|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
SISTEMUL ISO DE TOLERANTE SI AJUSTAJE
Sistemul ISO de tolerante si ajustaje este cel mai modern, mai cuprinzator si mai rational sistem de tolerante, care desi complex, are o larga aplicabilitate practica, permitand o selectie corespunzatoare a ajustajelor. [ 1 ], [ 13 ] In plus, in acest sistem, pe baza legilor lui de calcul ( tolerantele fundamentale si asezarea campurilor de toleranta ) se pot face extinderi pentru a acoperi anumite nevoi speciale.
Sistemul ISO de tolerante si ajustaje are cateva caracteristici esentiale si anume :
1.AMPLASARE SI SIMBOLIZAREA CAMPURILOR DE TOLERANTA
Simbolizarea campurilor de toleranta pentru alezaje se face cu una sau doua litere mari, iar a campurilor de tolerante pentru arbori cu una sau doua litere mici, fig .2 .1.a,b : ( literele I, L, O, Q, W, respectiv i, l, o, q, w nu sunt utilizate) . [ 1], [ 4 ], [ 9 ] , [ 13 ]
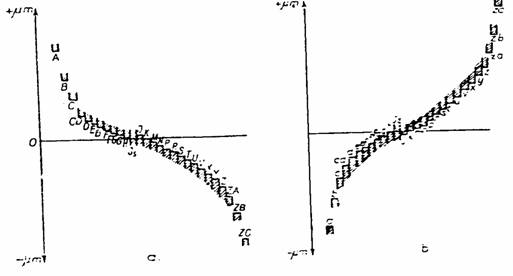
Fig.1. Pozitiile campurilor de toleranta
Literele H si h corespund asezarii campului de toleranta pe linia zero, deasupra si respectiv dedesubtul acesteia. Pentru o anumita dimensiune nominala pozitia campului de toleranta a alezajelor ti arborilor fata de aceasta este data de abaterile fundamentale (Af - pentru alezaje ; af - pentru arbori ) .
Abaterile fundamentale sunt abaterile cele mai apropiate de dimensiunea nominala. [ 1 ]
Se observa din figurile anterioare ca pentru campurile de toleranta situate deasupra dimensiunii nominale, abaterile fundamentale sunt Af = Ai , af =ai, iar pentru campurile de toleranta situate deasupra dimensiunii nominale, abaterile fundamentale sunt Af = As ,af =as
Pentru campurile care sunt intersectate de dimensiunea nominala, abaterea fundamentala se ia egala cu abaterea cea mai apropiata de linia zero . [ 1 ], [ 9 - 10 ], [ 13 ]
Cunoscandu-se abaterea fundamentala si toleranta (marimea campului de toleranta ) celelalte abateri se pot determina cu relatiile ( 1 ) :
TD = AS - Ai As = Ai +TD Ai= As - TD
Td = as - ai as = ai + Td ai = as - Td
Se observa ca in sistemul ISO sunt 28 de campuri de toleranta pentru alezaje si 28 de campuri de toleranta pentru arbori .
CALITATI (CLASE DE PRECIZIE) SI UNITATE DE TOLERANTA IN SISTEMUL ISO
Sistemul ISO cuprinde 18 calitatii sau clase de precizie notate cu cifre arabe : 01 ; 0 ; 1 ; 2 ; 3 .. ; 16, in ordine descrescanda a preciziei. Tolerantele corespunzatoare claselor de precizie se noteaza astfel : IT01 ; IT0 ; IT1 ; IT2 ; IT3 ; ; IT16 in care IT este toleranta internationala. [1-2], [9], [13]
Sistemul ISO avand 18 calitati ti 28 de atezari ale campurilor de toleranta, cuprinde astfel in total 504 variante ale campurilor de toleranta pentru alezaje si arbori .Rrecomandarea ISO 286 - 1962, restrange aceste variante la cazurile uzuale : 107 pentru alezaje si 113 pentru arbori . Practic aceasta restrangere poate fi extinsa mai mult, in acest sens existand recomandari si standarde . [ 9 ], [ 13 ].
Utilizarea claselor de precizie se poate vedea in fig.2 : [ 2 ], [ 4-5 ], [ 8-10]
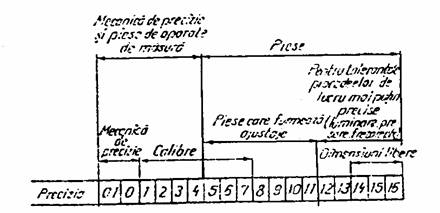
Fig. Utilizarea preciziilor ISO
Unitatile de toleranta (tolerantele fundamentale) in sistemul ISO s-au calculat astfel :
a) Dimensiuni pana la 500 mm
Tolerantele fundamentale pentru calitatile 5 - 16 se detemina cu relatia (2) : [1-2], [4], [9], [13]
IT = a i (2)
in care:
a - numarul unitatilor de toleranta
i - unitatea de toleranta calculata cu relatia (3) :
i
= 0,45![]() [µm] (3)
[µm] (3)
in care :
D - media geometrica a limitelor intervalului de dimensiuni
Pentru calitatile 01, 0, 1, 2, 3, 4, tolerantele fundamentale se determina cui relatii specifice.
