|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Masini pentru prelucrarea danturi
Dantura rotilor dintate poate fi prelucrata intr-o singura operatie, de taiere a dintilor din plin (cazul rotilor dintate de precizie redusa), sau din doua sau chiar trei operatii (cazul rotilor dintate de precizie ridicata), cand dupa operatia de taiere a dintilor se recurge si la operatii de finisare sau de superfinisare.
Se cunosc diferite procedee de taiere a danturilor, de finisare si de superfinisare, pentru fiecare procedeu existand cate o masina tip, specializata in operatia respectiva.
Dupa modul de generare a profilului dintilor (curba generatoare G) procedeele de danturare pot fi impartite in doua grupe, avand la baza metode de lucru principial diferite:
- metoda copierii, la care profilul dintilor se obtine prin copierea profilului sculei sau al unui sablon;
- metoda rularii, la care profilul dintilor se obtine pe cale cinematica, ca infasuratoare a pozitiilor succesive ale profilului dintilor sculei, ca urmare a angrenarii sculei cu roata de prelucrat, respectand legile angrenarii.
Deoarece danturile rotilor dintate cilindrice difera ca geometrie de cea a rotilor conice, exista masini specializate diferite pentru prelucrarea celor doua tipuri de danturi.
1. Masini pentru prelucrarea rotilor dintate cilindrice.
1.1. Prelucrarea rotilor dintate cilindrice prin copiere cu scule profilate.
Aceasta metoda se poate realiza prin procedeul frezarii (mai raspandit), sau prin mortezare.
Procedeul frezarii se utilizeaza la prelucrarea rotilor dintate de precizie redusa, care nu lucreaza la turatii si puteri mari, sau ca operatie de degrosare a danturii rotilor, care ulterior sunt finisate pe masini de danturat prin rulare.
Pentru prelucrarea danturilor cu module mici se utilizeaza, ca scule, frezele disc modul, la module mari - frezele deget modul, iar la operatiile de degrosare - freze disc sau deget cu profil trapezoidal.
Prelucrarea se poate realiza pe masinile universale de frezat, utilizand ca accesoriu capul divizor universal, sau pe masini specializate.
Principiul prelucrarii danturilor prin copiere cu scule profilate este prezentat in figura 5.76,a, pentru prelucrarea cu freza disc modul si in figura 5.76, b pentru prelucrarea cu freza deget modul. Ambele scule au intr-o sectiune axiala profilul golului dintre dinti si se regleaza astfel incat sa ocupe o pozitie simetrica fata de directia radiala a rotii de prelu-
crat.
Sculele, initial deplasate axial fata de piesa, se regleaza la adanci-mea de taiere a profilului dorita (miscarea de pozitionare radiala wpr ) si executa miscarea principala de aschiere nS. Piesa executa miscarea de avans longitudinal wl intr-un sens, in vederea prelucrarii golului pe toata latimea ei, dupa care vine rapid in pozitia initiala si executa miscarea de divizare wd, de rotatie cu unghiul dintre doi dinti, in vederea prelucrarii
golului urmator, s.a.m.d. pana la prelucrarea tuturor dintilor. Prelucrarea se poate realiza din una sau mai multe treceri, pana la obtinerea inaltimii necesare a dintelui.
Atunci cand prelucrarea se executa pe masinile de frezat universale, miscarea de avans wl este realizata de sania longitudinala a masinii, iar miscarea de pozitionare wpr - de consola acesteia (miscarea wv , fig.5.36).
Deoarece profilul frezei disc modul corespunde cu profilul golului in sectiune normala, la prelucrarea rotilor dintate cu dinti drepti intre axa sculei si a piesei se regleaza
Fig.5.77
unghiul j (fig.5.77,a); la prelucrarea
rotilor cu dinti inclinati cu unghiul bp (fig.5.77,b), unghiul dintre axe are
valoarea j bp in functie de sensul elicei
directoare a dintilor). Unghiul j se regleaza prin rotirea saniei
longitudinale in miscarea wr.
Miscarea de divizare wd
si generarea elicei directoare a dintilor se realizeaza cu
ajutorul capului divizor universal montat pe masa masinii.
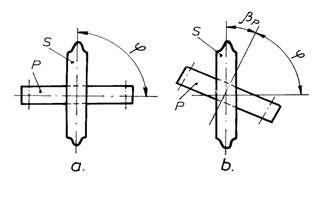 Fig.5.77
Fig.5.77
Profilul golului dintre dinti la o roata dintata depinde de modul si de numarul de dinti, astfel incat pentru fiecare roata ar fi necesara o scula cu profilul respectiv. În scopul rationalizarii fabricatiei si exploatarii acestor scule, ele se executa cu un profil unic pentru un inerval de numere de dinti ,astfel incat pentru fiecare modul exista un set de 8 freze. La realizarea unei prelucrari se alege freza corespunzatoare intervalului in care se incadreaza numarul de dinti al piesei de prelucrat.
Datorita diferentelor dintre profilele teoretice ale piesei si sculei, dificultatilor de realizare cu o precizie ridicata a profilului sculei si reglajelor multiple necesare in vederea prelucrarii, aplicarea metodei pe masinile de frezat universale conduce la precizii de prelucrare si productivitati reduse, astfel incat acest procedeu se utilizeaza la realizarea pieselor nepretentioase, la o productie de unicate sau serie mica.
Fig.5.78
Performante superioare se
obtin la aplicarea metodei pe
masinile specializate de frezat cu freza deget, destinate
productiei de serie. În acest caz se utilizeaza o scula
proiectata special pentru piesa respectiva, iar miscarile
de lucru sunt realizate prin cinematica masinii in ciclu
semiautomat, astfel incat atat precizia de prelucrare
cat si productivitatea sunt mult mai mari.
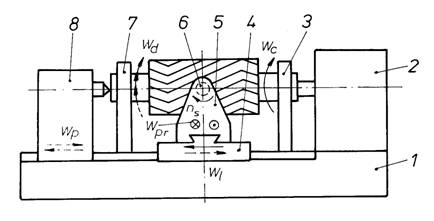 Fig.5.78
Fig.5.78
Principiul constructiv si functional al unei ma-sini de frezat cu freza de-get este prezentat in fi-gura 5.78, in care s-au notat:1-batiu;2-papusa fi-xa; 3,7-lunete de sustine-re; 4-sanie longitudinala; 5-cap de frezat; 6-arbore principal portscula; 8-papusa mobila.
Miscarile executate au aceeasi semnificatie ca in figura 5.76, avand in plus miscarea de avans circular wc, care combinata cu wl genereaza cinematic elicea directoare a dintilor.
Aceste masini se folosesc la prelucrarea rotilor dintate de dimensiuni mari, permitand prelucrarea danturilor drepte, inclinate, in V si in W.
Fig.5.76
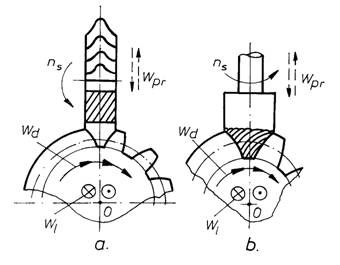 Fig.5.76
Fig.5.76
1.2. Masini de danturat roti cilindrice prin rulare.
Aceste masini permit realizarea curbei generatoare (profilul dintelui) pe cale cinematica, prin combinarea unor miscari simple, de rotatie si translatie, in cadrul procesului de rulare.
1.2.1. Principiul rularii.
Rularea este rostogolirea fara alunecare a unei curbe convexe pe o alta curba, cu pastrarea permanenta a unui punct de tangenta.
Fig.5.79
Profilul generator cel mai
raspandit la rotile dintate cilindrice este evolventa
circulara, o curba plana generata ca traiectorie a unui
punct situat pe o dreapta care ruleaza pe un cerc (fig.5.79).
Practic, pe masinile-unelte, exista doua posibilitati
de realizare a rularii: cu dreapta mobila si cu
dreapta fixa.
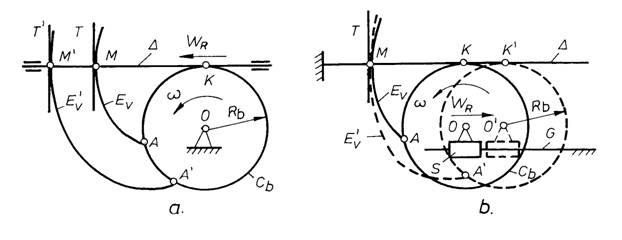 Fig.5.79
Fig.5.79
Rularea cu dreapta mobila (fig.5.79,a) se obtine deplasand dreapta D dupa directia sa cu viteza de rulare wR si imprimand cercului Cb o miscare de rotatie in jurul punctului fix O, cu viteza unghiulara w, astfel incat sa fie indeplinita conditia de rulare, adica viteza ambelor curbe in punctul K de tangenta sa aiba aceeasi valoare:
![]() . (5.37)
. (5.37)
Daca la un moment dat punctul M a generat evolventa EV cu baza in A, prin rulare el ajunge in M', iar A in A', evolventa EV, deplasandu-se
in E'V. Conditia
de rulare permite scrierea egalitatilor: ![]() ;
; ![]() ;
;![]() . Dreapta D este in
permanenta normala la evolventa, iar tangenta T se deplaseaza paralel cu ea
insasi din T in
T'.
. Dreapta D este in
permanenta normala la evolventa, iar tangenta T se deplaseaza paralel cu ea
insasi din T in
T'.
Rularea cu dreapta fixa (fig.5.79, b) presupune realizarea ambelor miscari, atat a rotatiei w cat si a translatiei wR de catre cercul Cb, al carui centru O se deplaseaza pe o directie paralela cu D datorita cuplei de translatie formata din sania S si ghidajul G. Evolventa generata trece permanent prin punctul fix M, tangenta T fiind de asemenea fixa.
În ambele cazuri de rulare, daca in locul tangentei T vom avea muchiile dintilor unei scule aschietoare, care se deplaseaza perpendicular pe dreapta D, acestea vor prelucra pe piesa (avand centrul in O) flancul unui dinte profilat dupa o evolventa obtinuta ca infasuratoare a pozitiilor succesive ale muchiei T. Prin inversarea sensului de rulare, in mod similar poate fi obtinut si celalalt flanc al dintelui.
