|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
IMBINARI ALE UNOR PRODUSE DIN MATERIALE COMPOZITE
1. Aspecte generale
Lipirea cu adezivi a materialelor compozite este un procedeu de asamblare nedemontabil care a capatat o larga utilizare in numeroase domenii dar mai ales in industria automobilelor si aeronautica.
Prin lipire se realizeaza panouri de fuselaj, trape de tren, amortizoare de portanta si frane aerodinamice, borduri de aripa si ampenaj, imbinari intre nervuri, lise si lonjeroane etc.
Avantajele imbinarii cu adezivi constau in:
posibilitatea asigurarii de lipituri continue intre materiale de natura foarte diferita sau intre metale cu metale, cu lemn, cauciuc, materiale plastice, sticla;
cresterea rezistentei la oboseala cu 15% fata de asamblarile nituite si a coeficientului de utilizare a materialului de 1.5 - 2 ori.
asigura o izolare electrica, termica sau fonica superioara, precum si protectie impotriva coroziunii, in special celei electrochimice (42)
In cadrul unei imbinari prin lipre cu adeziv se unesc doua materiale numite aderenti, cu ajutorul unui adeziv. Mai multe tipuri de imbinari prin lipire sunt ilustratate in figura 1.
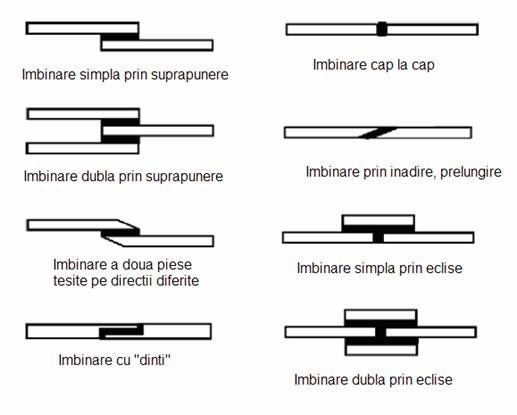 Fig.1. Tipuri de imbinari prin lipire
Fig.1. Tipuri de imbinari prin lipire
Cel mai des intalnit tip de imbinare prin lipire este cel din figura a)
Realizandu-se suprafata exterioara mult mai neteda decat in cazul nituirii, se micsoreaza rezistenta aerodinamica prin frecare, iar in cazul unor structuri lipite stratificate cu materiale de umplutura celulare se obtine o reducere substantiala a greutatii in conditiile unei rezistente ridicate(39). In practica se utilizeaza foarte multi adezivi ce se diferentiaza dupa proprietati si dupa modul de utilizare (39).
Tehnologia asamblarii prin lipire cu adezivi cuprinde urmatoarele operatii:
- pregatirea suprafetelor, care consta in decaparea cu solventi si asperizarea suprafetelor, spalarea si uscarea, in scopul evitarii formarii vaporilor de apa;
- aplicarea adezivului pe suprafetele de imbinat prin pulverizare, intindere, roluire, spacluire, stropire, topire, in functie de starea adezivului;
- punerea in contact a pieselor prin apasarea suprefetelor de imbinat cu forte uniform repartizate si intarirea adezivului in dispozitive ce impiedica deplasarea reciproca a suprafetelor umectate cu adeziv;
- intarirea adezivului, ce se poate realiza fie pe cale fizica, prin evaoprarea unui component, fie pe cale chimica, printr-o reactie produsa la cald sau la rece;
- controlul imbinarii, fie distructiv, prin analizarea microscopica si statistica a ruperilor, fie nedestructiv, cu ajutorul ultrasunetelor sau cu raze X.
a) Lipirea structurilor stratificate
Exista numeorase tipuri de structuri stratificate, insa cele mai des intalnite in industrie, mai ales in industria aeronautica, sunt cele din aluminiu.
Structurile stratificate se pot obtine prin lipirea cu adezivi a 2,3, sau 4 straturi de foi de tabla din aliaj de aluminiu, cu o grosime de pana la 2 mm si sunt folosite la confectionarea invelisurilor de fuselaj, avand curburi simple si duble, la borduri de atac aripa si ampenaj, la amortizoare si frane aerodinamice, panouri de interior etc.
Pregatirea suprafetelor invelisurilor in scopul imbunatatirii aderentei prin indepartarea impuritatilor si formarii unei suprafete poroase, se realizeaza in bai dispuse in incaperi speciale (42). Suprafetele curatate chimic sunt supuse unui proces de corodare anodica (anodizare), pe o adancime de 5-8 μm, in bai cu o productivitate de peste 15 m2/ ora.
Dupa spalarea si uscarea panourilor anodizate, se trece la pulverizarea unui strat de grund in instalatii automate de grunduire, in camp electrostatic, care asigura o pulverizare uniforma cu grund de 80-100m2/ ora (cu un consum de grund 30-60g/m2), la o viteza de deplasare a pulverizatoarelor de 0.5-4m/min.
Suprefetele astfel gruduite si uscate, sunt pregatite pentru aplicarea adezivului. De regula, se utilizeaza pelicule cu adezivi cu grosimea de 0.12mm, care se pastreaza in camere frigorifice si care, inainte de aplicare, se incalzesc pana la temperatura camerei, pentru a se evita fenomenul de condensare.
Invelisul astfel pregatit, se fixeaza intr-un dispozitiv special, care este introdus la randul lui, intr-un sac de vidare din nylon, etansat pe contur. Inainte de fixarea invelisului in dispozitiv, pe suprafata de lucru se aplica un material separator, care asigura o buna circulatie si o incalzire rapida a aerului din autoclava. Dupa evacuarea aerului din sacul protector, tot ansamblul se introduce in autoclava pentru tratamentul termic final, care asigura o lipire de inalta calitate.