b) Dimensiuni peste 500 pana la 3150 mm
Tolerantele fundamentale pentru calitatile 7 - 16 se determina cu relatia (4) :
IT = a I (4)
iar unitatea de toleranta I se calculeaza (5) : [1-2], [4], [9], [13]
I = 0,004 D + 2,1 [µm]
Observatie: In sistemul ISO, pentru o anumita dimensiune nominala pozitia unui anumit camp de toleranta fata de dimensiunea nominala este constanta indiferent de clasa de precizie (fig. 3.)
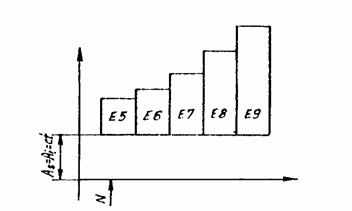
Fig.3. Pozitia campului de toleranta
functie de clasa de precizie
3. BAZA SISTEMULUI DE TOLERANTE
Cele trei tipuri de ajustaje (cu joc, intermediare si cu strangere) pot lua nastere in doua moduri : [1], [8-9], [13]
a) cu baza in sistemul alezaj unitar
b) cu baza in sistemul arbore unitar
Literele H si h corespund asezarii campului de toleranta pe linia zero, deasupra si respective dedesubtul acesteia. Deci, campul H, avand Ai = 0 va reprezenta simbolul campului de toleranta pentru sistemul alezaj unitar, iar campul h avand as = 0 va reprezenta simbolul campului de toleranta pentru sistemul arbore unitar.
Vom avea : [3], [5-6]
a) In sistemul alezaj unitar
ajustaje cu joc : H/a; H/b; H/c; H/cd ; ;H/h (H/a; H/b; H/c - jocuri termice)
ajustaje intermediare: H/j; H/jS; H/k; H/m; (H/n; H/p; H/r)
ajustaje cu strangere ((H/n; H/p; H/r); H/s; . :H/za; H/zb; H/zc
b) In sistemul arbore unitar
ajustaje cu joc: A/h; B/h; C/h; CD/h; . ;H/h (A/h; B/h; C/h - jocuri termice)
ajustaje intermediare: J/h; JS/h; Kh; M/h; (N/h; P/h; R/h)
ajustaje cu strangere: (N/h; P/h; R/h; S/h; . ZA/h; ZB/h; ZC/h
campurile N, P, R si n, p, r formeaza ajustaje cu strangere la precizii mari si ajustaje intermediare la precizii mici, dupa cum se vede in fig. 4 : [1], [13]
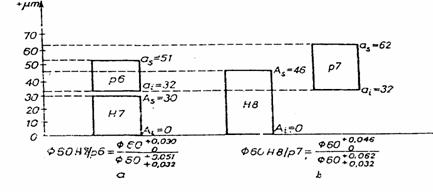
Fig. 4. Ajustajul H/p
Notarea pe desen a ajustajelor se face sub forma de fractie dupa dimensiunea nominala, la numarator trecandu-se simbolul campului de toleranta urmat de clasa de precizie a alezajului, iar la numitor simbolul campului de toleranta urmat de calsa de precizie a arborelui.
Exemple : Φ 100 H8/f7 (in sistemul alezaj unitar)
Φ 100 F7/h8 (in sistemul arbore unitar)
Prezenta simbolului H la numerator si un altul, oarecare, la numitor arata ca este vorba de sistemul alezaj unitar, iar prezenta simbolului h la numitor si a altuia, oarecare, la numarator, arata ca este vorba de sistemul arbore unitar. Simbolul H/h nu defineste sistemul.
Pentru acoperirea unor nevoi speciale se pot forma ajustaje combinate, care sa nu faca parte din niciunul din cele doua sisteme. (Exemplu : M7/k6).
4. REGIMUL DE TEMPERATURA SI CONTROL
Valorile sau abaterile efective ale dimensiunilor determinate prin masurare sau control sunt considerate ca atare numai daca, conform ISO, in timpul masurarii sau controlului, temperatura piesei care se masoara, a mijlocului de masurare si a mediului inconjurator este egala cu temperatura de rferinta de 200 C. In functie de precizia de masurare necesara se admit abateri de la temperatura de referinta, care in mod obisnuit pot avea limite de la ±0,1 0C la ±1 0C (in cazuri deosebite sub ±0,1 0C sau peste ±1 0C ).
