|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Masini-unelte de netezit
Prelucrarile de netezire au scopul imbunatatirii rugozitatii suprafetelor prelucrate prin alte procedee si in anumite limite de crestere a preciziei dimensionale si de forma.
Principalele prelucrari de netezire sunt: superfinisarea, honuirea, lepuirea, rodarea si lustruirea. Ele vor fi prezentate in continuare, impreuna cu sculele si masinile-unelte pe care se realizeaza.
1. Superfinisarea si masini de superfinisat.
Superfinisarea, sau vibronetezirea, este prelucrarea prin aschiere realizata cu ajutorul barelor abrazive de granulatie fina, care executa o miscare principala de aschiere vibratorie. Se aplica la prelucrarea suprafetelor de revolutie si plane, exterioare si interioare, in scopul imbunatatirii calitatii suprafetei pana la Ra = 0,05.0,025 [mm], fara a corecta erorile de forma.
Barele abrazive sunt monate elastic in suporti adecvati formei suprafetei prelucrate, denumiti capete de superfinisat, care executa o miscare vibratorie cu amplitudinea 2.5[mm], cu o frecventa de 3.200 [Hz]. Pentru acoperirea intregii suprafete a piesei, aceasta sau scula executa doua sau mai multe miscari de avans, cu viteze de 10.40[m/min].
În timpul prelucrarii, intre barele abrazive si suprafata de prelucrat trebuie asigurata o presiune de contact de 5.35 [N/cm2]. Prelucrarea se realizeaza in prezenta unui lichid de racire-ungere, de obicei petrol (90%) si ulei de turbina (10%).
Principiul prelucrarii prin superfinisare a unei suprafete exterioare de revolutie, este prezentat in figura 5.71, in care s-au notat: 1-piesa de prelucrat; 2-bare abrazive; 3-arcuri; 4-corpul sculei. Capul de superfinisat, format din elementele 2, 3 si 4 este apasat cu o
forta elastica controlata Fe l, si executa miscarea principala vibratorie vv si miscarea de a-
Fig.5.71
vans longitudinal
wl, in timp ce piesa
realizeaza miscarea de avans circular wc.Din combina-rea celor doua miscari de
avans wl si wc, fiecare granula
abraziva descrie traiectorii elicoidale ori-entate succesiv
stanga-dreapta, care se intersecteaza intre ele si cu traiectoria
miscarii vibratorii, rezultand o retea de rizuri
orien-tate multidirectional, determinand astfel o rugozitate
minima.
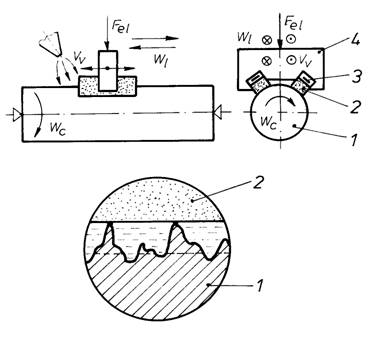 Fig.5.71
Fig.5.71
Viteza de desfasurare a procesului este neuniforma, ea fiind mare la inceputul prelucrarii, cand suprafata de contact scula-piesa este mica si presiunea de
contact este mare, tinzand asimptotic in timp spre zero.
De aceea, controlul procesului se realizeaza prin timpul de prelucrare, care este uzual de ordinul minutelor.
Masinile de suprefinisat pot fi impartite in doua grupe: (dupa pozitia axei piesei): orizontale si verticale, primele fiind mai raspandite.
Fig.5.72
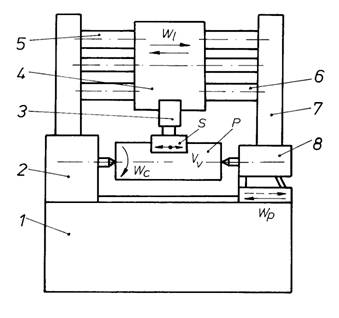 Fig.5.72
Fig.5.72
Principiul constructiv si functional al masinilor de superfinisat orizontale este redat in figura 5.72, in care s-au notat:
-batiu;
-papusa fixa portpiesa;
-cap vibrator;
-carucior;
-ghidaje;
-montanti;
-papusa mobila.
Miscarile de lucru sunt notate ca in figura 5.71, avand in plus miscarea de pozitionare a papusii mobile wP.
2. Honuirea si masini de honuit.
Honuirea este procedeul de netezire a alezajelor cilindrice, realizat cu o scula denumita cap de honuit, sau hon.
Partea activa a unui hon o constituie mai multe bare abrazive care pot fi apasate elastic inspre suprafata de prelucrat, sau pot fi conduse fortat. Honurile cu conducere for-
Fig.5.73
tata
a barelor realizeaza nu numai imbunatatirea
calitatii suprafetei pana la Ra=0,4.0,025 [mm], ci si corectarea unor erori de
forma ale suprafetei prelucrate.
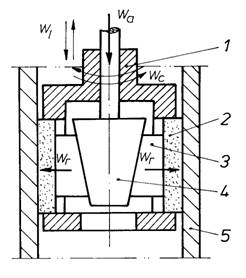 Fig.5.73
Fig.5.73
Principiul prelucrarii si constructia unui hon simplu cu conducerea fortata a barelor este prezentat in figura 5.73, in care s-au notat: 1-corpul honului; 2-bare abrazive; 3-pene inclinate; 4-con de actionare; 5-piesa de prelucrat.
