|







 |  |
|
| |
 | Afaceri | Agricultura | Economie | Management | Marketing | Protectia muncii |
| Transporturi |
UNIVERSITATEA DIN
FACULTATEA DE STIINTE ECONOMICE
SPECIALIZARE:MDACG
ANUL: I.MASTAR
GRUPA I
GRUPULUI LISA DADER
CAPITOLUL 1
PREZENTARE, GRUPUL LISA DADER
Firma Lisa DADER a fost constituita in anul 1958,cand Lisa si Fritz DADER si-au indreptat atentia asupra industriei automobilelor aflata in plina dezvoltare ca urmare a cresterilor economice de dupa cel de-al II-lea razboi mondial, astfel in data de 8 mai 1958, cu ajutorul familiei si a prietenilor si cu un capital de doar 1000 marci, cei doi au fondat compania Lisa DADER - Constructii Cablaje. Productia a fost inceputa cu 10 angajati ; 14 zile mai tarziu au mai fost angajate inca 10 persoane, iar dupa alte 14 zile, inca 20 de persoane faceau parte din noua intreprindere. Prima comanda a fost de 25.000 de cablaje pentru Goggomobil, fiind urmate de comenzi pentru parti componente ale echipamentului electric.
LISA DADER IN ROMANIA
Ca si partener international al sistemului industriei de automobile, grupul DADER este prezent pe 4 continente, in 21 tari prin 53 de sucursale. Grupul DADER dezvolta si produce componente electrice, electronice de interior si ornament. Pentru aceasta el dispune de competenta in domeniul tehnicii materiei prime, al uneltelor si mijloacelor ajutatoare si logistica. Grupul DADER ofera locuri de munca la peste 24.000 de colaboratori in jurul globului.
Sediul central al firmei se afla in Vilsbiburg-Germania. Printre clientii grupului se numara: BMW, Mercedes-Benz, Mythos Maybach,Volkswagen / Audi, Jaguar si Porsche pentru care grupul DADER este un partener de incredere in livrarea produselor in industria internationala a automobilelor.
In 1993 o firma germana isi facea cunoscuta dorinta de a investi in Romania, dar nimeni nu se gandea ca aceasta va produce cablaje electrice pentru clienti ca : BMW, Audi, Behr, Lear etc. Inceputul activitatii in Romania, mai exact in Pitesti in 1993 a fost facut printr-un partener de "Lohn" cu firma Romautopart. La sfarsitul primului an de activitate firma avea peste 34 de angajati care produceau cablaje pentru firma de renume international BMW.
Din anul 1994 a inceput preluarea unor spatii de la S.C.Argeseana,spatii in care s-au infiintat sectiile Debitare - Cablu si Preconfectii, dar si un depozit de materii prime. In anii urmatori achizitionarea de noi spatii a permis dezvoltarea sectiilor : Montaj module, Montaj final pentru KSK (cablaj specific clientului), Montaj cablaje motor, Depozit, precum si organizarea in firma DADER a unor compartimente noi: Serviciul modificari tehnice, Calitate - Siguranta calitatii,un serviciu nou de programare, urmarirea fabricatiei si a unui compartiment de intretinere.In anul 1997 s-a organizat un compartiment administrativ din a carui componenta enumeram: Contabilitate , Aprovizionare , Personal. In anul urmator s-a pus accent pe renovarea halelor ( pardoseala, iluminat, grupuri sanitare ) dupa standardele europene. S-au creat locuri de munca moderne si stabile pe termen lung, s-au implementat noi tehnologii.Totodata s-a reannoit parcul de masini din compartimentul Debitare - Cablu, a aparut un nou atelier pentru confectionarea plansetelor si s-a imbunatatit infrastructura. In prioada 2002-2003 s-au infiintat doua noi sectii ca urmare a preluarii contractelor de la Schüt la Pitesti pentru alt client de renume mondial - Audi. Prin construirea noului pavilion administrativ si a unui nou depozit suprafata totala a firmei ajungea in 2005 la cca. 56.000 mp. S-a acordat o deosebita atentie planificarii si calitatii, iar rezultatele nu s-au lasat asteptate si asta s-a vazut in urma auditarilor Tüv.
In ceea ce priveste productia realizata de-a lungul timpului, s-a pornit cu cablaje de motor BMW, s-a continuat cu cablaje module pentru caroserie si cablaj specific clientului ( KSK ) pentru BMW, cablaj pentru motor Rolls Royce, cablajul pentru motor si caroserie R50- cablaje pentru BMW-Mini, cablaje Behr si Lear, iar in ultimii ani o pondere importanta a avut-o productia de cablaje Audi AB2, B6, B7.
Sectiile Debitare si Preconfectii au sustinut cele noua fabrici care produc module din: Hunedoara, Timisoara, Pitesti, Rottenburg, Schütt, Sokoro, San Luis - Potosi, China si Thailanda. Evolutia firmei Lisa DADER din Pitesti, in cei 15 ani de activitate este evidentiata si de cateva date esentiale : numarul angajatilor a ajuns de la 34 la aproximativ 7000 de persoane, iar productia de la 150.000 minute la 1.700.000 minute pe zi.
Succesul este vazut ca rezultat al unui efort colectiv, de aceea colaborarea si munca in echipa sunt considerate esentiale.
Figura: 1.1

FILIALELE DADER DIN ROMANIA
Figura: 1.2
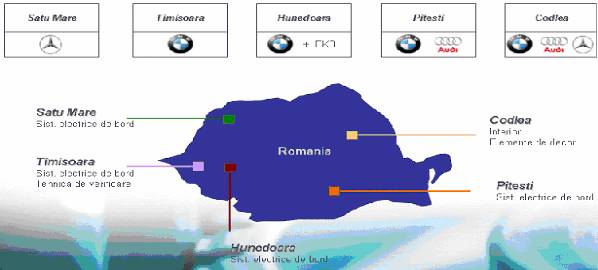
Toate intreprinderile ce activeaza pe plan international se preocupa de conditiile de munca din filialele lor din intreaga lume in vederea crearii de structuri viabile care sa asigure competitivitatea. Pentru grupul DADER, Romania reprezinta un punct de o importanta deosebita.
In 1993 a fost unul dintre primele concerne internationale care a investit in Romania si a creat locuri de munca. Acest exemplu a fost urmat apoi de multe alte firme, Romania fiind in momentul de fata un spatiu economic in plina dezvoltare fiind supus unor transformari fundamentale.
Pana in prezent au fost create si dezvoltate la nivelul actual cinci filiale DADER. Date fiind conditiile diferite in care s-au dezvoltat aceste filiale, au fost adoptate strategii, teluri, proceduri si procese multiple.
Resursele multiple sunt doar partial disponibile, de aceea este necesar ca atat pe plan extern (Romania, clienti, autoritati, populatie, finantatori), cat si pe plan intern in cadrul DADER sa se dezvolte structuri unitare, armonizate, convenite de comun acord. In acest sens s-a initiat inca de anul trecut actiunea " Holding Operations Romania " pentru a spori competitivitatea si profitabilitatea DADER, printr-o colaborare (comunicare/coordonare) si procese (infrastructuri/sisteme) imbunatatite.
In momentul de fata problema centrala o constituie realizarea unui standard DADER pentru angajati pe principiul " conditii de munca egale pentru munca egala ", astfel vor fi asigurate urmatoarele doua aspecte:
Produsele pe care le livreaza clientilor din intreaga lume corespund peste tot standardelor de calitate DADER indiferent daca au fost produse in Germania, Africa de Sud, China sau Romania.