Fig.5.80
La
schemele din figura 5.79, cercul pe care se realizeaza rularea, Cb, este denumit cerc de baza. Rularea pe cercul de
baza prezinta dezavantajul ca este utilizat, teoretic, un singur
punct de pe muchia aschietoare a sculei (practic, o zona redusa
in jurul punctului M), ceea ce
determina uzarea rapida a acesteia. Pentru exploatarea integrala
a sculei, in practica rularea se realizeaza pe un cerc de
raza mai mare, Rr,
numit cerc de rostogolire (Cr), muchia aschietoare
a sculei S avand o pozitie
inclinata fata de tangenta T, cu un unghi a (fig.5.80) denumit unghi de angrenare.
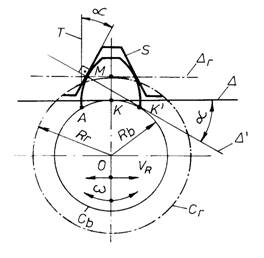 Fig.5.80
Fig.5.80
Elementul fictiv, avand profilul trapezoidal cu flancurile inclinate cu unghiul a, care genereaza evolventa prin rularea dreptei de rostogolire Dr pe cercul de rostogolire Cr, poarta denumirea de cremaliera de generare, iar scula cu acelasi profil se numeste cutit pieptene (sau cutit cremaliera).
Cremaliera de generare este de fapt o roata dintata degenerata, avand Rr = ¥ (cercul sau de rostogolire degenereaza in dreapta Dr). Rularea se poate produce la fel de bine cu o roata dintata cu raza finita, profilul dintelui devenind in acest caz evolventic, iar rularea realizandu-se prin rostogolirea fara alunecare a celor doua cercuri de rostogolire; evolventele dintilor celor doua roti sunt curbe reciproc infasuratoare, iar scula avand un astfel de profil se numeste cutit roata.
Metoda prelucrarii danturii prin rulare este superioara metodei copierii, asigurand atat o precizie de generare cat si o productivitate mai mare, iar sculele pot prelucra roti dintate cu orice numar de dinti, singura restrictie fiind modulul, care trebuie sa fie acelasi.
Procedeele de prelucrare a rotilor dintate cilindrice prin rulare sunt urmatoarele:
- prin frezare cu freza melc;
- prin mortezare cu cutit roata;
- prin mortezare cu cutit cremaliera.
1.2.2. Masini de danturat prin frezare cu freza melc.
Freza melc are forma unui melc (o roata dintata cu dinti inclinati si numar foarte mic de dinti) la care s-au practicat un numar de canale perpendiculare pe elicea melcului, in scopul crearii fetei de degajare a dintilor, obtinandu-se astfel o scula aschietoare profilata. Fata de asezare a dintilor se detaloneaza; scula este fabricata din otel rapid. Profilul dintilor pe fata de degajare corespunde cremalierei de generare, care in procesul prelucrarii va rula cu semifabricatul.
Principiul cinematic al prelucrarii cu freza melc rezulta din figura 5.81, in care este
Fig.5.81
prezentata
structura lantului cinematic de rulare. Scula S primeste miscarea de rotatie nS
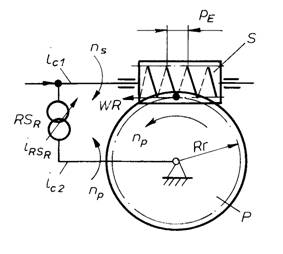 Fig.5.81
Fig.5.81
care
asigura realizarea vitezei principale de aschiere si constituie
totodata una din miscari-le componente ale rularii. Prin
rotirea frezei profilul cremalierei de generare se deplaseaza
tangential fata de piesa cu viteza de rulare ![]() , pE
fiind pasul elicei melcului. Pie-sa P
se roteste cu turatia nP
care trebuie sa asigure pe cercul de rostogolire o viteza tan-gentiala
egala cu wR
(conditia de rulare), astfel incat se poate scrie:
, pE
fiind pasul elicei melcului. Pie-sa P
se roteste cu turatia nP
care trebuie sa asigure pe cercul de rostogolire o viteza tan-gentiala
egala cu wR
(conditia de rulare), astfel incat se poate scrie:
![]() , (5.38)
, (5.38)
in care pP este pasul piesei, iar zP - numarul de dinti al acesteia.
Deoarece pentru o freza melc cu
zS dinti
(inceputuri) ![]() (pP
fiind acelasi pentru doua roti in angrenare),
inlocuind in relatia (5.38) se obtine conditia de
rulare:
(pP
fiind acelasi pentru doua roti in angrenare),
inlocuind in relatia (5.38) se obtine conditia de
rulare:
![]() . (5.39)
. (5.39)
Lantul cinematic de rulare asigura legatura cinematica intre miscarile nS si np, pentru indeplinirea cerintelor relatiei (5.39), reglarea lui realizandu-se prin rotile de schimb de rulare RSR. Scriind ecuatia sa de transfer:
![]() , (5.40)
, (5.40)
si tinand cont de relatia (5.39), se obtine formula de reglare a lantului de rulare:
![]() , (5.41)
, (5.41)
in care CR este constanta lantului de rulare, specifica modelului de masina pe care se face prelucrarea.
Pentru prelucrarea unei roti dintate, pe langa miscarea principala nS si cea de rulare nP, mai sunt necesare una sau mai multe miscari de avans, executate in functie de tipul rotii dintate si metoda de lucru.
Principiul constructiv si functional al masinii de frezat cu freza melc este prezentat in figura 5.82, in care s-au notat: 1 - batiu; 2 - montant; 3 - sanie axiala; 4 - suport rotativ; 5 - sanie tangentiala; 6-traversa de rigidizare; 7 - papusa mobila; 8 - dorn portpiesa; 9 - montantul mesei; 10 - masa rotativa; 11 - sanie radiala.
Cinematica masinii permite realizarea urmatoarelor miscari:
- nS -miscarea principala de aschiere si componenta a rularii, executata de scula S;
- nP - miscarea de rotatie a piesei P in vederea rularii acesteia cu scula S;
- nPs - miscarea suplimentara de rotatie a piesei;
Fig.5.82
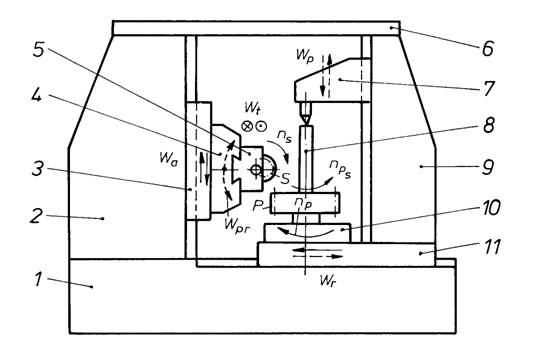 Fig.5.82
Fig.5.82
- wa - miscarea de avans axial, executata de sania axiala 3;
- wt - miscarea de avans tangential, executata de sania tangentiala 5;
- wr - miscarea de avans radial, executata de sania radiala 11;
- wpr - miscarea de pozitionare, de inclinare a axei sculei, realizata de suportul rotativ 4;
- wp - miscarea de pozitionare a papusii mobile 7.
Miscarea de pozitionare wpr este necesara pentru reglarea unghiul j (fig.5.83, a, b) dintre axa sculei si axa piesei.Deoarece elicea frezei melc este inclinata cu unghiul bS
Fig.5.83
scula
trebuie pozitionata astfel incat directia tangentei
la elice in punctul de contact cu piesa sa corespunda cu
directia dintelui piesei. La prelucrarea rotilor din-tate cu
dinti drepti (fig.5.83,a), unghiul j se calculeaza cu
rela-tia
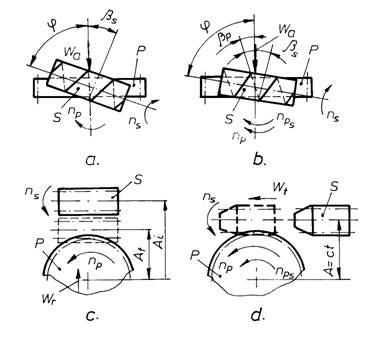 Fig.5.83
Fig.5.83![]() ,iar la prelucrarea rotilor cu dinti
inclinati(fig.5.83,b), cu formula:
,iar la prelucrarea rotilor cu dinti
inclinati(fig.5.83,b), cu formula: ![]() .
.
Pentru prelucrarea unei roti dintate, pe langa miscarea prin-cipala nS si cea de rulare nP, mai sunt necesare una sau mai multe miscari de avans, executate in
functie de tipul rotii dintate si metoda de lucru.
Miscarea de avans axial wa este executata de scula la prelucrarea rotilor cilindrice, pentru taierea dintilor la aceeasi adancime pe toata latimea rotii (fig.5.83, a).
Miscarea de avans tangential wt este executata de scula la prelucrarea rotilor cilindrice prin metoda de lucru cu avans diagonal (combinarea avansurilor wa si wt in vede-
rea utilizarii sculei pe toata lungimea ei) si la prelucrarea rotilor melcate prin metoda cu avans tangential (fig.5.83, d).
Miscarea de avans radial wr este executata de piesa in vederea reglarii adancimii de taiere a dintilor, sau la prelucrarea rotilor melcate prin metoda cu avans radial (fig.5.83,c).
Miscarea suplimentara nPs , executata de piesa, este necesara la prelucrarea rotilor cu dinti inclinati, elicea directoare a dintilor fiind realizata pe cale cinematica prin combinarea miscarilor wa si nPs (fig.5.83,b). Ea este executata, de asemenea si la prelu-crarea rotilor cilindrice (cu dinti drepti sau inclinati) prin metoda de lucru cu avans diago-nal, precum si la prelucrarea rotilor melcate prin metoda cu avans tangential (fig.5.83,d).