In autoclava se realizeaza o reglare automata a temperaturii de incalzire, a presiunii aerului si a timpului de mentinere. In uzinele mari constructoare de avioane, lipirea cu adezivi a structurilor stratificate, se executain autoclave, la o temperatura de 1200 sau 1770C, cu mentinerea unei presiuni de 7 daN/cm2, timp de 30-90 minute (in functie de tipul adezivului) in timpul careia, rasina termoreactiva care intra in compozitia adezivului, la inceput se inmoaie, se intinde pe suprafata metalica umpland golurile, dupa care se intareste. Curatarea panourilor de adezivul scurs, se face cu ajutorul unor utilaje pneumatice portabile, iar pentru controlul lipirii se utilizeaza aparate de control cu ultrasunete. Pentru protejarea suprafetelor exterioare de zgarieturi, se pulverizeaza un strat de elastomeri urmat de uscare in incaperi uscate.[39]
b) Lipirea structurilor armate cu fibre
Materialele compozite armate cu fibre pot fi obtinute si prin procedeul de lipire, in special a materialelor compozite din sistemul aluminiu bor. Metoda consta in imbinarea foliilor mono-strat printr-un procedeu de lipire care faciliteaza difuzia unei pelicule superficiale de cupru in matricea de aluminiu, formand o faza lichida care se incalzeste peste temperatura eutecticului Cu-Al. Studiile au aratat ca, o imbinare de calitate, rezistenta, se poate obtine prin limitarea grosimii invelisului de cupru la 20μm si restrangerea domeniului de temperatura de lipire, in limitele 5560C-5700C, in conditiile in care timpul de mentinere nu depaseste 15 minute la temperatura minima si 7 minute la temperatura maxima.
In producerea materialelor compozite din folii monostrat s-a ales procedeul de lipire tare prin difuzie , care faciliteaza interdifuzia metalelor in formarea unei faze lichide, in momentul incalzirii peste temperatura lor eutectica. Majoritatea parametrilor critici ai procesului, cum ar fi temperaturile maxime de incalzire, dar si caracteristicile mecanice, sau cele ale materialelor, au fost studiati, in primul rand pentru a stabili ciclul termic de lipire si definirea cerintelor pentru grosimea cuprului. Astfel, s-au evaluat si selectat metode pentru curatire chimica, acoperire cu cupru, prelucrare si lipire. La executia acestora, caracteristicile mecanice au condus la stabilirea datelor de proiectare admisibile si in continuare, la proiectarea, fabricarea si testarea unei game largi de componente din materiale compozite. Cercetarile dezvoltate in acest sens, au condus la alegerea ciclului termic si grosimii invelisului de cupru pentru imbinarea bor-aluminiu, cu el insusi si cu titan, respectiv alegerea proprietatilor lor mecanice caracteristice. Rezistenta ridicata, modulul de elasticitate ridicat, densitate scazuta, grad ridicat de anizotropie, recomanda compozitul bor-aluminiu ca un material superior celor conventionale, cu o larga aplicabilitate in constructia structurilor aerospatiale.
De semnalat este si faptul ca, in directie transversala caracteristicile mecanice sunt determinate de matricea de aluminiu si in consecinta, sunt mai scazute decat proprietatile in directie longitudinala, care sunt determinate de fibrele de bor, de foarte mare rezistenta. Datorita acestor calitati s-au dezvoltat metode de fabricare a componentelor din aceste tipuri de materiale.
Cea mai mare flexibilitate in proiectare este oferita de tehnica lipirii tari prin difuzie, in care structurile laminate sunt construite din folii monostrat din material compozit. Aceste folii individuale sunt in primul rand modelate la forma dorita si abia dupa aceea sunt lipite impreuna. Aceasta metoda faciliteaza armarea in cruce si consolidarea locala suplimentara prin interpunerea unui alt material si varierea grosimii componentelor pentru a micsora greutatea maxima.
Alegerea ideala a constat in procedeul de lipire tare prin difuzie, in care, lipirea tare este asociata cu existenta vidului si o presiune hidrostatica externa aplicata, care produce un contact intim intre straturile mono-adiacente si este in concordanta cu forma dorita. Totusi metalul de adaos pe baza de Si-Al necesita incalzire la temperaturi de peste 10800F (582.370C). Chiar o expunere foarte scurta de timp la aceasta temperatura conduce la interactiuni in matricea fibroasa care micsoreaza drastic rezistenta compozitului. Aceasta interactiune poate fi minimalizata prin utilizarea fibrelor de bor, acoperite cu carbura de siliciu, dar aceasta solutie implica o crestere a costului si o micsorare a proprietatilor mecanice.
Pentru a preveni aceste neajunsuri s-a inceput studierea unor procese de imbinare la temperaturi joase. Astfel, avem o posibila metoda de fabricare a structurilor din bor aluminiu. Dintre numeroasele elemente care formeaza eutectice cu aluminiu, a fost ales cupru datorita costului scazut, disponibilitatii si usurintei de depunere prin electroliza. De asemenea, este un element comun in aliajele de aluminiu si nu prezinta probleme de compatibilitate cu matricea aliajelor de aluminiu, prin adaugarea cuprului creste rezistenta.
Procesul de lipire tare prin difuzie prezinta asemanari cu lipirea in care imbinarea este efectuata intr-o faza lichida, care se formeaza la o temperatura sub punctul de topire al metalului de baza folosit, insa diferenta majora consta in modul in care se formeaza faza lichida. Lipirea utilizeaza un metal de adaos cu topire la temperatura joasa, in timp ce liprea tare prin difuzie consta in difuzia cuprului cu matricea de aluminiu pentru a forma un lichid la interfata imbinarii, atunci cand este incalzit peste temperatura eutecticului Al- Cu.
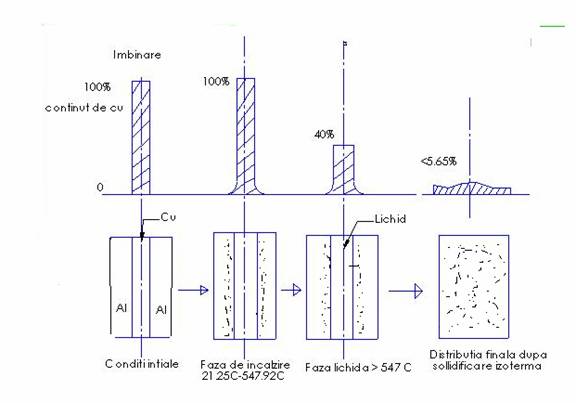
Fig.2. Variatia concentratie cuprului si distributia sa in timpul lipirii tari prin difuzie
Asa cum se observa din figura 2. de mai sus, procesul incepe utilizand folii monostrat de compozit acoperit cu cupru, facute sandwich. Cand foliile monostrat se incalzesc incepe difuzia. Adancimea de difuzie este determinata de viteza de incalzire si temperatura, in timp ce continutul de cupru in solutie solida este determinat de limita de solubilitate solida a cuprului in aluminiu. Aceasta limita variaza cu temperatura de la 0.5% la temperatura camerei pana la maximum 5.65% la temperatura de 547.920C.[39]
Atunci cand temperatura atinge 547.920C incepe topirea in aluminiu. Primul lichid format la aceasta temperatura este eutecticul cu compozitia Al-33.2%Cu. Incalzind in continuare la temperatura de 565.700C se produce o topire suplimentara in solutie solida, bogata in aluminiu, la o adancime unde continutul de cupru este egal cu cca. 4%. Reactiile metalurgice care apar in timpul solidificarii determina microstructura si proprietatile imbinarii si depind de timpul in care ansamblul este mentinut deasupra temperaturii eutectice. In acest timp cuprul continua sa difuzeze in matrice, astfel incat continutul de cupru al lichidului este in continua descrestere.
