|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
PRELUCRAREA PRIN STRUNJIRE
Strunjirea este metoda de prelucrare prin aschiere la care miscarea de aschiere este circulara, materializata prin rotatia piesei in jurul axei sale, iar miscarea de avans este rectilinie fiind materializata prin deplasrea sculei.
Prin strunjire se prelucreaza suprafete, in general, de revolutie exterioara sau interioara, utilizandu-se drept scule aschietoare cutite se strunjit sau scule speciale, iar ca masini-unelte se utilizeaza strungurile.
Masina-unealta de tipul strungului este destinata prelucrarii suprafetelor de revolutie prin combinarea a doua miscari, a miscarii principale de aschiere si miscarii de avans. Miscarea principala de aschiere este miscarea de rotatie, executata de semifabricat, iar miscarea de avans
este in general rectilinie, executata de scula care deregula este un cutit de strung.
Operatia caracteristica este cea de strunjire, dar pot fi executate si alte tipuri de operatii. De exemplu gauriri, alezari cu cutitul sau alezorul, rectificari chiar si frezari daca freza este prinsa in arborele principal, iar semifabricatul pe sania transversala.
Pe strungurile longitudinale universale se pot prelucra piese de forme si dimensiuni foarte diferite. Operatiile pot fi executate cu o singura prindere sau cu mai multe prinderi. Semifabricatul este fixat intre varfuri, cand lungimea lui depaseste mult diametrul; in platan sau in mandrina univesala, cand diametrul este mai mare decat lungimea.
Parametri caracteristici principali sunt distanta maxima intre varfuri si diametrul maxim ce se poate prelucra deasupra ghidajelor sau deasupra saniei transversale. Strungurile sunt caracterizate si de urmatoarele marimi: greutatea si dimensiunile de gabarit, numarul treptelor de turatie, diametrul alezajului arborelui principal, marimaea canalului real la arborele principal, puterea motorului antrenor si a surubului conducator.
Dupa destinatie strungurile pot fi:
- normale
- carusel
- de deblanare
- revolvere
- frontale
- semiautomate
- automate.
Scule pentru prelucrarea prin aschiere
Pe masini se folosesc foarte multe tipo-dimensiuni de cutite pentru aschiere datorita diversitatii mari de masini-unelte pe care lucreaza, datorita varietatii de piese prelucrate, datorita gamei largi de operatii si datorita conditiilor diferite impuse pieselor prelucrate. Tinand seama de toate acestea, cutitele se clasifica dupa criteriile prezentate in continuare:
 1)
In functie de directia si sensul avansului se deosebesc:
1)
In functie de directia si sensul avansului se deosebesc:
- cutite cu avans longitudinal, pe dreapta (cu avans de la dreapta la stinga) sau pe stanga (cu avans de la stinga la dreapta)
- cutite cu avans tangential;
- cutite cu avans transversal.
2) Dupa tipul masinii unelte pe care se folosesc:
- cutite pentru strung;
- cutite pentru raboteza.
Fig. 1. Cutit cu posibil avans tangential.
- cutite pentru morteza;
- cutite pentru strunguri automate si semiautomate;
- cutite pentru masini de alezat;
- cutite speciale pentru masini speciale.
3) Dupa forma capului si pozitia acestuia in raport cu corpul se detaseaza:
- cutite drepte;
- cutite cotite spre stanga sau spre dreapta;
- cutite incovoiate inainte sau inapoi, folosite la rabotare;
- cutite cu capul ingustat (simetrice, ingustate pe dreapta, ingustate pe stanga).
Fig. 2. Forme constructive de cutite de strung din oteluri de scule.
4) Dupa destinatie, respectiv dupa operatia efectuata, se deosebesc:
- cutite pentru prelucrarea de degrosare sau de finisare a suprafetelor lise exterioare;
- cutite pentru prelucrarea de degrosare sau de finisare a suprafetelor lise interioare;
- cutite pentru prelucrarea suprafetelor profilate exterioare sau interioare.
5) Dupa asezarea cutitului in raport cu piesa se pot evidentia:
- cutite cu dispozitie radiala;
- cutite cu dispozitie tangentiala.