Posibilitatile de prelucrare ale masinilor de danturat cu freza melc, au rezultat din cele prezentate mai sus, fiind urmatoarele:
- roti dintate cilindrice cu dinti drepti sau inclinati, prin metoda de lucru cu avans axial sau diagonal (fig.5.83, a, b);
- arbori canelati, prin aceleasi metode ca la rotile cilindrice,
- roti cilindro-conice, prin combinarea avansului axial wa cu cel radial wr;
- roti melcate, prin metoda cu avans radial (fig.5.83, c) sau cu avans tangential (fig.5.83, d);
- melci cilindrici, prin metoda cu avans tangential si melci globoidali, prin metoda cu avans radial, in ambele cazuri scula fiind un cutit roata montat in locul piesei, iar semifabricatul in locul frezei.
Procedeul de prelucrare a danturilor cu freze melc prezinta urmatoarele avantaje:
- posibilitati largi de prelucrare;
- productivitate ridicata, datorita aschierii si divizarii continue in cadrul rularii; prin utilizarea la operatiile de degrosare a frezelor melc cu doua inceputuri, productivitatea se dubleaza;
- posibilitatea utilizarii aceleiasi scule la prelucrarea unor piese diferite, singura conditie fiind respectarea modulului; exceptie face prelucrarea rotilor melcate, la care freza melc trebuie sa aiba parametrii caracteristici determinati in functie de melcul cu care va angrena roata melcata.
Ca dezavantaje, pot fi considerate urmatoarele:
- imposibilitatea prelucrarii rotilor mici la blocurile baladoare cu roti apropiate;
- imposibilitatea prelucrarii danturilor interioare;
- precizia de taiere a profilului este mai redusa decat la alte procedee, fiind determinata numai de caracteristicile frezei melc si neputand fi influentata prin reglarea masinii; pentru cresterea preciziei, la finisare se recomanda utilizarea frezelor melc cu un singur inceput si avand un numar mare de dinti aschietori.
Caracteristicile de mai sus, fac ca aceste masini sa fie cele mai raspandite masini de danturat.
1.2.3. Masini de danturat cu cutit roata.
Prelucrarea danturilor cu cutit roata se realizeaza cel mai frecvent prin mortezare, dar si prin rabotare, pe masini specializate.
Cutitul roata are forma unei roti dintate, confectionata din otel rapid, avand practicate unghiurile de degajare g si de asezare a (fig.5.85, a).
Profilul dintilor este evolventic, sau o alta curba conjugata celei necesare de realizat
pe piesa.
Fig.5.84
Prelucrarea
danturii cu cutit roata se bazeaza pe principiul generarii
evolventei cu dreapta mobila, structura
lantului de rulare fiind prezentata in figura 5.84.
Conditia de rulare in acest caz are forma:
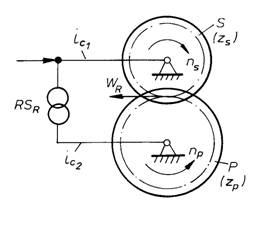 Fig.584
Fig.584
![]() . (5.42)
. (5.42)
Scriind ecuatia de transfer a lantului cinematic de rulare:
![]() , (5.43)
, (5.43)
si tinand cont de relatia (5.42), se obtine formula de reglare:
![]() , (5.44)
, (5.44)
avand aceeasi forma ca la prelucrarea cu freza melc.
Principiul prelucrarii danturilor prin mortezare cu cutit roata este prezentat in figu- ra 5.85.
Scula executa miscarea principala v, o miscare rectilinie alternativa, avand o cursa de lucru (la coborare) si una pasiva (la ridicare).
Pentru evitarea frecarilor dintre fetele de asezare ale dintilor sculei si suprafata prelucrata a piesei, scula executa si o miscare de pozitionare repetata wp, sincronizata cu miscarea v, de apropiere de piesa la inceputul cursei de lucru si de indepartare pe cursa de intoarcere.
Simultan cu miscarea principala v, scula se roteste cu turatia nS, iar piesa cu turatia
nP, ambele miscari fiind continue si reprezentand miscarea de rulare.
Fig.5.85
Pentru
reglarea adancimii de taiere a golului, piesa executa
miscarea de avans radial wr,conform
schemei din figura 5.85,b.
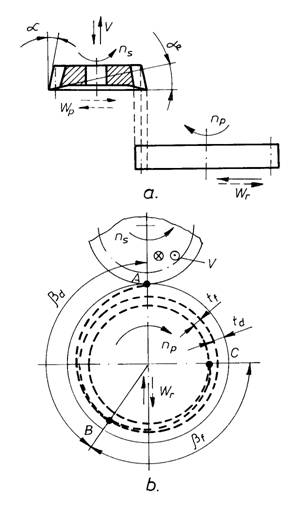 Fig.5.85
Fig.5.85
Pe parcursul fazei de degrosare, corespunzator unghiului bd de rotatie a piesei, din A in B , aceasta avanseaza radial pe adancimea td.
În punctul B miscarea de avans radial se opreste, dar rularea continua inca o rotatie completa, pentru taierea tuturor dintilor la adancimea td.
Cand scula ajunge din nou in punctul B, se porneste miscarea wr, pe arcul ![]() , corespunzator unghiului bf , realizandu-se patrunderea
pe adancimea de finisare tf,
dupa care prelucrarea continua pentru inca o rotatie
completa a piesei, realizandu-se faza de finisare.
, corespunzator unghiului bf , realizandu-se patrunderea
pe adancimea de finisare tf,
dupa care prelucrarea continua pentru inca o rotatie
completa a piesei, realizandu-se faza de finisare.
Unghiul total b de rotatie al piesei in vederea prelucrarii danturii in cele doua treceri este:
![]() . (5.45)
. (5.45)
La prelucrarea rotilor cu dantura inclinata se utilizeaza un cutit roata cu dinti incli-
Fig.5.86
nati
cu unghiul bp corespunzator piesei
(fig.5.86).
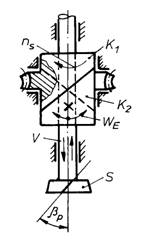 Fig.5.86
Fig.5.86
În timpul cursei miscarii principale v, scula executa si o miscare de rotatie wE, astfel incat ea descrie o miscare elicoidala de dute-vino avand unghiul de inclinare bp
Aceasta miscare se obtine cu ajutorul a doua semicame elicoidale K1 si K2 cuplate intre ele, schimbabile, avand unghiul de inclinare al piesei de prelucrat.
Principiul constructiv si functional al masinilor de mortezat dantura cu cutit roata
Fig.5.87
este
prezentat in figura 5.87, in care s-au notat: 1-batiu; 2-sanie
radiala; 3-masa
rotativa; 4-arbore principal
portscula; 5-capul de mortezat.
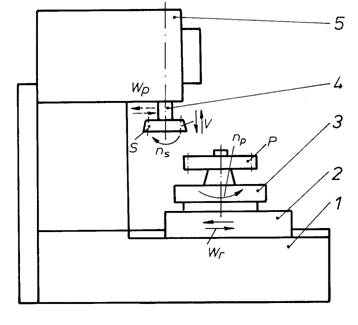 Fig.5.87
Fig.5.87
Miscarile reprezentate au aceeasi notatie si semnificatie ca cele din figura 5.85.
Un accesoriu important al acestor masini este dispozitivul pentru prelucrarea cremalierelor, care se monteaza pe sania 2 si preia miscarea nP transformand-o intr-o miscare de avans tangential.
Caracteristica principala a a-
cestor masini este diametrul maxim
al piesei de prelucrat.
Avantajele procedeului de danturare cu cutit roata sunt urmatoarele:
- este singurul procedeu care permite prelucrarea danturilor interioare, drepte sau inclinate, prin rulare;
- permite prelucrarea danturilor exterioare si interioare infundate;
- se pot prelucra cremaliere de precizie;
- pe langa prelucrarea danturilor, se pot prelucra profile exterioare sau interioare prin rulare, utilizand scule cu profil conjugat (de exemplu: came, gauri poligonale, etc.);
- calitatea suprafetei si precizia de generare a evolventei sunt superioare celor realizate la frezarea cu freza melc, deoarece numarul de curse ale miscarii principale pentru taierea unui flanc (deci numarul profilelor de infasurare ale evolventei) poate fi foarte mare si determinat prin reglarea masinii.
Masinile de rabotat dantura in V constituie o grupa aparte de masini de danturat,dar
Fig.5.88
care
utilizeaza acelasi tip de scula - cutitul roata,
lucreaza pe acelasi principiu de generare al evolventei (prin rulare)
ca si masinile de mortezat, diferentele constand in
faptul ca miscarea principala se executa pe o directie
orizontala si lucreaza simultan cu doua cutite
roata. Principiul de lucru al acestor masini este
prezentat in figura 5.88, miscarile avand aceeasi
notatie si semnificatie ca la masinile de mortezat.
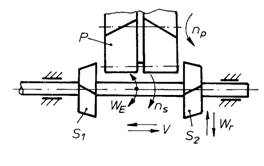 Fig.5.88
Fig.5.88
Deoarece lucreaza alternativ cu doua cutite, este utilizata fiecare cursa a miscarii
principale v, astfel incat aceste masini asigura o productivitate dubla fata de masinile de mortezat. Se utilizeaza la prelucrarea rotilor dintate cilindrice de dimensiuni mari, cu dinti in V sau drepti.
1.2.4. Masini de danturat cu cutit cremaliera.
Masinile de danturat cu cutit cremaliera sunt destinate prelucrarii rotilor dintate cilindrice exterioare, cu dinti drepti, inclinati sau in V, prin procedeul mortezarii, utilizand o scula din otel rapid avand forma unei cremaliere la care s-au practicat unghiurile de aschiere g si a.Forma simpla a sculei, avand dintii cu profil trapezoidal, permite realizarea acesteia la o precizie ridicata si, prin urmare, prelucrarea unor danturi precise.
Pe acest principiu, se construiesc masini cu generarea evolventei atat prin metoda cu dreapta fixa (mai raspandite) cat si cu dreapta mobila.
Fig.5.89
Principiul
danturarii cu cutit
cremaliera cu dreapta fixa este prezentat in figura
5.89.
