|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
MASINI DE FREZAT
Masina de frezat este acea masina-unealta care asigura prelucrarea prin aschiere a unor piese cu ajutorul sculelor denumite freze. Pentru aceasta, o masina de frezat trebuie sa asigure miscarile relative dintre scula si piesa, necesare procesului de aschiere. In mod obisnuit aceste miscari se executa astfel:
scula aschietoare (freza) executa o
miscare de rotatie cu turatia n aceasta
constituind miscarea principala de aschiere;
piesa impreuna cu masa de lucru executa o miscare de avans, care de regula este rectilinie, mai rar circulara.
In afara acestor miscari, masina trebuie sa mai asigure si miscari de pozitionare a piesei fata de scula.
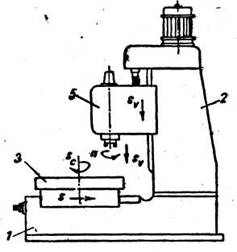
In timpul prelucrarii, in majoritatea cazurilor, freza ocupa o asemenea pozitie in spatiu incat axa ei de rotatie sa fie orizontala (fig.1,a) sau verticala (fig.2,b). Rezulta de aici, ca masina de frezat trebuie sa asigure frezei un din aceste pozitii, uneori ambele, sau chiar pozitii intermediare.
In ceea ce priveste regimul de aschiere, orice masina de frezat trebuie sa asigure regimul optim de prelucrare. Aceasta inseamna ca masina trebuie sa permita realizarea diferitelor viteze de aschiere si avansuri cerute de forma, dimensiunile, materialul piesei prelucrate si precizia impusa acesteia.
Pentru a obtine piese cu dimensiuni precise si suprafete netede este necesar ca masina sa fie robusta, rigida, iar partile ei componente, precis executate si. montate. Pornindu-se de la aceste cerinte, in industrie s-au raspandit numeroase tipuri de masini de frezat diferentiate dupa constructie, destinatie etc.
Clasificarea masinilor de frezat
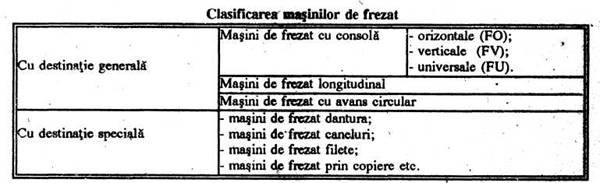 Clasificarea masinilor de frezat se face dupa diferite
criterii, cel mai frecvent acestea fiind
clasificate dupa destinatia pe care o au si dupa criterii constructive, in
tabelul 1 este prezentata clasificarea masinilor de frezat dupa
destinatie. Se constata
ca, dupa domeniul de utilizare, masinile de frezat pot fi impartite in doua mari grupe: masini
de frezat cu destinatie generala si masini de frezat cu destinatie speciala.
Clasificarea masinilor de frezat se face dupa diferite
criterii, cel mai frecvent acestea fiind
clasificate dupa destinatia pe care o au si dupa criterii constructive, in
tabelul 1 este prezentata clasificarea masinilor de frezat dupa
destinatie. Se constata
ca, dupa domeniul de utilizare, masinile de frezat pot fi impartite in doua mari grupe: masini
de frezat cu destinatie generala si masini de frezat cu destinatie speciala.
1.1. Masini de frezat cu consola. Pe aceste masini se pot executa cele mai diverse prelucrari. Ele sunt masini destinate fabricatiei de unicate si de serie mica. Masinile de frezat cu consola reprezinta grupa de baza a masinilor de frezat. Ele au drept caracteristica principala, dupa cum arata insasi denumirea lor, consola care sustine masa de lucru. Datorita sistemului de fixare a mesei, aceste masini sunt destinate prelucrarii pieselor mici, care necesita o mare varietate de operatii.
Astfel, pe masinile de frezat cu consola se pot prelucra: suprafete plane sau profilate, canale de diferite tipuri, came, roti dintate, suruburi-melc etc.