La racire, microstructura finala va consta din particule fine de Cu Al2-compusi intermetalici- distribuite aleator in matricea de Al, continand o cantitate mica de cupru.
c) Lipirea materialelor compozite sinterizate
Materialele compozite sinterizate sunt materiale obtinute prin metalurgia pulberilor. Datorita tehnologiei de elaborare, respectiv de prelucrare, dificile si costisitoare, materialele compozite sinterizate sunt relativ scumpe. Aceasta impune de regula, ca piese de dimensiuni mici din materiale sinterizate sa se imbine cu suporturi metalice. Un exemplu tipic este si lipirea cu aliaj de argint a placutelor din materiale compozite metalice foarte dure la o scula destinata prelucrarii prin aschiere a metalelor.
Datorita faptului ca materialele sinterizate si metalele poseda proprietati fizice diferite, la o astfel de tehnologie de imbinare apar probleme printre care cele mai importante sunt:
-rezistenta imbinarii prin lipire;
-fisurile si diminuarea rezistentei datorita tensiunilor remanente si deformatiilor prin lipire.
In practica, este binecunoscut faptul ca lipirea directa a materialelor compozite sinterizate, nu conduce la imbinari cu o rezistenta foarte buna. De aceea se impune practicarea unei rectificari (slefuiri) a suprafetelor inaintea lipirii. (181,182). Placutele din materiale sinterizate care, la incalzire formeaza pelicule de oxid, necesita prelucrari prealabile ale suprafetelor, efectuate cu putin timp inainte de lipire, acoperindu-le cu un strat subtire de nichel.
Aplicarea prin lipire a placutelor din materiale compozite sinterizate pe scule, se intrebuinteaza la otelurile rapide care poseda un coeficient de dilatare termica mult mai mic, in comparatie cu alte materiale.
|
Materiale |
Materiale compozite sinterizate |
Cermeti |
Oteluri |
||
|
WC-Co WC -TiC- TiC -Co TiC |
TiC-Ni-Mo |
TiC-Cr-Mo |
Oteluri carbon |
Oteluri rapide |
|
|
Coeficienti de dilatare termica |
5-5.5; 6.4-7.2 |
7.7 -9.1 |
7.9-8.4 |
17 |
12.0-12.6 |
Tabelul 1. Valorile coeficientilor de dilatare termica
In tabelul 1. sunt date valorile coeficientilor de dilatare termica pentru unele materiale compozite sinterizate comparativ cu cele ale otelurilor. Se observa ca otelurile au un coeficient de dilatare termica de aproximativ doua ori mai mare decat celelalte materiale. Din aceasta cauza, la liprea si racirea ulterioara, datorita contractiei este posibila aparitia tensiunilor de compresiune in placuta iar in suport tensiuni de intindere. Existenta acestor tensiuni conduce la deformatii. La lipirea in practica, aprecierea acestor valori este destul de dificila. Aceste tensiuni depind de raportul suportului S si al grosimii placutei sinterizate H. Ele sunt aratate in fig. 3.in care pe abscisa este trecut raportul S/H iar pe ordonata tensiunile.

Fig3. Dependenta tensiunilor pe suprafata exterioara a placutei lipite
Se observa ca pentru S/H > 3 aceste tensiuni, trec din tensiuni de intindere in tensiuni de compresiune.
Pentru diminuarea tensiunilor si implicit a deformatiilor, la proiectarea unei scule din materiale compozite sinterizate imbinate prin lipire , trebuie sa se tina cont de urmatoarele aspecte:
intrebuintarea unui material de lipire, cu o temperatura de lipire cat se poate de scazuta;
intrebuintarea imbinarilor lipite cu straturi alternative intermediare;
intrebuintarea de placute mici dispuse paralel;
executarea de canale pe suprafata ce se lipeste a placutei.
d) Lipirea cu adezivi polimerici (a diveselor tipuri de materiale compozite: cu matrice metalica, polimerice)
Materialele polimerice, ce intra in categoria materialelor termoplastice, compusilor elastomeri si adezivilor naturali, pot fi utilizate si ca adezivi. Astfel adezivii polimerici pot servi pentru a imbina o varietate de combinatii de materiale: metal-metal, metal-plastic, metal-compozit, compozit-compozit, plastic-plastic, metal-ceramic si altele. Prima problema care apare, (iese in evidenta) este cea a temperaturii, polimerii organici isi mentin proprietatile mecanice la temperaturi relativ scazute, iar rezistenta scade rapid odata cu cresterea temperaturii. Chiar si in acest caz, cand rezistenta adezivului poate fi mult scazuta, totusi se poate obtine o lipire rezistenta (puternica) daca stratul de adeziv este subtire si continuu. Daca se formeaza o imbinare buna, rezistenta, materialele aderente se pot rupe sau fisura inaintea adezivului. Materialele polimerice sunt materiale care ne ofera urmatoarele avantaje[43] :
greutate scazuta
cost scazut
rezistenta impotriva actiunii factorilor chimici
rezistenta impotriva actiunii factorilor abrazivi
rezistenta mecanica mare sau mica?
o buna formabilitate
proprietatea de izolare atat termica cat si electrica
prelucrabilitate relativ buna
Spre deosebire de metale, materialele polimerice nu se comporta elastic la tensiuni de deformatie, atunci cand sunt supuse la solicitari sustinute. Dupa aplicarea fortei initiale, structura polimerica se va deplasa, astfel curba S-N se schimba in timp. In comparatie cu metalele, materialele polimerice nu au o rigiditate foarte ridicata iar proprietatile lor fizice sunt dependente de temperatura.