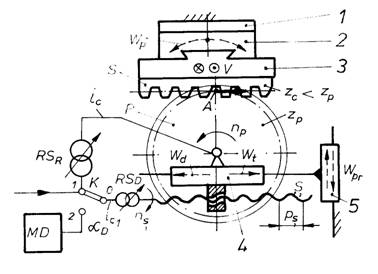 Fig.5.89
Fig.5.89
Scula S este fixata pe sania 3 care executa miscarea princi-pala de aschiere v, orientata dupa directia dintelui, profilul din-tilor in deplasarea lor generand o cremaliera fictiva fixa cu care va angrena semifabricatul.Reglarea unghiului directiei dintelui se realizeaza prin rotirea capului de mortezat 2, in miscarea de pozi-tionare wp , fata de montantul 1.
Piesa P se prinde pe o ma-sa rotativa amplasata pe sania
tangentiala 4, dispusa pe sania radiala 5. Daca cuplajul K este pe pozitia 1, ea executa simultan miscarile de rulare nP si wt, conditia de rulare fiind urmatoarea:
![]() . (5.46)
. (5.46)
Scriind ecuatia lantului cinematic de rulare:
![]() , (5.47)
, (5.47)
si tinand cont de relatia (5.46), se obtine formula de reglare:
 , (5.48)
, (5.48)
in care iRS D este raportul rotilor de schimb de divizare-pozitionare a sculei, care se calculeaza asa cum se arata in continuare.
De remarcat ca la acest procedeu avem de a face cu o dubla miscare de divizare: una continua, realizata in cadrul procesului de rulare, si una discontinua, de repozitionare a rotii fata de scula, datorita faptului ca din motive constructive, de rezistenta si de gabarit, zS < zP. Asadar, dupa prelucrarea pe piesa a unui numar de dinti zP1 < zS, se opreste miscarea de rulare si se readuce piesa in pozitia initiala, utilizand miscarea wt, prin deplasarea ei pe o lungime:
![]() . (5.49)
. (5.49)
Aceasta deplasare se obtine prin lantul cinematic de divizare-pozitionare, avand structura:
MD (aD ) - K(2) - RSD - S (aS (5.50)
Mecanismul de divizare genereaza un unghi de divizare aD = ct., care este transmis si transformat de rotile de schimb RSD in unghiul de rotatie aS al surubului S, necesar realizarii deplasarii pe lungimea LD. Deoarece:
![]() , (5.51)
, (5.51)
scriind ecuatia lantului cinematic:
![]() , (5.52)
, (5.52)
si tinand cont de relatiile (5.49) si (5.51), se obtine formula de reglare:
 , (5.53)
, (5.53)
in
care: ![]() , (5.54)
, (5.54)
reprezinta constanta lantului cinematic de divizare-pozitionare.
Fig.5.90
Miscarea de pozitionare
radiala wpr
serveste la reglarea adancimii de taiere a dintilor.
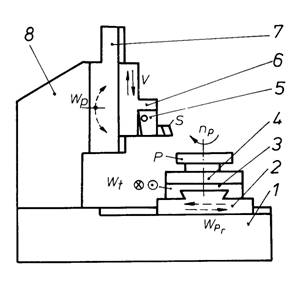 Fig.5.90
Fig.5.90
Principiul constructiv si functional al masinilor de danturat cu cutit cremaliera este prezentat in figura 5.90, in care sunt evidentiate urmatoarele elemente: 1 - batiu; 2-sanie radiala;3-sanie tangentiala; 4- masa rotativa; 5-suport portcutit;6-sanie portcutit; 7-cap de mortezat; 8-montant. Miscarile e-xecutate de masina au aceeasi notatie si semnificatie ca in figura 5.89.
Pe aceste masini se pot prelucra roti ci-lindrice cu dantura exterioara, cu dinti drepti, inclinati sau in V cu canal de separa-re, schemele de lucru fiind prezentate in figura 5.91
La prelucrarea rotilor cu dinti drepti (fig.5.91, a) se utilizeaza o scula cu dinti drepti, iar capul de mortezat se regleaza la zero (verticala) privind miscarea wP.
Prelucrarea danturilor inclinate se poate realiza in doua moduri:
- utilizand o scula cu dinti inclinati, asezata paralel cu suprafata frontala a piesei (fig.5.91, b);
- folosind o scula obisnuita, cu dinti drepti, asezata inclinat cu unghiul de inclinare a dintilor piesei, bP (fig.5.91, c).
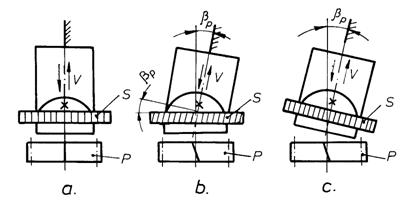
Fig.5.91
În ambele cazuri, capul de mortezat se inclina cu unghiul bP. Metoda din figura 5.91, b, necesita o scula mai dificil de realizat, dar permite prelucrarea rotilor mici ale blocurilor baladoare si a danturilor in V.
Comparativ cu masinile de mortezat cu cutit roata, masinile de mortezat cu cutit cremaliera asigura o precizie de prelucrare superioara, mai ales privind elicea directoare a dintilor, care este generata prin imprimare prin rulare si nu pe cale cinematica.
1.3. Masini pentru finisarea danturilor cilindrice.
Prelucrarile de danturare se realizeaza din una pana la trei treceri: de degrosare, de semifinisare si de finisare, in functie de precizia urmarita, care este totusi limitata pentru fiecare procedeu de prelucrare in parte. Prelucrarile de finisare ale danturilor se aplica ca operatii ulterioare danturarii, in scopul corectarii erorilor de forma a evolventei, de simetrie a dintelui, de divizare, de inclinatie, etc. precum si pentru imbunatatirea calitatii suprafetei.
Finisarea danturilor se poate realiza prin operatii de rectificare, severuire, rodare, etc.cea mai utilizata fiind rectificarea, deoarece permite eliminarea unor erori mari, la piese tratate termic si asigura o precizie ridicata de prelucrare. Fiind o operatie scumpa, se aplica numai la rotile dintate care necesita o precizie deosebita (de ordinul micronilor), cum sunt cele care lucreaza la turatii si puteri mari, in transmisiile cinematice de precizie, la rotile etalon, etc.
Dupa modul de obtinere a evolventei, prelucrarile de finisare, ca si cele de danturare, pot fi impartite in doua grupe:
- prin copiere, utilizand scule profilate;
- prin rulare.
1.3.1. Masini de rectificat dantura prin copiere cu scula profilata.
Fig.5.92
Principiul
procedeului de rectificare a danturii cu piatra profilata este
prezentat in figura 5.92. Miscarile de lucru sunt
urmatoarele:
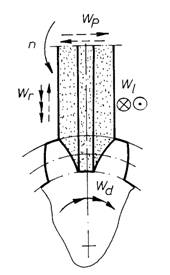 Fig.5.92
Fig.5.92
- n - miscarea principala de aschiere,executata de scula;
- wr - miscarea de avans radial, executata de scula sau piesa, in vederea reglarii adancimii de aschiere si obtinerii grosimii dintelui;
- wl - miscarea de avans longitudinal executata de scula sau piesa, in scopul prelucrarii dintelui pe toata lungimea lui;
- wd - miscarea de divizare a piesei, pentru prelucrarea succesiva a dintilor;
- wp - miscarea de pozitionare transversala a sculei pentru reglarea simetriei dintelui.
La prelucrarea rotilor cu dantura inclinata, simultan cu wl piesa executa si o miscare de rotatie alternativa, din combina-rea celor doua miscari rezultand o miscare elicoidala alternati-va dupa elicea golului.
Prelucrarea unei piese se realizeaza in mai multe faze: de degrosare, semifinisare, finisare, executate cu adancimi de aschiere diferite, dupa fiecare faza realizandu-se corectarea profilului, prin copiere dupa sablon, utilizand un mecanism tip pantograf cu reducere la scara.
Masinile de rectificat prin acest procedeu se deosebesc doar dupa elementul care executa miscarile wr si wl (scula sau piesa).
Fig.5.93
Principiul
constructiv si functional al unei masini cu scula
deplasabila este prezentat
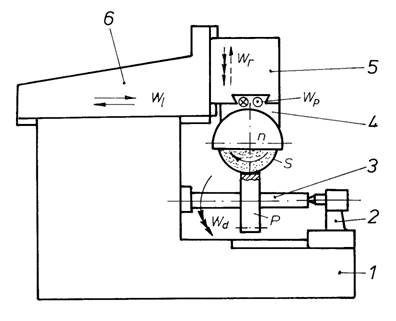 Fig.5.93
Fig.5.93
in figura 5.93, in care s-au notat:1-batiu;2-papusa mobila; 3 - dorn port piesa; 4 - sanie transversala; 5-cap de rectifi-cat; 6-sanie longitudinala.
Miscarile executate de masina sunt aceleasi cu cele prezentate in figura 5.92.
Pe acest tip de masina se pot prelucra numai roti cu dinti drepti. Productivitatea es-te ridicata, deoarece aschie-rea are loc pe toata lungimea profilului, dar precizia este mai redusa decat la prelucrarile
prin rulare, datorita dificultatilor de profilare precisa a sculei si modificarii profilului datorita
uzurii. Un avantaj al metodei este si faptul ca se pot prelucra si alte forme ale profilului, la roti sau axe canelate, utilizand scule profilate corespunzatoare.
1.3.2. Masini de rectificat dantura prin rulare.
Rectificarea danturilor prin rulare se realizeaza prin reproducerea angrenarii piesei de prelucrat cu o cremaliera imaginara, materializata partial sau total de discul (discurile) de rectificat.
Prin aceasta metoda lucreaza masinile de rectificat cu disc dublu conic (procedeul NILES), cu doua discuri taler (procedeul MAAG) si cele cu melc abraziv.