Barele abrazive 2, in numar de 3.12, sunt
introduse cu joc in canalele radiale din corpul honului si sunt
apasate radial de penele 3 actionate de conul 4. Pozitia
radiala a barelor si presiunea de contact sunt controlate prin
deplasarea axiala a co
Fig.5.74 Fig.5.74
nului,
miscarea wa, care
determina deplasarea radiala a barelor wr.
Honul este fixat in arborele principal al masinii de honuit printr-o articulatie cardanica, ce permite autoorientarea si centrarea automata in zona de prelucrare.
În vederea prelucrarii, capul de honuit executa o miscare complexa obtinuta prin combinarea unei miscari de avans longitudinal wl (5.20 [m/min]), cu o miscare de avans circular wc (20.75 [m/min]), raportul celor doua viteze fiind wc / wl = 3.5, iar frecventele lor stabilite astfel incat sa nu fie un multiplu intreg. Traiectoriile descrise de granulele abrazive sunt elice cilindrice orientate stanga-dreapta, care se intersecteaza multidirectional.
Presiunea de contact intre barele abrazive si suprafata prelucrata se incadreaza in limitele (35.140 [N/cm2]); ca lichid de lucru, la prelucrarea otelurilor se utilizeaza un amestec de petrol (90%) cu ulei (10%), iar la prelucrarea fontelor numai petrol.
În functie de operatia anterioara si de marimea adaosului de prelucrare (intre 0,25.0,01 [mm]), prelucrarea de netezire prin honuire se poate realiza intr-o singura faza sau in doua, sau chiar trei faze succesive, utilizand honuri cu granulatie diferita.
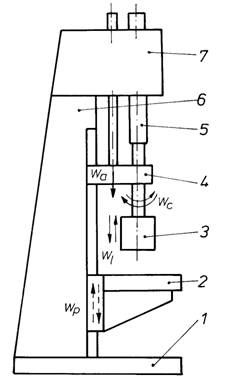
Masinile de honuit pot fi (in functie de pozitia arborelui principal): orizontale, verticale sau inclinate. Cele mai raspandite sunt masinile verticale, a caror principiu constructiv este prezentat in figura 5.74. Ele se compun din urmatoarele elemente: 1-placa de baza; 2 masa; 3-cap de honuit; 4-cap de actionare a barelor; 5-arbore principal; 6-montant; 7-cap de antrenare.
Miscarile de lucru sunt cele prezentate in figura 5.74, avand in plus miscarea de pozitionare a mesei wp.
Caracteristicile principale ale masinilor de honuit sunt: diametrul maxim de prelucrare si lungimea maxima a cursei longitudinale.
3. Lepuirea si masini de lepuit.
Lepuirea este un procedeu de netezire foarte fina, realizata cu ajutorul unor scule specifice, mediul activ fiind o pasta sau un lichid continand pulberi sau micropulberi abrazive. Adaosul de prelucrare la lepuire este foarte mic (5.20 [mm]), calitatea suprafetelor lepuite ajungand la Ra = 0,012 [mm].
Constructia sculei este specifica suprafetei de prelucrat. Astfel, la prelucrarea su-
Fig.5.75
prafetelor
interioare se utilizeaza dornuri rigide sau extensibile, iar la cele
exterioare discuri de lepuit, confentionate din anumite materiale
(metalice sau nemetalice), care executa miscari specifice.
Viteza de lucru poate sa ajunga la 100 [m/min], iar presiunea de
contact dintre scula si piesa se situeaza intre (7.35
[N/cm2]).
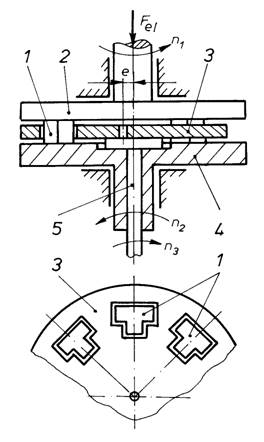 Fig.5.75
Fig.5.75
Masinile de lepuit au o constructie simpla, subansamblul cel mai important fiind dispozitivul de lepuit, care are o forma specifica tipului de suprafata prelucrata.
În figura 5.75 este prezentat un dispozitiv de lepuit suprafete plane. El se compune din urmatoarele elemente: 1-piese de prelucrat; 2-disc de lepuit superior; 3-colivie; 4-disc de lepuit inferior; 5-arbore de antrenare a coliviei.
În vederea prelucrarii, discurile 2 si 4 se ung cu un strat de pasta abraziva, iar piesele se aseaza cu joc mare in locasele lor din colivie. Se coboara discul 2 (rabatabil) si se pornesc miscari-
le de lucru:
- n1 si n2 - miscarile de rotatie ale celor doua discuri, avand sens contrar;
- n3 - miscarea de antrenare a coliviei.
Datorita excentricitatii e a arborelui 5, colivia 3 capata deplasari radiale care combinate cu rotatia discurilor 2 si 4, determina aparitia unor traiectorii ale particolelor abrazive de tipul cicloidelor, care se intersecteaza multidirectional.
Rodarea este un procedeu de netezire fina asemanator lepuirii, deosebirea constand in faptul ca prelucrarea se realizeaza utilizand ca scula piesa conjugata.
Lustruirea este operatia de netezire fina realizata in scop decorativ. Este asemanatoare lepuirii cu deosebirea ca pasta abraziva se aplica pe un disc moale, confectionat din pasla, piele, etc. Operatia se poate realiza manual sau mecanic cu ajutorul polizoarelor, utilizand discuri in pasla.
Copyright © 2026 - Toate drepturile rezervate