|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
TAIEREA CU FLACARA DE GAZE
Taierea cu flacara de gaze si oxigen a metalelor, fata de taierea mecanica, prezinta avantajul ca pot fi obtinute productivitati mult mai mari si suprafete taiate de calitate corespunzatoare celor taiate mecanic.
Daca un metal este incalzit pana la temperatura de aprindere in oxigen el arde in jetul de oxigen dezvoltand o mare cantitate de caldura , mentinandu-se astfel arderea metalului; pe aceasta proprietate se bazeaza taierea metalelor cu flacara de gaze si oxigen .Acest proces da rezultate foarte bune, daca se produc intens oxizii metalului la temperaturi inferioare temperaturii de topire a metalului respectiv . Otelurile, in special cele cu continut redus de carbon, au aceasta proprietate , deoarece temperatura de topire este de peste 1480ºC, iar temperatura de aprindere in oxigen de circa 1100 ºC . Zgura care rezulta din ardere are o temperatura sub 1480ºC, astfel incat produsele de ardere pot fi usor eliminate, fara sa se produca topirea otelului . Oxizii care rezulta sunt foarte fluizi , astfel incat jetul de oxigen ii indeparteaza usor din rost , iar marginile taieturii rezulta foarte netede.
Daca continutul de carbon din otel creste , atunci temperatura de topire scade , in schimb cea de ardere in oxigen creste , din care cauza taierea este mai dificila. Astfel daca continutul de carbon in otel este de circa 0,70%, atat temperatura de aprindere in oxigen , cat si cea de topire, devin aproape egale, de circa 1300ºC, ceea ce ingreuneaza procesul de taiere. La continuturi de carbon mai mari, temperatura de aprindere in oxigen creste , iar temperatura de topire scade; din aceasta cauza, otelurile cu continut mare de carbon si fontele nu pot fi taiate cu flacara decat daca se folosesc suplimentar fluxuri care sa fluidizeze oxizii formati si sa micsoreze temperatura de formare a acestora. De exemplu, la fonta cu 2,5% C , temperatura de topire sete de circa 1250ºC, iar cea de aprindere in oxigen de circa 1400ºC .
Pentru taiere se folosesc suflaiuri speciale, cu care dupa ce flacara aduce metalul de taiat la temperatura de ardere in oxigen, se da drumul unui jet de oxigen, se da drumul unui jet de oxigen, care arde metalul. La otelurile cu continut redus de carbon sau slab aliate, cantitatea de caldura degajata prin ardere este de 5-10 ori mai mare decat caldura degajata de flacara de incalzire , ceeea ce are drept efect mentinerea continua a arderii, iar ca rezultat - taierea. Flacara totusi este mentinuta in continuare, pentru ca taierea sa se produca continuu, deoarece detenta oxigenului poate raci locul de taiere si intrerupe procesul.
Otelurile inalt aliate, fontele, metalele neferoase si aliajele lor , nu satisfac conditiile aratate pentru taierea otelului cu continut redus de carbon, deoarece temperaturile de aprindere in oxigen sunt superioare temperaturilor de topire. Metalele neferoase au si conductivitate termica mai mare, iar oxizii lor se formeaza la temperaturi de topire superioare temperaturilor de topire ale metalelor respective , din care cauza taieturile cu flacara de gaze si oxigen nu pot fi realizate in conditii de calitate corespunzatoare.
Daca otelul, chiar cu continut de carbon redus contine elemente de aliere greu fuzibile, sau elemente care formeaza zguri greu fuzibile , de exemplu crom, molibden , siliciu, wolfram etc. , taierea devine forte dificila. In schimb, alte elemente , cum este de exemplu manganul, favorizeaza taierea , astfel incat otelurile manganoase cu 12-14% Mn se taie in conditii foarte bune , desi continutul de carbon din aceste oteluri depaseste 1%.
