|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
MENTENANTA ECHIPAMENTELOR
In dotarea companiilor, fie ele mari sau mici, exista un numar de mijloace fixe, utilizate atat pentru realizarea productiei cat si pentru alte activitati.
Ceea ce-si doreste orice companie este ca aceste mijloace fixe sa functioneze pe toata durata lor de viata, la parametrii nominali, cu cat mai putine intreruperi si costuri cat mai mici pentru reparatii si intretinere.
Intreruperile in functionarea mijloacelor fixe sunt fie planificate, fie accidentale.
Intreruperile planificate pot avea diferite cauze:
lipsa de comenzi de productie
lipsa de energie sau materie prima
lipsa resursei umane necesare
efectuarea de reparatii planificate etc.
Intreruperile accidentale au drept cauza defectarea pieselor sau materialelor din care este compus un mijloc fix. In cazurile grave, poate fi vorba chiar de avarierea mijlocului fix.
Aici se poate prezenta un prim paradox al comportamentului detinatorilor de mijloace fixe: pentru a reduce cheltuielile cu reparatiile se procedeaza, destul de des, la eliminarea efectuarii de reparatii planificate sau la diminuarea acestora. Se obtin astfel, aparent, doua castiguri: o durata mai mare de functionare si cheltuieli mai mici cu reparatiile. Realitatea este insa alta: mijloacele fixe nereparate si neintretinute corespunzator sau la timp ajung sa se defecteze mai des si mai grav, ceea ce are exact consecintele opuse: durata mai mica de functionare si cheltuieli mai mari pentru repararea componentelor defectate.
Motivandu-se neglijarea mentenantei prin lipsa resurselor financiare, se pierd din vedere consecintele dezastruoase chiar asupra acestor resurse. Cu alte cuvinte, economiile de astazi, prin inactivitate, vor fi 'razbunate' prin cheltuielile de maine, cerute de caderile accidentale ale fondurilor fixe sau chiar de avarii.
Iata de ce
Asociatia de Terotehnica si Terotehnologie din Romania [2] si-a intensificat
considerabil eforturile pentru ca si in
o abordare 'sistematica a conceptiilor moderne de terotehnica si terotehnologie', indiferent de forma de proprietate
elaborarea de proceduri si documentatii specifice mentenantei industriale
includerea in 'Contractul de management' a obiectivelor ce vizeaza pastrarea in buna stare a patrimoniului.
Poate ca interesele de moment ale managementului par a motiva desconsiderarea mentenantei, dar cele pe termen lung sunt, cu siguranta, compromise de o asemenea atitudine.
Solutia corecta si, in acelasi timp, economica, este aceea de a efectua reparatii si intretinere, doua componente de baza ale mentenantei, alaturi de urmarirea si prelucrarea statistica a defectelor, diagnosticarea, informatizarea, asigurarea calitatii.
Mentenanta este definita in Larousse ca un ansamblu de activitati ce permite mentinerea unui sistem sau a unei parti din sistem in stare de buna functionare.
Termenul s-a impus si in economia romaneasca, in special prin activitatea Asociatiei de Terotehnica si Terotehnologie din Romania (ATTR), condusa de profesor universitar doctor inginer Iulian Ceausu.
In legatura cu mentenanta sunt de interes doua notiuni: mentenabilitatea si fiabilitatea.
Mentenabilitatea este definita ca fiind insusirea unui echipament de a putea fi mentinut in stare de functionalitate la parametrii nominali, pe toata durata lui de viata, prin efectuarea activitatilor specifice mentenantei.
Fiabilitatea este capacitatea masinilor, utilajelor si instalatiilor de a functiona fara defectiuni un interval de timp bine determinat, in anumite conditii de lucru. [1]
Am vazut mai sus ca mentenanta se aplica mijloacelor fixe din dotarea oricarei companii.
Legea nr. 15 din anul 1994, privind amortizarea capitalului imobilizat in active corporale si necorporale, stabileste in art.1 obligativitatea companiilor de a amortiza activele corporale si necorporale, pentru refacerea capitalului angajat. Amortizarea se calculeaza de la data punerii in functiune si pana la recuperarea integrala a valorii de inventar a acestora. Sunt supuse calculului de amortizare acele active care sunt destinate sa serveasca activitatea pe o perioada mai mare de un an si care se consuma treptat (art.2) si care au o valoarea de intrare mai mare decat limita stabilita prin hotarare a Guvernului (art.3).
Mijloacele fixe fac parte din categoria activelor corporale. Pentru ele limita valorii de intrare stabilita in prezent este de cel putin 15.000.000 lei. Limita valorica a fost stabilita prin Hotararea de Guvern nr.1553 din 18 dec. 2003 privind reevaluarea imobilizarilor corporale si stabilirea valorii de intrare a mijloacelor fixe si se aplica incepand cu data de 1 ianuarie 2004.
Normele de amortizare si duratele de serviciu normale ale fondurilor fixe sunt cele cuprinse in 'Catalogul normelor de amortizare si duratelor de serviciu normale ale fondurilor fixe', aprobat prin HG nr. 964 din 23 decembrie 1998 [7].
Mijloacele fixe cuprinse in catalog sunt clasificate in general in grupe, subgrupe, clase si subclase, iar pentru unele si in familii. Astfel, mijloacele fixe amortizabile au fost clasificate in 6 grupe principale si anume:
Grupa 1 - Constructii
Grupa 2 -
Echipamente tehnologice (masini, utilaje si instalatii de
lucru)
Grupa 3 - Aparate si instalatii de masurare, control si reglare
Grupa 4 - Mijloace de transport
Grupa 5 - Animale si plantatii
Grupa 6 -
Mobilier, aparatura birotica, echipamente de protectie a
valorilor umane si
materiale si alte active corporale
Conform catalogului: "durata normala de functionare reprezinta durata de utilizare a activului respectiv, in care exploatarea acestuia aduce profit, respectiv veniturile realizate sunt mai mari decat cheltuielile necesare pentru functionare, intretinere si reparare. In consecinta, durata normala de utilizare este mai redusa decat durata de viata fizica a activului respectiv".