Angajatii isi pot explica cunostintele in orice filiala a organizatiei, de exemplu si la punerea in functiune a noi puncte de lucru.
S-a constatat ca in cazul unei productii bazate pe operatii cu consum mare de munca, trebuie sa se acorde o atentie deosebita costului muncii in comparatie cu alte zone si s-au creat structurile tinand cont de acest lucru . Acest aspect devine acum destul de important si in filialele din Romania, care constituie in prezent partea cea mai importanta a grupului DADER
Pana acum prin costuri salariale foarte avantajoase si o infrastructura buna s-au obtinut preturi competitive si astfel in ultimii ani au crescut continuu. Economia tarii este in plin avant, iar odata cu cresterea economica cresc si cerintele in ceea ce priveste nivelul de trai. Este firesc ca si angajatii DADER sa beneficieze de aceasta dezvoltare. Se creeaza astfel o presiune a costurilor care poate fi compensata doar prin imbunatatirea eficientei proceselor si flexibilitatea conditiilor de munca.
De aceea in ultimii ani s-au implementat si in Romania domenii cum ar fi : Dezvoltare , Logistica, IT, Administratie. Se doreste introducerea acestor tipuri de activitati in intreg grupul de firme DADER, iar pentru acest lucru este nevoie sa se faca si in Romania acelasi pas care s-a facut in Germania in anii 90 si anume trecerea de la o intreprindere strict productiva la un partener de sistem si dezvoltarea pentru clientii firmei cu responsabilitate tot mai mare in ceea ce priveste procesul de productie.
Filialele sunt pe cale sa dezvolte " o cultura a intreprinderii " astfel incat angajatii din productie si din alte domenii bazate pe " KNOW-HOW " sa participe pe termen lung la succesul colectiv. Acest lucru nu este simplu si lipsit de tensiuni insa totul este pe drumul cel bun.
Aceasta asociere de know-how pe care alte intreprinderi inca nu au realizat-o in acest mod, constituie sansa de a fi aici si in viitor, mai buni decat in tarile cu costuri salariale reduse. Pentru aceasta trebuie ca toti colaboratorii sa-si concentreze fortele pe introducerea know- how- ului corespunzator.
In acest scop, e nevoie, tocmai in aceasta perioada de transformari fundamentale, de conditiile de cadru corespunzatoare atat in interiorul intreprinderii cat si in afara acesteia.
Filosofia DADER este de a cauta acest drum bazandu-se pe fortele proprii cu o implicare cat mai redusa din exterior, tinand cont de faptul ca interesele externe au rareori in vedere binele intreprinderii si al angajatilor.
CAPITOLUL 2
SISTEMUL DE MANAGEMENT - MARKETING DADER
Procesele si relatiile care definesc managementul - marketingul, prin modul in care se desfasuara, justifica abordarea lor de pe pozitiile unui mecanism.
Inteles ca " Sistem" , alcatuit din mai multe piese mobile si fixe care sunt angrenate intre ele, astfel incat unele elemente mobile transmit fortele de la elementul conducator la elementele conduse, pot antrena miscarea acestora, sistemul management - marketing apare ca un mecanism perfect articulat alcatuit din etape, operatiuni si relatii, cu grade de mobilitate diferite, capabil sa puna in miscare intreprinderea.
Conceptia de marketing, in forma sa cea mai avansata, se operationalizeaza prin operatiuni de o mare diversitate si complexitate aflate in relatii de interdependenta a caror finalitate este data de obiectivul fundamental al oricarei organizatii, maximizarea profitului, in conditiile asigurarii satisfacerii consumatorilor prin calitate, servicii si valoare.
In exprimarea cea mai sintetica, etapele proceselor de management - marketing, rezulta cu destula claritate din insusi definirea acestuia: analiza, planificare, implementare si control. Ele isi gasesc o deplina corespondenta in teoria marketingului, reflectandu-se si in acest mod legatura intrinseca dintre procesele de management si cele de marketing.
La nivelul intregii companii cercetarea de marketing este inclusa in cadrul unor activitati de analiza complexa, care au ca finalitate elaborarea instrumentelor manageriale specifice acestui nivel: misiunea firmei orientata spre piata, definirea "sferei de produse si activitati", evaluarea potentialului de profit a fiecarei activitati, stabilirea strategiilor de dezvoltare si alocarea resurselor pe activitati. Astfel de activitati vor putea fi operationalizate in firma, in masura in care ele au fost incluse ca sarcini, atributii si activitati in sistemul organizatoric, sistemul informational si decizional, au fost proiectate prin luarea in considerare a continutului si sistemului de legaturi specifice, iar sistemul metodologic este corect insusit si aplicat.
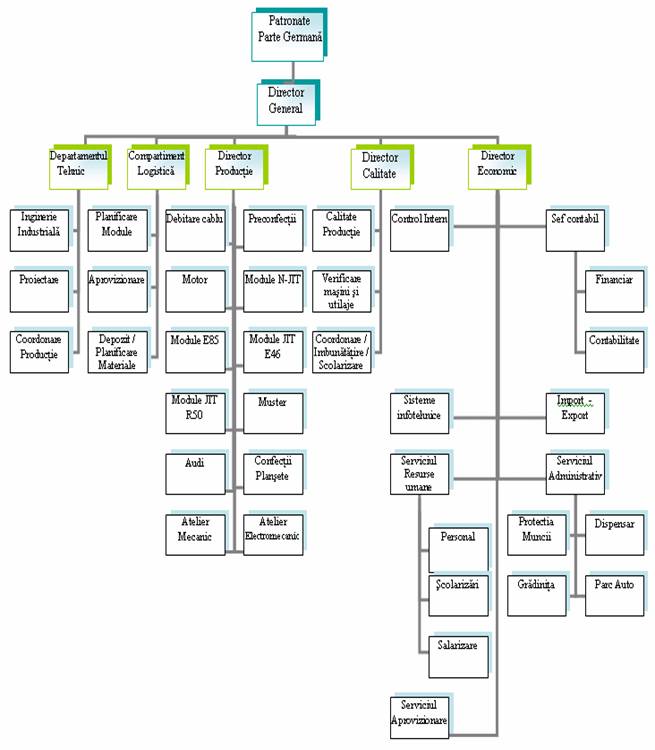
A. ORGANIGRAMA S.C LISA DADER AUTOPART ROMANIA
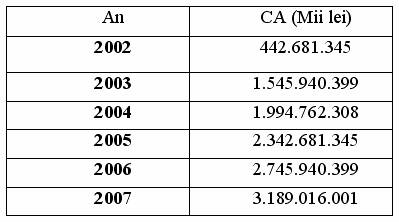
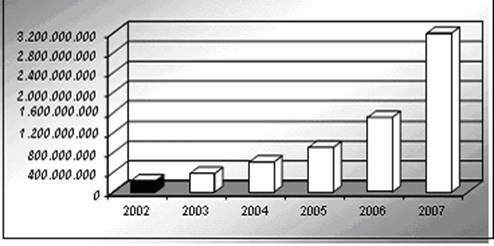
Evolutia CA la S.C LISA DADER AUTOPART ROMANIA SRL
in perioada 2002-2007
Graficul numarul 2.1.
Pentru a reusi sa-si pastreze aceleasi standarde de calitate ale produselor realizate, firma Lisa DADER Autopart Romania S.R.L a facut investitii serioase in cladiri, masini, utilaje, anexe.
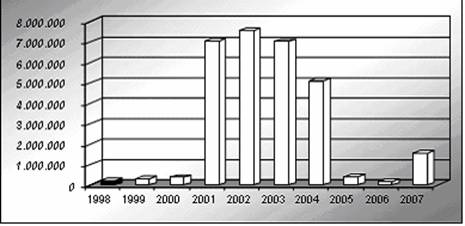
Evolutia investitiilor in perioada 1998-2007
Tabelul numarul 2.2.