Cu toate acestea, imbinarile prin lipire cu adezivi, ofera numeroase avantaje in comparatie cu alte metode de asamblare, cum ar fi o rigiditate mai mare a imbinarii si rezistenta la obosela mult mai ridicata. Din acest motiv, un numar mare de aplicatii se dezvolta in continuare, in domenii ca: constructii aeronave, industria automobilelor. Cum natura imbinarii depinde de aranjarea atomica si proprietatilor chimice a structurii moleculare, a fiecarui component, rezulta faptul ca interfata intre elementele ce intra in imbinare trebuie sa aiba anumite proprietati specifice. Astfel ca urmare a consideratiilor teoretice si a numeroaselor testari efectuate, se fac urmatoarele recomandari, pentru a obtine imbinari cat mai rezistente:
a) efectuarea de pre-tratamente cat mai potrivite, ale suprafetelor. Pregatirea suprafetelor este, poate cel mai important pas in a obtine o imbinare prin lipire cu adezivi de calitate; este necesara de o curatare impecabila a suprafetelor si pentru a evita absorbtia de gaze.
b) Alegerea adezivului ; conditiile reale de exploatare (de temperatura, timp, presiune etc) sunt cele mai importante criterii de alegere a adezivilor care pot fi: lichizi, paste sau sub forma solida.
c) Proiectarea asamblarii sau imbinarii; imbinarile prin lipire sunt, in general mult mai rezistente la forfecare,
d) Conditiile de exploatare; adezivii polimerici, in general au un coeficient de dilatare mai ridicat decat metalele sau materialele ceramice. Astfel, materialele polimerice se dilata, in timp dupa o directie neliniara. Rasinile epoxidice au un coeficient de dilatare liniara intre 50X10-6, 100X10-6 si 200X10-6 [44]
2 Mecanisme de imbinare
Este deosebit de important sa se cunoasca interfetele intre adeziv si substraturi. Pentru aceasta este necesara intelegerea mecanismelor posibile, sau tipurile de imbinare. Cu toate ca utilizarea adezivilor are deja o larga utilizare, mai exista inca multe controverse legate de acest subiect. In functie de natura anumitor fenomene care au loc, exista in literatura urmatoarele mecanisme de imbinare[51] :
a) imbinari de natura fizica
b) imbinari de natura chimica
c) imbinari prin difuzie
d) imbinari de natura mecanica
Este foarte importanta cunoasterea acestor tipuri de legaturi deoarece, astfel putem optimiza procedurile de realizare a imbinarilor.
2.1. Imbinari de natura fizica
Legatura sau contactul fizic presupune forte secundare si legaturi Van der Waals, interactiuni dipolare, legaturi de hidrogen si alte legaturi si forte de slaba intensitate. Energia de legatura in aceste situatii este de aproximativ 8-16 kJ/mol. Imbinarea implica: urmatoarele tipuri de legaturi : a) teoria absorbtiei b) teoria atractiei electrostatice
2.1.1. Teoria absorbtiei
Fenomen fizic prin care un corp lichid sau solid incorporeaza prin difuzie din afara o substanta oarecare.
Legaturile moleculare secundare, denumite Van der Waals care sunt "responsabile" pentru absorbtia de gaze si vapori in substraturile solide, pot fi o "sursa" ce poate "furniza" rezistenta unei imbinari prin lipire. Mai exact, toate acestea implica interactiuni intre dipoli, care se pot grupa in trei mari categorii[52]:
A)Interactiuni dipol-dipol (sau Forte Keeson): apar din interactiunea si atractia perechilor de molecule care au dipoli permanenti.
B)Interactiuni dipol-dipol indus (sau Forte Debye): apar atunci cand o molecula cu un dipol permanent atrage o molecula fara dipol si induce un dipol temporar in molecula neutra.
C)Interactiuni molecula - molecula (forte de dispersie London): apar datorita asimetriei din punct de vedere mecanic, a norilor de electroni din acest motiv interactionand dipolii.
O exprimare matematica simplificata a energiei potentiale poate fi:
E = k / r6
Unde E = energia potentiala a perechii de molecule
k = factor care tine cont atat de constanta universala cat si de parametrii caracteristici particulare a perechilor de molecule.
r = distanta de separare intre molecule.
Astfel energia potentiala si deci fortele de atractie, descresc pe masura ce se mareste distanta intre molecule. Fortele de dispersie London sunt "omniprezente" si au aproape in orice tip de adeziune (lipire) independent de oricare alte forte ce pot fi implicate. Valori relative ale celor trei tipuri de interactiuni (in kj/mol-1)in cazul unor compusi, pot fi vazute in tabelul de mai jos.
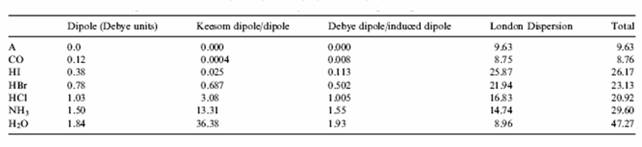
Tabelul 2.
2.1.2. Teoria atractiei electrostatice
Aceasta teorie polstuleaza urmatorul aspect: ca rezultat al interactiunii intre adeziv si aderent, se formeaza la interfata un strat dublu de ioni incarcat electrostatic. Cu alte cuvinte forte de atractie apar intre cele doua suprafete, cand una este incarcata pozitiv iar cealalta este incarcata negativ, analog cazului reactilor chimice intre baze si acizi, dupa cum se observa in figura Faptul ca aceste descarcari electrice sunt observabile cand adezivul este desprins (decojit) poate fi considerat o dovada a existentei acestor forte de atractie. Diferenta de incarcatura (incarcare) electrostatica intre constituenti la nivelul interfetei pot contribui la realizarea fortelor de atractie in imbinare. Forta de adeziune (legatura) la interfata depinde de densitatea incarcarii .
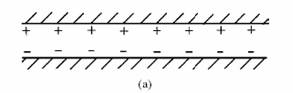
Figura Legatura formata de atractia electrostatica
2.2. Imbinari de natura chimica
Legatura chimica se formeaza intre un grup de molecule din adeziv si un grup compatibil de molecule din aderent, dupa cum este aratat in figura 5. Puterea legaturii chimice depinde de numarul si tipurile de legaturi, ceea ce are efect direct asupra fenomenului de deteriorare a imbinarii. Procesele de formare a legaturii si chiar de deteriorare, sunt intr-un fel de echilibru dinamic si termic[54, 118]. Teoria legaturii chimice este cea mai veche si mai cunoscuta dintre toate teoriile de imbinare. Natura legaturii chimice este cheia intelegerii comportarii fizice si chimice a materialelor. Formarea de componenti si de solutii (aliaje) solide pot aparea la nivelul interfetei, rezultant o zona de reactii cu o anumita grosime. Aceasta cuprinde toate tipurile de legaturi covalente, ionice si metalice. Legaturile chimice implica forte primare si energii de legatura intr-un interval de aproximativ 40-400 kJ/mol [3]. De exemplu, o reactie chimica in interfata este de interes major in cazul imbinarii produselor din materiale compozite cu matrice polimerica deoarece ofera explicatii in utilizarea agentilor de cuplare in fibrele de sticla si tratamentelor si pretratamentelor suprafetelor. Aceste tratamente a suprafetelor deseori implica utilizarea de substante chimice care produc pe suprafete reactii diferite si schimbari morfologice, care influenteaza natura imbinarii. Deci exista, in mod cert o dependenta intre compozitia chimica si durabilitatea legaturii intre aderenti[53, 54, 55].