Duratele de serviciu normale sunt exprimate in:
ani, la majoritatea fondurilor fixe
ani si ore de functionare la tractoare, combine
si la principalele masini-
unelte si utilaje de constructii
km parcursi pentru mijloacele de transport auto
ore de zbor pentru mijloacele de transport aerian
Mentenanta, definita ca un ansamblu de activitati care au ca scop mentinerea in stare de functionare a fondurilor fixe (denumite in continuare, pentru simplificare, echipamente), la parametrii nominali si cu costuri minime, pe toata durata lor de viata, inseamna:
reparatii planificate
intretinere
reparatii accidentale (neplanificate)
urmarirea comportarii in exploatare a echipamentelor
asigurarea pieselor de schimb si a materialelor necesare reparatiilor si intretinerii
asigurarea documentatiei tehnice pentru reparatii si intretinere (tehnologii, desene, scheme etc.)
modernizarea echipamentelor
In general mentenanta este o componenta a activitatii mecano-energetice, care mai cuprinde:
asigurarea utilitatilor (energie electrica, gaze naturale, abur tehnologic, apa, aer comprimat s.a.)
relatia comerciala cu furnizorii de utilitati
confectii interne de piese de schimb si de SDV-uri
confectii externe (la terti) de piese de schimb si de SDV-uri
reconditionarea pieselor de schimb si a SDV-urilor
coordonarea metodologica a sectiilor de productie in folosirea utilitatilor
Urmatoarele activitati pot apartine, de asemenea, de sectorul mecano-energetic:
supravegherea constructiilor in exploatare
supravegherea utilajelor si instalatiilor care prezinta pericol in exploatare conform normelor si prevederilor ISCIR (conform HG 1340/2001 ISCIR - Inspectia de Stat pentru Controlul Cazanelor, Recipientelor sub Presiune si Instalatiilor de Ridicat are ca principal obiect de activitate asigurarea in numele statului a protectiei utilizatorilor si siguranta in functionare pentru instalatiile, aparatele, componentele, dispozitivele de siguranta si mijloacele de control)[8]. In Anexa 1 sunt prezentate Domeniile supuse reglementarilor ISCIR
activitatea metrologica
verificarile PRAM
In mod practic preocuparea companiilor este concentrata pe doua mari categorii de activitati:
intretinerea
reparatiile de toate tipurile
Intretinerea reprezinta activitatea prin care se asigura:
functionarea continua a echipamentelor in intervalul de timp dintre doua reparatii, la parametrii nominali
prevenirea aparitiei de defecte accidentale si de avarii
prevenirea si reducerea uzurii componentelor dinamice
prevenirea si reducerea deteriorarilor si degradarilor materialelor si componentelor statice
inregistrarea starii tehnice a echipamentelor si comportarii acestora in timp, in vederea stabilirii necesarului de lucrari de la prima reparatie planificata
Din simpla definire a intretinerii rezulta importanta ei in ceea ce priveste prevenirea caderilor accidentale si, ca o consecinta, in reducerea costurilor totale de mentenanta. Cu o singura conditie: ca ea sa fie practicata continuu si corespunzator. Aceasta inseamna ca personalul din activitatea de intretinere trebuie sa se afle permanent (practic, pe toata durata schimbului de lucru) printre echipamentele in functiune, sa observe modul in care acestea functioneaza, sa consemneze rezultatele verificarilor si constatarilor, sa efectueze verificari specifice si sa intervina prompt si competent ori de cate ori situatia o impune.
Verificari specifice activitatii de intretinere:
starea generala a echipamentului
zgomotul in functionare; amplificarea unui zgomot sau aparitia unui zgomot nou trebuie sa conduca la depistarea cauzei si la inlaturarea acesteia inainte de a se ajunge la defect; printre cauzele posibile ale aparitiilor zgomotelor in functionare:
o slabirea unor suruburi de prindere pe fundatie sau pe postament
o uzura rulmentilor
o uzura lagarelor
o lipsa ungerii sau ungere necorespunzatoare
o uzura contactelor aparatelor de comutatie
o sarcina prea mare etc.
aparitia de batai sau frecari interioare (la electromotoare, pompe, ventilatoare, compresoare)
nivelul de incalzire, care se poate constata fie prin citirea indicatiilor unui termometru, atunci unde echipamentul este dotat cu asa ceva, fie prin simpla atingere cu mana a suprafetei exterioare (in cazul unor cabluri electrice, de exemplu)
mirosul: izolatiile electrice supraincalzite, uleiurile supraincalzite precum si alte materiale produc un miros specific
starea si calitatea lubrifierii
existenta unor vibratii
functionarea ventilatiei, acolo unde ea este prevazuta
starea tablourilor si dulapurilor electrice: se verifica in primul rand ca usile acestora sa fie inchise, zgomotul aparatelor de comutatie, starea sigurantelor fuzibile, starea releelor de protectie si, nu in ultimul rand, nivelul de curatenie si depunerile de praf
starea transformatoarelor electrice: zgomotul magnetic, pierderi de ulei, temperatura si aspectul uleiului electroizolant, curatenia in boxa, gradul de murdarire a izolatorilor, inchiderea boxei
starea instalatiilor de legare la pamant: se verifica vizual continuitatea si integritatea acestora
indicatiile aparatelor de masura si control cu care sunt dotate echipamentele
starea instalatiilor si circuitelor hidraulice: se verifica sa nu existe pierderi de ulei, zgomotul in functionare, integritatea prinderilor etc.
Pentru succesul activitatii de intretinere este foarte important ca ea sa fie continua si organizata. Personalul de intretinere ar trebui sa se afle in permanenta printre echipamentele care functioneaza si sa efectueze verificarile prezentate mai sus si altele asemanatoare. In cazul constatarii aparitiei un simptom care, prin persistenta, poate conduce la defectare sau avariere, este necesar:
sa se determine cauza
sa se inlature cauza, fara a se efectua improvizatii.
In nici un caz inceputul de defect nu trebuie lasat sa evolueze si sa se ajunga la defect major sau la avarie.