Dupa pozitia arborelui principal, aceste masini pot fi :
orizontalele care arborele principal al masinii este asezat orizontal;
verticale la care arborele principal este asezat vertical;
universale la care, spre deosebire de
masinile de frezat orizontale si
verticale, masa se poate roti in plan orizontal cu un anumit unghi in
ambele
sensuri.
a b
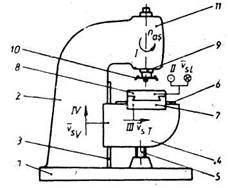
Fig. 9. Masina de frezat orizontala.
Masinile de frezat orizontale (fig.9,a) se compun din placa de baza 1 pe care este asezat batiul 2 care are prevazute pe partea din fata ghidajele verticale 3, in lungul carora se deplaseaza consola 4, actionata in sens vertical de surubul conducator 5. Exista variante constructive care asigura o rigiditate mai buna consolei (fig.9,b). Pe consola sunt prevazute ghidajele orizontale 6 perpendiculare pe ghidajele de pe batiu, in lungul lor deplasandu-se sania transversala 7, iar pe aceasta, in sens longitudinal, masa de lucru 8. Aceasta poate executa trei miscari de avans: avans longitudinal II cu viteza vsL , avans transversal III cu viteza vsT , avans vertical IV cu viteza vsV . Miscarea principala I o executa arborele principal 9 care se roteste cu turatia nas, acesta antrenand in miscare scula (freza) F montata pe dornul port-freza 10. Dornul port-freza este rigidizat fiind sustinut si de lagarul 11 al bratului suport 12.
O varianta constructiva de arbore principal de frezare este reprezentata in figura 10. Se observa tija filetata 10 de fixare a sculei sau a dornului port-freza pe suprafata conica interioara a arborelui principal, precum si pana de antrenare a acestora 11.
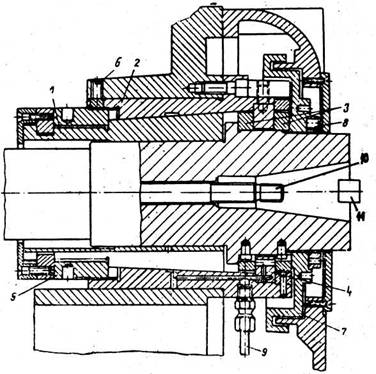
Fig.10 Constructia arborelui principal la masinile de frezat orizontale
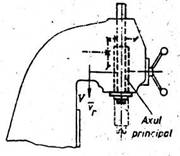
Masinile de frezat verticale se aseamana cu masinile de frezat orizontale. Deosebirea dintre ele consta in faptul ca arborele principal este orientat diferit. La masinile de frezat verticale a fost necesara modificarea partii superioare a batiului sub forma capului de frezat 11 (fig.11,a).
Din punct de vedere constructiv se deosebesc mai multe variante de masini de frezat verticale:
cu cap de frecare fix si arbore principal nedeplasabil (fig.11,a);
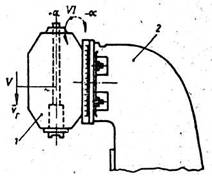
cu cap de frezare fix si arbore principal deplasabil axial (fig.11,b);
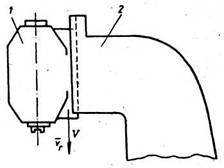
cu cap de frezare deplasabil axial (fig.11,c);
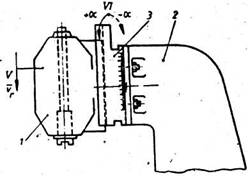
cu cap de frezare inclinabil si arbore principal deplasabil sau nedeplasabil axial (fig.11,d);
cu cap de frezare inclinabil si deplasabil axial (fig.11, e).
a b
c d
d
Fig.11 Masini de frezat verticale.
![]() Masinile de frezat universale se aseamana cu masinile de frezat orizontale, avand in plus posibilitatea
realizarii unor miscari de reglare suplimentare. In felul acesta se pot prelucra pe aceste masini piese
de complexitate ridicata (canale elicoidale, roti dintate cu dantura inclinata,
came plane etc.).
Masinile de frezat universale se aseamana cu masinile de frezat orizontale, avand in plus posibilitatea
realizarii unor miscari de reglare suplimentare. In felul acesta se pot prelucra pe aceste masini piese
de complexitate ridicata (canale elicoidale, roti dintate cu dantura inclinata,
came plane etc.).
