|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Tehnologii de finisare prin deformarea plastica a stratului superficial
1 Introducere
O varietate de procedee sunt disponibile pentru imbunatatirea rezistentei la oboseala. Aceste procedee sunt partial termice si partial mecanice (Fig.1). Prelucrarea de finisare prin deformare plastica la rece este in mod special potrivita pentru tratamentul suprafetelor de revolutie cum ar fi piese strunjite, gaurite etc. De asemenea, sculele de roluit sunt disponibile si pentru piese de forme neregulate. In trecut, roluirea adanca a fost in principal aplicata pe masini speciale. Acum, procedeul este folosit si in productia de masa pe masini universale.
|
Procedeu |
Metoda |
|
Termic |
Nitrurare |
|
Calire prin cementare |
|
|
Calire prin inductie |
|
|
Mecanic |
Rulare la rece |
|
Lovire cu ciocanul |
|
|
Sablare |
Fig.1 Tratamente de suprafata pentru imbunataitrea rezistentei la oboseala.
Rularea la rece este procesul cel mai portivit pentru a imbunatati rezistenta la oboseala a pieselor solicitate dinamic. Se elimina sau se reduce efortul de oboseala a materialului, in special pe crestaturi cum ar fi filete si umeri care poate duce la fisuri.
Rularea
la rece plasticizeaza
stratul superficial al materialului si formeaza microstructuri la suprafata piesei. Una
sau mai multe role sunt presate pe suprafata piesei de
prelucrat. In general, suprafata este prelucrata anterior rularii printr-un proces de aschiere adecvat (strunjire,
gaurire, alezare, etc.). Forta de
rulare genereaza eforturi compresive hertziene inalte la
contactul cu suprafata piesei. Dupa procesul de rulare, eforturi
compresive reziduale raman pe
suprafata pesei.
Forta de rulare se bazeaza pe 3 efecte fizice:
- Implementarea eforturilor reziduale compresive;
- Cresterea rezistentei materialului piesei in stratul superficial;
- Netezirea suprafetei ce duce la
eliminarea microneregularitatilor;
In plus, rularea la rece asigura urmatoarele avantaje semnificative in comparatie cu alte procedee:
- Efectul roluirii pe o adancime mai mare a stratului superficial;
- Eficienta ridicata prin aplicarea procedeului de rulare in aceeasi prindere cu procedeul anterior rularii;
- Usor de reprodus.
Efortul de compresiune se regaseste la o adancime de aprox. 800 μm.
2 Comparatie cu alte procedee
Rularea la rece versus sablarea cu alice metalice : In functie de diametrul rolelor sau bilelor, efortul de compresiune patrunde mai adanc si efortul rezidual ramane intr-un strat mai mare in cazul rularii.
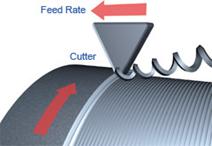
Mai mult, fortele necesare sunt generate intr-un mod foarte diferit. Granulele de otel sau sticla lovesc suprafata piesei in timpul procesului de sablare (Fig.2). Cantitatea de energie si, prin urmare, forta disponibila pentru a forma duritatea piesei depind de masa, viteza si directia unghiulara a loviturii.
|
a) b) |
Acesti trei parametri sunt influentati de multi alti parametri ca de presiunea aerului, forma duzei, distanta de la duza la piesa de prelucrat, elasticitata materialului de prelucrat, etc. Obtinerea aceleiasi calitati a suprafetei prin sablare cu alice metalice este foarte dificila. |
|
Fig.2 Rularea adanca (a) versus sablarea cu alice metalice (b). |
In mod contrar, controlul fortei de rulare este usor de realizat la metoda prin rulare. In functie de sistemul sculei de rulat, forta de rulat este generata hidraulic, mecanic sau cu arcuri. Procedeul se efectueaza pe masini unelte standard, unde este posibil sa se efectueze rularea in aceeasi prindere cu operatia anterioara.
3 Miscari
3.1 Procesul de rulare
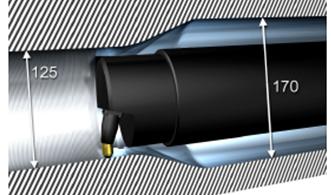
Una sau trei role profilate sunt directionate exact pe raza de racordare. Ele sunt pozitionate in diagonala, in conformitate cu Fig.3, astfel incat forta de rulare F este orientata pentru zona in care cel mai mare efort la oboseala al materialului este de asteptat. Aceasta in mod normal, este zona cea mai mare concentrare de tensiune in sarcina de lucru. Rola poate oscila, astfel incat inclinarea ei sa fia automat reglata pentru a fi perpendiculara pe intreaga portiune a razei de racordare.
|
a) |
F
n b) |
||||
|
|
|||||
![]() Precizia de
executie a razei de racordare este
realizata simultan cu distributia eforturilor reziduale de compresiune, fiind
importanta pentru fiabilitatea
piesei in exploatare. Procesul are
loc in aprox. 10 rotatii ale piesei.