Ce se constata insa in practica? Cu mici exceptii, intretinerea este transformata dintr-o activitate cu caracter preventiv intr-o activitate cu caracter "curativ". Aceasta inseamna ca personalul de intretinere lucreaza in special pentru inlaturarea, la nivel de improvizatie, a defectelor curente care apar in functionare. Sunt de regula improvizatii care permit reluarea cat mai rapida a lucrului dar care nu rezolva cauza defectului. Mai mult, improvizatiile sunt de cele mai multe ori generatoare de noi defecte sau amplificatoare ale defectului initial. Motivele improvizatiilor sunt diferite:
lipsa pieselor sau materialelor corespunzatoare
nedepistarea cauzei reale a simptomului care se manifesta
neactionarea asupra cauzei
personal de intretinere cu calificare joasa, care nu este capabil sa efectueze o interventie de calitate
lipsa de timp
presiunea sectiei de productie care cere repunerea imediata in functiune
lipsa supravegherii personalului muncitor
lipsa unei culturi tehnice a activitatii de intretinere; in timp, intretinerea a devenit sinonima cu repunerea rapida in functiune a unui echipament, indiferent de calitatea acestei repuneri si . cam atat. S-a uitat de prevenire si de supraveghere in functionare.
Una dintre cauzele importante ale rezultatelor slabe ale activitatii de intretinere este lipsa informatiilor privind defectele anterioare suportate de echipamente, cu cauzele si simptomurile aferente. Practic, fiecare persoana din intretinere are propria ei experienta si cunoaste o parte dintre defectele anterioare. De asemenea, experientei proprii se adauga o parte (de regula mica) din experienta colegilor. In cazul unei activitati de mentenanta neinformatizata, defectele inregistrate sunt consemnate in registrele de tura si, in cel mai bun caz, in caiete/dosare personale. Valorificarea informatiilor din registrele de tura este aproape nula: cine parcurge zeci de registre de tura, de pe durata unui an, pentru a vedea intregul comportament al unui echipament in timp? Dar de pe durata mai multor ani? Daca aceasta informatie ar fi completa si la dispozitia intregului personal de intretinere, ar fi posibil sa se determine mai usor iminenta aparitie a unui defect atunci cand se manifesta unul dintre simptomurile cunoscute.
Exemple de practici negative ale activitatii de intretinere, foarte des intalnite in practica:
|
Defect |
Cauze posibile |
Improvizatie |
Consecinte posibile ale improvizatiei |
|
Ardere siguranta fuzibila |
Suprasarcina la receptor sau la mecanismul antrenat. Defect de izolatie. Contacte slabe pe circuitul de alimentare. |
Montare patron cu intensitatea curen-tului nominal mai mare. Montare de patron cu "lita" in loc de patron calibrat. |
Scurtcircuit in instala-tie. Incendiu. Ardere electromotor. Deteriorare cabluri electrice. Avarie aparate de comutatie (lipire contacte s.a.). |
|
Deconectare electromotor de catre releul termic |
Suprasarcina. Blocaje sau uzuri ale mecanismului antrenat. |
Scurtcircuitare releu termic. Montare releu ter-mic supradimensio-nat. |
Ardere electromotor. |
Exemple de defecte minore care, daca nu sunt inlaturate prompt, pot conduce la defecte majore:
slabirea suruburilor de prindere pe postament sau pe suport; se constata usor, chiar si vizual; se manifesta prin cresterea zgomotului in functionare, vibratii vizibile, cresterea intensitatii curentului absorbit etc. Daca nu se procedeaza la strangerea acestor suruburi, se poate ajunge la arderea electromotorului (mai ales daca nici protectia la suprasarcina nu functioneaza), ruperea unui ax, blocarea mecanismelor etc.
uzura contactelor aparatelor de comutatie (contactoare, intreruptoare automate etc.); se datoreaza arcului electric care apare cu ocazia deconectarii sau conectarii unei sarcini; daca uzura acestor contacte este mai mica de 30% din suprafata de contact, este posibila refacerea acesteia; o greseala frecventa este aceea de a reface suprafata de contact folosind un smirghel; corect este sa se foloseasca o pila. Daca uzura suprafetei de contact depaseste 30%, este obligatorie inlocuirea contactelor uzate cu altele noi. Daca se folosesc contacte uzate se poate ajunge la defecte foarte grave: lipirea contactelor, scurtcircuite, arderea electromotoarelor, incendii etc.
praf si murdarie pe suprafetele electroizolante; cu timpul se poate ajunge la scurtcircuite, puneri la pamant, incendii etc.
Exista doua forme de organizare a intretinerii, intalnite in practica:
intretinere ca activitate a sectiilor de productie: exista la nivelul fiecarei sectii de productie personal de intretinere, subordonat ierarhic conducerii acestei sectiei; aceasta forma de organizare este justificata prin cointeresarea care rezulta pentru personalul de intretinere in asigurarea functionarii echipamentelor astfel ca acestea sa aiba o disponibilitate cat mai mare pentru productie. Punctele slabe ale unei asemenea forme de organizare sunt cel putin doua:
o de multe ori conducerea sectiei de productie nu poate indruma si nici controla activitatea de intretinere, neavand pregatirea de specialitate necesara
o interesele dictate de nevoile de productie pot conduce la evitarea efectuarii unor activitati specifice de intretinere, cu consecinte defavorabile in timp asupra starii generale a echipamentelor.
O varianta a acestei forme de organizare este aceea in care, din punct de vedere metodologic, personalul de intretinere de la sectiile de productie este coordonat si controlat de departamentul mecano-energetic. Se ajunge insa astfel la o dubla subordonare, care de multe ori creeaza probleme.
intretinerea ca activitate in cadrul sectiei mecano-energetice; principalul repros care se aduce acestei forme de organizare se refera la slaba legatura/dependenta a activitatii de intretinere cu/de activitatea de productie propriu-zisa. Avantajul este dat de calitatea mai buna a activitatii de intretinere, calitate obtinuta datorita conducerii activitatii de catre personal specializat.
Arderea infasurarii electromotoarelor este un fenomen pe cat de neplacut pe atat de des intalnit. Cauzele care pot determina arderea sunt numeroase, de aceea cunoasterea lor este importanta si permite adoptarea unor masuri preventive corecte si eficiente.
In activitatea practica, de multe ori se cauta si se gasesc "motive" ale arderii si nu cauzele adevarate. Astfel, este un obicei sa se considere "vinovate" de defectarea electromotoarelor doar mecanismele antrenate si nu si instalatiile electrice din care electromotoarele fac parte. Defectele mecanismelor antrenate sunt reale si numeroase (uzuri, blocaje etc.) dar este si necesar si posibil ca ele sa nu produca arderea infasurarilor.