6) Dupa materialul din care sunt construite partile active se deosebesc:
- cutite din oteluri de scule;
- cutite cu partea activa din carburi metalice;
-cutite cu partea activa din mase mineralo-ceramice (oxizi sinterizati);
- cutite cu partea activa pe baza de diamant sau azotura cubica de bor.
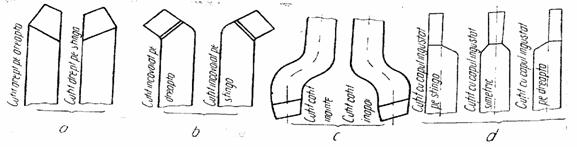
Fig. 3. Forme diferite ale capului si corpului cutitelor.
7) Dupa modul de realizare tehnologica sunt:
- cutite monobloc;
- cutite realizate din doua sau mai multe materiale, asamblate prin sudare, lipire sau fixare mecanica.
CUTITE CU TAISUL DIN CARBURI METALICE:
Aparitia intre materialele pentru scule aschietoare a carburilor metalice a reprezentat o revolutie in constructia de masini, deoarece duritatea si rezistenta lor ridicate la temperaturi inalte, mult superioare otelului rapid, au permis lucrul cu viteze de aschiere substantial marite, sporind productivitatea si economicitatea prelucrarilor de aschiere.
Cutitele cu partea activa din carburi metalice se executa in doua constructii diferite, si anume cu placuta din carburi metalice lipita si cu placuta din carburi metalice fixata mecanic (asamblata demontabil). Fiecare din cele doua variante are avantaje si dezavantaje, ceea ce face ca fiecare sa-si aiba domeniul precis de aplicabilitate.
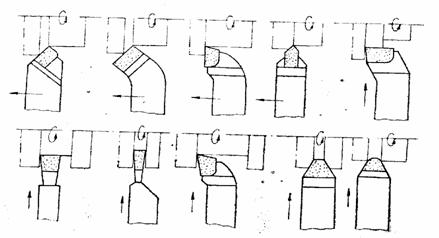
Fig. 4. Constructii de cutite de strung pentru prelucrari exterioare, cu placute din carburi metalice lipite.
Astfel placutele cu placute lipite sunt mai rigide, permitand aschierea cu avansuri si adancimi de aschiere superioare, si permit un numar mare de reascutiri. Pe de alta parte, lipirea si reascutirea acestor placute sunt operatii tehnologice riscante, putand duce la compromiterea placutei. In plus, dupa consumarea rezervei de reascutire, din placuta si uneori din corp nu se mai recuperteaza nimic. Pentru placutele fixate mecanic lucrurile se petrec invers decat la cele anterioare, in plus existind avantaje in productia de serie prin micsorarea substantiala a timpilor consumati cu reglarea la cota a cutitului.
Prelucrari executate pe strung
In general operatiile de strunjire se clasifica in functie de forma geometrica a suprafetei obtinute si a modului in care se materializeaza curba generatoare:
a. Strunjirea suprafetelor plane se utilizeaza pentru executarea unor suprafete plane perpendiculare pe axa de rotatie a piesei cu urmatoarele variante:
- cu avans transversal la care avansul este perpendicular pe axa de rotatie a piesei;
prin retezare la care avansul este tot transversal si se executa in scopul separarii piesei sau a partilor piesei din semifabricat;
cu avans longitudinal la care avansul este parallel cu axa de rotatie a piesei, iar taisul cutitului este cel putin la fel de lat cu suprafata plana inelara care se obtine pe piesa.
b. Strunjirea suprafetelor de revolutie se utilizeaza pentru executarea unor suprafete de revolutie coaxiale cu axa de rotatie a piesei, cu urmatoarele variante:
- cu avans longitudinal la care avansul este paralel cu axa de rotatie a piesei;
- cu cutit lat cu avans transversal, lucrandu-se cu un cutit cu raza la varf foarte mare si unghi de atac al taisului secundar foarte mic;
- de decojire cu avans longitudinal, de cele mai multe ori cu utilizarea unei scule rotative multicutit cu unghi mic de atac, metoda aplicabila la prelucrarea pieselor de gabarit mare, greu de rotit;
- prin retezare cu avans longitudinal, aplicabila in cazul retezarilor unor saibe sau discu-ri circulare dintr-un semifabricat de tip disc;
- strunjirea suprafetelor conice la care miscarile sunt aceleasi cu cele de la prelucrarea suprafetelor cilindrice, suprafata conica rezultand din reglari ale masinii unelte cum ar fi: dezaxarea papusii mobile la prelucrarea pieselor prinse intre varfuri, sau inclinarea saniei port-cutit cu avans longitudinal;
- cu avans transversal la care avansul este perpendicular pe axa de rotatie a piesei taisu-lui cutitului este cel putin la fel de lat ca suprafata de executat.