In fig.3 b este redata variatia
fortei de rulare in functie de numarul
de rotaii ale piesei, unde se poate observa ca cresterea fortei este lenta pe
parcursul a 3 rotatii, apoi in
timpul a 4 rotatii se mentine
constanta, iar in timpul ultimelor 3 rotatii
scade la zero. In acest mod sunt evitate solicitarile in salturi si aparitia
crestaturilor sau fisurilor.
Precizia de
executie a razei de racordare este
realizata simultan cu distributia eforturilor reziduale de compresiune, fiind
importanta pentru fiabilitatea
piesei in exploatare. Procesul are
loc in aprox. 10 rotatii ale piesei.
In fig.3 b este redata variatia
fortei de rulare in functie de numarul
de rotaii ale piesei, unde se poate observa ca cresterea fortei este lenta pe
parcursul a 3 rotatii, apoi in
timpul a 4 rotatii se mentine
constanta, iar in timpul ultimelor 3 rotatii
scade la zero. In acest mod sunt evitate solicitarile in salturi si aparitia
crestaturilor sau fisurilor.
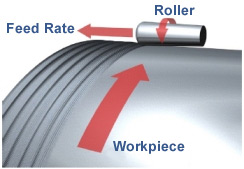
Procedeul se poate aplica si pentru prelucrarea suprafetelor cilindrice unde pe langa miscarea de rotatie a rolei se aplica si o miscare de avans longitudinal (Fig.4). Rola (sau rolele) pot fi actionate mecanic sau hidraulic (preferabil).
|
a) |
F b) |
||
|
Fig.4 Roluirea longitudinala |
|||
Rularea la rece a fost utilizata in special la piese de revolutie, aproape exclusiv. Folosind o scula "ballpoint" actionata hidraulic se pot rula si suprafete curbe , de diferite forme si dimensiuni (Fig.5).
Miscare in diferite
directii.
|
Fig.5 Roluirea cu scula "ballpoint". |
Forma sferica a sculei si miscarea in diferite directii a ei permite schimbarea directiei de avans cu angajarea totala a sculei. Forta de apasare este constanta si reglata de sistemul hidraulic al masinii unelte. |
3.2 Deformarea materialului
Rularea se bazeaza pe microformarea stratului superficial al piesei. O deformatie locala a piesei este imperativa. Fig.6 arata acest proces in cazul rularii unei raze de racordare. In prima faza a avansului radial, rola oscileaza pentru a se pozitiona perpendicular pe suprafata piesei. Profilul razei rolei este mai mic decat raza de racordare a piesei. Forta de rulare se concentreaza in zona cea mai critica a razei de racordare. Materialul din fata rolei se deplaseaza in faza de crestere a fortei de apasare cat si in faza de lucru efectiv. Deplasarea volumului de material formeaza o umflatura, o bombare in ambele fete ale rolei. Mai departe eforturile reziduale de compresiune produc o elongatie a piesei care este neglijabila in multe cazuri.
Bombare Deplasarea de material Bombare Forta de avans radial![]()
![]()
![]()

Fig.6 Deformarea locala a materialului la rularea razelor de racordare.
Rularea cu avans longitudinal are loc similar. (Fig.7). Materialul din stratul superficial curge predominant in cruce in directia de deplasare a rolei. De asemenea se formeaza bombari ale materialului in timpul rularii. Datorita cresterii lente a fortei de rulare la inceputul prelucrarii, bombarea materialului se aplatizeaza in mare masura si astfel nu are nici o influenta asupra preciziei de prelucrare. Avansul sculei este ales mai mic decat latimea traiectoriei rolei ceea ce duce la o foarte buna acoperire a suprafetei piesei.
Latimea traiectoriei
rolei Deplasarea materialului
piesei Bombare Avansul <latimea urmei
rolei Acoperirea suprafetei
>100%
![]()
![]()
![]()
Fig.7 Deformatia locala la rularea cu avans longitudinal.
Selectia metodei potrivite depinde de marimea si forma conturului piesei. Pentru raze de racordare mai mici de 2,5 mm, se utilizeaza metoda cu avans radial, iar pentru raze cuprinse intre 2,5 si 5 mm se pot utiliza ambele metode de rulare. Pentru raze mai mari de 5 mm se alege metoda cu avans longitudinal.
Avantajele utilizarii sculei "ballpoint" sunt: siguranta a procesului prin controlul continuu al fortei de rulare, tranzitie usoara a fortei de rulare la cresterea si descresterea presiunii, aplicarea locala a fortei de rulare in puncte critice, patrundere adanca a eforturilor de compresiune, acoperire mai mare de 100% a suprafetei de prelucrat, larg camp de aplicatii.
4 Prelucrarea de finisare prin procedeul de rulare la rece
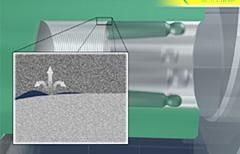
Finisarea prin rulare este un proces de prelucrare la rece, care produce o buna calitate a suprafetei prin miscarea planetara a unor role calite pe suprafete strunjite sau gaurite (Fig.8). In procesul de rulare, presiunea generata de role depaseste punctul de curgere al materialuliui piesei, la punctul de contact, avand ca rezultat o deformare plastica mica la suprafata piesei de prelucrat.