Miscarea de reglare poate sa fie efectuata de scula sau
de piesa, prin rotirea
mesei. Masinile din ultima categorie se mai
numesc cu masa pivotanta. O
asemenea masina se deosebeste de
masina de frezat orizontala prin aceea ca masa
de lucru se poate roti in plan
orizontal cu un anumit unghi. Pentru aceasta, intre
sania transversala 7 (fig.9,a) si masa de lucru 8 se
interpune placa
pivotanta 13 (aceasta lipseste la masinile de frezat orizontale).
Rotirea mesei se
poate face cu un unghi de ±45°. Dupa reglare,
in timpul procesului de frezare
masa se blocheaza in pozitia dorita.
O categorie distincta o reprezinta
masinile de frezat universale pentru
scularie.
Masina de frezat universala pentru scularie este destinata prelucrarii unor piese complexe de dimensiuni mici. Dintre acestea, sculele aschietoare de cele mai diverse tipuri (freze, cutite de strung, de rabotat, de mortezat, stante, matrite etc.) sunt corpuri geometrice complicate a caror realizare este foarte dificila.
Aceste scule pot fi prelucrate pe masini-unelte special construite Prevazute cu largi posibilitati de reglare si cu dispozitive foarte variate. O astfel de masina-unealta este si masina de frezat universala, pentru scularie aflata ta mod curent in dotarea sectiilor de scularie, in matriterii si in sectiile de prototipuri Aceasta masina, prin utilizarea accesoriilor speciale poate lucra ca masina de frezat orizontala, masina de frezat verticala, masina de frezat verticala cu miscare rapida, masina de mortezat, masina de gaurit vertical.
Destinatia masinii se schimba prin montarea unor capete speciale si anume: cap de frezat orizontal, cap de frezat vertical, cap de frezat rapid, cap de mortezat.
Gaurirea se poate realiza prin folosirea capului de frezat vertical sau a capului de frezat rapid.
In afara de aceste accesorii, masina mai este dotata cu o serie de mese care permit pozitionarea pieselor prelucrate in raport cu scula. Printre acestea se numara: masa cu cap divizor, masa orizontala si masa cu orientarea spatiala a piesei.
In figura 12 este reprezentata masina de frezat universala pentru scularie tip FUS 250 cu accesoriile ei principale. Batiul 1 este prevazut cu talpi de asezare 2, pentru montare la sol si cu cutia de viteze Pe ghidajele frontale 4 aluneca masa verticala 5, pe care se pot monta o parte dintre accesoriile masinii, asa cum este cazul mesei orizontale 6. In partea superioara a batiului (montantului) se gasesc ghidajele orizontale 7, pe care se poate deplasa sau bloca capul de frezat orizontal 8, care sustine arborele principal orizontal 10.
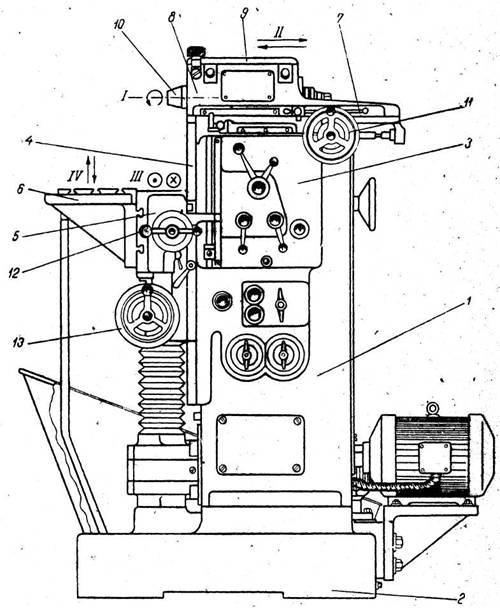
Fig. 12. Masina universala de frezat pentru scularie
Miscarea principala de aschiere I este executata de arborele principal 10.
Capul de frezat orizontal executa miscarea secundara de apropiere II, prin actionarea manetei 11, dupa care acesta se blocheaza pe ghidaje. Masa verticala 5 poate primi o miscare de avans longitudinal III fie de la lantul cinematic de avans, fie manual prin actionarea manetei 12. Masa verticala poate executa si o miscare de avans vertical sau o miscare secundara de pozitionare IV, de la lantul cinematic de avans, respectiv de la maneta 1
In figura 13,a este reprezentat capul orizontal de frezat 8; pentru marirea stabilitatii axului portscula 16 se utilizeaza consola 4 si lagarul 15.