c. Strunjirea filetului se executa cu scule profilate care executa avansul de rotatie egal cu pasul filetului; in functie de scula utilizata si forma suprafetei infasuratoare a filetului se disting:
- filetarea cu cutitul la care avansul este paralel cu axa de rotatie a piesei si foloseste drept scula un cutit filetat cu unghiul la varf corespunzator cu cel al filetului;
- prelucrarea filetelor plane, procedeu la care avansul este transversal folosindu-se un cutit de filetat profilat simplu (cu un singur tais principal) iar avansul pe dinte este egal cu pasul elicei.
d. Strunjirea cu scule profilate este procedeul de strunjire care utilizeaza o scula profilata ce reprezinta profilul complementar al profilului filetului piesei, in functie de felul avansului poate fi:
- cu avans longitudinal la care avansul este paralel cu axa de rotatie a piesei iar cutitul are taisul profilat cu latimea mai mare sau egala cu a suprafetei de executat, sau cutitul executa un canal inelar, pe suprafata frontala a piesei.
- cu avans transversal, la care avansul este perpendicular pe axa de rotatie a piesei iar taisul sculei are latimea mai mare, sau egala cu suprafata de executat cu variantele: canela
re sau executarea unui canal circular; tesirea exterioara sau interioara.
PRELUCRAREA PRIN FREZARE
Frezarea este procedeul de prelucrare prin aschiere care utilizeaza scule de frezat (freze) cu mai multe taisuri dispuse in mod diferit pe suprafetele unor corpuri de revolutie la care miscarea de aschiere, de rotatie, este executata de scula si miscarea de avans, rectilinie este executata de piesa sau scula.
Miscarea de avans presupune o deplasare intre scula si piesa montata notata μs care se exprima in rot/min a frezei.
Prelucrerea prin frezare poate fi realizata in contra avansului sau in sensul avansului. Frezarea in contra avansului se foloseste frecvent deoarece dintii sculei sunt solicitati in mod propriu.
Frezarea in sensul avansului se aplica mai des la operatiile de degrosare sau de frezare rapida.
Tipuri de freze
Frezele se pot clasifica dupa mai multe criterii, dupa cum urmeaza:
1. Dupa felul suprafetelor pe care sunt dispusi dintii:
a) freze cilindrice, avand dintii dispusi numai pe suprafata cilindrica exterioara;
b) freze disc, cu dintii dispusi pe suprafata cilindrica, si uneori cu taisuri si pe una sau pe ambele suprafete frontale ;
c) freze cilindro-frontale, avand dintii dispusi pe suprafata cilindrica si pe una din suprafetele frontale;
d) freze frontale, cu dintii dispusi pe una din suprafetele frontale ale frezei .
Atat frezele cilindro-frontale cat si cele frontale au taisuri atat pe partea frontala, cat si pe cea de revolutie, dar la frezele frontale, aceste taisuri sunt de lungime foarte mica, in comparatie cu lungimea taisurilor periferice de la frezele cilindro-frontale;
e) freze unghiulare, avand dintii dispusi pe suprafete conice ;
f) freze profilate, cu dintii dispusi pe suprafete profilate de revolutie .
Dupa forma dintilor frezei se deosebesc:
a) freze cu dinti frezati avand directoarea fetei de asezare rectilinie, care se ascut pe fata de asezare sau pe fata de asezare si de degajare;
b) freze cu dinti detalonati avand directoarea fetei de asezare spirala arhimedica (sau logaritmica), care se ascut pe fata de degajare.
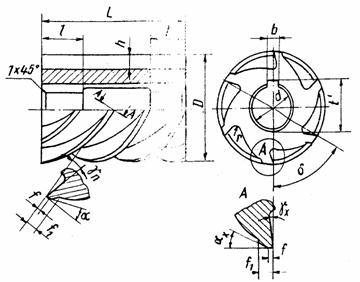
Fig. 5. Tipuri de freze.