Pentru taierea materialelor ce nu satisfac conditiile aratate , se folosesc fluxuri care fluidizeaza zgurile formate , in acest caz obtinandu-se taieturi, insa de calitateinferioara, cu rugozitati, astfel incat dupa taiere sunt necesare prelucrari mecanice.
flacari a carei temperatura este de 150. 200ºC mai mare decat a flacarii neutre , folosite la sudare.
Pentru ca procesul de taiere sa se desfasoare continuu, flacara trebuie mentinuta pe intrega durata a operatiei de taiere. Mentinerea flacarii mai prezinta si avantajul ca nu permite ca zgura formata pe marginile taiate sa se solidifice; de asemenea, flacara ajuta si la fluidizarea si indepartarea tundarului de pe suprafetele pieselor de taiat. Se recomanda insa ca puterea flacarii in timpul operatiei de taiere sa fie micsorata, ceea ce prezinta avantajul obtinerii unor suprafete taiate de calitate superioara; totodata crestele superioare ale taieturilor nu sunt aduse la topire , ceea ce ar constitui defecte ale taieturilor. O putere mai redusa a flacarii conduce si la un consum mai mic de gaz combustibil.
Pentru taiere se va mentine distanta dintre bec si piesa
de taiat la valorile date in tabelul 1 ,
iar pentru arzatoarele de gaze naturale , distanta se va mari cu 3-
Timpul de incalzire pana la temperatura de aprindere ,
respectiv pana la pornirea jetului de oxigen , este de 5 pna la 20 s pentru
table de otel cu continut redus de carbon , cu grosimea de la 5 la
Tab. 1
Grosimea metalului de taiat , mm | |||||
|
Nr. becului exterior Nr. becului interior Distanta bec-piesa de sudat , mm Consumul de acetilena , l/h Presiunea oxigenului , daN/cm² Consumul de oxigen , l/h Latimea taieturii , mm |
La inceputul taierii , becul se mentine perpendicular
fata de tabla , numai in cazul cand se lucreaza cu viteze mai mari fata de cele
recomandate , iar la aparitia striurilor de intarziere la partea inferioara
pentru table de grosimi pana la
Puritatea oxigenului de taiere este foarte importanta , si de aceea se recomanda folosirea oxigenului de tip 99; calitatea taieturii se inrautateste si viteza de taiere scade la folosirea oxigenului tip 98 sau tip 97.
Pe o adancime de 1,5-
Consumurile specifice de oxigen si acetilena , precum si regimurile de taiere recomandate pentru table de otel de diferite grosimi cu continut redus de carbon sunt date in tabelul 2.
La taiere, in cazul cand regimurilor indicate nu sunt respectate , se pot forma defecte , ca: topirea crestelor superioare, striuri de intarziere la marginile inferioare , smulgeri de material, santuri etc.
Consumurile specifice de oxigen si acetilena si regimurile de taiere pentru otel cu continut redus de carbon
|
Grosimea tablei de taiat, mm |
Nr. becuri |
Distanta dintre bec si material, mm |
Presiunea oxigenului , daN/mm² |
Viteza de taiere Cm/min |
Consumul de acetilena l/m |
Consumul de oxigen l/m |
|
|
exterior |
interior |
||||||
In locul acetilenei sau al gazelor naturale pot fi folosite si lichide combustibile, ca petrol lampant, benzina si benzen, in care caz sunt necesare suflaiuri, lichidul combustibil este evaporat si antrenat de oxigenul flacarii de incalzire.