Capul vertical de frezat 17 (fig.13, b) se monteaza deasupra celui orizontal, dupa scoaterea placii superioare 9 (v. fig.12); se observa ca in acest caz arborele principal in care se fixeaza scula are o pozitie verticala.
Capul de frezat rapid (fig.13,c) se monteaza in acelasi mod ca si cel vertical. Miscarea rapida se obtine cu ajutorul motorului electric 9, care, prin cureaua trapezoidala 20, antreneaza arborele principal 18, in care se pot prinde freze sau burghie.
Capul de mortezat 21 (fig.13,d),transforma masina de frezat in masina de mortezat. In suportul portcutit 22 se monteaza cutite de mortezat care primesc o miscare alternativa de translatie in plan vertical. Reperele 1 si 8 din figurile 13, a, b, c, d au aceeasi semnificatie ca cele din figura 12.
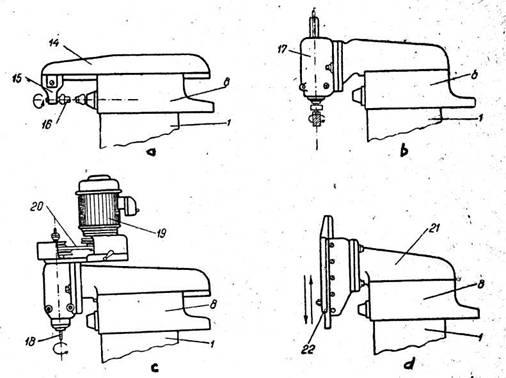
Fig.13 Accesorii ale masinilor de frezat universale pentru scularie.
1.2. Masini de frezat longitudinal. Masinile de frezat longitudinal sunt, destinate prelucrarii suprafetelor plane (orizontale, verticale sau inclinate) la piese de dimensiuni mari. Masa de lucru executa o singura miscare de avans, fiind total rezemata pe ghidajele de pe batiu. Rigiditatea marea acestor masini permite folosirea unor regimuri de lucru intensive, calitatea suprafetelor prelucrate fiind superioara.
In figura 14 sunt reprezentate o serie de variante constructive de masini de
frezat
longitudinal.
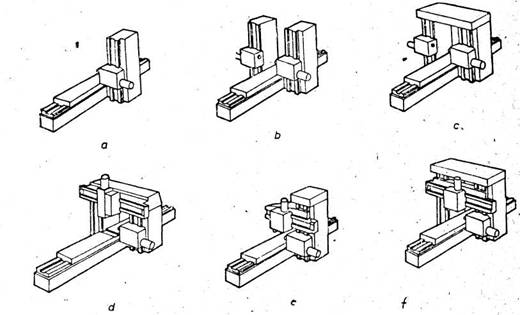
a - cu un montant si un cap de frezare orizontal;
b - cu doi montanti si doua capete de frezat orizontale;
c - cu doi montanti si traversa fixa;
d - cu doua capete de frezare, unul orizontal, al doilea vertical plasat pe traversa fixa;
e - cu un montant si traversa mobila pentru pozitionarea capului de frezat;
f - tip portal.
Fig.14 Variante constructive de masini de frezat longitudinal
Forma batiului este determinai de numarul, pozitia si posibilitatile de prelucrare ale capetelor de lucru. Masinile de frezat tip portal pot avea doua, trei sau patru capete de frezare.