Frezele cu dinti executati prin frezare prezinta unele avantaje in raport cu frezele avand dinti detalonati,care constau in:
- durabilitate de pana la de doua ori mai mare;
- executie mai simpla a dintilor (cu exceptia frezelor profilate care necesita dispozitive speciale pentru frezarea si ascutirea dintilor);
- rugozitate mai mica a suprafetelor prelucrate.
Ca dezavantaje se mentioneaza micsorarea sectiunii canalelor pentru evacuarea aschiilor si a diametrului exterior prin reascutire.
Avantajele prezentate sunt precumpanitoare, recomandandu-se ca frezele cu dinti detalonati sa fie utilizate numai daca este absolut necesar (de ex. la frezarea suprafetelor profilate).
Fig. 6. Ascutirea frezelor cu dinti frezati si detalonati.
Fig. 7. Dispozitia dintilor frezelor.
Clasificarea elementelor frezelor se face conform STAS 577/1-1978 dupa urmatoarele elemente:
1. Dupa dantura frezelor
a) dantura dreapta;
b) dantura elicoidala cu elice pe dreapta sau cu elice pe stanga;
c) dantura in zig-zag .
2. Dupa forma dintilor frezelor
a) dinte triunghiular;
b) dinte cu spate curb;
c) dinte cu fateta proeminenta ;
d) dinte trapezoidal ;
e) dinte detalonat .
 Fig. 8. Forme ale dintilor
frezelor
Fig. 8. Forme ale dintilor
frezelor
3.Dupa forma taisurilor frezelor
a) tais neted (continuu);
b) tais intrerupt;
c) tais rotund (pentru degro-sare).
Fig. 9. Forme ale taisurilor frezelor.
4. Dupa pasul danturii frezelor:
a) freze cu pas unghiular constant;
b) freze cu pas unghiular variabil .
5. Dupa modul de pozitionare-fixare pe masina-unealta:
a) freze cu coada:
-cilindrica:
- neteda,
- cu aplatizare,
-filetata.
-conica:
-cu con Morse, cu gaura filetata,
-cu con Morse, cu gaura filetata si aplatizare pentru antrenare,
-cu con Morse, cu cap de evacuare,
-cu con Morse, cu cap de evacuare si locas pentru fixare pe con,
-cu con 7:24.
b) freze cu alezaj:
- alezaj cilindric,
- alezaj cilindric si gauri,
- alezaj cilindric cu canal de pana longitudinal,
- alezaj cilindric cu canal de pana frontal,
- alezaj cilindric cu canal de pana frontal si gauri pentru montare,
- alezaj cilindric filetat,
- alezaj conic.
Fig. 10. Pasul unghiular al dintilor frezelor.
Tipuri de freze:
Freza cilindrica cu dinti rari, elicoidali.
Freza tip "stiulete de porumb".
Masini de frezat
Masinile de frezat sunt destinate prelucrarii suprafetelor plane, profilate (plan si spatial), a canalelor de diferite forme etc. Accesoriile si echipamentele de comanda numerica permit prelucrarea suprafetelor elicoidale, a suprafetelor alezajelor prin frezare, a danturilor etc. Masinile de frezat universalefac parte din categoria masinilor de frezat cu consola.
In fig. 11. se evidentiaza ansamblurile principale. Astfel, pe placa de baza este asezat montantul. Pe partea din fata a acestuia se afla ghidajele verticale, in lungul carora
se deplaseaza consola C actionata in directie verticala de un mecanism surub-piulita.
Intre sania transversala ST si masa M exista o placa pivotanta (nereprezentata) prin intermediul careia masa se poate pozitiona circular, unghiul maxim de pozitionare fiind
Masa se poate deplasa in directie longitudinala in lungul ghidajelor prezente in partea superioara a saniei transversale.
In mod similar, saniatransversala se deplaseaza fata de consola. Actionarea pentru deplasarea pe ambele directii se face cu un mecanism surub-piulita.
Masina poate lucra ca masina de frezat orizontala sau verticala, in al doilea caz fiind necesar un dispozitiv suplimentar care schimba directia de rotatie a arborelui principal.