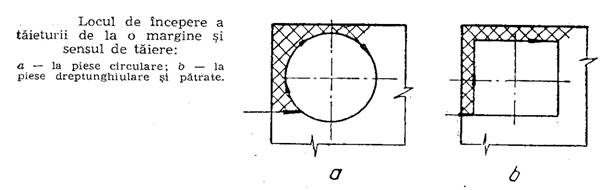
Locul de incepere a taierii si sensul de taiere sunt foarte importante pentru piesele taiate , in vederea prevenirii deformatiilor si obtinerii dimensiunilor corecte ale pieselor taiate. In general, la inceputul taierii se taie partile cele mai subtiri , ce vor rezulta ca deseuri, pentru ca piesa sa fie cat mai mult mentinuta de catre partile mai solide ale placilor din care se decupeaza piesa. Astfel, o piesa circulara se va taia conform figurii a , adica se va taia intai partea subtire (hasurata), si apoi partile mari; la fel se executa taierea pieselor dreptunghiulare sau patrate (fig.b)
In cazul cand taierea se incepe din plinul tablei, in
prealabil se executa cu burghiul o
gaura cu diametrul de
Arzatorul de taiere poate fi folosit si la prelucrarea pieselor cilindrice sau plane prin rabotare sau scobire. In acest caz, arzatorul este inclinat inainte in functie de grosimea necesara de scobit. Scobirea este folosita la indepartarea defectelor de pe suprafatele produselor turnate sau laminate .
Tablele subtiri si de grosime mijlocie pot fi taiate si in pachet; inainte de a fi stranse in pachet se planeaza pentru ca interstitiile dintre ele sa fie minime. Strangerea lor se face cu scoabe. Aceasta metoda de taiere este foarte productiva, deoarece se realizeaza economii mari de material si de timp de taiere.
Procedeele de taiere sunt larg folosite , in special cu utilizarea gazelor naturale , care sunt ieftine; totodata se obtin taieri de calitate superioara.
Taierea la diferite temperaturi
In intreprinderile
sidelurgice, taierea la temperaturi inalte este o operatie curenta, deoarece in procesul tehnologic semifabricatele sunt
incalzite , astfel incat operatia de taiere poate fi inclusa pe fluxul de fabricatie cand materialul se afla in stare calda. In acest caz, operatiile de
aducere si de rasturnarea a blocurilor, bramelor si taglelor sunt mecanizate si se dispune de masini de taiere corespunzatoare taierii
la cald. Pentru taierea materialelor cu grosimea de 50.100 mm, vitezele de taiere la temperaturi de
Reglarea flacarii si
deci consumul de gaz este independent de temperatura materialului, insa tinand
seama de vitezele mari de taiere care pot fi obtinute , rezulta importante
economii de gaze. Rosturile care rezulta la taierea metalului cald sunt mai
late cu circa 20% fata de taierea la rece (
Taierea la cald , la
fel ca si taierea la rece, este avantajos sa fie executata pe lungimi cat mai
mari. Astfel, pentru taierea blocurilor cu grosime de
Taierea cu oxigen si pulbere
Otelurile aliate si inalt aliate contin elemente de aliere care la taierea cu flacara ingreuneaza procesul de ardere din cauza formarii oxizilor greu fuzibili.
Acesti oxizi impiedica accesul oxigenului pe suprafata metalului ; de aceea, pentru taiere se recurge la introducerea suplimentara de pulberi metalice sau pulberi abrazive. Arderea pulberilor metalice de fier, introduse in jetul de oxigen de taiere, degaja o cantitate suplimentara de caldura, care topeste oxizii greu fuzibili. Indepartarea acestora de catre suflul de oxigen are loc o data cu ceilalti oxizi formati, sub forma unei zguri fluide. Folosirea pulberilor abrazive se bazeaza pe actiunea mecanica de indepartare a oxizilor greu fuzibili formati, insa rezultatele sunt mai slabe , iar costul taierii ceva mai ridicat. Ca pulberi abrazive se folosesc nisipul cuartos sau carbonatul de calciu (calcit). Nisipul cuartos mai prezinta dezavantajul ca degaja gaze toxice.
Pulberile metalice cele mai folosite la taiere sunt pulberile de fier de granulatie fina sau amestecuri de pulbere de fier cu pulbere de aluminiu. Prin actiunea lor termochimica dau cele mai bune rezultate , iar produsele de ordine nu sunt toxice.
