior
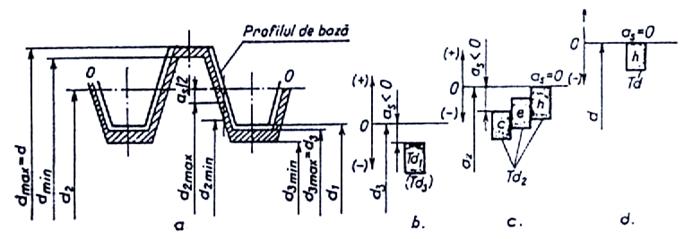
Fig.8 Pozitiile campurilor de toleranta ale
filetului trapezoidal exterior
Sunt prevazute 2 clase de executie: mijlocie si grosolana, si doua lungimi de insurubare: normala (N) si lunga (L) [1-4], [11]. Tolerantele filetelor trapezoidale cu mai multe inceputuri sunt identice cu cele ale filetelor cu un singur inceput, cu exceptia celor la diametrul mediu care se stabilesc prin multiplicarea valorilor de la filetele cu un singur inceput cu coeficientii supraunitari dati in STAS 2114/4-75. (exceptie de la acest STAS fac filetele speciale: exemplu suruburile conducatoare de la masini-unelte).
Notarea campurilor de toleranta se face ca si la filete metrice ISO.[1-2], [11]
Exemple:
filet interior: Tr 40x7 - 7H
filet exterior: Tr 40x7 - 7e
filet exterior stanga cu doua inceputuri: Tr 40x14(P7)LH - 7e
ajustaj filetat: Tr 40x7 - 7H/7e; Tr 40x14(P7)LH - 7H/7e
in care:
P - pasul filetului
Ph - pasul elicei (Ph = n P)
n - numarul de inceputuri
2.2. Filete ferastrau
La baza generarii acestuia sta un triunghi asimetric avand β = 30° si γ = 3°, si ca urmare nu sunt probleme deosebite fata de cele parcurse la filetul metric. (fig.10) [1-3], [5], [8], [11]
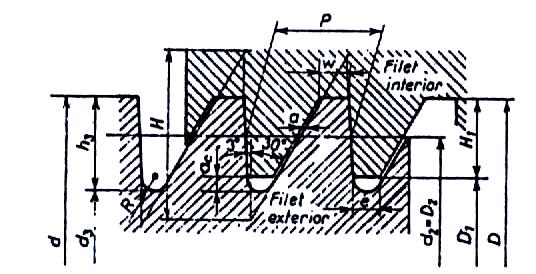
Fig.10. Elementele dimensionale ale filetului ferastrau
S-au stabilit abaterile fundamentale H pentru diametrele filetului interior si h, e, c pentru cele ale filetului exterior (fig.11. si fig.12.)
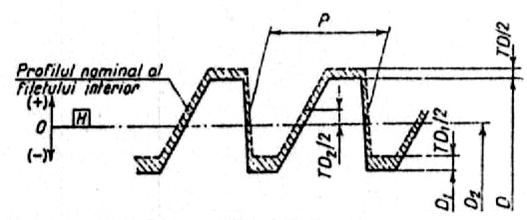
Fig.11. Pozitia campurilor de toleranta
ale filetului ferastrau interior
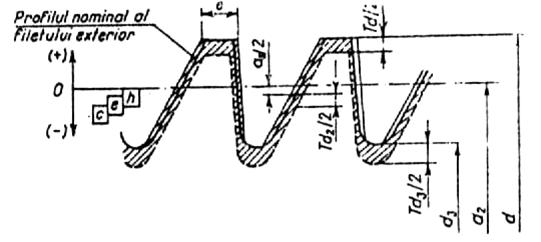
Fig.12. Pozitia campurilor de toleranta
ale filetului ferastrau exterior
Sunt standardizate 4 trepte de precizie 7, 8, 9 si 10. Sunt prevazute 2 clase de executie: mijlocie si grosolana, si 2 grupe de lungimi de insurubare: normala (N) si lunga (L). Tolerantele filetelor ferastrau cu mai multe inceputuri sunt egale cu ale filetelor cu un singur inceput, cu exceptia celor la diametrul mediu ce se stabilesc prin multiplicarea valorilor de la filete cu un inceput cu coeficientii supraunitari. [1-3], [11]
Notarea pe desen a filetelor ferastrau si a campurilor de toleranta se face in felul urmator: [1-2], [11]
pentru filetul interior: S 40 x 7 - 7h
pentru filetul exterior: S 40 x 7 - 7e
pentru filetul exterior stanga cu doua inceputuri: S 40 x 14 (P7) LH - 7e
pentru ajustaj filetat: S 40 x 7 - 7H/7e; S 40 x 14(p7)LH - 7H/7e
In ceea ce priveste filetul patrat au existat mai multe standarde, in prezent anulate, intrucat acestea prezinta o serie de incoveniente, putand fi usor de inlocuit de filetul trapezoidal sau ferastrau .
Copyright © 2025 - Toate drepturile rezervate