1.3.2.1. Masini de rectificat dantura cu disc dublu conic (NILES).
Fig.5.94
Principiul procedeului este
prezentat in figura 5.94. Discul de rectificat,S, avand for-
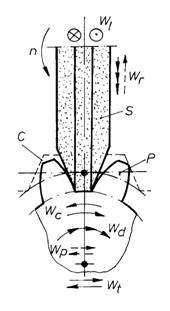 Fig.5.94
Fig.5.94
ma dintelui cremalierei, executa miscarea principala de aschiere n si o miscare de translatie alternativa wl, orientata pe directia dintelui, generand cremaliera fictiva C cu care angreneaza piesa P. De asemenea, el executa miscarea de avans radial wr, de reglare a adancimii de aschiere si a grosimii dintelui.
Piesa P executa miscarea de rulare, care se obtine prin combinarea miscarii de avans circular wc cu cea de avans transversal wt, evolventa fiind generata prin rulare cu dreapta fixa. Exista doua variante de lucru privind miscarea de rulare, care conduc la precizii si productivitati diferite, si anume:
- rularea pe un singur flanc;
- rularea simultana pe ambele flancuri.
La rularea pe un singur flanc, scula se regleaza din mis-carea wr astfel incat grosimea sa pe cercul de rostogolire sa
fie mai mica decat grosimea dintelui cremalierei, piesa execu-
tand si o miscare de pozitionare repetata wp, avand rolul trecerii sculei de pe un flanc pe celalalt. Astfel, la rularea spre stanga se prelucreaza flancul stang, iar apoi se trece scula pe flancul drept si la rularea spre dreapta se prelucreaza flancul drept, dupa care se executa miscarea de divizare wd si incepe ciclul urmator. Asadar, la un cilcu de rulare se prelucreaza flancurile unui singur gol.
La rularea pe ambele flancuri, scula se regleaza din miscarea wr astfel incat grosimea dintelui sau este mai mare decat a cremalierei, la rularea intr-un sens realizandu-se prelucrarea pe ambele flancuri ale golului, dupa care se executa miscarea de divizare wd, la rularea in sens invers prelucrandu-se flancurile golului urmator, s.a.m.d. La un cilcu de rulare se prelucreaza doua goluri, productivitatea fiind dubla fata de prima varianta, dar precizia de prelucrare este mai redusa.
Fig.5.95
Principiul
constructiv si functional al masinilor de rectificat dantura
cu disc dublu co-
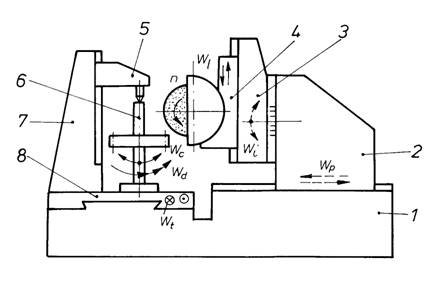 Fig.5.95
Fig.5.95
nic este prezentat in figu-ra 5.95, in care s-au notat: 1-batiu; 2-papusa portscula; 3 - suport ro-tativ; 4-sanie portscula; 5-papusa mobila;6-dorn portpiesa;7-montant;8-sanie transversala. Mis-carile de lucru au aceeasi notatie si semnificatie ca cele din figura 5.94, avand in plus miscarea de pozitio-nare wi,de inclinare a ca-pului de rectificat, pentru
reglarea directiei miscarii wl dupa directia dintelui (la prelucrarea rotilor cu dinti inclinati).
Prelucrarea se poate realiza in mai multe treceri, cilcul de lucru desfasurandu-se in mod automat.
1.3.2.2. Masini de rectificat dantura cu doua discuri (MAAG).
Aceste masini utilizeaza doua discuri abrazive in forma de taler, care materiali-zeaza fiecare cate un flanc al cremalierei. Ele pot fi reglate in trei moduri diferite (fig.5.96):
Fig.5.96
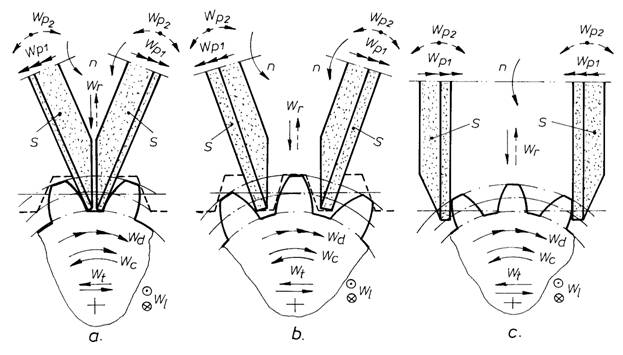 Fig.5.96
Fig.5.96
- ambele discuri inclinate, asezate in acelasi gol (fig.5.96, a), metoda folosita la prelucrarea danturilor de modul mare;
- cu discurile inclinate, dispuse in doua goluri alaturate (fig.5.96, b);
- cu discurile paralele, dispuse in goluri diferite, peste n dinti (fig.5.96, c).
Ultimele doua moduri se utilizeaza la prelucrarea danturilor cu module mici.
Generarea evolventei are loc prin rulare cu dreapta fixa, pe cercul de rostogolire (fig.5.96, a si b) sau pe cercul de baza (fig.5.96, c). În principiu, miscarile de lucru sunt aceleasi ca la masinile NILES, dar la masinile MAAG ciclul de lucru pentru prelucrarea unui dinte presupune rulari multiple realizate simultan cu deplasarea longitudinala wl, dupa care se executa miscarea de divizare wd si incepe cilcul urmator.
Fig.5.97
Principiul
constructiv si functional al masinilor MAAG este prezentat
in figura 5.97,in
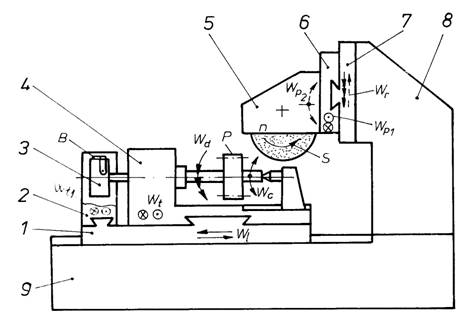 Fig.5.97
Fig.5.97
care s-au notat:
-sanie longitudi-nala;
-cadru suport;
-tambur;
-papusa portpiesa;
-capete de recti-ficat (doua);
-sanii portscula (doua);
-sanie radiala;
-montant;
-batiu.
Miscarile de lucru, de reglare si de pozitionare au aceleasi notatii in figurile 5.96 si 5.97 si sunt urmatoarele:
- n - miscarea principala de aschiere, executata de sculele S;
- wc - miscarea de avans circular, componenta a rularii, executata de piesa P;
- wt - miscarea de avans transversal, componenta a rularii, executata de piesa (papusa 4);
- wl - miscarea de avans longitudinal, executata de piesa (sania 1);
- wd - miscarea de divizare, executata de piesa;
- wr - miscarea de avans radial, executata de scule (sania 7);
- wp1 - miscarea de pozitionare a sculelor si de compensare automata a uzurii lor;
- wp2 - miscarea de pozitionare unghiulara a sculelor.
Rularea pe masinile MAAG se realizeaza cu ajutorul unui mecanism specific, reprezentat in figura 5.98, in care s-au pastrat notatiile elementelor corespunzatoare din figura 5.97. Pe arborele portpiesa, opus piesei, este montat tamburul 3 de care sunt fixate capetele benzilor elastice B, celelalte capete fiind fixate de cadrul suport 2. Papusa port-
Fig.5.98
piesa
4 primeste miscarea wt
(compo-nenta a rularii) care se transmite prin mecanismul cu
bara articulata si culisele C2
si C3 la cadrul 2,
imprimand acestuia simultan miscarea wt1. Datorita benzilor B, tamburul 3 capata o miscare determinata de
rotatia in jurul axei, care este miscarea de avans circular wc, cealalta
componenta a rularii.
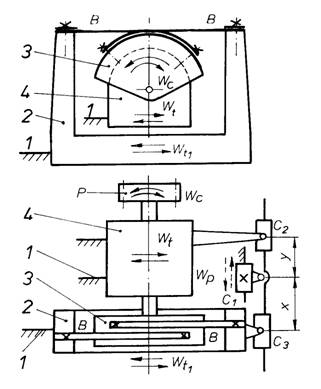 Fig.5.98
Fig.5.98
Pentru a putea utiliza un tambur 3 de un anumit diametru la prelucrarea mai multor roti avand diametre de rostogolire diferite, se regleaza lungimea bratelor x si y, prin deplasarea culisei blocabile C1 in miscarea de pozitionare wp.
Pe masinile MAAG se pot prelucra roti dintate cilindrice cu dinti drepti si inclinati, in una sau mai multe treceri. Ca
si la masinile NILES divizarea se face discontinuu, ceea ce reduce productivitatea.
1.3.2.3. Masini de rectificat dantura cu melc abraziv.
Rectificarea cu melc abraziv este asemanatoare ca principiu cinematic cu dantura -
Fig.5.99
rea cu
freza melc, generarea evolventei avand loc prin rulare cu
dreapta mobila.
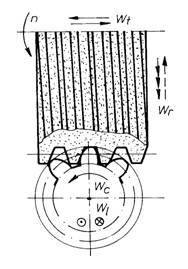 FIG.5.99
FIG.5.99
Principiul de lucru al procedeului este redat in figura5.99.
Scula, un melc abraziv de diametru mare, executa miscarea principala de aschiere n si miscarile de avans radial wr, pentru reglarea adancimii de aschiere si obtinerea grosimii dintelui, si de avans tangential, pentru utilizarea integrala a sculei pe toata lungimea ei.
Piesa executa miscarea de avans circular wc, in scopul rularii cu cremaliera imaginara mobila a sculei, si miscarea de avans longitudinal wl, pentru prelucrarea dintilor pe toata lungimea lor.