![]()
Sursa: Compartimentul Controlling
Evolutia investitiilor la S.C Lisa DADER Autopart Romania SRL
in perioada 1998-2007
Graficul numarul 2.2.
Furnizorii de materii prime, materiale si piese componente sunt societati cunoscute din Germania si Austria. De obicei furnizorii sunt aprobati de catre clientii intreprinderii S.C Lisa DADER, deoarece inzestrarea tehnica este adaptata constant la noile standarde. Printre cei mai cunoscuti furnizori se numara: TYCO AMP (carcase, mansoane, contactori) , MD ELEKTRO (conductori speciali), EKB (canale de cablu, doze de siguranta), KOSTAL (contactori, carcase, mansoane), GEBAUER& GRILLER (contactori, fire), TESSA AG (banda izolier si banda adeziva).
Tipul de management al S.C Lisa DADER se realizeaza prin bugete si pe centre de cost asigurand astfel, in expresie financiara, dimensionarea obiectivelor, cheltuielilor si veniturilor.
Intreprinderea poate fi considerata ca un sistem compus din urmatoarele subsisteme: operational, informational, decizional, relational.
Subsistemul operational cuprinde sectiile de productie care concura la combinarea fluxurilor materiale si tehnologice in vederea obtinerii rezultatului finit.
Subsistemul informational asigura circulatia rapida a informatiilor interne si externe, precum si prelucrarea si sistematizarea operativa a acestora. S.C Lisa DADER foloseste tehnologie de ultima generatie si poate face fata cu usurinta cerintelor pietei in conditii de competitivitate.
Subsistemul decizional asigura finalizarea tuturor activitatilor din intreprindere. Acesta constituie compartimentul de maxima importanta in realizarea celei mai importante functii a managementului si anume fundamentarea si luarea deciziilor in operatiunile curente, stabilirea unei strategii durabile.
Subsistemul relational al inreprinderii vizeaza relatiile dintre salariati si patronate precum si raporturile cu furnizorii, clientii si colaboratorii din diferite suprastructuri.
In ceea ce priveste structura organizatorica a S.C Lisa DADER Autopart Romania SRL, aceasta se incadreaza in cea ierarhic - functionala, care reprezinta o combinare a structurii ierarhic-lineara fundamentata de H.Fayol si functionala fundamentata de Taylor.
Astfel se pastreaza utilizarea calificarilor specializate, dar se mentine in acelasi timp si autoritatea liniei ierarhice si a conducerii.
Structura ierarhic lineara este bazata pe un flux direct de autoritate ce porneste direct de la seful executiv pana la subordonati, iar cea functionala presupune ca la fiecare nivel ierarhic sarcinile sa fie divizate pe specialisti care au o deplina autoritate in domeniul lor asupra celorlalte nivele ierarhice.
Prin exportul in lohn practicat de firma SC.Lisa DADER Autopart Romania SRL si prin internationalizarea fortei de munca se contribuie la perfectionarea fortei de munca, la dezvoltarea simtului pentru estetica produselor in vederea unor marfuri de calitate.
C. SISTEMUL DE APROVIZIONARE LA S.C LISA DADER
Cel mai mare client al intreprinderii S.C Lisa DADER este BMW Inainte De introducerea pe piata a unui nou prototip, BMW cere oferta de pret de la diferite firme producatoare de cablaje. In functie de oferte, BMW stabileste cine si in ce procent fabrica respectivele cablaje electrice. In cazul in care Lisa DADER incheie contractul cu BMW , aceasta primeste o documentatie tehnica de la client. Aceasta documentatie contine indicatii generale pentru producerea unui anumit tip de cablaj intr-un anumit numar de bucati. Indicatiile sunt supuse diverselor modificari rezultate din realizarea cercetarilor in domeniul auto.
Desenul de executie se realizeaza de catre Lisa DADER. Persoanele trimise de catre firma mama pentru a supraveghea procesul de productie in Romania dau dispozitie asupra cunostintelor amanuntite cu referire la procesul de fabricatie si nu accepta nici o pretentie a clientului care nu poate fi indeplinita.
In anumite cazuri daca indicatiile specifice ale clientului nu pot fi respectate pretul va fi recalculat si intreprinderea obtine noi instalatii de productie pentru a realiza cerintele clientului. Tehnicienii intreprinderii Lisa DADER realizeaza o lista cu materiale si utilaje tinand cont de ordinea logica a operatiilor de productie. Se stabilesc timpi normati de executie pentru fiecare tip de operatie.
Ca si producator de cablaje Lisa DADER se ghideaza dupa un catalog de timpi normati de executie, numai in cazul unor modificari si a unor probleme efective de prelucrare, acesti timpi de executie pot fi modificati.
Specialistii intreprinderii Lisa DADER realizeaza un desen 1:1 al instalatiei electrice comandate care trebuie sa cuprinda standardul de dimensiune al acesteia. Desenul 1:1 indica module ale cablajelor care sunt stabilite de catre client. Pentru comanda catre furnizori, Lisa DADER foloseste un program informatic prin care furnizorii sunt anuntati automat daca s-a lansat o noua comanda de materii prime si indica depozitul firmei unde comenzile disponibile de materii prime nu exista inca. Intrprinderea nu poate comanda alte materiale care nu sunt acceptate de catre BMW. La instalatiile electrice de motor ,modulele sunt aproximativ standard neexistand atat de multe variante de module ca si la instalatiile de caroserie. In cazul instalatiilor electrice pentru caroserie se lucreaza in sistemul JIT ( productie " Just-In -Time " ).
O productie Just- In - Time necesita un acord exact de termen ( in cazul in care ) se garanteaza un flux de material continuu si o productie neantrerupta. Cele mai importante avantaje ale unei productii JIT sunt :
● perioada de productie mai mica;
● diminuarea timpului de tranzit.
D. DESFASURAREA PROCESULUI DE PRODUCTIE LA LISA DADER
Pentru intrarea de materii prime si pentru iesirea de produse finite intreprinderea a creat un loc special - rampa. De materiile prime apartin: fire, carcase, contactori, benzi adezive, furtune, componente metalice, componente electronice (relee, condensatori), piese de sustinere (pentru consolidarea instalatiei electrice pe motor / caroserie), componente finite ( componente care din motive tehnice sau economice nu sunt produse de catre intreprindere), toate materiile prime si produsele finite se vamuiesc.
Toate materiile prime cu inscrisurile furnizorilor se eticheteaza conform standardelor si documentatiei intreprinderii printr-un cod. La rampa exista un compartiment care se ocupa de intrarile de marfa; daca un muncitor observa un defect la o materie prima, toate materiile prime de acest tip existente in depozit vor fi verificate. Suplimentar mai exista inca un plan de verificare aleatoriu din diverse tipuri de materii prime.
Materiile prime pot ramane in depozit pana la 5-7 zile. Optimizarea timpului s-a realizat prin crearea la fiecare compartiment de productie (debitare cablu, preconfectii) de mici depozite intermediare. Cu ajutorul codului de bare se urmareste circulatia de materiale si materii prime. Materiile prime pleaca spre productie conform principiului FIFO.
Primul compartiment de productie se numeste Debitare Cablu. In acest compartiment operatiunile sunt realizate in intregime automat, acestea fiind: debitat fire, dezizolare, fixare contactori, montare de doape pentru etansare pe firele singulare, rasucire fire, taiat furtune, cositorire.