Abateri de temperatura mai mari decat cele admise pot conduce la aparitia unor erori mari care denatureaza grav rezultatele masuratorilor.
Cand este necesar, se aplica diferite masuri de asigurare a temperaturii de referinta standardizate (exemplu : termostarea inaaperilor sau racirea pieselor), fie ca se calculeaza erorile datorate diferentei fata de temperatura de referinta si se aplica corectiile respective. [1], [8-9], [13]
De exemplu, in cazul unor ajustaje cu joc sau cu strangere, diferentele Δ ji , Δ si dintre jocul, respectiv strangerea la temperatura de regim si valorile lor.Temperatura de referinta se calculeaza cu relatiile (6.) :
![]()
![]()
in care :
N - dimensiunea nominala a ajustajului
![]() - coeficientii de
dilatare liniara ai materialelor alezajului respectiv arborelui
- coeficientii de
dilatare liniara ai materialelor alezajului respectiv arborelui
![]() - diferentele dintre temperatura de regim a alezajului
respectiv arborelui ti temperatura de referinta
- diferentele dintre temperatura de regim a alezajului
respectiv arborelui ti temperatura de referinta
![]() = tD -
= tD - ![]()
Pentru a corecta valoarea unei dimensiuni masurate oarecare se utilizeaza relatia (7.) :[2]
![]()
in care:
lN - valoarea nominala a dimensiunii
![]() - coeficientii de
dilatare termica liniara ai piesei respective ai mijlocului de masurare
- coeficientii de
dilatare termica liniara ai piesei respective ai mijlocului de masurare
![]()
Corectia va fie egala in valoare absoluta dar de semn contrar cu eroarea calculata cu relatia de mai sus.
5 INDICATII PRIVIND ALEGEREA PRECIZIEI SI AJUSTAJELOR
Stabilirea preciziei de executie a pieselor si alegerea ajustajelor se face in concordanta cu cerintele functionale imouse precum si cu posibilitatile tehnologice realizate, urmarindu-se in acelasi timp, economicitatea prelucrarii sau asamblarii.
5.1. Ajustaje cu joc
Se utilizeaza atunci cand piesele asamblate executa, una fata de alta, in timpul functionarii, miscari de rotati sau/si translatie sau cand piesele se monteaza sau se demonteaza des sau se inlocuiesc frecvent. Marimea tolerantelor la dimensiuni (precizia dimensionala) si marimea jocurilor in asamblare se stabilesc in functie de marimea si caracterul solicitarilor, de viteza relativa dintre elementele asamblarii, de durata miscarilor, lungimea asamblarii, frecventa inlocuirilor, regimul de temperatura si ungere, e.t.c. [1-3], [6-7]
5. Ajustaje intermediare
Se utilizeaza pentru asigurarea unei centrari precise a arborelui in alezaj, pentru obtinerea de imbinari etanse si pentru cazurile in care montarea si demontarea pieselor asamblari trebuie sa se faca relativ usor si fara deteriorarea suprafetelor de contact. [2] La aceste ajustaje pentru garantarea imobilitatii pieselor imbinarii este necesar sa se prevada elementele de siguranta (stifturi, pene e.t.c.).
O problema importanta la aceste ajustaje este cea a cunoasterii probabilitatii jocurilor si strangerilor ce apar la asamblare. Ajustajul probabil se considera acel joc sau acea strangere care rezulta la asamblarea pieselor, daca dimensiunea lor efectiva este la 1/3 din toleransa fundamentala, respectiv fata de dimensiunea limita corespunzatoare maximului de material. Valorile date in standard sunt pentru ipoteza ca procesul de productie este reglat in consecinsa, in caz contrar probabilitatea ajustajului calculandu-se functie de dimensiunea la care se considera reglat procesul tehnologic. [1-3], [6-7]
5.3. Ajustaje cu strangere
Se folosesc acolo unde la anumite solicitari si temperaturi de regim, imobilitatea relativa a pieselor conjugate se realizeaza fara utilizarea unor elemente suplimentare de fixare. Prin strangere, pe suprafetele de contact se creaza o stare de tensiuni proportionala cu marimea strangerii. Din cauza deformarii materialului pieselor si a dificultatilor de montare si demontare, aceste ajustaje se prescriu atunci cand, pana la sfarsitul perioadei de functionare nu este necesara demontarea pieselor asamblate.