Daca, totusi, se ard electromotoare, principala cauza o constituie lipsa sau dereglarea protectiilor.
Arderea unui electromotor se produce atunci cand intensitatea curentului prin infasurarile sale depaseste valoarea nominala, pe o anumita durata de timp. Cu cat aceasta intensitate este mai mare, cu atat este mai scurt intervalul de timp pana la aparitia defectului.
O crestere a intensitatii curentului de 1,1-6 ori reprezinta o suprasarcina iar o crestere a sa de peste 10 ori un scurtcircuit [4].
Suprasarcinile au atat cauze externe electromotorului:
Ø blocarea mecanismului antrenat
Ø defecte ale instalatiei electrice din care face parte electromotorul, ca de exemplu:
o alimentarea in doua faze in loc de trei (caz in care are loc o crestere a intensitatii curentului pe cele doua faze de circa 1,7-1,8 ori si o scadere a turatiei
o contacte imperfecte sau slabite
o cabluri de alimentare subdimensionate etc.
cat si cauze interne:
Ø rulmenti uzati
Ø ventilatie lipsa sau necorespunzatoare
Ø electromotor subdimensionat fata de cerintele echipamentului pe care-l antreneaza
Ø infasurarea rebobinata la alti parametric decat cei initiali; de subliniat ca rebobinarea repetata a electromotoarelor conduce la inrautatirea sensibila a parametrilor initiali, chiar daca se respecta datele infasurarii (numarul de spire, sectiunea conductorului, tipul infasurarii) deoarece:
o materialele cu care lucreaza atelierele de bobinaj pot fi mai slabe calitativ fata de cele folosite de fabricant
o metoda "arderii" infasurarilor defecte, in vederea scoaterii lor din stator sau rotor, este daunatoare miezului ferromagnetic si conduce, dupa mai multe astfel de operatii, la cresterea pierderilor, inrautatirea factorului de putere, scaderea puterii etc.
Scurtcircuitele sunt datorate in special defectelor interne:
Ø izolatie necorespunzatoare
Ø praf conductor depus in electromotor
Ø ruperea bandajelor rotorice la electromotoarele cu rotor bobinat (rupere datorata fie suprasarcinilor din rotor, fie frecarii rotorului in stator atunci cand se uzeaza rulmentii sau lagarele, fie pur si simplu calitatii necorespunzatoare a bandajului)
Ø slabirea sau imbatranirea prematura a izolatiei datorita unor suprasarcini de valori reduse dar repetate.
Indiferent de cauza aparitiei suprasarcinilor sau scurtcircuitelor, echipamentele de protectie trebuie sa asigure evitarea arderii infasurarilor (in cazul suprasarcinilor) respectiv limitarea consecintelor avariei (in cazul scurtcircuitelor).
De regula, protectia la suprasarcina se realizeaza cu relee termice cu bimetal iar protectia la scurtcircuit cu sigurante fuzibile.
Analiza oricarei arderi de electromotor trebuie sa inceapa prin analiza protectiilor acestuia. In acest sens se verifica:
Ø existenta aparatelor de protectie prevazute
Ø integritatea acestora
Ø corectitudinea alegerii lor
Ø corectitudinea reglajului existent la momentul producerii arderii
In general se constata ca echipamentul de protectie exista fizic dar nu si functional, principalele deficiente constand in:
Ø utilizarea de sigurante fuzibile necalibrate sau, in cel mai bun caz, calibrate dar cu intensitatea curentului nominal superioara celei necesare
Ø utilizarea de relee termice gresit alese
Ø stabilirea curentului de serviciu pentru releul termic la valoarea maxima a curentului de reglaj si nu la cea necesara functie de intensitatea curentului nominal al electromotorului protejat (practic este vorba de releu nereglat)
Ø scurtcircuitarea releului termic sau a contactelor sale de comanda
Neplacut este faptul ca, de regula, aceste situatii sunt create chiar de personalul obligat si indreptatit sa nu le admita, adica electricienii de intretinere.
O situatie cu totul necorespunzatoare dar, din fericire, mai rar intalnita, este aceea in care se utilizeaza patroane fuzibile necalibrate, avand un conductor cu sectiunea mult marita, uneori depasind chiar sectiunea conductorilor electrici de alimentare a electromotorului. Consecintele unei asemenea iresponsabilitati pot fi dintre cele mai grave, incepand cu deconectarea unor protectii din amonte (cu oprirea si a altor echipamente) si terminand cu incendierea instaltiilor electrice.
Pentru a reduce numarul arderilor de electromotoare nici o masura nu reprezinta prea mult. Asa cum mentionam si mai sus, electricienii de intretinere vor supraveghea permanent electromotoarele in timpul functionarii lor, procedand la oprirea acestora in cazul in care se constata:
Ø vibratii
Ø zgomote caracteristice rulmentilor uzati
Ø batai sau frecari interioare
Ø zgomote magnetice anormale
Ø incalziri locale sau generale puternice
Ø lipsa ventilatiei
Ø organe de asamblare slabite sau lipsa etc.
De asemenea, vor verifica periodic:
Ø starea periilor colectoare si suporturilor portperii
Ø starea inelelor colectoare
Ø strangerea legaturilor la borne
Ø integritatea carcasei statorice si cutiei de borne
Ø aspectul general (praf, alte depuneri)
luand imediat masurile care se impun.
In plus este important ca:
Ø la montarea electromotoarelor pe postament sa se acorde o atentie deosebita centrarii lor, pentru evitarea aparitiei vibratiilor in timpul functionarii
Ø demontarea de pe postament sa se efectueze cu multa grija deoarece se constata ca cele mai multe deteriorari mecanice (spargerea carcaselor, ruperea sau fisurarea talpilor) se produc datorita demontarii neglijente
Ø dupa inlocuirea unui electromotor sa se masoare intensitatea curentului absorbit in sarcina; in cazul in care se gasesc valori anormale, se vor determina si remedia cauzele (deficiente mecanice sau electrice) si abia dupa aceea se va trece la repornirea echipamentului
Ø in cadrul reparatiilor de orice tip sa se verifice corectitudinea si integritatea protectiilor
Ø si personalul de la intretinere sa fie permanent instruit si supravegheat.