Elementele componente pentru acest compartiment sunt: fire, contactori, echipamente speciale, scule, operatori, provizii. Fiecare manunchi de fire, dupa ce este debitat este etichetat.
Aceste etichete contin informatii despre operatiunile la care a fost supus firul respectiv.
Productia acestui compartiment se imparte in doua mari categorii:
semifabricate care vor fi supuse operatiunilor compartimentului Preconfectie ;
semifabricate care din sectia Debitare Cablu sunt trimise direct la depozitul impachetare (compartiment Pregatire Montaj).
Sistemul Debitare Cablu este informatizat in totalitate pentru a exclude posibilitatea greselilor, sistemul este ghidat printr-un program informatic.
La inceputul muncii in compartimentul Debitare Cablu, la inlocuirea unui material sau la o modificare a muncitorului, programul foloseste scanarea codului de bare pentru fiecare material, ca sa protejeze echipamentul. In cazul in care un material (fir, contactor, dop de etansare ) nu exprima comanda, productia se opreste.
In sectia Debitare Cablu se taie si se dezizoleaza si fire speciale. Aceste fire speciale sunt ori prea groase, ori contin mai multe fire singulare.
In aceasta sectie nu pot fi fixati contactorii pentru firele speciale, deoarece aceasta operatie nu poate fi realizata automat. Urmatoarele operatiuni pentru firele speciale se realizeaza in sectia de Preconfectii .
In sectia Debitare Cablu firele se grupeaza cate doua. Acestea pot avea aceeasi lungime sau lungimi diferite, pot avea suprafete de taiere diferite. La un capat se va fixa un contactor dublu, iar celelalte doua capete vor fi fixate cu contactori singulari cu sau fara dop de etansare.
De ceva timp in sectia Debitare Cablu a intreprinderii se realizeaza automat si rasucirea si cositorirea automata a firelor. Aceste operatiuni pot fi realizate si in sectia Preconfectii, in cazul in care comanda este prea mare.
Serviciul calitate (QS) din sectia Debitare Cablu verifica fiecare pachet la inceputul fiecarei grupe. In cazul in care grupa cuprinde mai mult de 1000 de bucati, se verifica in mod aleatoriu pana la sfarsitul grupei.
Sectia de Preconfectii este o sectie cu activitate manuala care cuprinde operatii ce nu pot fi realizate in mod automat. Aici se sertizeaza contactorii pentru firele speciale (fire prea groase sau conductorii ce contin mai multe fire singulare). Tot in aceasta sectie se realizeaza operatiunea de contractie.
Sudura cu ultra-sunet se realizeaza tot in sectia Preconfectii, cu mai multe fire care au de obicei aceeasi culoare si aceeasi dezizolare. Dupa sudura firele se protejeaza cu un capacel de protectie fixat de obicei cu adeziv. Tot aici se realizeaza operatiile de clipsare, care nu se pot realiza in sectiile de Montaj , pe banda sau la posturile individuale. Mai multe fire dezizolate se clipseaza prin presare intr-un clips cilindric.Unele clipsuri se cositoresc si toate clipsurile se protejeaza cu un capacel.
O alta operatiune este rasucirea a doua sau trei fire care sunt taiate in sectia Debitare Cablu, astfel incat aceasta sa corespunda dupa rasucire cu planul sau desenul de client. Unul sau mai multe fire, ale caror componente electronice sunt lipite se injecteaza cu masa plastica; masa plastica are rol de protectie contra socurilor, variatiilor de temperatura, umiditatii.
In timp ce in sectia Debitare Cablu muncitorul sta in fata unui monitor al unui calculator pe care trebuie sa-l programeze, muncitorul din sectia Preconfectii lucreaza dupa o carte de lucru, unde sunt inscrise operatiile sale. Fiecare operatie din aceasta sectie este supravegheata de compartimentul calitate. Nu se face o verificare 100% ci doar la inceputul fiecarei grupe si in mod aleatoriu.
Intreg procesul de productie este caracterizat prin urmarire ulterioara , cu ajutorul codului de bare de pe eticheta, fiecare materie prima pentru fiecare produs este urmarit in fiecare moment de muncitor.
Materialele pot ajunge in Depozitul de impachetare pe patru cai:
direct din depozit;
componente cumparate (componente finite care din motive tehnice si economice nu sunt produse de catre intreprindere);
materiale care se prelucreaza in sectiile Debitare Cablu si Preconfectii;
alte materiale care se prelucreaza doar in aceste sectii;
Din Depozitul de impachetare cei raspunzatori cu montajul iau materialele independent de programarea zilnica. In sectiile de Montaj se construiesc module pentru instalatiile electrice de motor sau caroserie.
Instalatiile electrice de caroserie au mai multe variante in functie de cerintele directe ale clientului, de exemplu clientul vrea: incalzirea scaunului, stergator de faruri, inchidere cu identificare, airbag ( fata, stinga, dreapta), controlul presiunii in pneuri si atunci in instalatia electrica trebuie cuprinse toate aceste module. In instalatia electrica de motor toate modulele sunt aproximativ standard. Datele pentru fiecare instalatie electrica de caroserie (montarea modulelor) sunt comunicate din Germania prin satelit. Fiecare instalatie electrica trebuie sa aiba o eticheta cu aceasta sinteza a modulelor.
Sectiile de montaj cuprind benzi de lucru si posturi individuale. Se lucreaza conform fiselor de post, desenului 1:1 si a indicatiilor de lucru.
Pe o planseta este lipit desenul 1:1 si conform acestuia sunt dispuse anumite tipuri de furci (suporti de fier prevazuti la capatul de sus cu o placa de plastic care difera de la material la material si care au rolul de a sustine cablajul la o distanta de aproximativ 15 cm de planseta). Pe aceasta planseta muncitorii aseaza carcasele cu firele introduse si aici se realizeaza toate celelalte operatii care sunt prevazute in cartea de lucru, pentru o instalatie electrica. Planseta trebuie ca mai intai sa fie omologata de catre compartimentul Tehnic si compartimentul Calitate (QS). Fara aceasta omologare munca nu poate incepe. Programul de verificare si statia electrica sunt realizate de catre o alta firma a grupului DADER .
Pe modulele instalatiei electrice se monteaza si componente electrice (relee, sigurante), care se verifica cu camera de supraveghere. Pentru instalatiile electrice exista componente speciale pentru consolidarea instalatiei pe caroserie respectiv pe motor. Existenta acestor componente se verifica dupa montarea instalatiei electrice. Dupa montaj toate instalatiile se verifica din punct de vedere dimensional si electric in proportie de 100%, iar in mod aleatoriu sunt verificate si de catre compartimentul Calitate. Dupa verificare toate instalatiile electrice se impacheteaza conform indicatiilor de lucru si aici in sectiile de montaj ca si in toata firma este valabil principiul de post-urmarire si daca exista o greseala poate fi gasita rapid si cauza care a produs-o. Dupa impachetare, produsele finite sunt trimise catre un depozit central al firmei DADER in Germania in localitatea Vilsbiburg (DAT-DADER Automobile Technik), iar de acolo marfa este livrata catre client.
MANAGEMENTUL CALITATII
Certificarile conform ISO 9001, VDA 6,1 si ISO 14001
Prin motto-ul de baza : " numai un client multumit este un client constant ", se asigura ca intreprinderea S.C Lisa DADER Autopart Romania SRL a urmat un sistem de management al calitatii care este certificat de catre TÜV SÜD- Management Service SRL conform indicatiilor ISO 9001:2000 si ale VDA 6, partea 1.
Grupul TÜV SÜD este o societate care presteaza servicii tehnice in segmentele de piata, industrie, produse si trafic. Spectrul de realizare cuprinde consiliere , verificare, teste si expertizare cat si certificare si instruire.