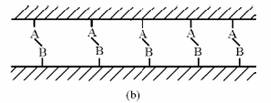
Figura 5.Legatura de natura chimica formata intre doua grupuri A pe o suprafata si B pe cealalta suprafata
Este dificil de a investiga aceste legaturi deoarece informatiile relevante trebuie colectate de pe suprafetele expuse dupa ce imbinarea respectiva se rupe. Totusi, o atentie deosebita a fost acordata agentilor de cuplare, in special in industria materialelor compozite unde este vitala asigurarea legaturii, imbinarii intre fibre si matrice. Pentru a atinge performante ridicate, imbinarea trebuie sa reziste in conditii reale de exploatare, de temperatura, de umiditate si chiar expunere prelungita in apa. Cercetarile facute inca din anii 1970-1980 asupra imbinarilor intre otel moale (netratat) si materiale compozite din glycidoxy propyl trimethoxy silan au indicat ioni de FeSiO+ si mai tarziu in imbinarile cu otel inoxidabil CrOSi+, indicand prezenta Fe-O-Si si a Cr-O-Si la interfata imbinarii.
De asemenea s-a exprimat sub forma matematica simpla Wa ca fiind suma mai multor factori:
![]()
Unde :
Wd = forta de dispersie London
Wh = legaturi de hidrogen
Wab = reactii acid-baza
Wi = interactiuni dipol-dipol indus
Wp = interactiuni dipol-dipol.
2.3. Imbinari prin difuzie
Mecanismul de imbinare (de legatura) este aplicabil in cazul in care adezivul contine solvent pentru aderent[1].. Este posibila formarea de imbinari intre doua suprafete din materiale composite polimerice prin difuzia moleculelor de polimeri din una din cele doua suprafete in reateaua moleculara a celei de a doua, dupa cum este ilustrat in mod schematic in figura 6. Forta legaturii va depinde de reteua moleculara si de numarul de molecule implicate in reactie. Fenomenul de interdifuzie a fost numit "autoadeziune" in relatie cu adezivii. O legatura intre doua suprafete poate fi formata prin interdifuzia atomilor sau moleculelor pe suprafata. Interdifuzia poate fi stimulata, accentuata de prezenta solventilor iar marimea difuziei va depinde de conformatia moleculara, de constituentii implicati in proces. De exemplu, imbinarea intre fibrele de sticla si rasinile polimerice prin agentii de cuplare, in afara de legatura chimica, poate fi explicat prin fenomenul de inter-difuzie ce are loc la nivelul interfetei[ ]. Regiunea interfetei astfel formata are o grosime substantiala, iar proprietatile fizice, chimice si mecanice sunt diferite in functie de masa (incarcatura) de fibre si matrice[ ]. In compozitele cu matrice metalica, inter-difuzia este necesara si pentru a se realiza reactiile adecvate intre elementele fiecarui constituient in parte. Totusi interdifuzia nu este intotdeauna benefica, datorita faptului ca adesea se formeaza diversi compusi nedoriti, mai ales cand straturile de oxizi prezente pe fibre sunt complet distruse ca urmare a temperaturilor inalte si presiunii ridicate[ ].. Pentru a preveni sau a reduce aceste efecte negative este necesara aplicarea de "bariere" de difuzie pentru a proteja fibrele. Alegerea si alcatuirea unei " bariere" adecvata este conditionata de cunosterea in detaliu a naturii interactiunilor specifice care au loc. Este general acceptata idea ca, valoarea cea mai mare a fortei este atinsa atunci cand sub actiunea tensiunilor, ruperea sau deteriorarea apare in corpul aderentului sau in adeziv si nu la interfata. Teoria stratului limita spune ca pentru ca un adeziv sa fie cat mai eficient si sa imbine cat mai bine suprafetele aderentilor, acest strat limita, slab trebuie eliminate. De exemplu, in cazul polietilenei, un aditiv molecular usor este prezent in structura, ceea ce conduce la o interfata slaba, moale, care nu rezista. In acest caz aceasta problema poate fi rezolvata prin tratamente si pre-tratamente ale suprafetelor[ 57].
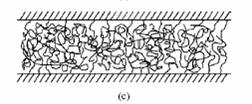
Figura 6. Legatura formata prin interdifuzie moleculara
O relatie ce poate fi considerata drept lege, a fost emisa de catre Fick si se refera la cantitatea de material "ce intra in difuzie (pe o directie x)
![]()
Unde:
W= cantitatea de material
Df = coeficientul de difuzie
t = timpul
dc/dx = variatia (gradientul) de concentrare.
Pornind de la aceasta expresie Vasenin a dedus urmatoarea relatie de dependenta a Df in functie de alti factori cum ar fi concentratia si natura moleculelor ce intra in difuzie:
![]()
Unde :
P= energia de decojire
M= numarul lui Avogadro
K= constanta
Dd = constanta ce caracterizeaza mobilitatea macromoleculelor
N = numarul de lanturi de molecule ce se afla la limita de separatie
p = densitatea
tc = timpul de contact
Relatia intre energia de decojire P si timpul de contact poate fi reprezentata grafic mai jos, luandu-se ca exemplu poli isobutilena, atat valoarea masurata cat si cea calculata.