Pentru
taierea otelurilor inalt aliate , pulberile de fier trebuie sa aiba un continut
de minimum 98,5% Fe si maximum 0,1% C si
un continut cat mai mic de O2 sub forma
de oxizi. Granulatia trebuie sa fie sub
Cu rezultate mai bune se foloseste amestecul de 85% pulbere de fier si 15% pulbere de aluminiu. Pulberea de aluminiu are rolul de a mari viteza de reactie , marind totodata si caldura degajata de oxizii de aluminiu formati, care dizolva oxizii de fier si de crom, rezultand viteze mari de taiere.
Pentru taiere sunt necesare suflaiuri speciale si buncare de pulbere . Suflaiurile , in afara de orificiile pentru amestecul de gaz combustibil si oxigen necesar flacarii si pentru oxigenul de taiere , mai contin si un orificiu pentru pulberea metalica. Dupa ce locul de inceput de taiere a fost adus la temperatura de ardere necesara, se apasa pe parghia oxigenului de taiere si a pulberii, imprimandu-se totodata suflaiului viteza necesara de inaintare pentru taiere.
Cu flacara si pulberi metalice se taie: otelurile cu continut marit de carbon, fontele, otelurile inalt aliate inoxidabile si refractare etc.
Suflaiurile pentru taiere cu pulbere pot fi folosite si la curatirea suprafetelor , prin indepartarea defectelor de pe suprafetele exterioare ale blocurilor , bramelor etc. La aceste suflaiuri , cele mai bune rezultate se obtin cu pulberea adusa printr-un ajutaj separat in capul suflaiului.
Taierea automata
Mecanizarea si automatizarea operatiei de taiere se face prin folosirea masinilor de taiere cu flacara de gaze astfel incat dirijarea flacarii si a jetului de oxigen de taiere sa nu se mai execute cu suflaiuri manuale dupa linia de taiere trasata in prealsabil pe piesa de lucru , ci aceasta operatie sa fie executata cu suflaiuri montate pe o masina. Operatia trebuie astfel condusa , incat dupa taiere sa nu mai fie necesara nici o operatie de prelucrare , de asemenea taierea sa fie executata simultan cu suflaiuri multiple, in vederea obtinerii de productivitati cat mai mari.
Economicitatea folosirii masinilor de taiere este in functie de numerosi factori : capacitatea de taiere a masinii, numarul de suflaiuri ale masinii cu care se executa simultan taierea pieselor respective , productivitatea instalatiei , cota de amortizare a investitiilor etc.
Masinile de taiere cu flacara de gaze sunt considerate masini unelte , la care scula de prelucrare este suflaiul; taierea nu se face prin contactul direct al sculei, prin separarea pieselor taiate , care se obtine prin deplasarea suflaiurilor de taiere la distanta necesara grosimii respective supuse operatiei.
Daca insa seria de taiat permite introducerea unei masini de taiere, este indicata folosirea acestor masini , deoarece se pot obtine suprafete taiate de calitate atat in privinta dimensiunilor pieselor , cat si a rugozitatii suprafetelor.
Pentru serii mari de piese se recomanda masinile la care nu numai taierea se face automat , ci la care si comanda operatiei de taiere este automatizata, cu posibilitatea folosirii mecanismelor centrale de antrenare cu fotoscop si a mai multor suflaiuri , ceea ce conduce la obtinerea de piese precise , de o calitate superioara a taieturilor la un pret de cost redus.
Tinand cont ca in prezent , sunt folosite procedee de sudare sub flux
si in mediu de gaz protector si pentru ca sa nu mai fie folosita sudarea
manuala la radacina rosturilor din cauza
impreciziei taieturilor, devine absolut necesara o precizie mare a
tablelor taiate, posibila de realizat cu
masinile moderne de taiere. Pentru sudarea complet automata a unor rosturi
lungi de 10.12 m, este necesar ca variatii ale dimensiunilor rosturilor sunt
indicate chiar pentru lungimi de ±
In prezent, masinile mari poentru taiere automata sunt echipate cu agregate complexe cu trei suflaiuri , care la lungimi mari executa dintr-o singura trecere rosturi in XY si K cu precizia necesara.