Stabilirea telurilor se realizeaza in scopul de a mentine increderea clientilor, a sigurantei, a calitatii cat si spre protejarea mediului inconjurator si economic.
Grupul TÜV SÜD este o societate activa in lumea intreaga in prestarea de servicii ca cercetare principala, verificarea de instalatii teste de produs si expertize. Noile campuri de actiune: E-Business, Siguranta Datelor sau Dezvoltarea Automobilelor, rotunjesc portofoliul.
Grupul TÜV SÜD este reprezentat de peste 500 de centre de servicii si sucursale in toate spatiile economice importante din Europa, America si Asia.
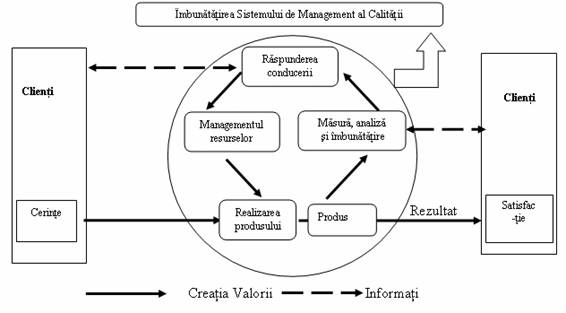
ISO 9001:2000 " Baza si notiune" defineste procesul ca un "set de activitati" care transforma utilizarea de resurse administrate (imput) in rezultate (output). Pe aceasta baza noua norma dezvolta modelul unui sistem de management al calitatii orientat spre proces, acesta rezultand din cerintele clientului al carui proces este asezat in punctul de mijloc, care contribuie la multumirea clientului si la imbunatatirea Sistemului de Management al Calitatii. In acest model se regasesc cele patru capitole principale ale noii norme:
capitolul 5: raspunderea conducerii;
capitolul 6: managementul resurselor
capitolul 7: realizarea produsului;
capitolul 8: masurare, analiza si imbunatatire.
Modelul unui proces orientat spre managementul calitatii
FIGURA 2.
Aspectele importante ale normei sunt:
- orientarea clientului
- indeplinirea pretentiilor Sistemului de Management al Calitatii pentru calitatea produsului si a serviciului prestat
- atingerea scopurilor
- indeplinirea Sistemului de Management al Calitatii prin eficienta
- planificarea calitatii
- pretentii clare pentru evaluarea Managementului Calitatii
- demonstrarea imbunatatirii si evitarea greselilor
- demonstrarea eficacitatii scolarizarilor
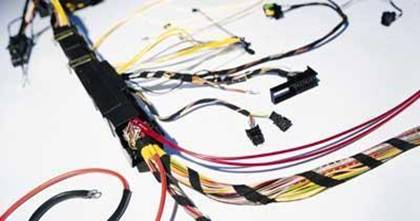
Exemplu de cablaj produs in firma Lisa DADER
E. EVOLUTIA PERSONALULUI IN S.C LISA DADER SI ROMAUTOPART ROMANIA SRL IN PERIOADA 1997
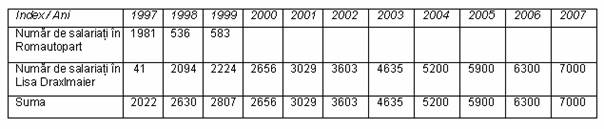
Sursa: Compartimentul Personal Salarizare
Graficul numarul 2.3.
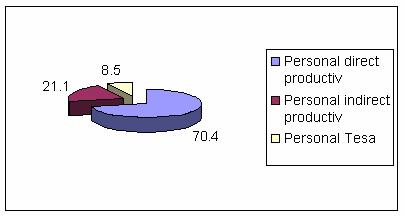
Structura salariatiilor in SC.Lisa DADER Autopart Romania SRL la data de 31.12.2007
Tabelul numarul 2.4.

Sursa: Compartimentul Statistica
Tabelul numarul 2.5.
|
Index / Ani | |||||||||||
|
Numar de salariati in Romautopart | |||||||||||
|
Numar de salariati in Lisa DADER |
41 |
| |||||||||
|
Suma |
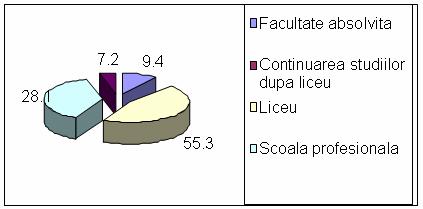
Structura angajatilor din S.C Lisa DADER Autopart Romania SRL dupa calificare la data de 31.12.2007
Tabelul numarul 2.6.
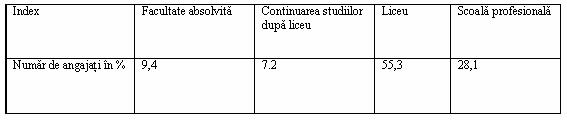
Sursa: Compartimentul Statistica
Graficul numarul 2.6.
Un mare numar de salariati au fost scolarizati in strainatate in alte intreprinderi ale firmei Lisa DADER. Limba internationala pentru corespondenta este limba germana.
MISIUNEA GRUPULUI LISA DADER
Stabilirea misiunii intreprinderii presupune alegerea obiectivului principal al activitatii unei intreprinderi. Acest lucru presupune identificarea alternativelor strategice, pe care firma le va utiliza pentru a-si asigura viitorul si a-si justifica scopul pentru care este prezenta pe piata.
Misiunea trebuie aleasa astfel incat sa fie:
Realista, fiind aleasa in conformitate cu pozitia detinuta pe piata la un anumit moment, dar si cu cea care se dovedeste a fi obtinuta intr-un anumit interval de timp.
Specifica, diferentiind-o de misiunile altor competitori.
Competenta, adica aleasa astfel incat sa poata fi realizata pe baza utilizarii resurselor efective ale intreprinderii.
Motivanta, pentru angajati.
Viziune: De la intreprinderea mijlocie bavareza la un operator de sisteme pe plan mondial.
Colaboratori: Colaboratorii constituie intreprinderea si intreprinderea constituie colaboratorii.
Conducerea: Conducatorii informeaza, actioneaza cu simt de raspundere in cadrul tezelor fundamentale ale intreprinderii, impreuna cu colaboratorii lor intr-o atmosfera colegiala si deschisa.
Client: Numai un client multumit este un client durabil si asigura intreprinderea.
Produs: Produsele corespund cerintei primordiale in lume, privind inovatia si tehnologia.
Calitate: Fiecare colaborator al intreprinderii se simte obligat sa obtina calitate de varf in toate privintele.
Mediul inconjurator: Firma protejeaza si asigura mediul inconjurator in permanenta printr-o utilizare grijulie a procedeelor, mijloacelor si materialelor de fabricatie necesare.
Concurenta: Firma se prezinta impreuna cu partenerii lor competitiei mondiale.
Flexibilitate: La cerintele si modificarile mereu crescande, toti reactioneaza repede si flexibil.
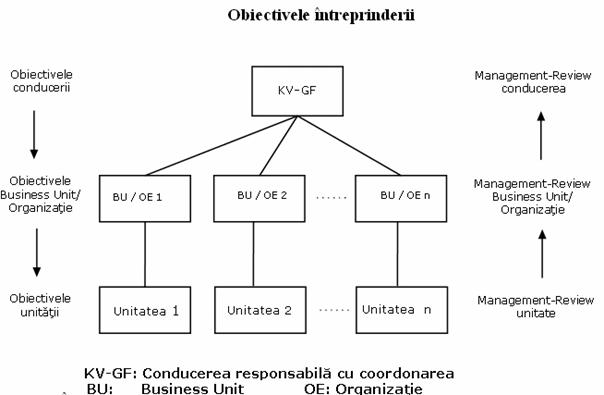
Procesul firmei de stabilire a obiectivelor se asigura ca fiecare dintre angajatii sai sa-si cunoasca contributia la transpunerea planurilor din intreprindere si sa actioneze corespunzator telului propriu stabilit.