Intrucat toate suprafetele
prelucrate constau dintr-o serie de varfuri
si vai de inaltime si distante
neregulate, deformare plastica creata de role
este o deplasare de material
din varfuri catre vai. Rezultatul este o suprafata ca oglinda
cu o mare rezistenta la uzura si coroziune.
Presiune rolelor pe suprafata piesei depinde de mai multi factori ca: ductilitate materialului,
rezistenta la intindere, rugozitatea suprafetei piesei inainte de rulare,
diametrul si forma rolelor.
Piesa Rotatie Rotatie Directia avansului Rola
![]()
![]()
![]()
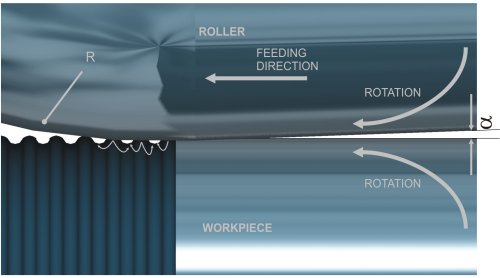
Fig.8. Procesul de finisare prin rulare la rece.
Scula de rulat incorporeaza un sistem planetar cu role durificate si conice care sunt egal asezate intr-o colivie. Cand scula este angajata in prelucrare un madrin dur cu conicitate inversa ca a rolelor le forteaza pe acestea sa se deplaseze spre suprafata piesei stabilind un auto avans caracteristic sculei.
Interactiunea dintre unghiul axei rolelor si al conicitatii inverse a mandrinului creaza presiunea necesara pentru prelucrare. Presiunea este generata din cauza ca mandrinul tinde sa depaseasca rolele pa masura ce scula avanseaza in lungul piesei. Aceasta tendinta este restrictionata de un inel al mandrinului care stabileste interactiunea axiala dintre role si mandrin. Atata timp cat cuplul role mandrin este constant scula mentine un diametru constant pe intraga lungime a piesei.
Cand avansul sculei in piesa este oprit se realizeaza autorelaxarea sculei. Cand avansul sculei in interiorul piesei este oprit, rolele continua sa avanseze pe o traiectirie elicoidala inspre mandrin pana la un punct unde diametrul este mai mic si presiunea de apasare dispare. Numai o mica miscare este necesara pentru scula pentru a iesi din contactul cu piesa si poate fi usor retrasa din piesa.
Axele rolelor sunt stabilite la un mic unghi fata de axa mandrinului si a piesei. Acest unghi face ca rolele sa se deplaseze pe o traiectirie inclinata pe suprafata piesei stabilind astfel un autoavans caracteristic sculei.
In cazurile in care nu se cere avansul sculei ca de ex. in zona umerilor sau a fundului alezajelor, scula este condusa cu axele rolelor paralele cu axa mandrinului. In acest caz scula depinde de avansul masinii pentru a prelucra lungimea piesei.
Inaltimea totala Inaltimea totala Dupa rulare Inainte de rulare![]()
![]()
Fig.9 Profilul suprafetei piesei dupa operatia anterioara si dupa rulare.
4.1 Avantajele procedeului de finisare prin rulare la rece
Exista patru avantaje ale rularii la rece::
Alte avantaje sunt:
■ reducerea frecarii;
■ reducerea nivelului de zgomot;
■ cresterea rezistentei la coroziune;
■ de marci de scule si imperfectiunilor minore ale acesteia;
■ eliminarea urmelor sculelor aschietoare;
mai curata decat honuirea sia alte operatii abrazive;
mai rapida si la un pret mai mic comparativ cu alte operatii de finiosare - referitor la dimensiune, ecruisare in secunde!
■ inlocuieste alte operatii ca: rectificarea, honuirea, lepuirea;
Operatia de finisare prin rulare la rece are o larga aplicatie la o mare varietate de piese incluzand:
■ diametre interioare;
■ diametre exterioare;
■ suprafete plane;
■ suprafete conice;
■ suprafete sferice;
■ racordari interioare si umeri(Fig.10);

Fig.10 Exemple de piese prelucrate prin rulare la rece.
Orice suprafata prelucrata prin aschiere are o structura caracteristica datorata geometriei taisului sculei si avansului de lucru. In Fig. 11a, b, sunt redate structura unei suprafete a unei piese dupa prelucrarea prin rectificare si strunjire.
|
Piesa Disc de rectificat |
Scula |
||||||
|
a) |
b) |
Fig.11 a) Suprafata
obtinuta prin scula cu geometrie nedefinita; b) Suprafata obtinuta prin
strunjire. ![]()
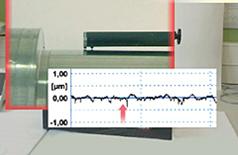
Dupa rulare se obtine o anumita rugozitate a suprafetei piesei ce trebuie sa asigure etansarea si functionarea in bune conditii a ansamblului. Rolele pot fi din carbura metalica sau din otel inalt aliat (Fig.12).
|
a) |
b) |
Fig.12 a) Distributia presiuneii de contact intre rola si suprafata piesei; b) Masurarea rugozitatii obtinute.