Fig de la 321
Prelucrari executate pe masini de frezat:
In functie de suprafata activa a sculei aschietoare operatiile de frezare se clasifica astfel:
a. Frezare cilindrica, la care freza aschiaza cu taisurile principale aflate pe suprafata sa cilindrica, scula denumindu-se freza cilindrica, iar daca are o latime mica se numeste freza disc. In functie de sensul miscarii de avans executata de piesa se disting metodele:
- frezare in sens contrar avansului care se aplica deobicei la degrosarea semifabricate-lor sau cand exista la suprafata acestora o creasta dura, deoarece dintii frezei se uzeaza mai incet intrand in material de la partea subtire a aschiei, neproducand socuri mari in material iar componenta verticala a fortei de aschiere apasa semifabricatul pe masa masinii, fiind suficiente forte mici de strangere
b. Frezare frontala la care taisurile se afla pe suprafata frontala a frezei, care prelucreaza semifabricatul.
c. Frezarea cilindro-frontala la care semifabricatul este prelucrat simultan cu ajutorul
taisurilor principale de pe partea cilindrica a frezei si taisurile secundare aflate pe partea frontala a acesteia. Prin operatiile de frezare cilindrica frontala si cilindro-frontala se realizeaza suprafete plane.
d. Frezarea supafetelor de revolutie, uzual cilindrice, se caracterizeaza prin faptul ca miscarea de avans este circulara, prelucrandu-se suprafete exterioare sau interioare
e. Frezarea suprafetelor elicoidale se caracterizeaza prin faptul ca miscarea de avans este elicoidala, realizata de obicei prin compunerea unei rotatii si a unei translatii, cu raport constant, efectuate de catre piesa, ca de exemplu frezarea filetelor sau a melcilor.
- frezarea filetelor lungi se face utlizand o freza disc profilata, ingusta, corespunzand doar unui gol al filetului, a carui axa este inclinata in directia pantei filetului si avand un avans corespunzator pasului filetului sau utilizand o freza speciala care, odata cu misca-rea principala de rotatie are si o miscare de avans longitudinala. In cazul prelucrarii de acest fel este necesar ceva mai mult de o rotatie a piesei iar latimea frezei determina lungimea maxima a filetului executat.
f. Frezare prin rualre necesita o freza cu profil de referinta, are executa simultan o misca-re de avans si o miscare de rulare.
RABOTAREA MATERIALELOR
Rabotarea este procedeul de prelucrare prin aschiere care utlizeaza scule (cutite de rabotat) la care axa longitudinala este perpendicular ape directia miscarii de aschiere.
Miscarea de aschiere este orizontala repetata, de cele mai multe ori rectilinie, iar miscarea este de avans intermitenta, efectuata cand scula nu este in contact cu piesa.
Miscarea de aschiere este executata de piesa la masina de rabotat, sau scula la rabotarea longitudianala executata pe seping.
Masini de rabotat:
a. masini de rabotat transversale → este o masina cu cutit mobil
b. masini de rabotat longitudinale (raboteze) → se folosesc in special pentru prelucrarea pieselor la care predomina lungimea.
Scule aschietoare folosite la rabotare:
- pentru prelucrarea pe masina de rabotat se foloseste mai multe tipuri de cutite asemanatoare cu cele utilizate la strunjire.La rabotare cutitele lucreaza in conditii mai grele din cauza socurilor puternice care se produc la patrunderea lor in metale.
Tipuri de cutite:
a. cutite normale → se folosesc pentru prelucrarea de degrosare
b. cutite drepte
c. cutite incovoiate si cotite
d. cutite late si cotite
e. cutite de canelat
f. cutite de retezat
Prelucrari executate pe masinile de rabotat:
a. prelucrarea suprafetelor orizontale se executa pe masinile de rabotat cu cutite normale
b. prelucrarea suprafetelor normale → se executa pe masini transversale sau longitudinale in functie de dimensiunile piesei de prelucrat
c. prelucrarea suprafetelor inclinate → se executa in mod similar ca suprafetele verticale cu deosebirea ca scula avanseaza dupa o directie inclinata.
PRELUCRAREA PRIN MORTEZARE
Mortezarea este procedeul de prelucrare prin aschiere care utilizeaza cutite de mortezat, scule la care axa longitudinala este orientata dupa directia miscarii de aschiere.