O activitate de intretinere corespunzatoare are numeroase efecte pozitive, printre care unele legate direct de reparatii:
eliminarea sau cel putin reducerea numarului si amplorii defectelor accidentale
posibilitatea maririi duratelor dintre reparatiile planificate
costuri mai mici ale reparatiilor planificate.
Cu toate acestea, reparatiile periodice nu pot fi eliminate din preocuparea companiilor; uzura fireasca, imbatranirea unor materiale, deprecierea calitativa a altora fac necesare reparatii in cadrul carora sa se procedeze la inlocuirea acelor piese, subansamble sau materiale care in mod firesc nu mai corespund.
Astfel de reparatii sunt numite planificate si in legatura cu ele exista multe pareri si mai ales controverse. Totul porneste de la faptul ca un echipament care inca functioneaza este oprit pentru reparatie. De aici incep discutiile si reprosurile la adresa . reparatiilor planificate. O anumita rigiditate care s-a manifestat in trecut motiveaza pana la un punct aceste reprosuri.
De aceea, pentru ca reprosurile sa nu mai fie indreptatite, este necesar sa existe flexibilitate si criterii corespunzatoare pentru planificare.
Mult timp criteriul de baza in planificarea reparatiilor l-a constituit functionarea echipamentului, exprimata in contori specifici cum ar fi:
numarul de ore de functionare, pentru multe familii de echipamente precum: masinile unelte, podurile rulante, mare parte din echipamentele metalurgice, cuptoarele de incalzire s.a.
numarul de km parcursi pentru mijloacele auto etc.
Valoarea acestor contori era prevazuta in normative, specifice fiecarei familii de echipamente, unele dintre ele fiind utilizate si astazi.
Un asemenea normativ ofera, pentru o familie de echipamente, urmatoarele date:
intervalul dintre doua reparatii de acelasi tip, exprimat in unitati de "contor": ore de functionare, km parcursi, numar de piese produse etc.
tipul de reparatie care trebuie executat la atingerea numarului de ore de functionare prevazute; practica romaneasca a impus, pentru mult timp, 4 tipuri de reparatii:
o capitale, simbol RK
o curente de nivel 2, simbol RC2
o curente de nivel 1, simbol RC1
o revizii tehnice, simbol RT.
Ele formeaza o structura de ciclu de reparatii, in cadrul careia reparatia capitala are nivelul cel mai de sus iar revizia tehnica nivelul cel mai de jos. Practic o asemenea structura are urmatoarea forma:
RK - RC2 - RC1 - RT (a)
Sa vedem cum arata o asemenea structura pentru cazul in care:
intre doua reparatii capitale sunt prevazute 24.000 ore
intre doua reparatii curente de nivel 2 sunt prevazute 8.000 ore
intre doua reparatii curente de nivel 1 sunt prevazute 4.000 ore
intre doua revizii tehnice sunt prevazute 500 ore
RK - RT - RT - RT - RT - RT - RT - RT - RC1 aici sunt 4.000 ore
RT - RT - RT - RT - RT - RT - RT - RC2 aici sunt 8.000 ore
RT - RT - RT - RT - RT - RT - RT - RC1 aici sunt 12.000 ore
RT - RT - RT - RT - RT - RT - RT - RC2 aici sunt 16.000 ore
RT - RT - RT - RT - RT - RT - RT - RC1 aici sunt 20.000 ore
RT - RT - RT - RT - RT - RT - RT - RK aici sunt 24.000 ore
Primul astfel de ciclu de reparatii incepe odata cu punerea in functiune (simbol PIF) iar ultimul se termina cu odata cu scoaterea din functiune.
Relatia (a) poate fi scrisa si sub forma:
RK - xRC2 - yRC1 - zRT (b)
unde:
x = numarul de reparatii de tip RC2 intre doua reparatii RK
y = numarul de reparatii de tip RC1 intre doua reparatii RC2
z
= numarul de revizii tehnice RT intre doua reparatii curente
RC1
Pentru exemplul prezentat relatia (b) devine:
RK - 2RC2 - 1RC1 - 7 RT
(x = 2, y = 1, z = 7)
Exista si cicluri de reparatii "simplificate", in care lipseste fie RC2, fie RC1; de asemenea, este posibil de intalnit o structura cu ciclul:
RK - RC - RT
unde RC inseamna Reparatie Curenta
durata maxima a fiecarui tip de reparatie, exprimata in zile
valoarea maxima posibil de cheltuit pentru o reparatie de un anumit tip, exprimata in procente din valoarea de inlocuire a echipamentului. Prin valoare de inlocuire se intelege pretul cu care se poate cumpara acel mijloc fix la momentul actual. Valoarea de inlocuire nu este o valoare contabila (si nu se inregistreaza ca atare in evidentele contabile) ci este o valoare care intereseaza compartimentul de mentenanta pentru a raporta la ea cheltuielile de reparatii; valorile de inlocuire pentru echipamentele vechi sunt obtinute de acelasi compartiment, astfel: de la firmele furnizoare, prin echivalari cu echipamente similare sau prin alte metode.
Pentru mijloacele fixe care nu au stabilita o valoare de inlocuire, calculul se efectueaza prin raportarea coeficientului prevazut in normativ la valoarea de inventar (valoare din contabilitate).
Alte tipuri de reparatii intalnite in practica:
revizii generale RG; au, de regula, periodicitate anuala si sunt reparatii (chiar daca se numesc Revizii) de cel mai inalt nivel in compania care le practica. Sunt utilizate, de regula, in companii cu proces continuu si cu multe echipamente intr-un flux/linie de productie, echipamente care nu pot fi oprite decat toate odata (se intalnesc in rafinarii, industria aluminiului, industria chimica etc.). Intre doua revizii generale se mai executa, de regula, doar reparatii RC1 si revizii tehnice RT.
reparatii sezoniere RS; se utilizeaza la mijloace de transport (care necesita anumite operatii pregatitoare pentru sezonul de iarna) sau la cladiri si constructii speciale care, de asemenea, necesita "pregatiri pentru iarna".