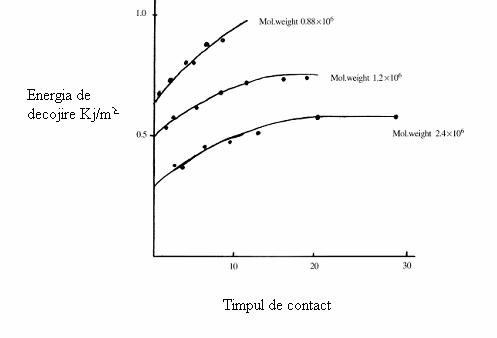
Figura 7. Relatia intre energia de decojire si timpul de contact pentru poli isobutilena (cu linie continua, cea calculata si cu linie punctata cea masurata )
2. Imbinari de natura mecanica
Exista imbinari care pot aparea pur si simplu printr-o legare (imbinare) mecanica intre doua suprafete dupa cum este ilustrat schematic in figura 8. Aceasta teorie scoate in evidenta faptul ca suprafetele, la scara microscopica sunt deosebit de aspre (rugoase), astfel cand un adeziv lichid este aplicat intre doua suprafete, penetreaza "crapaturile" si porii din material dupa care se solidifica. Astfel, se formeaza o legatura intre straturile suprafetelor pe ambele fete, care realizeaza o imbinare mecanica. Acest efect, aceasta imbinare mecanica simpla, duce la un grad de imbinare considerabil. In general legaturile de natura mecanica sunt legaturi de energie scazuta, in comparatie cu legaturile chimice, rezistenta mecanica este mai scazuta decat a legaturilor de natura chimica. Cu toate acestea doar o legatura mecanica pura nu este de ajuns, dar ea adaugand si ridicand rezistenta, in cadrul intregii structuri. Rezistenta la tensiuni transversale a interfetei, nu este foarte ridicata, dar rezista destul de bine la incovoiere, depinzand in mod semnificativ de rugozitatea suprafetei [51]. Totusi legaturile de natura mecanica sunt eficiente atunci cand forta aplicata este paralela cu interfata.
Din punct de vedere al aspectelor geometrice ale acestor legaturi mecanice, exista in cazul materialelor compozite tensiuni reziduale, care se dezvolta in timpul procesului de fabricare, datorita fenomenului de micsorare a matricei, si coeficientilor de dilatare diferiti intre matrice si fibre. Aceste tensiuni reziduale au un rol decisiv in controlul aparitiei si dezvoltarii fisurilor (care conduc la rupere) si a rezistentei la rupere a materialelor compozite. Porii (suprafetele rugoase) precum si crescaturile de pe suprafete au un rol deosebit de important in realizarea acestor legaturi de natura mecanica intre aderenti si adezivi.
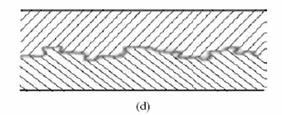
Figura 8. Reprezentare din punct de vedere mecanic a legaturii care se formeaza
3. Studiul solicitarilor dintr-o imbinare prin lipire
S-a constatat ca intr-o imbinare simpla prin lipire cu adeziv, tensiunile maxime apar catre marginile imbinarii, acestea depinzand in primul rand de grosimea aderentilor.
Daca se imbina un material compozit cu matrice de poliester ranforsat cu fibre de sticla cu un epoxy, ruperea apare in matricea de poliester care are proprietati mecanice mai scazute decat epoxy. Mai mult, in cazul aderentilor de grosime mai mare, cum sunt cei intalniti in aplicatiile din industria navala, distributia tensiunilor se modifica atat in aderenti cat si in interiorul imbinarii, astfel incat mecanismul deteriorarii trebuie studiat mai amanuntit prin metode experimentale, cum ar fi fotoelasticimetria, extensometria etc.
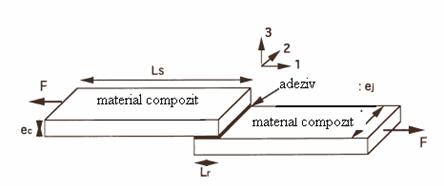
Figura 10. Reprezentarea tensiunilor la tractiune intr-o imbinare prin lipire cu adeziv
3.1. Analiza tensiunilor in cadrul unei imbinari
S-a aplicat o sarcina de tractiune generand astfel concentratori de tensiune puternici atat catre extremitatile aderentilor cat si in adeziv. Exista doua tipuri critice de tensiuni, in stratul de adeziv, dupa cum se vede in figura de mai jos: τ13- tensiune de forfecare care transmite forta de tractiune F intre cei doi aderenti prin stratul de adeziv, si σ33 tensiunea normala de "desfacere, de decoeziune" datorata momentului de indoire ce apare din cauza excentricitatii fortei F aplicate imbinarii, la care se mai adauga si tensiunea la tractiune σ11 [47].
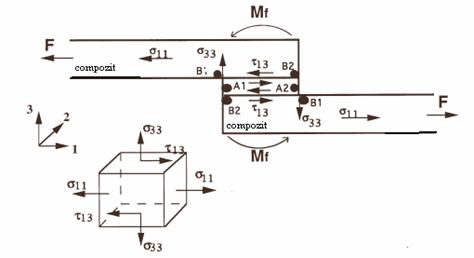
Figura 11. Reprezentarea tensiunilor intr-o imbinare simetrica prin lipire a doua placi din materiale compozite
Calculele prin metoda elementului finit arata ca tensiunile τ13 si σ33 sunt destul de mari in primul strat At B1, al materialului compozit, iar cele trei tensiuni σ11 , τ13 si σ33 sunt maxime, iar valoarea fractiei σ33 / τ13 este aproximativ 1.
Tensiunile tangentiale de forfecare τ13, si normale σ33 sunt maxime in stratul de adeziv, deci si ruperea va incepe din adeziv, fisura se va initia in punctul in care tensiunea σ33 este maxima adica B1.