Prin Management-Review (stabilirea obiectivelor) are loc o evaluare continua a rezultatelor si proceselor din intreprindere, evaluarea fiind punctul de plecare pentru dezvoltarea si imbunatatirea continua a activitatilor si relatiilor economice cu clientii acesteia.
OBIECTIVELE INTREPRINDERII
FIGURA 3.1.
● Transpunerea in practica a strategiei legata de piata si clienti printr-o crestere organica, orientata spre valoare.
● Atingerea obiectivelor de rentabilitate.
● Asigurarea permanenta conform cerintelor pietei, a fidelitatii in livrare precum si a calitatii produselor.
● Imbunatatirea eficientei si rapiditatii proceselor de afaceri.
● Dezvoltarea organizatiei globale DADER in sensul misiunii colaboratorilor si a conducerii ( C4P).
● Folosirea de materiale si tehnologii care sa asigure economisirea resurselor, precum si aplicarea directivelor de conduita ale corporatiei.
In bransa furnizorilor din lumea intreaga pentru industria automobilelor, DADER este una din ultimele intreprinderi de familie.
Grupul de firme german are pana acum 5 locatii deschise in Romania: Pitesti, Satu Mare, Codlea, Timisoara si Hunedoara si a investit aproximativ 1,5 miliarde euro.
S.C Lisa DADER Autopart Romania SRL este o societate cu raspundere limitata si isi desfasoara activitatea in conformitate cu legea 31/1990 si 35/1991. Intreprinderea este o Antrepriza a grupului DADER, capitalul sau fiind in totalitate strain.
3.3. STRATEGIA TEHNOLOGICA DADER
Strategia tehnologica a intreprinderii este calea pe care ea o alege pentru a-si dobandi, dezvolta si apoi utiliza tehnologiile (J.Morin).
Tehnologiile reprezinta un element mai putin mobil decat celelalte, dat fiind valoarea investitiei pe care o implica. De multe ori, tehnologiile (instalatiile si utilajele) deja existente impun anumite obiective si elemente de avantaj concurential.
Strategia tehnologica trebuie sa aduca raspunsul la trei intrebari importante:
ce tehnologii sa adoptam si sa utilizam ?
cat de avansate tehnologic trebuie sa fie ele?
ce pondere trebuie sa aiba tehnologiile noi?
Raspunsurile la intrebarile de sus vor fi diferite in functie de o suma de factori interni si externi dintre care ii vom prezenta pe cei mai semnificativi.
Factori interni:
-tipul de produse (fizice sau de tip service) oferite;
-tipul de activitate vizat (productie , servicii,comert, diverse combinatii intre ele);
-clientela vizata ( tip, localizare interna sau externa, dimensiuni, etc.);
-sistemele de gestiune, decizie;
-punctele tari si cele slabe ale intreprinderii ( firmei ), adica;
-competenta personalului, in special a celor ce vor transpune strategia in practica;
-resursele financiare de care dispune;
-tehnologiile pe care intreprinderea le are si le stapaneste deja.
produsul:
- gama in care se incadreaza;
- produse complementare;
- produse care il pot inlocui;
- comportarea cumparatorilor fata de el;
- varianta cererii ( sezoniera, conjuncturala, etc.).
tehnologia:
- structura costurilor de fabricatie;
- economia de scala;
- valoarea adaugata;
- logistica;
- mana de lucru;
inovarea:
- tipuri posibile;
- surse;
Factori externi:
macrosistemul:
- ritm de crestere al economiei nationale;
- ritm de crestere al sectorului;
- posibilitatile sectorului (economice,tehnice);
- modificari legislative (previzibile sau nu );
- modificari ale deciziilor politice;
- modificari ale structurii , sau climatului social.
piata:
- grad de segmentare;
- practici comerciale;
- circuite de distributie;
- ritmuri.
concurentii:
- strategiile;
- obiectivele;
- punctele tari si slabe.
De fapt, firmele se situeaza pe cinci nivele diferite, in functie de libertatea pe care o au in alegerea strategiei tehnologice:
Nivelul 0: Firme pentru care problema deciziilor vizand tehnologia nu se pune, ele lucrand intr-un domeniu in care se folosesc tehnologii de baza optimizate si stationate.
Nivelul 1 : Firme care se dezvolta cu tehnologia pe care au adoptat-o deja, de exemplu, o fabrica de circuite integrate.
Nivelul 2 : Firme ale caror performante depind de spiritul inovant existent in intreprindere. Exemplu: firmele de produse din domeniul electro-menajer, unde concurenta este extrem de apriga. Este de subliniat faptul ca este vorba de spiritul inovator al firmei si nu in primul rand de adoptarea tehnologiilor cele mai noi in domeniu.
Nivelul 3 : Functionarea firmei depinde in mod explicit de integrarea tehnologiilor. Exemplu: firmele mici ce lucreaza in domeniile de varf ( biotehnologii ,opto-electronica, etc.). Preocuparile strategice ale firmei vizeaza produsele, exploatarea si valorificarea optima a portofoliului de produse pe care il detin.
Nivelul 4 : Intreprindere conceputa pentru a pune in valoare importanta articularii si combinarii tehnologiilor. Sunt caracterizate prin activitati cu grad mare de risc, printr-o flexibilitate deosebita care le permite sa faca fata incertitudinilor. Atentia este fixata pe potentialul tehnologic al firmelor, din care apoi rezulta produsele ce se pot oferi pe piata. Firmele din tarile puternic dezvoltate adopta unul din nivelele 2, 3 sau 4, pe cand in tarile slab dezvoltate se intalnesc frecvent strategii la nivelele 0 sau 1 .
Pe termen scurt, o strategie tehnologica se poate construi pornind in functie de obiectivele firmei, de la trei criterii diferite:
1 Strategii bazate pe costuri: cu cat se vor putea reduce costurile utilizand tehnologia de care dispun sau pe care o dobandesc, cate posturi se vor putea reduce?
2 Strategii bazate pe optimizarea fluxului tehnologic: care sunt locurile inguste pe fluxul de fabricatie si cum se pot rezolva? Cum se poate mari capacitatea de productie?
3 Strategii de plasare in fata: Care sunt cele mai noi tehnologii si cum se pot dobandi?
Modelul BCCA de valorificare a tehnologiilor
Modelul este dezvoltat de M.Birnbaum sub numele de the Basis of Competition and Competitive Advantage si ofera un demers globalizant al managementului strategic al tehnologiei.
Se ia in considerare baza competitiei, actiunile pe care toti concurentii le executa pentru a concura pe o piata data (productie, marketing, servicii), apoi avantajul competitiv, ansamblul de elemente specifice oferite de o firma. Modelul incita factorii de decizie ai unei firme sa creeze si sa valorifice tocmai aceste elemente specifice, pornind de la trei intrebari simple:
Care este domeniul de activitate al intreprinderii?, care sunt tehnologiile pe care le stapaneste sau pe care le-ar putea dobandi si care pot fi fi valorificate ca bunuri si servicii?
Care sunt nevoile potentialilor clienti? Cum concorda competentele tehnologice ale firmei cu nevoile clientilor?
Cum putem satisface nevoile clientilor si ce mai trebuie facut in acest sens? Ce trebuie facut in conditiile concurentiale date?