Principiul constructiv si functional al masinilor de rectificat cu melc abraziv este prezentat in figura 5.100, in care s-au notat urmatoarele elemente:
Fig.5.100
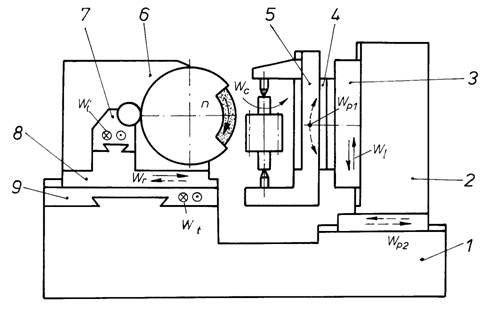 Fig.5.100
Fig.5.100
-batiu;
-montant;
-sanie longitudinala;
-suport rotativ;
-cap portpiesa;
-papusa portscula;
-dispozitiv de profilare a sculei;
-sanie radiala;
-sanie tangentiala.
Miscarile de lucru sunt aceleasi ca in figura 5.99, avand in plus miscarile de pozitionare wp1 - pentru inclinarea piesei, la prelucrarea dintilor inclinati, wp2 - pentru reglarea radiala a piesei si wi - miscarea de avans pentru corijarea profilului melcului abraziv.
Pe aceste masini se pot prelucra roti cilindrice cu dinti drepti si inclinati, de precizie mai redusa decat pe masinile NILES si MAAG, dar cu o productivitate mult superioara, datorita divizarii continue si avansului longitudinal de valoare mare, posibil datorita diametrului mare al melcului.
1.3.3. Masini de severuit dantura.
Severuirea este un procedeu de finisare a danturilor cilindrice prin razuire, realizat prin angrenarea fortata a rotii de prelucrat cu o scula speciala numita sever.
Fig.5.101
 Fig.5.101
Fig.5.101
Severul este o roata dintata cu profil evolventic special cu dinti inclinati, (fig.5.101), o cremaliera sau un melc, confectionata din otel rapid, avand practicate pe flancuri o serie de canale orientate de la varful catre baza dintelui, ale caror margini reprezinta muchiile aschietoare le sculei.
Principiul prelucrarii prin severuire este prezentat in figura 5.102. Severul, intot-deauna cu dantura inclinata, formeaza cu piesa de prelucrat un angrenaj cu axe incrucisa-te, care determina un contact punctiform intre flancuri, favorabil prelucrarii, deoarece prin aplicarea unor forte exterioare mici se obtin presiuni de contact mari, necesare razuirii.
Unghiul d dintre axele celor doua roti se calculeaza cu formula:
![]() , (5.55)
, (5.55)
in care bP si bs sunt unghiurile de inclinare ale dintilor piesei si severului.
Fig.5.102
Imprimand severului o miscare
de rotatie care determina viteza tangentiala vTS, descompunand
aceasta viteza dupa directiile normala, vNd, si de-a lungul
dintelui, vAS,
si punand conditia de continuitate a angrenarii (vNd aceeasi pentru
scula si piesa), se obtine viteza tangentiala a
piesei, vTP, care
proiectata pe directia dintelui, da viteza vAP. Viteza de
alunecare de-a lungul dintelui in punctul de contact se
calculeaza cu relatia:
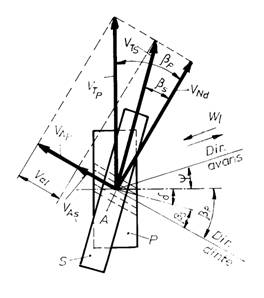 Fig.5.102
Fig.5.102
![]() , (5.56)
, (5.56)
care, in urma unor transformari devine:
![]() , (5.57)
, (5.57)
relatie care permite calculul vTS si a turatiei sculei pentru realizarea unei val dorite.
Viteza de aschiere vas se obtine din compunerea val cu cea de alunecare pe flancuri, care are valoare nula pe cercul de rostogolire, astfel ca putem scrie:
![]() . (5.58)
. (5.58)
Deoarece severul are, de regula, latime mai mica decat a rotii de prelucrat, pentru prelucrarea dintelui pe toata lungimea lui piesa executa o miscare de avans wl dupa o directie inclinata cu unghiul y, pe o lungime a cursei care sa asigure ca severul sa depaseasca marginile piesei. Dupa valoarea unghiul y, se cunosc trei metode de prelucrare:
- y = 0 - severuire cu avans axial;
- y ¹ 0 - severuire cu avans diagonal;
- y - severuire cu avans transversal (tangential).
Presiunea de contact poate fi realizata prin doua metode:
- prin franarea piesei cu un moment de franare controlat, angrenarea fiind cu joc intre flancuri si distanta dintre axe constanta pe durata prelucrarii;
- prin deplasarea sculei intr-o miscare de avans radial wr fortat, care determina impanarea dintelui severului intre dintii rotii (angrenare fara joc, distanta dintre axe variabila).
Fig.5.103
În
figura 5.103 este prezentat principiul constructiv si functional al
unei masini de severuit cu avans radial.
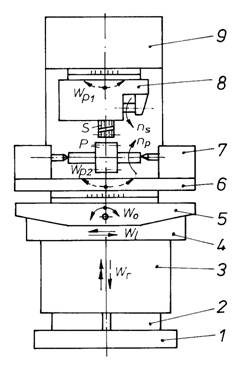 Fig.5.103
Fig.5.103
Ea se compune din urmatoarele elemente:
- placa de baza; 2 - batiu; 3 - consola; 4 - sanie longitudinala; 5 - suport oscilant; 6 - masa longitudinala; 7 - papusa mobila; 8 - cap de severuit; 9 - papusa portsever.
In vederea prelucrarii, piesa se introduce pe un dorn care se roteste liber intre varfuri. Masa 6 se roteste cu unghiul y al directiei de avans (miscarea de pozitionare wp2), iar capul de severuit 8 cu unghiul dintre axe d (miscarea de pozitionare wp1).
Severul, ca roata antrenoare, se roteste cu turatia nS, pentru asigurarea unei viteze de aschiere minime data de relatia (5.58), iar piesa cu turatia nP, rezultata din raportul de transmitere. Se porneste miscarea de avans longitudinal wl si cea de avans
radial wr, care se executa pana la atingerea distantei finale dintre axe, pentru care dintele are grosimea necesara. Periodic, se inverseaza sensul de rotatie.
Suportul oscilant 5 poate executa, cu ajutorul unei came, o miscare w0 de pendula-
re stanga-dreapta, sincrona cu avansul longitudinal wl, determinand prelucrarea unui dinte
Fig.5.104
bombat
(mai gros la mijloc), care in functionare va prelua mai bine
solicitarile (fig.5.104).
 Fig.5.104
Fig.5.104
Severuirea este un procedeu foarte productiv, dar necesita o scula complicata si scumpa, piesele trebuie danturate cu un profil special, care sa asigure adaosul de severuire (de ´ 0,1[mm]), si nu se pot prelucra roti tratate termic la o duritate mai mare de 40 HRC. Este foarte utilizat la prelucrarea rotilor dintate din transmisiile auto.
2. Masini pentru prelucrarea rotilor dintate conice.
Rotile dintate conice sunt de o diversitate mai mare decat cele cilindrice, dupa forma si directia dintelui (curba directoare) ele putand fi: cu dinti drepti, inclinati si curbi (in arc de cerc, spirala, ciloida, evolventa), a caror prelucrare necesita masini specializate specifice.
Profilul teoretic al dintilor rotilor conice (curba generatoare) este evolventa sferica, curba care, datorita dificultatilor de realizare practica, este inlocuita cu profile aproximative, dependente de procedeul de prelucrare.
Danturile conice pot fi realizate prin diferite procedee tehnologice: prin turnare, deformare plastica, sinterizare, dar cel mai frecvent si cu precizii superioare, prin aschiere.
Dupa modul de realizare a curbei generatoare, se cunosc doua metode de prelucrare ale rotilor dintate conice: prin copiere si prin rulare. La ambele metode, curba directoare poate fi materializata, generata cinematic sau imprimata prin rulare.
2.1. Prelucrarea danturilor conice prin copiere.
La prelucrarea danturilor conice prin copiere, curba generatoare este materializata de taisurile sculei aschietoare, sau pe un sablon de pe care este transpusa pe piesa utilizand dispozitive de copiat.
Principalul inconvenient la prelucrarea danturilor conice prin copiere este determinat de variatia modulului si a profilului generator de-a lungul dintelui, care nu poate fi realizat practic decat cu anumite aproximatii dependente de procedeul de prelucrare si care determina o precizie de prelucrare mai mare sau mai mica.
Prin copiere, prelucrarea se poate realiza pe masinile universale de frezat, cu ajutorul capului divizor si folosind ca scule frezele disc sau deget modul, prin rabotare si copiere dupa sablon (masinile Heidenreich-Harbeck), prin brosare circulara (procedeul Revacycle) sau prin frezare cu capete de frezat multicutite (procedeul Formate-Gleason).
Prelucrarea danturilor conice pe masinile universale de frezat are avantajul accesi-
Fig.5.105
bilitatii,
dar precizia de prelucrare si productivitatea sunt reduse.
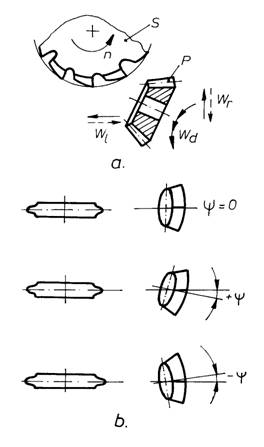 Fig.5.105
Fig.5.105
Principiul de prelucrare este prezentat in figura 5.105,a. Piesa, strunjita la profilul exterior al rotii, se prinde in capul divizor, acesta avand arborele principal inclinat astfel incat generatoarea conului interior (de fund al dintelui) sa coincida cu directia miscarii de avans longitudinal wl. Se porneste miscarea principala n, se regleaza adancimea de taiere a dintelui (miscarea de avans radial wr) si pornind miscarea de avans longitudinal wl se taie primul gol, dupa care se aduce piesa in pozitia initiala, se executa miscarea de divizare wd si se prelucreaza dintele urmator.
Deoarece profilul frezei melc corespunde modulului minim al rotii, iar modulul variaza de-a lungul dintelui, pentru apropierea de adevarata forma a golului este necesar ca prelucrarea sa se realizeze din minim trei treceri (fig.5.105,b): o trecere de degrosare pe mijlocul golului (y
iar apoi cate o trecere de finisare pe fiecare flanc al dintilor (y ¹
Unghiul y este unghiul dintre axa golului si flancul dintelui si se regleaza prin rotirea mesei masinii in jurul axei verticale.