3.2. Mecanica ruperii imbinarilor prin lipire cu adeziv
Modalitatea de evaluare a calitatii imbinarii consta in separarea celor doua suprafete puse in contact si masurarea energiei necesara efectuarii acestei separari, studiul este deci legat direct de mecanica ruperii. Prezenta interfetei complica aceasta analiza introducand discontinuitati in proprietatile mecanice. [48,19]
A) Fenomene energetice
Griffith si Williams au analizat inca din timpul anilor 1920, problema propagarii fisurilor in material. Se considera un material omogen cu modul de elasticitate E, supus unei tensiuni σ, material in care exista o fisura eliptica de lungime 2a. Se considera ca energia necesara propagarii fisurii intr-un material fragil cum este sticla corespunde ca valoare cu cea a energiei necesare formarii de noi suprafete. Se obtine astfel un criteriu de rupere de forma urmatoare[46]:

unde : y - este energia de suprafata a materialului
E*- este modulul materialului
Criteriul lui Grifith nu este aplicabil la materiale ductile unde apar deformatii plastice. Abordarea lui Williams, insa permite rezolvarea acestei probleme. Presupunand ca sistemul este unul izoterm ce primeste energie dU1din exterior, evolutia zonei fisurii dA
cauzeaza deplasari si variatii de energie. Considerand principiul conservarii energiei putem scrie urmatoarea ecuatie de echilibru :
![]()
Unde : U2 - este energia disipata de propagarea fisurii
U3 - este energia elastica inmagazinata
U4 - este energia cinetica a sistemului
Astfel rezistenta la rupere a materialului va fi :
![]()
De asemenea se poate defini un coeficient de restituire a energiei G ca si energia necesara (Ue) propagarii fisurii pe unitatea de suprafata :
![]()
Atunci cand fisura se propaga cu viteza mica in raport cu viteza sunetului, putem neglija termenul cinetic din ecuatia de mai sus si obtinem astfel expresia care defineste echilibrul si stabilitatea fisurii:
G =R
Atunci cand acest echilibru este realizat, G se noteaza cu Gc. criteriul de propagare al fisurii este G > Gc. In mod analog, in cazul imbinarilor de materiale, ele se desolidarizeaza atunci cand G depaseste valoarea critica Gc, pe care o denumim energie de imbinare (lipire).
B) Fenomene locale din imbinari
De asemenea putem stabili un criteriu de rupere cu ajutorul unei analize a tensiunilor elastice locale la varful fisurii. [48] Presupunem ca materialul are un comportament liniar elastic caracterizat prin modului lui Young E. Distingem astfel trei moduri de propagare a fisurilor in urma modurilor de solicitare, dupa cum se prezinta in figura,
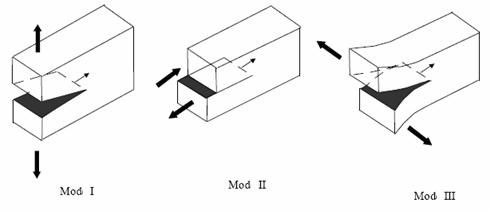
Figura 12. Moduri de propagare a fisurii
In figura 12 este prezentat campul de tensiuni prezent in varful fisurii. Putem astfel sa descriem punctual P in urmatoarea maniera, pentru un mediu elastic:

Unde fij (Ø)este o functie pe care o putem determina analitic iar KI este o constanta numita coeficient (factor) de intensitate a tensiunilor.
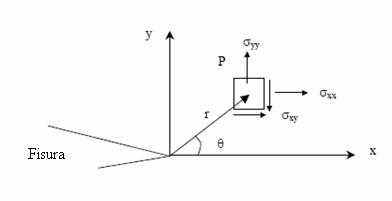
Figura 13. Campul de tensiuni din varful fisurii
In cazul unei fisuri intr-un corp solid infinit, tensiunile normale σyy in planul fisurii sunt date de relatia :
In aceasta ecuatie nu se poate accepta fizic in vecinatatea varfului fisurii, de aceea se poate defini de asemenea un criteriu de rupere, postuland faptul ca propagarea fisurii incepe atunci cand K atinge o valoare critica notata Kc numita tenacitate. Astfel avem relatiile:
G = ![]() pentru tensiuni
plane
pentru tensiuni
plane
G = ![]() pentru deformatii
plane
pentru deformatii
plane
Problema principala a materialelor compozite este prognozarea comportamentului sau legat de eterogenitatea si anizotropia sa, intelegerea fenomenelor fizice care au loc precum si modelarea lor. Principala dificultate in modelare o constituie previzionarea rezistentei structurilor alcatuite din acest tip de materiale. Mecanismele de deteriorare si de rupere sunt numeroase si intervin la nivele si scari diferite. In cazul materialelor stratificate, constituite din straturi sau pliuri, unidirectionale, primele fisuri pot apare intr-un timp scurt, la nivelul fibrelor chiar paralele cu directia acestora. Ele pot apare de asemenea si la exterior, la margine propagandu-se rapid catre interior, putand fi cauza fenomenului de delaminare. [47]
In cazurile particulare intalnite in practica industriala, pentru structurile asa zise "critice" a caror rezistenta joaca un rol important, este absolut necesara evitarea aparitiei fisurilor deoarece fisura conduce la rupere, si deci la distrugerea structurii.
La scara microscopica compozitele stratificate sunt alcatuite dintr-un (empilement des plies) . Considerand o deplasare rigida pe directie ortogonala, in planul median al materialului stratificat :
![]()
care conduce la urmatoarea relatie ce descrie deformatiile :
In fiecare strat (pliu) legea care descrie comportamentul are urmatoarea forma :
O reprezentare grafica a tensiunilor care actioneaza, modurile de solicitare la incovoiere :
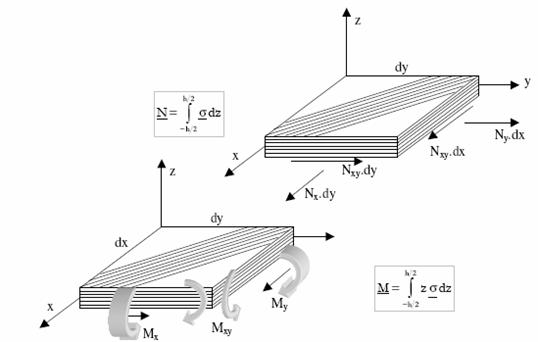
Prin integrarea relatiei anterioare pentru grosimea stratului, se pot obtine :
unde:

Comportamentul materialelor stratificate este integral definit prin calculul a trei tensori, A,B si C. Se poate obtine astfel starea tensiunilor si deformatiilor plecand de la conditiile limita ale materialului stratificat si de la legea definita prin relatia de mai sus. Se pot deduce valorile tensiunilor si deformatiilor in fiecare din straturi (pliuri) prin calculul invers.
Modalitatea cea mai simpla de a modela comportamentul pana la rupere a materialului stratificat este de a face urmatoarea ipoteza si anume de a considera comportamentul fiecarui strat (pliu) ca fiind elastic fragil. Pentru materialele compozite exista urmatoarele criterii, ca de exemplu criteriul Von Mises , criteriul Tresca. In cazul in care se tine cont de diferentele de rezistenta intre tractiune si compresiune, se poate utiliza de exemplu criteriul Tsai -Wu care se exprima in urmatoarea forma :

Unde
Unde :
X - este limita de rupere la tractiune longitudinala
X'- este limita de rupere la compresiune longitudinala
Y - limita de rupere la tractiune transversala
Y' - limita de rupere la compresiune transversala
S - limita de rupere la forfecare
Fk* - coeficient de interactiune (cu valori intre -1 si 1)
Atunci cand criteriul de rupere este verificat si aplicat unui strat (pliu) consideram acel strat (pliu) rupt. Este posibila continuarea calcului si pentru straturile urmatoare. Daca toate straturile (pliurile) sunt supuse acestui criteriu si rezulta valori peste limitele de rupere, atunci in intreaga structura stratificata a materialului va apare ruperea totala.