Rigiditatea care s-a manifestat in planificarea reparatiilor, in special pana in anii '90, a condus la o puternica adversitate impotriva acesteia. Rigiditatea s-a manifestat, in general, prin oprirea echipamentului pentru reparatie, la data planificata conform normativului, chiar daca:
nu existau resursele materiale necesare reparatiei
nu exista forta de munca necesara
starea tehnica a echipamentului permitea inca mentinerea in functionare a echipamentului, pentru o perioada limitata, fara ca prin aceasta sa se ajunga la costuri suplimentare ale urmatoarei reparatii sau la periclitarea functionarii in siguranta.
Asemenea situatii aveau multe consecinte neplacute, printre care:
slaba calitate a reparatiilor efectuate
durata mare a unor reparatii
aparitia de caderi accidentale la scurt timp dupa terminarea unei reparatii planificate
Solutia unor astfel de situatii nu este aceea de a nu mai avea reparatii planificate ci de a schimba punerea in practica a metodei, de a elimina rigiditatea si formalismul. Astfel, pot fi avute in vedere urmatoarele:
normativele sunt rezultatul experientei emitentului de normativ; in cazul in care propria experienta conduce spre alte concluzii in ceea ce priveste prevederile normativului, exista posibilitatea de a propune corectii la normativ sau chiar de a propune si de a obtine aprobare pentru un normativ propriu, la unele familii de echipamente. Normativele proprii sunt intalnite frecvent atunci cand echipamentele sunt mai noi si nu se regasesc in prevederile normativelor. La definirea unor normative interne, aprobate de Consiliul de Administratie, sunt importante si prevederile cartilor tehnice ale echipamentelor, ele indicand de multe ori momentul cand este necesar sa se procedeze la efectuarea unor anumite inlocuiri de piese si materiale. Nu acelasi lucru este insa valabil pentru echipamentele aflate in urmarirea ISCIR, pentru care trebuie respectate normativele republicane si, mai general, pentru echipamentele cu mare pericol in functionare sau care functioneaza in medii cu pericole de expolozie, avarii grave, pierderi de vieti omenesti etc., pentru care de asemenea primeaza normativele republicane
urmarirea comportarii echipamentelor in functionare permite cunoasterea starii acestora cu exactitate; pot exista niveluri de aprobare interna pentru ca o reparatie planificata sa fie amanata, daca starea tehnica o permite si, asa cum aratam mai sus, daca prin aceasta nu se ajunge la costuri suplimentare ale urmatoarei reparatii sau la periclitarea functionarii in siguranta
utilizarea unor produse software performante in planificarea reparatiilor are efecte pozitive in pregatirea acestora, in asigurarea resurselor materiale si umane necesare, astfel ca la momentul opririi echipamentului pentru reparatie sa fie indeplinite toate conditiile efectuarii operatiilor prevazute de tehnologia de reparatie.
Pe linia flexibilizarii activitatii de mentenanta se inscrie si Ordinul 35 din 06.12.2002 al ANRE (Autoritatea Nationala de Reglementare in domeniul energiei) privind Regulamentul de conducere si organizare a activitatii de mentenanta in sectorul energiei electrice si termice care desfasoara activitati de producere, transport, distributie sau dispecerizare a energiei electrice si/sau termice [10]. Astfel, pana la aparitia acestui Ordin pentru toate unitatile din energetica, precum si pentru companiile care utilizau echipamente energetice (de exemplu, transformatoare de putere in posturi de transformare proprii) era obligatoriu Normativul PE 016. Acest normativ stabilea periodicitatea reparatiilor planificate si toate celelalte elemente specifice acestora. Ordinul 35 permite companiilor energetice sa aiba propria organizare a activitatii de reparatii, impunand doar principiile acestei organizari. Astfel, Ordinul impune acestor companii sa aiba un Program de Asigurare a Mentenantei - PAM, care va avea in vedere in special echipamentele de tip SISC Structurile Instalatiilor (Sistemelor) si Componentelor. PAM-ul are scopul de a asigura siguranta in functionare si disponibilitatea SISC, mentinerea in functionare si extinderea duratei lor de viata, contribuind la continuitatea si calitatea alimentarii. PAM-ul trebuie sa asigure ca SISC isi indeplinesc functiile pe toata durata de viata.
PAM-ul propriu fiecarei companii va cuprinde prevederi clare privind:
a) identificarea SISC carora li se aplica PAM si includerea lor intr-o lista detaliata care sa fie utilizata la alegerea si programarea lucrarilor de mentenanta (Centralizatorul SISC incluse in PAM). Cerintele privind PAM se aplica diferentiat, in concordanta cu rolul si importanta pe care fiecare SISC il are in functionare, in securitatea personalului si a mediului, gradul de risc implicat, istoria particulara de mentenanta a fiecarui SISC;
b) sistemul prin care activitatile de mentenanta sunt planificate, programate si coordonate;
c) alocarea responsabilitatilor si a autoritatii pe fiecare nivel de conducere;
d) sistemele de gestiune prin intermediul carora se pastreaza controlul asupra activitatilor de mentenanta, se urmareste si se masoara eficienta PAM si se colecteaza datele relevante din teren pentru modificarea acestuia;
e) masurile prin care se identifica, se evalueaza si se corecteaza eventualele probleme aparute la SISC, la conceptia acestora sau de alta natura;
f) indicatorii si criteriile folosite pentru a aprecia rezultatele activitatilor de mentenanta asupra SISC, precum si performantele personalului de mentenanta (Capitolul VIII - Art. 18)
Ca si in cazul intretinerii, exista diverse formule de organizare practica a reparatiilor; iata cateva dintre ele:
Toate reparatiile sunt centralizate
Centralizarea se realizeaza, de regula, la sectia mecano-energetica; se intalneste si denumirea de Mecanic Sef. Sectia include mai multe ateliere, organizarea fiind pe specialitati:
Ø atelierul mecanic
Ø atelierul electric
Ø atelierul instalatori
Ø atelierul hidraulica
Ø atelierul constructii
Ø atelierul de prelucrari mecanice
Ø PRAM etc.
Functie de marimea companiei aceste ateliere pot fi mai multe sau mai putine. Cateva alte compartimente (numite birouri, servicii etc.) coordoneaza sau deservesc sectia:
Ø Proiectarea
Ø Serviciul tehnic
Ø Planificarea, lansarea si urmarirea reparatiilor
Teoretic sectia reparatoare ar trebui sa lucreze conform metodologiei, planificarii si tehnologiilor elaborate de compartimentele tehnice. Practic insa de multe ori relatia este mai mult formala, ceea ce are consecinte dintre cele mai neplacute asupra companiei. Sa analizam situatia tehnologiilor de reparatii.
