|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Sudarea cu curenti de inalta frecventa
Sudarea cu curenti de inalta frecventa este un procedeu de imbinare la care caldura de sudare se obtine prin rezistenta unor curenti indusi sau adusi prin contacte de-a lungul marginilor de sudat, dupa care se aplica presiunea de sudare.
Curentii de inalta frecventa au proprietatea de a circula in straturile periferice ale conductoarelor, patrunzand cu atat mai putin, cu cat frecventa curentului este mai mare.
Sudura se obtine prin incalzirea marginilor rostului de imbinat prin rezistenta electrica, pana la starea plastica sau cu topire superficiala, urmata de exercitarea unei presiuni exterioare.
O dezvoltare deosebita a luat-o procedeul de sudare cu curenti de inalta frrecventa la fabricarea tevilor sudate pe generatoare. Avantajul procedeului consta in aceea ca temperatura inalta a metalului se obtine pe o zona foarte ingusta, de zecimi de milimetri, in timpi extrem de scurti, ceea ce permite sudarea cu viteze mari; in functie de incalzirea marginilor de sudat, imbinarea se realizeaza fie cu o umflatura redusa, fie cu o bavura subtire.
In cazul sudarii prin inductie , efectul de incalzire este produs cu inductoare de forma inelara sau de forma liniara, plasate deasupra fantei metalului de sudat, si dispuse inaintea rolelor de presare.
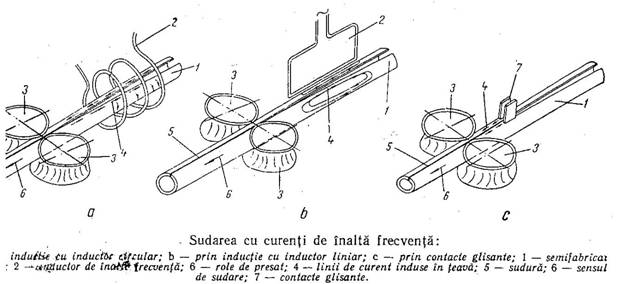 Curentul indus
circula in sens longitudinal fata de marginile de sudat, pe care le incalzeste
uniform pe intreaga grosime si pe o
anumita lungime. In figura de mai jos se reprezinta modul de incalzire a
rostului de sudat cu curenti rostului inaintea rolelor de presare la
temperatura de sudare.
Curentul indus
circula in sens longitudinal fata de marginile de sudat, pe care le incalzeste
uniform pe intreaga grosime si pe o
anumita lungime. In figura de mai jos se reprezinta modul de incalzire a
rostului de sudat cu curenti rostului inaintea rolelor de presare la
temperatura de sudare.
Frecventele inalte folosite la sudare variaza in limite largi. Pentru sudarea tevilor cu grosimea peretelul de 10-15 mm se folosesc frecvente de 2 kHz; pentru grosimea peretelui de 4 mm se folosesc frecvente de 4-10 kHz iar pentru tevi subtiri de otel nealiat sau inalt aliat, aluminiu etc. se folosesc frecvente pana la 450 Khz.
Frecventele indicare pentru grosimile respective nu sunt limitative, deoarece in prezent frecventele cele mai folosite pentru sudarea tevilor sunt cuprinse inte 200 si 450 kHz; in general, instalatiile, cu cit sunt de frecventa mai inalta, cu atat sunt mai scumpe.
In functie de puterea instalatiei se obtin viteze diferite de sudare; astfel, pentru sudarea tevilor cu grosimea peretelui intre 2 si 7 mm, cu instalatii cu puteri de 240-280 KW, se obtin viteze de sudare de 12-15 m/min, iar cu instalatii cu puteri pana la 600 kW, viteze de 20-120 m/min.
Curentul de inalta frecventa putand fi adus si prin contacte, in loc de inductie, in prezent sunt elaborate diferite tehniologii de fabricatie a tevilor si profilelor cu contacte glisante.
Curentul fiind adus in V-ul ingust, format in mod continuu intre cele doua margini, face ca adancimea medie a curentului sa fie de 0,25 mm, care se obtine atat la metalele neferoase, cat si la cele neferoase, ceea ce permite sudarea cu viteze mari a tevilor pe generatoare, a tevilor cu aripioare, profilelor T, I etc., cu grosimea intre 3 si 7,5 mm pentru talpi si 1,5-6 mm pentru inimi, cu viteze de sudare intre 10 si 50 m/min.
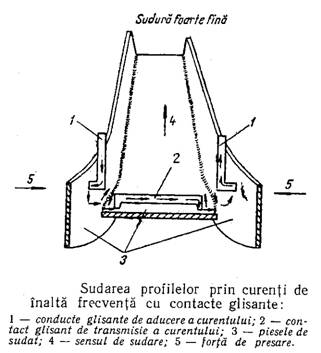
In figura se prezinta modul de asezare a contactelor glisante la sudarea unui profil I, la care curentul este adus prin contactele glisante 1; intre cele doua fante, conducerea se realizeaza tot printr-un contact glisant 2, care face ca sudarea sa decurga in cele mai bune conditii, iar pierderile de energie sa fie mult mai reduse.
Sudarea cu curenti de inalta frecventa este folosita si la sudarea cap la cap a barelor, prin aducerea capetelor acestora fie la temperatura de 1380-1420°C, dupa care se aplica o presiune de 2-4 daN/mm², fie la temperatura de 1250-1280°C, cu presiunea de 5-6 daN/mm²; in ultimul caz este necesar sa fie luate masuri de protectie a rosturilor contra oxidarii, cu fluxuri sau sufluri de gaze protectoare; metan, propan etc.
Schema de sudare cap la cap se prezinta in figura de mai jos.
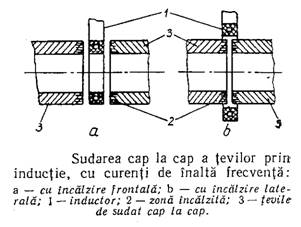
Incalzirea se executa fie frontal cu inductorul introdus in rost, fie lateral cu un inductor inelar.
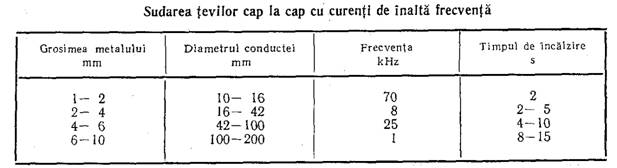
In tabel se dau, pentru diferite grosimi de perete si diametre ale tevilor, frecventele cele mai indicate si timpii in care se produce incalzirea pentru sudare.
Copyright © 2025 - Toate drepturile rezervate