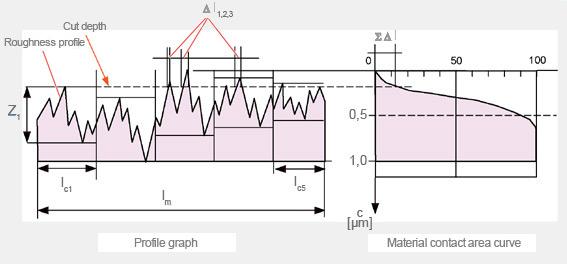
Indicatorii de calitate a suprafetei obtinute dupa rularea la rece sunt inaltimea maxima a profilului Rz si suprafata de contact Mr (Fig.13). In timpul prelucrarii prin rulare la rece rolele sunt ghidate spre suprafata piesei si deplaseaza materialul de pe varfurile microasperitatilor spre golurile dintre ele realizand o aplatizare a suprafetei marind suprafata de contact realizand si o buna calitate a suprafetei piesei prelucrtate.
Curba suprafetei de
contact Profilul sectiunii Adancimea de taiere Rugozitatea profilului
|
Lm = Distanta totala a masurarii = 5xlc; Lc = Portiune a distantei masurate; c = Adancimea de taiere; |
|
|
Fig.13 Profilul rugozitatii suprafetei si curba suprafetei de contact.
|
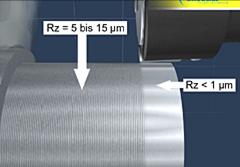
Rz <
1μm Rz =5-15μm Fig.14 Rugozitatea suprafetei inainte si dupa rulare. |
Suprafata obtinuta este de mica rugozitate (Rz < 1μm), ceea ce duce la o reducere a coeficientului de frecare. Se imbunatatesc astfel rezistenta la uzura, la coroziune si rezistenta la oboseala |
Deoarece nu are loc o reducere a volumului de material, aproximativ jumatate din rugozitatea suprafetei anterioare rularii este aplatizata si jumatate este ridicata. Rugozitate finala a suprafetei este direct proportionala cu rugozitate anterioara rularii.
Obiectivul rularii compresive este sa imbunatateasca rezistenta materialului. Forta de rulare produce in stratul superficial eforturi compresive care ridica rezistenta dinamica a materialului pe o adancime de 0,5 -0,7 mm.
Cresterea rezistentei materialului este dependenta de:
forta de rulare;
geometria rolei si a piesei;
proprietatile materialului;
numarul de rulari ale materialului.
4.2 Cinematica procesului de finisare prin rulare la rece
|
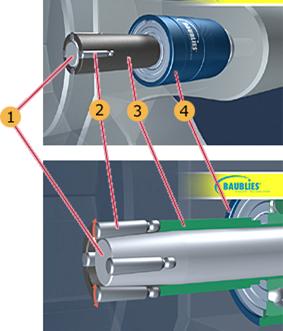
Fig.15 Cinematica procesuluii de finisare prin rulare |
Piesa de prelucrat si scula de roluit au miscari de rotatie; In timpul rularii cu mai multe role, cinematica miscarii este similara cu a rotilor dintate planetare ; In timpul prelucrarii, mandrinul conic (1) este conectat cu sistemul de prindere (4) si colivia (3) care sustine rolele (2) ce se rotesc liber (Fig.15); Forta de contact ce deformeaza materialul este generata de conicitatea mandrinului si a rolelor. |
Diametrul ce trebuie obtinut la rulare este obtinut prin deplasarea axiala a mandrinului interior (1), procedeul fiind unul de microfinisare fara producerea de aschii ca la alte procedee de finisare.
Piesele ce au o rugozitate dupa alezare sau strunjire de pana la Ra = 5 μm -50 μm pot fi finisate la Ra = 0,05 - 0,2 μm, dintr-o singura trecere a sculei, cu o viteza de avans de 150-3000 mm/min. Diametrul ce poate fi prelucrat se poate regla in incremente de 0,002 mm in cateva secunde. Datorita cresterii duritatii suprafetei piesei se poate elimina tratamentul termic ulterior ca mijloc de imbunatatire a rezistentei la uzura. Deformatia plastica conduce la aparitia eforturilor de compresiune reziduale care au ca efect cresterea rezistentei la oboseala.
4.3 Pregatirea piesei si parametrii specifici operatiei de finisare prin rulare la rece
Toate materialele ce se pot deforma plastic se por prelucra prin rularea la rece. Daca se utilizeaza role din otel aliat trebiue ca materialul piesei sa nu depaseasca duritatea de 45 HRC, iar daca rolele sunt din diamant sintetic atunci duritatea materialului poate sa fie de max. 60 HRC. Deoarece prin rularea la rece nu se indeparteaza material, atunci numai rugozitatea suprafetei rolelor influenteaza rugozitatea obtinuta. De aceea rugozitatea rolelor va fi egala cu rugozitatea piesei.