Schema constructiva a unei astfel de masini cu patru capete de frezat este reprezentata in figura 15
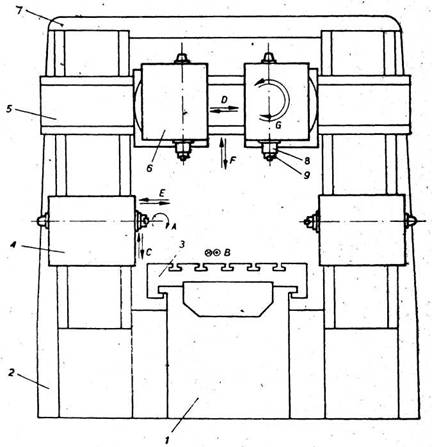
Fig.15 Constructia masinilor de frezat longitudinal tip portal
Masa de lucru 3 se deplaseaza pe ghidajele batiului 1 in miscarea de avans longitudinal B. Pentru asigurarea rigiditatii acestui sistem in price pozitie de lucru, lungimea batiului este de doua ori mai mare decat lungimea mesei. Pe ghidajele montantilor 2 se deplaseaza cele doua capete de frezat orizontale 4 si traversa mobila 5 prin miscarile de pozitionare C si F. Capetele de frezat verticale 6 executa miscarea de avans si de pozitionare D pe ghidajele traversei si miscarea de pozitionare unghiulara G, la prelucrarea suprafetelor inclinate. Pinolele 8 ale arborilor principali 9 permit executarea miscarilor de pozitionare E, pentru stabilirea distantei dintre suprafetele prelucrate sau pentru patrunderea sculelor la adancimea de aschiere. Batiul masinii impreuna cu cei doi montanti si traversa 7 formeaza un cadru inchis si rigid.
1. Masinile de frezat cu avans circular. La masinile de frezat cu avans circular masa pe care se prinde piesa de prelucrat executa o miscare de rotatie cu turatie mica. Aceasta permite masinii sa functioneze continuu, prinderea si desprinderea piesei facandu-se din mers, utilizand dispozitive specializate. Echiparea cu mai multe capete de frezat face posibila prelucrarea-simultana a suprafetelor paralele sau executarea succesiva a operatiilor de degrosare si finisare.
Masa de lucru poate fi orientata intr-un plan vertical sau in plan orizontal.
In figura 16,a este reprezentata
o masina de frezat cu avans circular cu un
singur montant, iar in figura 16,b, una
cu doi montanti 2 rigidizati printr-o
traversa fixa 6.
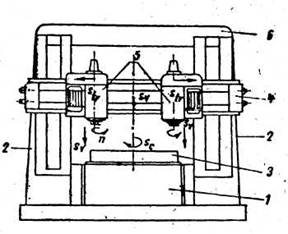
 Avansul circular sc este
executat de masa masinii. Capetele de frezare 5 se pot pozitiona pe verticala in raport cu piesa, avansul de
patrundere a sculei in piesa sv
fiind asigurat de deplasarea axiala a arborelui principal, acesta executand
totodata si miscarea
principala de aschiere cu turatia n.
Avansul circular sc este
executat de masa masinii. Capetele de frezare 5 se pot pozitiona pe verticala in raport cu piesa, avansul de
patrundere a sculei in piesa sv
fiind asigurat de deplasarea axiala a arborelui principal, acesta executand
totodata si miscarea
principala de aschiere cu turatia n.
Fig.16 Masini de frezat cu avans circular.
Este oprit sa se lucreze la masina de frezat cu haina sau cu mansetele desfacute, deoarece acestea pot fi prinse usor de piesele in miscare ale masinii.
- Inainte de inceperea lucrului, se va controla starea de curatenie a masinii de frezat.
- Inainte de a porni motorul electric, se vor decupla toate manetele de comanda fixandu-le in pozitia de repaus.
- Se va opri masina de frezat ori de cate ori se prinde sau se scoate piesa, la schimbarea frezelor si atunci cand se strang aschiile sau cand masina de frezat se curata si se unge.
- La orice intrerupere a lucrului se va deconecta motorul electric, chiar daca intreruperea este temporara.
- Inainte de inceperea lucrului, se va verifica daca frezele sunt bine ascutite daca au un profil corect in raport cu operatia de executat si cu materialul din care sunt confectionate.
- Frezele se vor fixa bine in port-scula.
- Piesa de prelucrat se va fixa bine, pentru a nu fi smulsa si azvarlita in timpul lucrului.
Bibliografie
Prof. dr. ing. Gh. Calea, si altii, Utilajul si tehnologia prelucrarii prin frezare, rabotare si mortezare, Editura Didactica si Pedagogica, Bucuresti, 1994
Ing. Ion Moraru, si altii, Tehnologia elaborarii si prelucrarii semifabricatelor, Editura SIGMA, Bucuresti, 2002
Copyright © 2025 - Toate drepturile rezervate