Miscarea de divizare wd se realizeaza cu ajutorul capului divizor.
Prin acest procedeu se pot prelucra numai roti conice cu dinti drepti sau inclinati, de precizie redusa.
Prelucrarea danturilor prin brosare cu brosa circulara (procedeul Revacycle-Gleason) asigura o precizie mult superioara procedeului anterior si are o productivitate foarte mare, fiind utilizat la prelucrarea rotilor cu dinti drepti in productia de serie mare.
Principiul
de lucru (simplificat) este prezentat in figura 5.106. Scula este o
brosa cir
Fig.5.106
culara
formata din discul 1 pe care sunt montati segmentii
dintati 2, dintii fiind profilati evolventic,
corespunzator marimii golului dintre dinti in diferitele
sectiuni succesive de-a lungul lui.
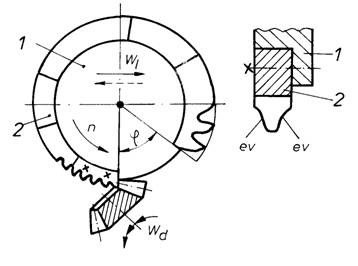 Fig.5.106
Fig.5.106
Brosa executa miscarea prin-cipala n simultan cu miscarea de a-vans longitudinal wl, astfel incat fie-care dinte taie profilul in sectiunea corespunzatoare pentru care a fost proiectat. În timpul rotirii pe unghiul de gol j, piesa executa miscarea
de divizare wd, iar scula revine in pozitia initiala privind miscarea wl, dupa care incepe prelucrarea dintelui urmator. Brosa se roteste continuu, la fiecare rotatie fiind prelucrat un dinte (timp de 2.6 [s]).
Masina are o cinematica simpla, scula fiind complicata si scumpa, pentru profilarea ei fiind necesara o masina speciala de rectificat (de ascutit).
Procedeul a fost conceput si este destinat in principal prelucrarii pinioanelor satelite din diferentialele autovehiculelor.
Celelalte procedee de prelucrare prin copiere, avand o importanta redusa, nu sunt prezentate in aceasta lucrare.
2.2. Masini pentru prelucrarea danturilor conice prin rulare.
Prelucrarea danturilor conice prin rulare este mai raspandita decat metoda copierii, deoarece curba generatoare este obtinuta pe cale cinematica, la o precizie superioara, iar metoda rularii permite realizarea unor curbe directoare rectilinii sau curbe de o mare diversitate.
Prelucrarea danturilor conice prin metoda rularii se bazeaza pe angrenarea fortata a semifabricatului cu o roata plana de generare.
Roata plana de generare RP (fig.5.107) este o roata conica imaginara, specifica fie-carui angrenaj conic in parte, obtinuta prin degenerarea conurilor de rostogolire ale celor doua roti intr-un plan, d d Þ Ad ).Parametrii principali ai rotii plane sunt raza medie R0m si numarul de dinti z0, care se calculeaza in functie de parametrii celor doua roti ale angrenajului considerat, cu relatiile:
Fig.5.107 Fig.5.107
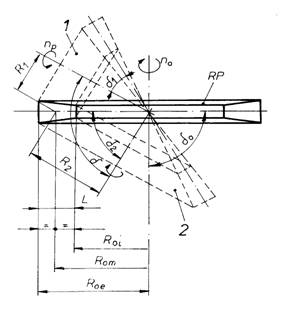
 (5.59)
(5.59)
Pentru cazul particular d d d (angrenaj cu axe perpendiculare) se obtin:
![]() . (5.60)
. (5.60)
Profilul teoretic al dintilor rotii plane este o curba de inflexiune foarte apropiata de li-nia dreapta, dar care nu poate fi realizata practic la precizii ridicate, motiv pentru care ea este inlocuita cu un profil rectiliniu. Aceasta aproximatie duce la obtinerea unui
profil prelucrat diferit de cel teoretic (evolventa sferica), fapt care nu influenteaza insa functionarea angrenajelor conice, daca acestea sunt cu profil nedeplasat sau zero deplasat; in schimb, costurile de fabricatie si de exploatare a sculelor se reduce considerabil, iar precizia de prelucrare a acestora poate fi foarte ridicata.
Se cunosc mai multe procedee de prelucrare a danturilor conice prin rulare si anume: prin rabotare cu un cutit (procedeul Bilgram) sau cu doua cutite (procedeul Gleason); prin frezare periodica cu doua freze disc (procedeul Beale) sau cu capete portcutite (procedeul Gleason); prin frezare continua (procedeul Spiromatic, Fiat, etc.).
2.2.1. Masini de danturat prin rabotare cu doua cutite.
Aceste masini sunt destinate prelucrarii rotilor dintate cu dinti drepti sau inclinati, prin rulare, utilizand procedeul rabotarii.
Principiul procedeului este prezentat in figura 5.108. Pentru prelucrare se utilizeaza doua cutite C1 si C2, avand forma din figura 5.108, a (pentru finisare), sau cea din figura 5.108, b (pentru degrosare). Cutitele sunt fixate in doi suporti portcutit independenti, amplasati pe doua sanii care se deplaseaza pe ghidajele G1 si G2 (fig.5.108, c), amplasate pe un tambur T care materializeaza roata plana la masina. Unghiul j se regleaza la va-
Fig.5.108
loarea
unghiului dintre doua flancuri alaturate, sau dintre doi dinti
alaturati ai rotii plane.
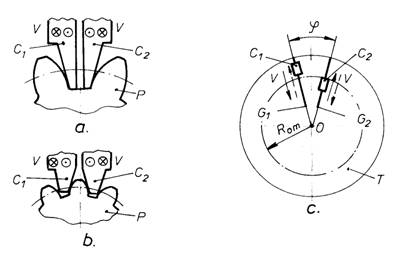 Fig.5.108
Fig.5.108
Prin deplasarea in an-tifaza a celor doua cutite in miscarea principala de aschi-ere v, muchiile lor active ge-nereaza in spatiu flancurile dintelui rotii plane de referinta cu care va angrena semi-fabricatul in procesul rularii.
Principiul
constructiv si functional al masinilor de rabotat cu
doua cutite este prezentat in figura 5.109, in care s-au
notat: 1-batiu; 2-sanie axiala; 3-suport
rotativ; 4-pa-
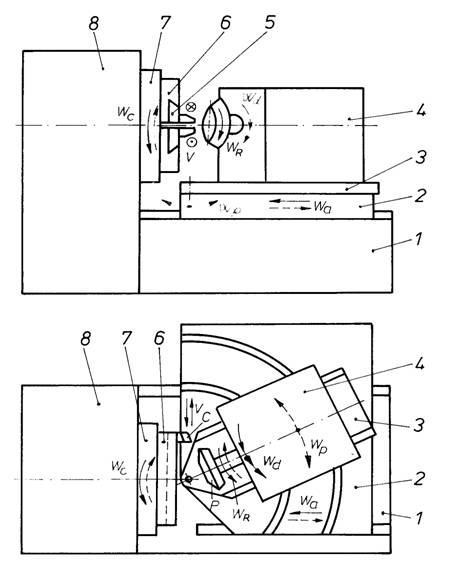
Fig.5.109
pusa portpiesa; 5 - sanii portscule; 6 - suporti reglabili;7 - tamburul masinii; 8 - papusa fixa.
O vedere din fata, simplificata, a tamburului masinii - elementul care materializeaza
Fig.5.110
roata
plana de generare - este prezentata in figura 5.110,
pastrand aceleasi notatii.
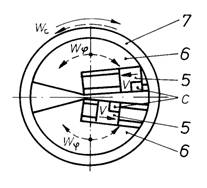 Fig.5.110
Fig.5.110
Suportii 6 permit reglarea unghiului j dintre directiile de deplasare ale cutitelor, prin miscarile de pozitionare wj, existand si alte elemente si miscari, nereprezentate, pentru reglarea lungimii si pozitiei cursei cutitelor C, precum si a directiei dintilor.
Miscarile reprezentate la masina sunt urmatoarele:
- v - miscarea principala de aschiere, realizata de cutitele C;
- wc - miscarea de avans circular, executata de tamburul 7 (roata plana) pe un unghi limitat, componenta a rularii;
- wR - miscarea de rulare a piesei, cealalta componenta a rularii;
- wd - miscarea de divizare discontinua a piesei;
- wa - miscarea de avans sau pozitionare axiala a piesei, executata de sania 2;
- wp - miscarea de pozitionare unghiulara a piesei, de reglare a coincidentei directiei generatoarei conului interior al rotii cu directia v, reglata la suportul 3.
Ciclul de lucru cuprinde urmatoarea succesiune de miscari:
- initial, sculele se afla in pozitia superioara executand miscarea v, iar piesa este retrasa axial (wa);
- se apropie rapid piesa (wa) pana in pozitia prestabilita si se pornesc miscarile de rulare (wc si wR);
- se executa faza de rulare directa, in care are loc taierea dintilor, pana ce sculele ies din angrenare cu piesa, ajungand la capatul inferior al cursei (wc);
- se retrage piesa (wa) si se inverseaza sensul de rulare; in timpul rularii inverse piesa executa si miscarea de divizare (wd);
- se reia automat ciclul de mai sus pentru prelucrarea dintelui urmator.
Schema cinematica structurala a masinii este prezentata in figura5.111,in care s-au
notat: C - cutite de rabotat; P - piesa; T - tamburul masinii; SA - sanie axiala; Ka - cama
de avans axial; DC - disc de comanda; K - cuplaj; I - inversor; MD - mecanism de divizare; Dif - mecanism diferential; ME - motor electric de antrenare a lanturilor cinematice; RSv - roti de schimb pentru reglarea miscarii principale v; RSa - roti de schimb pentru reglarea miscarii de avans axial wa; RSc - roti de schimb pentru reglarea miscarii de avans circular wc; RSR - roti de schimb de rulare; RSd - roti de schimb de divizare. La comenzi date de discul de comanda DC, inversorul I realizeaza inversarea sensului de rulare, iar cuplajul K cupleaza mecanismul de divizare MD pentru realizarea miscarii wd, care este introdusa in lantul de rulare (in faza de rulare inversa) prin mecanismul diferential Dif.