Metoda de finisare prin rulare la rece nu necesita utilizarea unor masini speciale, se pot utiliza masinile existente in sectiile de productie ca: masini de frezat, strunguri, masini de gaurit, strunguri cu cimanda numerica, centre de prelucrare, etc. Se utilizeaza metoda prelucrarii dintr-o singura prindere a piesei, crescand astfel productivitatea si precizia de executie.
|
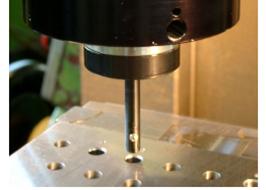
Fig.16 Curatirea piesei inainte de rulare. |
Inainte de prelucrarea prin rulare se utilizeaza o mica cantitate de lichid de racire-ungere de mica vascozitate (Fig.16). Acest lichid va fi folosit si in timpul rularii pentru a indeparta diverse particule de material si pentru a prelungi durabilitatea rolelor. |
Durabilitatea rolelor folosite la prelucrare este foarte mare. Se pot utiliza rolele la un numar de piese cuprins intre 15-25000 operatii. Se pot face apoi mici ajustari de dimensiune si se poste contiunua lucrul cu aceleasi role.
Reglarea rolelor la dimensiunea necesara se face intr-un timp scurt, de cateva minute si nu necesita pregatire speciala din partea operatorilor la masina. Deoarece necesarul de putere in timpul operatiei de rulare la rece nu este mare, se simplifica si constructia dispozitivelor necesare fixarii si pozitionarii piesei in vederea prelucrarii.
Sculele de roluit sunt interschimbabile si sunt grupate pe seturi de dimensiuni ale pieselor ce trebuie prelucrate. Numai carcasa, mandrinul si rolele se schimba restul elementelor raman aceleasi reducand astfel costurile cu peste 50%.
Adaosul de prelucrare. Inaintea prelucraii de finisare prin rulare la rece trebuie lasat un adaos de prelucrare care variaza in functie de proprietatile materialuluii piesei, grosimea peretelui piesei, natura suprafetei de prelucrat, calitatea suprafetei ce trebuie obtinuta.
In tabelul 1 este redat adaosul de prelucrare pentru prelucrari exterioare si interioare, care poate fi considerat informativ, valoarea exacta stabilindu-se experimental pentru fiecare caz in parte. Daca se alege un adaos de prelucrare mai mare se pot uza prematur rolele si suprafata piesei se poate exfolia.
Tabelul 1. Adaosul de prelucrare la finisarea prin rulare la rece.
|
Domeniul de dimensiuni ale piesei de prelucrat [mm] |
Suprafete interioare |
Suprafete exterioare |
|||||||||
|
Adaos de prelucrare [mm] |
Rugozitatea suprafetei Ra [μm] |
Adaos de prelucrare [mm] |
Rugozitatea suprafetei Ra [μm] |
||||||||
|
Anterior rularii |
Dupa rulare |
Anterior rularii |
Dupa rulare |
||||||||
|
Ductilitate inalta a materialului | |||||||||||
|
Ductilitate redusa a materialului |
| ||||||||||
Rola
Materiale ductile se considera acele materiale ce au elongatia mai mare de 18%
si duritatea mai mica de 32 HRC. Printre acestea se numara: otel normalizat, otel
inoxidabil, aluminiu, alama, bronz. Printre materialele slab ductile se numara: fonta cenusie, fonta modulara, otel tratat
termic, aliaje de magneziu, aliaje de cupru.
|
Piesa (n) Avansul (s) Fig.17 Parametrii rularii la rece. |
Avansul. Daca se utilizeaza scule de roluit cu asezarea inclinata a rolelor, atunci avansul se executa automat din constructia sculei iar avansul masinii trebuie sa fie mai mic cu 10-20% decat avansul ce rezulta din inclinatia rolei. |
In cazul prelucrarilor gaurilor infundate, atunci rolele au axa paralela cu corpul sculei si este nevoie de avansul masinii unelte utilizate. In acest caz este necesar un minim joc intre capatul rolei si fundul gaurii (min.3mm), pentru a putea prelucra cat mai aproape de fundul alezajului.
Viteza de rotatie. Atat scula cat si piesa pot avea miscare de rotatie. Viteza de rotatie nu este critica, dar o viteza prea mare poate cauza reducerea durabilitatii sculei. Tabelul 2 reda valori ale avansului si vitezei pentru cateva cazuri mai frecvent utilizate.
Tabelul 2. Avansul si viteza la rularea suprafetelor interioere si exterioare.
|
Diametrul piesei |
Suprafete interioare |
Suprafete exterioare |
||||
|
Viteza de rotatie [rot/ min] |
Avansul [mm/rot] |
Viteza de rotatie [rot/min] |
Avansul [mm/rot] |
|||
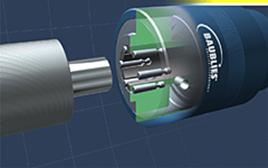
4.4 Scule de rulat suprafete interioare
La inceput se introduce capul de rulat in alezaj apoi se avanseaza mandrinul conic pana ce rolele ating suprafata piesei. In timpul rularii se exercita o miscare de avans pentru realizarea dimensiunii si a rugozitatii cerute (Fig.18).
L = 190 L = 120
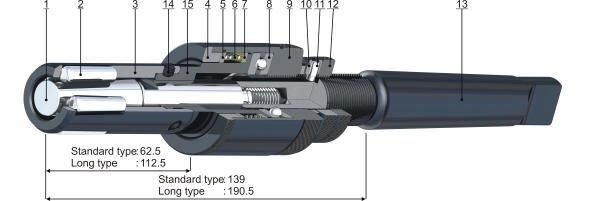
1. Mandrin conic, 2. Rola, 3. Carcasa, 4. Piulita, 5. Inel, 6. Arc, 7. Inel, 8. Rulment axial, 9. Corp, 10, Inel reglare, 11. Ac de rulment, 12. Inel de blocare, Coada, 14. Prezon, 15. Bucsa manson.