Modelul opereaza cu trei categorii de criterii de decizie:
Consumatorii: cunoasterea nevoilor lor actuale si potentiale, evolutia asteptarilor lor, grija de a pastra o comunicare stransa cu clientii.
Tehnologia: cunoasterea traiectoriilor tehnologice, franarea difuzarii spre exterior a tehnologiilor de diferentiere, eventual cautand ca tehnologiile de diferentiere sa nu se manifeste in mod explicit si evident in produsele sau serviciile oferite.
Concurentii: identificarea dinamicii globale a sectorului de activitate (concentrare, bariere de intrare si iesire, talia pietei, cresterea cererii, intensitatea concurentei) si actiunile concurentilor, azi si in perspectiva.
CAPITOLUL 4.
4.1. METODE SI TEHNICI FOLOSITE IN PROCESUL DECIZIONAL LISA DADER
Nevoia de inovare este esentiala pentru bunul mers al firmei si implicit pentru Lisa DADER. Pentru a aborda inovarea, trebuie cel mai adesea pornit de la prima etapa, cea de creativitate, dar creativitatea presupune oameni creativi, iar acestia asa cum se vede din diagrama lui Kirton, nu sunt chiar asa de usor de gasit. Doar 2% din oameni sunt foarte creativi si cu greu atingem 15% pentru oamenii cu creativitate, o idee mai mare decat media.
Pentru a taia ceea ce la prima vedere, pare a fi un nod gordian, s-au pus la punct tehnici de creativitate. Este vorba de tehnici care sa permita unor oameni normali sa obtina rezultate apropiate celor creativi. Aplicarea lor din ce in ce mai sustinuta in ultimii 50 de ani le-a dovedit din plin utilitatea. In continuare vom face o prezentare succinta a unora dintre ele:
Tehnicile de creativitate se utilizeaza atunci cand trebuiesc rezolvate probleme dintre cele mai diverse care apar la nivelul firmei sau chiar a unui subsistem al acesteia, cum ar fi:
costuri
materii prime
produse
diverse dificultati
Pentru gasirea de idei noi, se apeleaza cel mai frecvent la urmatoarele metode:
brainstorming
sinectica
analiza morfologica
liste de intrebari
cutii de sugestii
Pentru rezolvarea problemelor, se apeleaza la :
diagrame Pareto
diagrame Ishikawa
sinectica , brainstorming
diagrame why-why
mind mapping
analiza Swot
cutii de sugestii.
O alta clasificare a tehnicilor de creativitate, interesanta din punct de vedere practic, le imparte in:
tehnici de creativitate individuala
tehnici de creativitate in grup.
Trebuie spus de la bun inceput ca cele mai fructuoase sunt tehnicile de creativitate in grup. Probabil explicatia sta, din nou, in definitia creativitatii:
Capacitatea de a identifica noi legaturi intre elemente (obiecte, evenimente, legi) aparent fara legatura intre ele.
Elementele ce pot limita eficienta activitatii sunt:
Incapacitatea de a identifica corect problema sau natura acesteia.
Propunerea unui obiectiv fie prea vast, fie prea ingust.
Alegerea gresita a persoanelor membre ale grupului.
Necunoasterea exacta a metodelor si tehnicilor de lucru in grup.
Alegerea gresita a momentului convocarii grupului .
Imposibilitatea experimentarii ideilor emise ( motive financiare sau fizice).
Existenta unor factori blocanti, cum ar fi :
Factori individuali:
obisnuinta, rutina, conformism;
lipsa de interes, de motivare, de spirit de observatie;
neascultarea celui ce iti vorbeste (mintea merge mai repede decat vorbirea si fara concentrare, iti urmaresti propriile ganduri, nu il mai asculti pe cel ce sugereaza o idee noua );
sentimentul autocritic;
ignoranta sau, din contra, excesul de cunostinta;
blocajul pe prima idee gasita (considerata ca singura buna );
spiritul critic;
cautarea sistematica a punctului slab al ideilor emise.
Factori colectivi :
ordinea sociala;
timiditatea, reticenta de a vorbi in fata altora;
teama de ridicol, de a fi judecat nefavorabil de altii, de greseala, de a spune vreo prostie;
teama de reprosuri din partea celorlalti;
excesul de autoritate;
excesul de precautie in formularea ideilor;
scepticismul, in special al celor ce "stiu";
teama unora de nou;
spirit administrativ, birocratic, care suprima initiativa;
instinctul de proprietate, care te indeamna sa tii pentu tine ce stii.
Factori legati de firma:
respectul organigramei, care face dificile contacte directe intre nivele ierarhice diferite;
nevoia de rezultate la termen scurt;
specializarea, ca scuza pentru a nu te angaja la a face altceva;
nevoia de ordine;
concurenta intre indivizi.
4.2. Metoda diagramelor Ishikawa
Diagrama Ishikawa, dupa numele autorului ei sau "diagrama cauza - efect" dupa modul ei de constructie (sau "diagrama oase de peste"), dupa forma ei, este o diagrama care, pornind de la problema ce trebuie rezolvata (materializata prin sageata orizontala centrala), cauta principalele domenii din care ar putea proveni cauzele ce au creat problema. Fiecare cauza este apoi detaliata pana la cele mai mici amanunte. In felul acesta, atunci cand diagrama este gata, la aparitia problemei se pot trece in revista toate cauzele potential posibile. Se poate duce si o politica de tip preventiv, de eliminare a cauzelor, ceea ce conduce evident la evitarea aparitiei problemei.
Exemplu de diagrama Ishikawa:
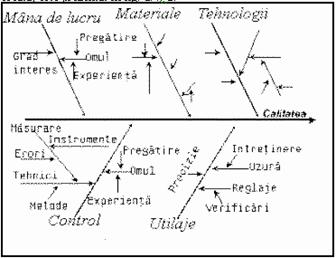
A construi o asemenea diagrama nu este deloc simplu, riscul mare fiind acela de a uita ceva. Un al doilea risc posibil este de a o incarca inutil. De aceea, se recomanda construirea ei in colectiv. Deosebirea fata de colectivul unui brainstorming ar fi aceea ca, de data aceasta, nu se cauta oameni cu specialitati diverse, ci aceia care cunosc cel mai bine si amanuntit problema. In rest, regulile de la brainstorming se pastreaza.
Firma DADER afiseaza asemenea diagrame la loc vizibil, astfel ales incat cei interesati sa treaca zilnic pe langa ele. Constient sau nu, diagrama este mereu prezenta in minte, cu doua efecte pozitive:
pe de o parte, cauzele generatoare de probleme sunt permanent "in fata ochilor";
pe de alta parte, se pot astfel sesiza si corecta imperfectiunile inerente primei forme a diagramei, care evolueaza astfel continuu (cu atat mai mult cu cat nici problemele si nici mediul in care ele apar nu sunt imuabile).
Metoda a fost pusa la punct in cadrul studiilor de imbunatatire a calitatii productiei si de fapt, exemplul de mai sus vizeaza exact o asemenea problema.
Ulterior domeniul aplicarii ei s-a largit considerabil. Utilizarea metodei ca tehnica de creativitate este justificata prin aceea ca, in cursul construirii diagramei pot aparea corelatii sau, eventual, chiar solutii la care nimeni nu se gandise inainte.
4.3. Cutiile de sugestii
Multe firme au adoptat politica montarii in intreprinderi a unor cutii de scrisori in care orice salariat este indemnat sa depuna, in scris si semnate orice sugestii care ar conduce la rezolvarea unei probleme (explicit enuntate sau nu ) a intreprinderii.