Masinile moderne de taiere automata, echipate cu suflaiuri multiple mai sunt echipate si cu reglarea automata capacitiva a distantei bec-piesa de taiat si chiar daca tablele de taiat prezinta ondulatii, distanta bec- piesa este mentinuta, ceea ce conduce la obtinerea de taieturi precise de calitate superioara.
1.6 Calitatea taieturilor
Obtinerea taieturilor de calitate se realizeaza cu viteze de taiere mentinute la valori absolut constante , prevazute in tehnologie ,
pentru grosimea respectiva de metal. La taierea manuala , viteza
In cazul unei taieri mecanizate si la o reglare corespunzatoare a gazelor, a oxigenului de taiere si a unei viteze corespunzatoare , se poate obtine o taiere cu o rugozitate comparabila cu cea a suprafetelor finisate obtinute prin prelucrari mecanice.
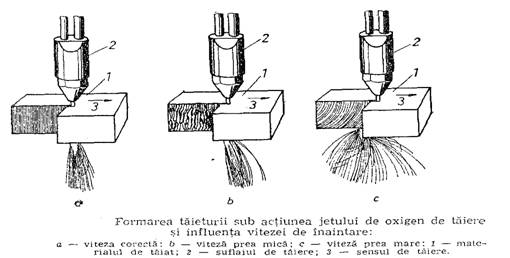
Prin imprimarea unei viteze constante si corecte de taiere, suprafata sectiunii taiate are crestaturi drepte , asa cum rezulta din figura . Daca viteza de inaintare este mai mica , pe suprafata taiata rezulta topituri (fig. b), iar daca viteza este mai mare decat viteza necesara, pe suprafata taiata apar crestaturi in ½ S (fig. c).
Viteza de ardere a materialului si ca urmare a acesteia si viteza de taiere mai depinde si de puritatea oxigenului folosit. Numai cu un oxigen de puritate de minim 99% O2 se pot obtine taieturi de calitate cu suprafete fine , realizandu-se totodata si viteze optime de taiere.
Cu masinile moderne de taiere cu flacara si cu respectarea conditiilor de puritate a oxigenului, se pot obtine suprafete taiate la care adancimea rugozitatilor este de sub 40 μm . In vederea obtinerii netezimii necesare a suprafetei taieturii, trebuie ca vana de oxigen de taiere sa fie si ea foarte neteda adica sa nu se formeze vartejuri in suflul de oxigen , care se produc din cauza impuritatilor ce se depun pe suprafetele ajutajelor; acestea trebuie sa fie absolut curate si netede .
Topirea
muchiei superioare este de asemenea un defect al taierii. Raza de topire nu trebuie sa depaseasca
Alte
defecte care se inlatura la taiere cu
masinile moderne sunt si abaterile
dimensionale in lungimea rostului
taiat care nu depasesc ±
Alte defecte care pot aparea dupa taiere mai pot fi :
Neuniformitati pe suprafetele taieturilor , cum sunt golurile sub muchia superioara , rosturile de taiere ingustate sau largite , abaterile unghiulare ale suprafetelor taieturii, marginea inferioara rotunjita;
Crestaturi pe suprafetele taieturilor deviate inainte (sus sau jos) sau inapoi (jos) sau cu adancituri neuniforme;
Ondulatii pe suprafata taieturii in sensul de taiere;
Taieri incomplete ;
Tasari separate sau continue , in special la partea inferioara ;
Zgura aderenta la partea inferioara sau cruste de zgura;
Fisuri pe suprafetele taiate sau uneori sub suprafetele taiate.