Fig.18 Cap de rulat suprafete interioare.
Coada Ltotal Lnom D nom Diametrul de prindere![]()
![]()
![]()
![]()
a)
1. Rola; 2. Mandrin; 3. Carcasa ; 4. Manson ; 5. Support.
b)
Fig.19 Cap de rulat pentru gauri strapunse; b ) pentru gauri infundate.
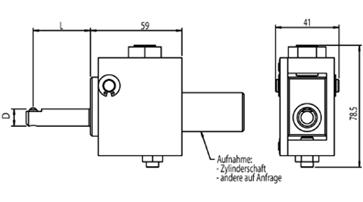
4.5 Scule de rulat suprafete exterioare
|
a) |
b) |
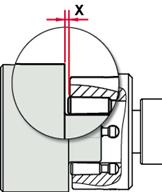
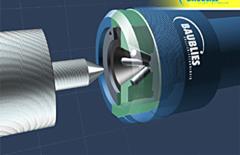
Fig.19 Cap de rulat suprafete exterioare.
Prelucrare: pana la marginea umarului: X= 0,7 mm;
Domeniul de lucru: Ø = 15-30 mm;
Domeniul de reglare: -0,2 - +0,1 mm;
1. Rola; 2. Inel de rulare;
3. Carcasa; 4. Suport. Ltotal Coada Dnom Lnom Suport
![]()
![]()
Fig.20 Cap de rulat suprafete exterioare.
14.6 Scule de rulat suprafete conice exterioare
|
a) |
Conicitate Coada cilindrica sau
conica b) |
Fig.20 Cap de rulat suprafete conice exterioare.
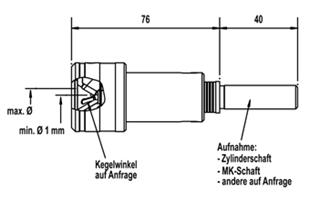
Prelucrare: conicitati exterioare;
Domeniul de lucru: de la Ø 1mm ;
Numarul de role : in functie de diametru.
14.7 Scule de rulat suprafete plane
Acest tip de scule sunt formate dintr-un corp si un cap cu role (Fig.21). Corpul sculei este format dintr-o carcasa echipata cu un sistem de arcuri si o coada cilindrica sau conica de fixare in masina unealta folosita. Capul de rulat consta in carcasa, con si role alese in functie de dimensiunile de prelucrat.
![]()

Fig.21 Cap de rulat suprafete plane.
15 Prelucraea cu o singura rola
Aceste tipuri de scule se utilizeaza pentru prelucrarea pieselor de orice marime si configuratie pe strunguri universale, cu comanda numerica, centre de prelucrare (Fig.22, 23). Sunt formate dintr-un cap port rola si un suport, unde rola este fixata intr-un mecanism cu un arc de compresiune. Pentru prelucrari interioare, capul port rola se fixeaza intr-o bara similara cu cea de alezat. Rolele sunt executate din carburi metalice sau otel inalt aliat. Calitatea suprafetei obtinuta este de Ra = 0,13-0,20 μm.
|
a) |
b) |
Fig.22 Cap de rulat cu o singura rola: a) pentru suprafete interioare; b) pentru suprafete exterioare.
Fig.23 Cap de rulat pentru prelucrari exterioare si frontale.
16 Scule de rulat cu diamante
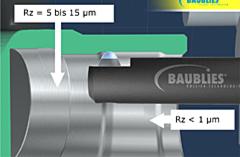
Capetele de rulat din diamant sintetic sunt utilizate pentru a realiza o inalta calitate a suprafetei pieselor la suprafete exterioare, interioare sau profilate. Se pot utiliza la materiale ca: otel carbon, aliaje de fonta, la materiale feroase si neferoase. Se pot atasa la strunguri univerasale, cu comanda numerica sau centre de prelucrare, atat la suprafete continue cat si discontinue (arbori cu locas de pana, cu gauri de bolturi, etc.).
|
Rz <
1μm Rz = 5 -15μm a) |
Coada cilindrica b) |
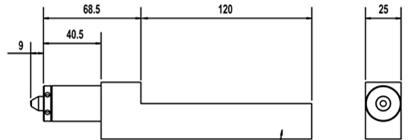
Fig.24 Capete de rulat cu diamant:a, b) pentru suprafete interioare; b) pentru suprafete exterioare.
17 Moletarea si rularea succesiva
Moletarea urmata de rulare este un procedeu inovativ care a fost dezvoltat in industria de autovehicule pentru piese noi sau uzate. Prin acest procedeu, in prima faza, alezajele devin mai mici, iar arborii mai mari. Acest procedeu este superior altor procedee de recuperare a pieselor uzate sau executate gresit, ca de ex.metalizarea. Prin metalizare se intampla ca materialul sa nu se depuna uniform pe circumferinta alezajelor sau arborilor si este necesara apoi o prelucrare ulterioara cu noi costuri.