Succesul metodei consta in convingerea personalului ca orice sugestie va fi citita, analizata corect si ca in eventualitatea aprecierii si transpunerii ei in practica, autorul va fi recompensat cu o suma proportionala cu beneficiile obtinute, sau cu o suma fixa, stiuta, pentru sugestiile al caror rezultat nu poate fi masurat direct. Odata pornit, sistemul poate aduce rezultate remarcabil de bune, deoarece el stimuleaza imaginatia tuturor si adesea oameni care cunosc forte bine situatia detin si solutii, pe care nu le comunicasera nimanui fie ca nu aveau incredere in ei insisi, fie pentru ca nu dispuneau de o cale spre a le face cunoscute.
Este o metoda de creativitate dificil de clasificat deoarece este individuala ca formulare a ideilor (fara interactie intre idei ) dar cu rezultat final datorat pana la urma tuturor celor ce au facut asemenea sugestii.
La sucursala din Republica Moldova a DADER s-au obtinut urmatoarele rezultate:
Se primesc anual circa 20.000 de idei, din care 18.000 sunt aplicabile. Cea mai mare parte dintre ele vizeaza ameliorari cu caracter ergonomic, de calitate sau vizand costurile. Apar insa si idei privind ameliorarea produselor sau a serviciilor, cel mai adesea din partea personalului care intra in contact direct cu clientii.
Este graitoare analiza SWOT (Strenght-Weakness-Opportunities-Threat) care caracterizeaza foarte bine punctele forte,cat si slabiciunile,pericolele si oportunitatile in vederea perfectionarii activitatii.
|
Putere -Sistem QM bine implementat si stabil -Angajati motivati si calificati -Intocmirea de analize ale proceselor ajutatoare -Eforturi enorme pentru introducerea TS -Buna performanta in incepere |
OportunitatiSelectarea sistematica si scolarizarea salariatilor -Analiza sistematica a cauzelor -Optimizarea evaluarii indicatorilor -Produs nou in lucru |
|
Slabiciuni statusul masurilor de corectare ca ansamblu -Analiza cauzelor si masuri robuste cu evaluarea persistentei |
PericoleEsecuri dupa performanta buna la audit -Stagnarea in loc de evolutie in sistemul de QM |
1. O crestere organica ,calitativa si orientata spre valoare in cadrul valorilor/obiectivelor definite.
2. Asigurarea continua a unei fidelitati in livrare si a unei calitati de prim rang a produselor executate.
3. Largirea portofoliului de clienti.
4. Extinderea competentei modulare si de sistem/integrarea sistemului pentru a deveni lider in tehnologie: la o dezvoltare prealabila la un management de tip Supply-Net.
5. Imbunatatirea eficientei si a rapiditatii in procesele de afaceri.
6. Dezvoltarea structurii mondiale a DRX in sensul misiunii colaboratorilor si a conducerii.
7. O comunicare deschisa,bazata pe incredere.
Se remarca existenta unei relatii stranse intre calitatea produsului si a serviciilor, satisfactia clientului si profitabilitatea firmei. Calitatea reprezinta (conform Societatii Americane pentru Controlul Calitatii) ansamblul trasaturilor si caracteristicilor unui produs sau serviciu, care constau in capacitatea acestuia de a satisface nevoile exprimate sau implicite.
Calitatea totala este cheia procesului de creare a valorii si de satisfacere a cumparatorului. Daca firma se axeaza pe calitate, managementul activitatii de marketing imbraca doua aspecte. In primul rand, el trebuie sa contribuie la formularea strategiilor si politicilor menite sa sprijine firma in a excela la capitolul calitate. In al doilea rand, el trebuie sa contribuie la un marketing de calitate, alaturi de o productie de calitate. Toate activitatile de marketing, studiul pietei, pregatirea vanzatorilor, publicitatea, serviciile -trebuie realizate la un nivel calitativ superior.
Marketerii (angajati ai firmei ce raspund de marketingul firmei) trebuie sa ajute firma sa creeze si sa ofere produse si servicii de calitate superioara consumatorilor vizati. Ei sunt responsabili pentru identificarea corecta a cerintelor si nevoilor consumatorilor. Ei trebuie sa transmita corect proiectantilor, informatiile referitoare la asteptarile consumatorilor. Ei trebuie sa se asigure de executia corecta si la timp a comenzilor. Ei trebuie sa verifice daca clientii au primit instructiuni corespunzatoare, pregatirea si asistenta tehnica necesare utilizarii produsului. Ei trebuie sa mentina legatura cu clientii dupa vanzare, pentru a se asigura ca acestia sunt si vor ramane satisfacuti de performantele produselor. Ei trebuie sa centralizeze ideile clientilor legate de imbunatatirea produselor si serviciilor si sa le transmita compartimentelor direct interesate. Toate aceste sarcini trebuie sa reprezinte contributia specifica a marketerilor la managementul calitatii totale si la obtinerea satisfactiei clientului.
Calitatea de la Lisa DADER este departamentul care efectueaza receptia calitativa a materiei prime si a materialelor intrate in fabrica,precum si a cablajelor lucrate care urmeaza sa plece din fabrica.Activitatea de receptie cantitativ-calitativa si depozitarea marfii conform principiilor si standardelor DRX,este coordonata de departamentul Logistica,departament ce prin sistemul complet de gestiune acopera necesarul a doua filiale din Romania:Pitesti si Timisoara si partial al filialelor din Germania ,DSV/Rottenburg.Asistat de o tehnologie complexa,personalul instruit participa atat la receptia,depozitarea si manipularea materialelor destinate productiei,cat si la evidenta stocurilor si livrarea ulterioara.Astfel,sistemul electronic al datelor gestioneaza toate operatiile de modificare a stocului din magazie,oferind posibilitatea de a lucra cu informatii corecte in timp real.
Urmarirea calitatii si verificarea materiei prime si a materialelor,conform planului de verificare specific, a comenzii de verificare si a stadiului in care se afla acestea,fac obiectul controlului la receptie a materialelor din cadrul departamentului Calitate.Receptia calitativa a marfii se efectueaza prin comparatie si masurare pe baza Planului de Verificare.Astfel, din host se extrage numarul complet de material cu indicatia ultimului stadiu de modificare si numarul desenului de material care este arhivat in Plossys.Daca se constata neconcordante referitoare la cele mentionate mai sus ,se iau masuri specifice prin blocarea marfii,aplicarea procedurilor interne prevazute pentru aceste cazuri si anuntarea reprezentantilor calitate si logistica din Timisoara daca sunt materiale destinate acestei fabrici.Se spera ca aceasta contributie a celor doua compartimente Logistica si Calitate,angrenate in acest proiect sa se dovedeasca a fi o buna masura de optimizare a muncii si calitatii produselor.
S-a acordat o atentie deosebita planificarii si calitatii,iar rezultatele nu s-au lasat asteptate si asta s-a vazut in urma auditarilor Tüv.Acest audit are loc anual,in scopul de a incredinta clientului ca sistemul de management al calitatii este asigurat,functioneaza si este in permanenta imbunatatit.Ca urmare clientul are incredere ca produsele sunt de calitate si corespund normelor internationale din domeniul industriei auto.
Daca intrebam care este cea mai mare incercare pentru firma, ni se va raspunde imediat:Certificarea Tüv,eveniment care are loc anual.(recertificarea sistemului de management al calitatii).Fiind garantul suprem al calitatii produselor,Certificarea Tüv devine astfel un deschizator de drumuri spre alte beneficii,cum ar fi noi produse pentru firma,deaceea ea isi doreste ca in continuare sa pastreze acelasi standard calitativ al produselor.
Copyright © 2025 - Toate drepturile rezervate