Defectele pot fi provocate de multe cauze , cum sunt: viteza de taiere prea mari, prea mici sau neuniforme , presiunea oxigenului de taiere necorespunzatoare grosimii, distanta bec-piesa prea mica sau prea mare, becuri imbacsite, deviatii ale suflaiului de oxigen de taiere de la pozitia corecta, calitatea oxigenului necorespunzatoare etc.
Taierea si prelucrarea tevilor
Teava este un element constructiv de baza in numeroase sisteme tehnice , servind la transportul de fluide sub forma de gaze sau lichide in instalatii industriale (industria chimica, alimentara, frigorifica etc.), in constructii de masini (caldari cu abur, masini , vehicule), ca element constructiv in constructii metalice importante (macarale portal etc) si la confectionarea mobilierului metalic.
Taierea
si prelucrarea tevilor cu flacara de
gaze se executa manual sau mecanizat, in functie de seria de fabricatie. Pe santiere unde este mai dificila mecanizarea
operatiilor , precum si pentru lucrari de reparatii, se aplica si prelucrarea mecanica. Pentru taiere cu flacara de gaz este necesar ca pe locul unde se executa prelucrarea, adica pe intrega lungime si pe o latime de minim
In functie de diametrul tevii, de grosimea peretelui si felul taierii, trebuie folosite diferite procedee pentru prelucrarea respectiva. Cu flacara se executa operatia de taiere , de separare sau de decupare.
Tevile din oteluri nealiate sau slab aliate se taie cu flacara de gaze , iar pentru tevile din otel inalt aliat sau din metale neferoase , se recomanda folosirea plasmei. Desi acestea pot fi prelucrate cu flacara de gaz si pulberi metalice, practic nu se foloseste. Prelucrarea cu plasma se executa numai cu masinile stationare. Desi pentru unele prelucrari cu flacara de gaz pot fi folosite masini transportabile simple, pentru productie mai mare acestea nu sunt rentabile , ci numai masinile stationare , care in functie de volumul productiei pot fi combinate cu un sistem potrivit de transport.
Taierea circulara a tevilor este o operatie foarte frecventa . Se folosesc masini si dispozitive la care teava ce urmeaza a fi prelucrata se prinde in bacurile masinii, iar antrenarea se executa cu un motor electric care transmite prin intermediul unor roti dintate rotirea tevii in fata suflaiului de taiere. Pentru asigurarea centricitatii tevii, aceasta se strange simultan in trei bacuri.
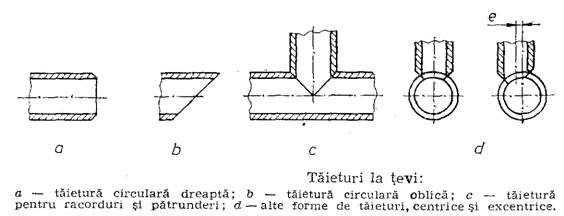
Reglarea bratului-suport al suflaiului se face in functie de diametrul tevii si de grosimea peretilor. Suflaiurile de taiere pot fi folosite si independent de dispozitivul de prindere a tevii. In figura se arata diferite prelucrari efectuate la tevi in vederea imbinarii lor prin sudare.
Taierea circulara se executa si manual , insa este necesar ca teava sa fie introdusa in role de antrenare care servesc pentru imprimarea unei veteze constante de rotire.
Sprijinirea tevii, in special cu lungimi mici, in afara mandrinei cu bacuri se executa si cu role de ghidare montate pe carucioarele mobile, care se aduc sub teava.
In afara de masinile cu
brate port-suflai, se fabrica si masini
la care partea de prelucrare cu flacara este separat montata pe carucioare sau pe stative mobile , separate de
partea mecanica de prindere si de antrenare a tevii. Cu masinile de taiere , in functie
de marimea lor, pot fi taiate tevi cu diametre de la
Copyright © 2025 - Toate drepturile rezervate