C) Calculul tensiunii de forfecare din stratul de adeziv
Pentru a simplifica calculele, se considera ca tensiunea de forfecare este invarianta peste toata suprafata imbinarii. Astfel tensiunea medie de forfecare este [40]:
Unde : Sj = suprafata de imbinare
Ga = modulul transversal la forferace al adezivulul = 1.07 MPa
Figura 15. Reprezentarea fenomenului de forfecare a stratului de adeziv
Tensiunea de forfecare γ este:
![]()
Unde: ea = grosimea imbinarii
Δlsh = deplasarea (alungirea) la forfecare
Δlsh = ![]()
D) Calculul alungirii aderentilor la tractiune si forfecare
Avand alungirea ΔlT1 intre cele doua puncte A si C, datorate tensiunii la tractiune σ = F/S, si avand lungimile initiale l0 si Lr (figura 16.), se poate scrie legea lui Hooke:
Unde : ε1 = tensiunea la tractiune a unui substrat cu grosimea e
Figura16. Reprezentarea alungirii aderentilor in urma solicitarilor
Atunci, alungirea intre partile A si C va fi:
![]()
Unde : l = grosimea
ΔlT1 = alungirea
E = molulul de elasticitate
l0 = lungimea initiala
F = forta de tractiune
Alungirea partii B a imbinarii este datorata atat tensiunii la tractiune σ11 (ΔlT,2) cat si tensiunii la forfecare τ13 (ΔlSh). Pentru a simplifica calculul, sunt considerate tensiunile medii: σ = F /S, τ = F/ Sj invariabile pe o suprafata a imbinarii care are lungimea initiala LR. In acest caz alungirea la tractiune ΔlT,2 se deduce din legea lui Hooke:
![]()
![]()
Unde : ε2 = tensiunea a doua substraturi cu o grosime totala de 2ε
Tensiunea medie la forfecare este τ = F / Sj , de unde deducem:

Unde : γ = este tensiunea la forfecare intr-un strat cu grosimea de ½ e,
Sj = suprafata imbinarii
Sj = Lr x l
![]()
Deci alungirea partii B, Δl2 va fi :
![]()
Δls
= ![]()
Δls
= 
Alungirea totala Δl va fi suma relatiilor de mai sus:
Δl
= 
5. CONCLUZII
In industrie, lipirea cu adezivi este mult mai raspandita in domeniul materialelor compozite decat in cel al materialelor metalice. Desi acest tip de imbinare presupune o pregatire riguroasa a suprafetelor inainte de executarea propriu-zisa a "unirii" lor, de asemenea, in timpul procesului de lipire este necesara aplicarea de temperatura si presiune pentru realizarea unei imbinari de calitate, imbinarile prin lipire cu adezivi creeaza o "unire" permanenta a celor doua suprafete si nu permite asamblarea si dezasamblarea, iar verificarea (inspectia) imbinarii in zona de lipire este o operatie destul de dificila, lipirea cu adezivi a materialelor compozite, ofera cateva avantaje fata de imbinarile prin asamblare mecanica:
In cazul imbinarilor prin lipire cu adezivi, sarcinile de la interfata imbinarii sunt distribuite pe o arie, nu se concentreaza pe un singur punct. Rezulta astfel, o distributie uniforma a tensiunilor.
Imbinarile prin adezivi sunt mult mai rezistente la incovoiere, oboseala si vibratii decat asamblarile mecanice, datorita aceleiasi proprietati de distributie uniforma a tensiunilor.
Adezivii utilizati in aceste tipuri de imbinari, nu numai unesc doua suprafete dar si asigura etansare, care previne coroziunea galvanica intre diferitele materiale ale aderentilor.
Imbinarile prin lipire cu adezivi se pot adapta mult mai usor la suprafete neregulate decat cele prin asamblare mecanica.
Imbinarile prin lipire cu adezivi sunt mai putin costisitoare decat cele prin asamblare mecanica.
Imbinarile prin lipire cu adezivi confera contururi netede, ceea ce este foarte important in faza de proiectare, pentru obtinerea de forme aerodinamice si crearea de repere atat functionale cat si estetice.
Tensiunile care apar intr-o imbinare prin lipire difera in functie de conditiile reale de functionare la care este supusa respectiva structura imbinata. Apar astfel solicitari de tractiune, compresiune, forfecare. Insa principala solicitare care apare este cea de forfecare, care apare in straul de adeziv, al carui calcul este necesar.
De asemenea aparitia si propagarea fisurilor a reprezentat de a lungul timpului o mare problema in cazul materialelor metalice, dezvoltandu-se numeroase studii in acest sens, la fel se intampla si in cazul materialelor compozite. S-a studiat abordand problema din punct de vedere energetic, stabilindu-se valori critice maxime pentru parametrii cum ar fi : energia disipata de propagarea fisurii, energia elastica inmagazinata, energia cinetica a sistemului sau energia de imbinare, utilizand modele cum ar fi Wiliams sau Griffin. De asemenea s-au stabilit criterii de rupere pentru a modela comportamentul materialului, cum ar fi : criteriul Tresca, Von Mises, Tsai -Wu.
Pentru a intelege si a optimiza performantele imbinarilor prin lipire cu adezivi este neaparat necesar cunoasterea fenomenelor care au loc la interfata imbinarii, si care pot facilita obtinerea de imbinari de calitate, care sa reziste in timp si in conditii reale de exploatare. In cadrul unei imbinari prin lipire se formeaza legaturi, din punct de vedere chimic, mecanic, fizic, al atractiei electrostatice sau fenomenului de difuzie, existand, in mod cert o dependenta intre acestea si durabilitatea legaturii intre aderenti. De asemenea cunoasterea compatibilitatilor dintre aderenti din prisma acestor mecanisme de legatura, este deosebit de importanta pentru stabilirea tratamentelor si pre-tratamentelor suprafetelor pieselor ce vor fi asamblate in acest mod.
Copyright © 2025 - Toate drepturile rezervate