Fig.5.111 Fig.5.111
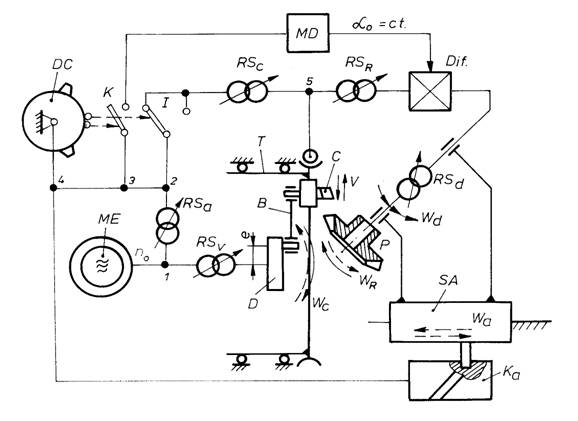
Lanturile cinematice al masinii sunt urmatoarele:
- lantul cinematic principal:
ME (n0) - 1 - RSv - D - B - C (v);
- lantul cinematic de avans axial:
ME (n0) - 1 - RSa - 2 - 3 - 4 - Ka - SA (wa);
- lantul cinematic de avans circular:
ME (n0) - 1 - RSa - 2 - I - RSc - 5 - T (wc);
- lantul cinematic de divizare:
MD a ) - Dif - RSd - P (wd);
- lantul cinematic de rulare:
T (wc) - 5 - RSR - Dif - RSd - P (wR).
Toate lanturile cinematice se regleaza prin rotile de schimb corespunzatoare, in ordinea prezentata mai sus, formulele de reglare fiind indicate in cartea tehnica a masinii.
Ciclul de lucru se desfasoara semiautomat, masina oprindu-se dupa prelucrarea tuturor dintilor.
Datorita procedeului de aschiere (rabotarea) si divizarii discontinue, aceste masini au o productivitate redusa; avand si o rigiditate redusa, se recomanda utilizarea lor pentru finisarea danturilor, degrosate anterior prin frezare cu scule profilate trapezoidal.
2.2.2. Masini de frezat dantura curba.
Rotile conice cu dinti curbi prezinta, comparativ cu cele cu dinti drepti, o serie de avantaje ce decurg din gradul de acoperire mare, care asigura un mers mai silentios si o capacitate de transmitere a unor momente mai mari, la acelasi gabarit. Aceste angrenaje sunt mai putin sensibile la erorile de executie si de montaj, dar au o precizie cinematica mai redusa, ceea ce le recomanda in principal pentru transmisiile auto, pentru care, de fapt, au si fost concepute.
Toate procedeele cunoscute genereaza evolventa prin rulare, iar forma dintelui (curba directoare) pe roata plana de generare este aceea a unui arc dintr-o anumita curba materializata pe scula (arc de cerc, spirala arhimedica), sau realizata cinematic prin rulare (evolventa, cicloida) si imprimata prin rulare.
Sculele utilizate sunt capete de frezat multicutite, avand diferite forme constructive specifice, care asigura o productivitate ridicata, mai ales la procedeele cu divizare continua.
Spre exemplificare, in cele ce urmeaza se prezinta procedeul de prelucrare a danturii curbe in arc de epicicloida alungita (sau dantura eloida) realizata pe masinile Spiromatic 2 (tip SKM2) --produsa de firma Oerlikon din Elvetia.
Principiul de lucru al masinilor Spiromatic este prezentat in figura 5.112. Sculele fo-losite pe aceste masini sunt capete de frezat cu 3.5 grupe de cutite (S, fig.5.112) cu profil trapezoidal, fiecare grupa avand cate trei cutite: 1-cutit de degrosare, care lucreaza numai cu taisul de varf; 2 - cutit de finisare, care cu taisul sau lateral exterior taie flancul concav al dintelui; 3 - cutit de finisare, care cu taisul lateral interior taie flancul convex al dintelui.
Fig.5.112
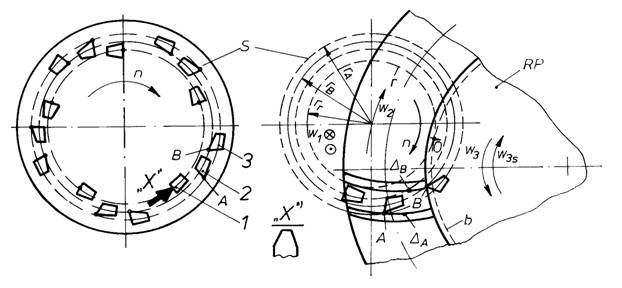 Fig.5.112
Fig.5.112
Punctele de divizare A ale tuturor cutitelor de tip 2, cu taiere exterioara, se afla pe un cerc de diametru mai mare ca cel care uneste punctele de divizare B ale cutitelor de tip 3, cu taiere interioara.
Capul de frezat S este amplasat pe tamburul 5 (fig.5.113, 5.114) fata de care poate fi reglat excentric prin intermediul saniei radiale 6 (miscarea wp4). El executa miscarea principala de aschiere n, de rotatie in jurul axei proprii.
Generarea curbei directoare a dintelui are loc prin combinarea miscarii de rotatie a sculei n cu miscarea de rotatie a rotii plane w3; prin rostogolirea rulantei r pe baza b in jurul centrului instantaneu de rotatie O, deoarece rA > rB > rr, punctele A si B vor descrie doua epicicloide alungite DA si DB, care reprezinta directoarele celor doua flancuri ale dintilor rotii plane. Raportul de transmitere al celor doua miscari, n si w3, corespunde raportului dintre numarul de grupe de cutite ale capului de frezat (zS) si numarul de dinti al rotii plane z0, astfel incat grupele de cutite intra succesiv in golurile dintre dinti, care vin pe rand, divizarea fiind continua.
Procesul de danturare, care presupune si realizarea profilului flancului dintelui (curba generatoare), are loc in doua faze succesive: in prima faza, scula S executa, pe langa miscarea n, o miscare de avans axial w1, de patrundere pe adancimea de degrosare; in faza a doua, continua miscarea de patrundere w1, dar tamburul 5 incepe sa se roteasca in miscarea de avans circular w2 (componenta a rularii), iar roata plana primeste o miscare de rotatie suplimentara w3S (cealalta componenta a rularii). Piesa de prelucrat executa miscarile de rotatie wP si wPS, corespunzatoare miscarilor w3 si w3S si raportului de transmitere intre roata plana si piesa, astfel ca prin rularea piesei cu roata plana (miscarile w3S si wPS) are loc generarea profilului evolventic al dintilor. Pe durata rularii piesa executa o rotatie continua multipla (wP), astfel ca golurile dintre dinti sunt taiate in mod continuu, la sfarsitul fazei de rulare rezultand o roata cu dantura completa.
Principiul constructiv si functional al masinilor SKM2 este prezentat in figura 5.113,
În care s-au notat: 1-batiu;2-suport rotativ;3-papusa portpiesa;4-grinda de rigidizare;5-tam-
burul masinii; 6-sanie radiala; 7-papusa portscula.
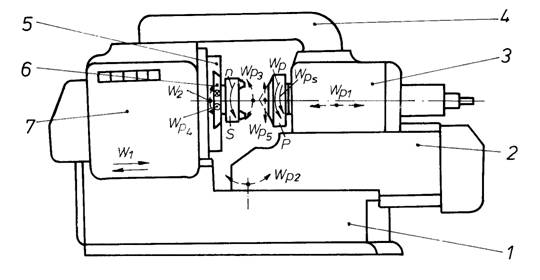
Fig.5.113
O vedere din fata a tamburului 5 este prezentata in figura 5.114.
Fig.5.114
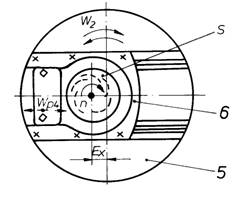 Fig.5.114
Fig.5.114
Miscarile de lucru sunt urmatoarele:
- n - miscarea principala de aschiere si componenta a rularii pentru generarea cinematica a curbei directoare, executata de capul de frezat S;
- wP - miscarea de rotatie a piesei, cealalta componenta a rularii pentru generarea directoarei;
- w2 - miscarea de avans circular a tamburului
5, componenta a rularii pentru generarea evolventei;
- wPS - miscarea de rotatie suplimentara a piesei, cealalta componenta a rularii pentru generarea evolventei;
- w1 - miscarea de avans axial, executata de papusa portscula 7, pentru reglarea adancimii de taiere a dintelui;
- wp1 - miscarea de pozitionare a papusii portpiesa 3;
- wp2 - miscarea de pozitionare unghiulara a piesei, executata de suportul 2;
- wp3 - miscarea de pozitionare de inclinare a axei arborelui principal, astfel incat la deplasarea papusii 7 in miscarea w1, capul de frezat sa lucreze cu partea de sus sau cu cea de jos, prin aceasta obtinandu-se sensul de inclinare a curbei directoare;
- wp4 - miscarea de pozitionare radiala a sculei, realizata de sania radiala 6;
- wp5 - miscarea de pozitionare verticala a arborelui portpiesa, pentru dezaxarea fata de arborele portscula, in vederea prelucrarii rotilor apartinand angrenajelor dezaxate (hipoide).
În timpul fazei de finisare si de generare a evolventei, traversa 4 se blocheaza hidraulic pe elementele de legatura, marind rigiditatea sistemului si contribuind astfel la cresterea preciziei de prelucrare.
Aschierea prin frezare continua si divizarea continua, fac ca aceste masini sa aiba o productivitate de cca. 4 ori mai mare decat cele de prelucrat prin rabotare, fiind recomandate pentru productia de serie.
Copyright © 2025 - Toate drepturile rezervate