Procedeul de moletare si rulare succesiva elimina aceste inconveniente ale metalizarii in doua faze si doua scule. In prima faza, scula de moletat (randalinat) ridica materialul de la alezajele prea mari sau arborii prea mici ca diametru (Fig.25).
|
Fig.25 Scula de moletat (randalinat). |
In a doua faza, scula de rulat aduce piesele la diametrul si calitatea dorita. Cele doua faze se realizeaza in cateva secunde. In plus, prin acest procedeu creste suprafata de contact cu aprox. 35% , eliminandu-se alte procedee de finisare, si crescand rezistenta la uzura. |
Modul de lucru. Un alezaj cu un diametru mai mare decat se cere in documentatia tehnica poate fi rezultatul unei prelucrari gresite sau a unei uzuri excesive. Procesul de recuperare a piesei contine doi pasi asa cu se reda in Fig. 26.


a) b) c)
Fig.26 Procedeul de moletare si rulare succesiva. a) piesa cu alezaj in afara tolerantei; b) moletarea ; c) rularea.
Procedeul se poate aplica atat cu piesa in miscare de rotatie cat si cu scula in miscare de rotatie. Orice material ductil se poate prelucra prin aceasta metoda: aluminiu, alama, bronz, fonta maleabila, otel (cu duritatea mai mica de 40 HRC). Valorile avansului si miscarii de rotatie (aprox. aceleasi valori de la operatia de gaurire), sunt redate in Tabelul 3.
Tabelul 3. Avansul si viteza de rotatie la moletare-rulare succesiva.
|
Material |
Miscarea de rotatie [rot/min] |
Avansul [mm/rot] |
|
Aluminiu si alama | ||
|
Otel cu plumb | ||
|
Otel carbon | ||
|
Fonta cenusie | ||
|
Otel aliat |
Avansul se poate executa si manual. Dar se recomanda sa se utilizeze avansul masinii pe care se execuata operatia. Se poate folosi un lichid de racire iar daca se renunta la el, atunci valorile avansului si miscarii de rotatie se vor reduce cu doua treimi. Scula nu necesita o pozitionare precisa, in cele mai multe cazuri atat piesa cat si scula pot avea un grad de libertate pentru autocentrare similar cu honuirea.
Valorile curente de modificare a diametrului pieselor dupa moletare sunt: 0,15 mm pentru fonta maleabila, 0,2 mm pentru otel, 0,25 mm pentru bronz, si 0,30 mm pentru aluminiu.
18 Prelucrarea de finisare prin ecruisare
Sculele utilizate la prelucrarea prin ecruisare combina miscarea de rulare cu actiunea de lovire a suprafetei piesei cu un numar de role ce se rotesc cu o viteza mare intr-o carcasa (Fig.27).
|
Fig.27 Principul de lucru la finsarea prin ecruisare. |
Pe masura ce corpul sculei se roteste cu viteza mare, rolele se rotesc in jurul axei lor, se ridica si revin in pozitie initiala pe un arbore prevazut cu proeminente. In acest mod rolele lovesc suprafata piesei de pana la 200000 ori intr-un minut, microneregularitatile suprafetei piesei fiind aplatisate, ecruisate si rezultand o buna caliatate a rugozitatii. |
Utilizarea acestei metode de finisare se face in urmatoarele cazuri:
pentru piese cu pereti subtiri, eliminandu-se efectul de forma butoi de la alte procedee;
pentru piese cu pereti cu grosime neregulata;
- in aplicatii unde se cere ca sa ramana pe suprafata piesei mici amprente , pori pentru retinerea uleiului (lagare);
- pentru piese ce tolerante foarte stranse (0,002mm), crescand si duritatea cu 10-30%;
Sculele utilizate la finisarea prin ecruisare sunt prevazute cu trei pozitii de utilizare a rolelor pe arborele cu came. Cand pozitia 1 a camelor se uzeaza , carcasa cu role se muta in pozitia 2 si apoi 3 prin reasezarea bucselor distantiere. Rolele sunt in seturi de diametre cu diferente de vaori de 0,0025 mm si scula se regleaza in domenii de diametre de pana la 0,05 mm.
Lmax
|
Lmin Lt a) |
b) |
Fig.28 a) scula de finisare prin ecruisare; b) cele trei pozitii de utilizare a sculei.
Diametrul efectiv al sculei pentru obtinerea unui diametru al alezajului se masoara diametral peste came (Fig.29).
|
Defectiv Diametrul arborelui
peste came Fig.29 Calcularea diametrului efectiv al sculei. |
Valoarea diametrului efectiv al sculei este egala cu diametrul maxim al alezajului plus revenirea elastica a materialuluii piesei (Tabelul 4). Se alege diametrul maxim pentru compensarea uzurii sculei si a o mentine in limitele tolerantei piesei. |
![]() Tabelul
4. Revenirea elastica a materialului.
Tabelul
4. Revenirea elastica a materialului.
|
Material |
Diametre intre 4-12 mm |
Diametre mai mari de 12 mm |
|
Otel inoxidabil | ||
|
Otel carbon | ||
|
Fonta | ||
|
Alama | ||
|
Aluminiu |
Sculele utilizate sunt stocate in domeniul de diametre cuprins intre 4,5 - 50 mm, cu o crestere a diametrului de la o scula la alta de 0,1 mm.