O tehnologie de reparatie este documentul care stabileste modul in care trebuie sa fie efectuata o reparatie. Ea contine urmatoarele elemente principale:
Ø echipamentul
Ø tipul reparatiei care se executa
Ø operatiile tehnologice, in ordinea succesiunii lor
Ø resurse materiale necesare (piese de schimb, materiale): cod, denumire, caracteristici tehnice, cantitate
Ø resurse umane necesare, la nivel de meserie (lacatus, bobinator, sudor etc.) si categorie de incadrare
Ø restrictii de executie
Ø durata maxima prevazuta
Ø buget
Ø antecalcul s.a.
Tehnologii trebuie sa fie persoane foarte bine pregatite, atat din punct de vedere teoretic cat si practic, astfel ca tehnologia elaborata sa asigure cele mai bune conditii pentru executia reparatiei. Executantii trebuie sa respecte aceste tehnologii, ceea ce de multe ori nu se intampla in practica. Experienta reparatiilor anterioare se considera suficienta pentru executia unei reparatii dar se pierde din vedere ceea ce lipseste, de regula, reparatorilor: fundamentele teoretice ale unei anumite operatii! Si de aici drumul pana la operatii "echivalente" este pe cat de scurt pe atat de pagubos.
Practic, o tehnologie poate fi intocmita la nivelul unei familii de echipamente si personalizata pentru fiecare echipament din familie in parte. Se poate obtine astfel o biblioteca de tehnologii, la nivelul companiei. Tehnologiile ca atare vor fi utilizate ca punct de plecare pentru fiecare comanda concreta de reparatie. "Punct de plecare" deoarece este posibil ca o anumita reparatie sa difere, mai mult sau mai putin, de tehnologia standard/cadru, din biblioteca. Practica arata insa ca abaterea de la tehnologia standard nu depaseste de regula 20-25%, astfel ca ceea ce se preia din tehnologia cadru este majoritar. Castigul de timp este semnificativ.
Majoritatea reparatiilor sunt executate cu forte proprii. Este insa posibil ca o parte dintre ele, pentru care nu exista, de regula, resursele umane necesare, sa fie executate partial sau in totalitate de terti. Este, in special, cazul reparatiilor la cladiri si constructii.
O parte din reparatii sunt efectuate de sectia de productie
Una dintre formele intalnite este aceea in care reparatiile de nivel mai mic (RT, RC) sunt executate de sectiile de productie (care au in schema personal pentru reparatii) iar cele de nivel superior (RK, RG) sunt executate de sectia de reparatii. Si in aceasta organizare este posibil ca unele reparatii sa fie executate, total sau partial, de terti.
Reparatiile externalizate
Este o practica mai noua in Romania, aceasta de a externaliza in totalitate reparatiile. Printre primele companii care au procedat la o astfel de organizare se afla cele din industria energetica; astfel, prin externalizare au fost infiintate:
Ø Agentii AISEE, specializate in efectuarea de reparatii in unitatile de tip ELECTRICA
Ø TERMOSERV-uri, specializate in efectuarea de reparatii in sucursale de tip TERMOELECTRICA
Ø HIDROSERV-uri, specializate in efectuarea de reparatii in sucursale de tip HIDROELECTRICA
Ø SMART SA - Societatea Comerciala pentru Servicii de Mentenanta a Retelei Electrice de Transport, specializata in efectuarea de reparatii in sucursale de tip TRANSELECTRICA.
Externalizarea reparatiilor nu inseamna insa disparitia mentenantei din companie. Practic, doar executia propriu-zisa a lucrarilor de reparatii este externalizata, toate celelalte activitati ramanand in grija companiei si anume:
Ø stabilirea strategiei de mentenanta
Ø intretinerea
Ø urmarirea comportarii echipamentelor in timp (supravegherea in functionare)
Ø planificarea reparatiilor
Ø contractarea lucrarilor cu executantii externi
Ø predarea echipamentelor pentru reparatie
Ø urmarirea executiei
Ø receptia echipamentelor reparate
Ø analiza costurilor
Ø analiza caderilor accidentale etc.
Exista mai multe clasificari ale tipurilor de mentenanta. Printre cele mai utilizate este urmatoarea:
Mentenanta corectiva, prin care se rezolva caderile accidentale ale echipamentelor.
Mentenanta preventiva, prin care se intervine preventiv asupra echipamentelor, efectuandu-se acele operatii tehnologice care le readuc la parametrii nominali de functionare
Mentenanta total productiva (TPM), prin care intregul personal, deservent si de mentenanta este implicat in realizarea mentenantei echipamentelor
Mentenanta proactiva, bazata in totalitate pe utilizarea produselor software, cu scopul valorificarii datelor specifice celorlalte tipuri de mentenanta
Mentenanta bazata pe fiabilitate
Chiar si caderile accidentale trebuie gestionate! Practica arata ca, pe ansamblu, costurile cauzate de caderile accidentale depasesc costurile mentenantei preventive. Cu toate acestea, asa cum am mai aratat, multe companii nu acorda atentia cuvenita prevenirii caderilor accidentale.
O sursa de informatii pentru prevenire ar trebui sa o constituie chiar caderile accidentale produse in trecut. Cu conditia ca aceste caderi sa fie inregistrate si analizate, iar inregistrarile sa contina minim urmatoarele date:
date despre defect:
o echipamentul
o data si ora defectarii
o defectul
o categoria de defect
o cauza defectului
o simptomul care s-a manifestat inainte ca defectul sa se produca
date despre consecinte:
o durata scoaterii din functiune a echipamentului datorita defectului, din care durata reparatiei propriu-zise
o costurile remedierii
o pierderile inregistrate
Analize posibile si utile, pe baza acestor date:
frecventa unor defecte; sunt interesante analize de tip Top-Bottom prin care se pun in evidenta, de exemplu:
o defectele cele mai frecvente (primele n) pe ansamblul companiei
o defectele cele mai frecvente la o anumita familie de echipamente
o defectele cele mai frecvente la o anumita sectie de productie / linie tehnologica / echipament
locurile din companie (sectia, atelierul) cu cea mai mare frecventa a unui anumit tip de defect
cauzele cu cea mai mare repetabilitate (deci cauzele asupra carora nu se intervine corespunzator)
defectele sistematice
tipul defectelor cu cea mai mare repetabilitate (electrice, mecanice, hidraulice etc.); se pot obtine concluzii inclusiv in ceea ce priveste pregatirea personalului care executa categoria respectiva de activitati: electricieni, lacatusi, hidraulicieni etc.
evolutia in timp a defectelor, pe echipamente / ateliere / sectii / subunitati etc.
evolutia in timp a costurilor cu reparatiile necesare pentru repunerea in functiune
evolutia in timp a pierderilor de productie datorate defectelor accidentale; este interesant de comparat suma celor doua costuri cu costurile mentenantei preventive
pierderile de imagine suferite de companie prin livrari intarziate datorate caderilor accidentale etc.