Miscarea de aschiere este verticala, repetata, de cele mai multe ori rectilinie, executata de scula, iar miscarea de avans este intermitenta executata cand scula nu se afla in contact cu semifabricatul. Mortezarea este utilizata in mod special pentru prelucrarea suprafetelor poligonale interioare.
Masina de mortezat :
Masina de mortezat se carcterizeaza prin miscarea principala rectilinie alternativa efectuata de scula in planul vertical. Ele sunt destinate pentru prelucrarea prin rabotare a diferitelor suprafete plane, circulare, profilate, interioare sau exterioare in productie individuala sau in serie.
Prelucrarea piesei are loc prin actionarea sculei, montata pe berbec, care executa miscarea principala rectilinie alternativa de aschiere si deplasarea piesei, fixata pe masa circulara care executa miscarea secundara de avans transversal, longitudinal sau circular. Cursa activa a sculei este de sus in jos - aschierea. Miscarea de avans a piesei este intermitenta si are loc la sfarsitul cursei pasive. Intre cele doua miscari trebuie sa existe o sincronizare. Se pot executa prelucrari dupa o directie inclinata prin rotirea capului masinii in jurul axei XOY cu aproximativ 10-150 intr-o parte si in cealalta.
Prelucrari executate pe masini de mortezat sunt acele prelucrari asupra suprafetelor inguste dar si late in acelasi timp, in special canale si suprafete interioare si exterioare care sunt greu de executat prin alte procedee de prelucrare.
Mortezarea se foloseste numai la productia individuala si de serie mica in atelierele de intretinere si scularie.
Masinile de mortezat pot fi grupate dupa lungimea cursei L a berbecului in:
- masini de mortezat mici, cu L<250 mm
- masini de mortezat mijlocii, cu L=250..800 mm
- masini de mortezat mari, cu L>800 mm
Dupa tipul lor, avem masini de mortezat:
- obisnuite
- transportabile
- speciale.
La unele masini de mortezat in vederea maririi gradului de universalitate, capul cu ghidajele berbecului se poate inclina fata de axa verticala.
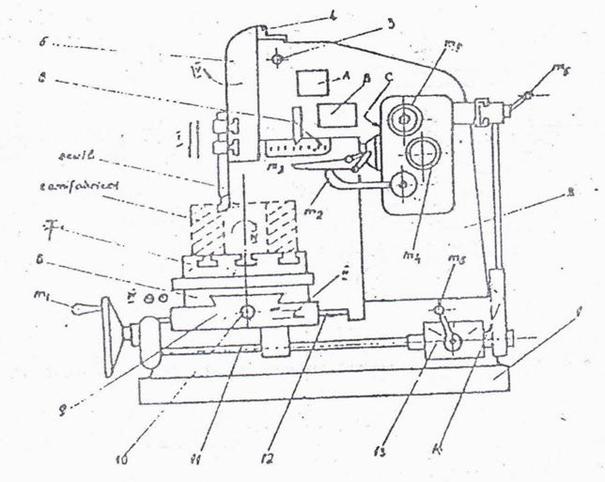
Fig. 12. Schema bloc functionala a masinii de mortezat
1. postament
2. batiu
3. bolt
4. ghidaj
6. berbec
7. masa rotativa
8. deplasarea longitudinala
9. deplasarea transversala
10.reglaj manual
11. bara pentru transmiterea miscam 12- ghidaj
13. comutator avans
Miscari:
II. avans transversal
III. avans longitudinal
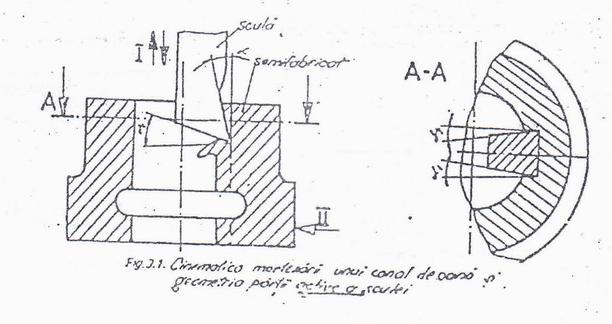
Cinematica prelucrarii pe masinile de mortezat. Cutite de mortezat si geometria acestora:
Copyright © 2025 - Toate drepturile rezervate