Orice masini unealta ce poate asigura miscarea de rotatie a sculei (masini de gaurit, strunguri, etc) poate fi utilizata. Orice material ductil poate fi prelucrat - sinterizat, laminat, turnat, forjat, extrudat - cu max 38 HRC.
Pregatirea initiala a materialului este esentiala, deoarece trebuie sa se asigure o variatie a diametrului de max. 0,025 mm la materiale dure si 0,07 mm la materiale sinterizate.
Rolele utilizate sunt executate in incrementi de 0,0025 mm si dimensiunea dorita a diametrului sculei se stabileste numai prin schimbare rolelor. Un set de role are un domeniu de lucru de aprox. 0,1 mm
In timpul lucrului se utilizeaza un lichid de ungere pe baza de ulei cu vascozitate redusa, iar pentru fonta se utilizeaza o solutie minerala cu apa solubila.
19 Aplicatii ale procedeului de finisare prin rulare la rece
Aceasta metoda de prelucrare se utilizeaza in special la urmatoarele tipuri de piese:
piese supuse la oboseala, la solicitari ciclice;
piese cu modificari de sectiuni, urme de la prelucrarile anterioare, muchii ascutite, etc.;
- oboseala cauzata de eforturi reziduale de la operatiile precedente ca sudura, prelucrari prin aschiere, tratamente termice;
- piese care pot crapa la eforturi de coroziune;
Printre avantajele acestui procedeu de finisare se numara:
timp scurt de prelucrare;
nu necesita reglaje suplimentare;
- durabilitate mare a sculelor;
- investitii mici deoarece se pot folosi masinile unelte existente;
Componente ale motoarelor si cutiilor de viteze. La piese din constructia motoarelor unde sunt solicitari dinamice si termice mari procedeul se utilizeaza mai ales la finisarea razelor de racordare pentru a creste rezistenta la oboseala de 2,5 ori (Fig.30).

Fig. 30 Roluirea supapelor de motor.
Bucsa cilindrilor este montata in blocul motor prin intermediul unui inel la marginea flansei. In acest loc apar tensiuni mari si este necesara o rulare a razei de racoradare asa cu se vede in Fig.31.
![]()
|
a) |
Scula pentru roluirea razei de racordare. b) |
Fig.31 Finisarea razelor de racordare la bucsa cilinrilor.
|
Fig.32 Roluirea razelor de racordare la arbori cotiti. |
Razele de racordare ale arborilor cotiti sunt de asemenea amorse de ruptura daca nu sunt bine prelucrate. Roluirea rezolva aceasta problema in cele mai multe cazuri (Fig.32). |
Fuzetele sunt elemente ale autovehiculelor intens solicitate la oboseala. In Fig.33 sunt redate utilizarea rularii de finisare la razele de racordare si la zona unde se monteaza rulmentul.
|
a) |
b) |
Fig.33 Finisarea prin rulare a razei de racordare si palierului de montare a rulmentului.
|
Fig.34 Finisarea cu piesa fixa si scula rotitoare. |
Daca masa fuzetei este distribuita excentric atunci pentru a evita aparitia vibratiilor se mentine piesa fixa si se roteste scula, asa cum se arata in Fig.34. |
Piesele sunt solicitate la oboseala si in zona degajarilor filetelor, unde incarcarea dinamica este mare si pot aparea fisuri si ruperea pieaei (Fig.35).
|
Fig.35 Finisarea degajarilor la filete. |
Utilizand finisarea prin rulare cu avans longitudinal sau transversal (pentru raze mai mici de 4 mm) se evita aparitia amorselor de ruptura. Timpul se pucru este foarte mic, operatia avand loc pe parcursul a 10-15 rotatii ale piesei. |
Finisarea prin rulare se poate utiliza si la rularea filetelor unde sunt surse de tensiuni ce produc fisuri (Fig.36).
|
Fig.35 Finisarea prin rulare a filetelor. |
Procesul de rulare se concentraza mai ales la radacina filetului, iar profilul se copiaza dupa scula folosita. Rolele pot avea un grad de libertate axial pentru a compensa abaterile dintre avansul masinii si numarul de inceputuri ale filetului. |
Procedeul de finisare prin rulare se utilizeaza si la prelucrarea gaurilor in carcase, arbori si flanse unde sunt concentratori de tensiuni. Prin rulare se poate elimina efectul de crestare datorita gaurii sau poate fi redus in mare masura.
In Fig.36 este redata utilizarea finisarii prin rulare la gauri infundate la un disc de turbina.
Fig.36 Rulare de finisare a gaurilor infundate.
Concentratori de tensiune sunt si la alezaje in trepte datorita rugozitatii diferite a suprafetei. In Fig.37a este aratat un exemplu de finisare prin rulare la un alezaj in trepte, iar in Fig.37b la alezaje de mici dimensiuni (Ø 6mm) la o flansa de lagatura la turbinele de avion.
|
a) |
b) |
Fig.37 Finisarea prin rulare la alezaje in trepte si la diametre mici.
Copyright © 2025 - Toate drepturile rezervate