In general, cu cat solicitarile mecanice si termice ale asamblarii sunt mai mari, cu atat strangerile trebuie luate mai mari. La proiectarea acestor ajustaje se va avea in vedere faptul ca, in urma amplasarii rugozitasilor strangerea efectiva va fi mai mica decat cea calcula pe baza diferensei dimensiunilor efective . [1], [3], [7]
Dupa modul de obsinere a strangerii deosibim : [2]
ajustaje cu strangere longitudinala, la care presarea se face la temperatura ambianta, arborele fiind impins in directie axiala (fig. 5.a)
ajustaje cu strangere transversala, la care apropierea suprafetelor celor doua piese conjugate se face perpendicular la axa acestora, dupa ce piesele au fsot montate cu joc una in alta. Jocul rezulta fie prin incalzirea piesei cuprinzatoare, care la racire va strange piesa din interior, fie prin racirea piesei cuprinse care, la incalzire se dilata. (fig. 5. b,c)
ajustaje cu strangere longitudinala si transversala
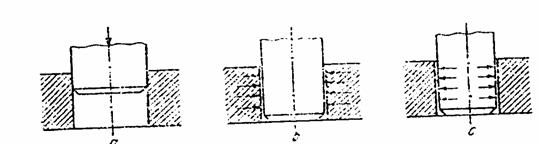
Fig.5. Diferite metode de obsinere a ajustajelor cu strangere
Se recomanda, atat la ajustajul cu strangere longitidinala cat si la cel cu strangere transversala sa se prevada o tesire conica a piesei cuprinse pentru usurarea montajului si evitarea concentratorilor de tensiuni la capatul piesei interioare.
Manualele de rezistenta materialelor si organe de masini, precum si unele lucrari de tolerante se ocupa in detaliu de calculul inbinarilor presate.
In principal, alegerea preciziei si ajustajelor (cu joc, cu strangere sau intermediare) se poate face pe doua cai :
a) Pe baza recomadarilor oferite de literatura de specialitate (standarde, tratate, norme, instructiuni) pentru fiecare domeniu al constructiilor de masini [1]
b) A doua modalitate, aplicata mai ales la proiectarea si realizarea unor produse noi consta in urmatoarele : in functie de destinatie, parametrii functionali si conditiile de exploatare ale produsului, pentru fiecare asamblare alezaj-arbore se calculeaza (dupa determinarea sau stabilirea dimensiunii nominale) jocul sau strangerea necesare la asamblare si la functionarea in regim. Se impune ca proiectantul sa calculeze nu o singura valoare (de exemplu cea teoretica necesara) a jocului sau strangerii ci valorile limita intre care pot fi cuprinse jocurile sau strangerile efective astfel incat sa permita functionarea normala a pieselor in conditiile fixate. Avand valorile limita ale jocurilor si strangerilor se calculea toleransa ajustajului cu relatiile (1.11 ; 1.14 ; 1.17) :
Taj = Jmax - Jmin = TD + Td
Tas = Smax - Smin = TD + Td
Tai = Jmax + Smax = TD +Td
Din aceste relatii se pot detemina tolerantele alezajului (TD) si arborelui (Td), considrandu-se fie cu valori egale, fie adoptandu-se pentru alezaj o toleranta mai mare cu una pana la cel mult doua clase de precizie, cunoscut fiind faptul ca alezajele se prelucreaza mai greu ca arborii. [1] dupa ce s-au determinat tolerantele TD si Td, se adopta un ajustaj standardizat in unul din sistemelor de ajustaje (alezaj sau arbore unitar).
6. TOLERANTELE DIMENSIUNILOR LIBERE
Cotele fara indicatii de tolerante pe desen sunt cote de importanta secundara denumite cote sau dimensiuni libere.
Ele apartin unor suprafete care nu formeaza ajustaje, deci nu intra in contact functional cu alte suprafete, sau nu sunt componente importante ale lanturilor de dimensiuni. Trebuie mentionat totusi ca aceste cote influenteaza greutatea, gabaritul precum si estetica produselor.
Pentru definirea preciziei dimensinale si geometrice a acestor cote, ale pieselor sau ansamblurilor prelucrate prin aschiere, se face apel la STAS 2300 - 88.
Notarea pe desen a tolerantelor genereale se face prin inscrierea termenului « tolerante » urmat de simbolurile tolerantelor generale dimensionale (conform tabelelor 14 din STAS) si tolerantelor generale geometrice (conform tabelelor 57 din STAS). Exemplu de notare a tolerantelor generale dimensionale in clasa de precizie « m » si a tolerantelor generale geometrice in clasa de prercizie « S » :
Tolerante mS conform STAS 2300 - 88
STAS-ul prevede patru clase de precizie simbolizate cu litere mici : f, m, c, v pentru tolerantele generale dimensionale si patru clase de precizie pentru tolerantele generale geometrice notate cu litere mari : R, S, T, U, indicand in functie de dimensiune si de clasa de precizie aelasa, abaterile limita admise.
In mod obisnuit abaterile acestor suprafete nu se verifica, exceptand anumite situatii, in care, cu acordul partilor, ele se pot verifica prin sodaj, pentru a se stabili daca gradul de executie a fost respectat.
Copyright © 2025 - Toate drepturile rezervate