Datele care se inregistreaza in acest mod sunt extrem de numeroase. Practica arata ca singura modalitate prin care aceste date pot fi inregistrate si valorificate este cea oferita de produsele software specializate.
Unul dintre scopurile declarate ale acestui tip de mentenanta este acela de a reduce ponderea mentenantei corective, aceasta insemnand practic reducerea numarului si gravitatii caderilor accidentale.
La randul ei, mentenanta preventiva poate fi:
Bazata pe timp: echipamentele sunt planificate pentru reparatii la un anumit numar de ore de functionare, la date calendaristice fixate (semestrial / in prima saptamana din trimestru etc.), dupa o perioada de timp (la fiecare 3 ani), independent de starea tehnica in care se gasesc acestea
Bazata pe stare: planificarea pentru reparatie se face la momentul in care se constata o stare tehnica necorespunzatoare; aceasta stare se stabileste:
Ø prin supraveghere in functionare
Ø prin constatari efectuate:
o cu ocazia activitatilor de intretinere
o cu ocazia reviziilor tehnice
Ø prin masuratori de parametri de functionare (mentenanta se numeste in acest caz predictiva); se masoara si analizeaza: vibratii, presiuni, temperaturi (termografie), tensiuni, nivelul de ungere, se pot efectua masuratori cu ultrasunete etc.
Mentenanta total productiva TPM, aparuta in Japonia in anii 1950 si abordata in anii 1980 de multe companii europene dezvoltate, propune o viziune noua, moderna pentru mentenanta industriala. Potrivit TPM mentenanta:
este realizata de un grup extins de persoane, incepand cu operatorii utilajelor si instalatiilor si terminand cu managerii, in centrul grupului aflandu-se, desigur, personalul specializat
se obtine printr-o inalta calificare a intregului personal implicat; de aici rezulta necesitatea si preocuparea continua pentru ridicarea nivelului de cunostinte pentru muncitori, maistri, tehnicieni, ingineri
impune utilizarea unor instrumente moderne si eficiente pentru conducere, urmarire si optimizare, in cadrul acestora informatizarea avand un rol primordial.
Prin similitudine cu TQM - Total Quality Management - fiecare angajat al intreprinderii efectueaza mentenanta. Tinta virtuala a acestui tip de mentenanta: zero defecte.
Mentenanta proactiva este o metoda bazata pe analiza combinata a:
Ø tuturor datelor de istoric ale comportarii in functionare a echipamentului, inclusiv si mai ales a defectelor aparute si a cauzelor acestora
Ø masuratorilor specifice mentenantei predictive
Ø informatiilor specifice mentenantei preventiv-planificate
si necesita obligatoriu utilizarea unor produse software performante, capabile sa gestioneze baze mari de date.
Scopul acestui tip de mentenanta este acela de a maximiza disponibilitatea echipamentelor pentru productie, in conditiile minimizarii costurilor globale de mentenanta.
Principiul de aplicare consta in a analiza imediat si in detaliu orice problema apare in functionarea echipamentelor.
Este un model de mentenanta similar modelului mentenantei proactive, fata de care utilizeaza si metode matematice si statistice specifice fiabilitatii.
Este considerat modelul cel mai puternic si modern al mentenantei.
In timp ce numeroase tari vest europene dispuneau inca din anii 1980 de produse software specializate pentru mentenanta, in Romania s-a platit mult timp tribut unor conceptii invechite, potrivit carora in categoria domeniilor de activitate vizate de informatizare nu se afla si mentenanta. Sau, in cel mai bun caz, locul acesteia este considerat departe, la coada unei lungi liste de asteptare.
Sectoarele mecano-energetice, compartimente aflate in centrul mentenantei, nu au nici o sansa de a-si depasi conditia si de a pune bazele unei mentenante industriale moderne si eficiente atat de necesare, in absenta computerului! Acesta este singurul instrument care permite cuprinderea si stapanirea uriasului volum de date si informatii specifice mentenantei si folosirea de metode si tehnici moderne in elaborarea strategiilor si adoptarea deciziilor.
Mai mult, statisticile existente pe plan mondial arata ca prin informatizarea mentenantei se obtin beneficii importante precum:
q reducerea bugetelor globale de mentenanta cu circa 35%
q reducerea caderilor accidentale cu peste 50%
q reducerea numarului de avarii cu peste 75%
q reducerea cheltuielilor de aprovizionare pentru mentenanta cu peste 35%
q reducerea imobilizarilor in stocuri, reducerea cheltuielilor globale de gestiune a stocurilor cu peste 30%
Iata de ce, atat dezvoltarea de sisteme informatice autohtone cat si patrunderea unora asemanatoare dintre cele deja consacrate in Europa si in lume sunt evenimente cu implicatii dintre cele mai favorabile asupra viitorului mentenantei companiilor romanesti.
In categoria sistemelor complexe, care cunosc o larga raspandire in tarile vest-europene si care au o utilizare semnificativa si in Romania, se afla Sistemul de Management al Mentenantei, dezvoltat de compania de software SIVECO Romania.
Managementul Mentenantei reprezinta una dintre componentele Sistemului Informatic Integrat SIVECO APPLCATIONS, sistem care face parte din categoria produselor software de tip ERP (Enterprise Resources Planning).
SIVECO APPLICATIONS - componenta Managementul Mentenantei - permite gestionarea si cunoasterea tuturor acelor categorii de informatii tehnice si economice de care este nevoie pentru desfasurarea in conditii optime a activitatii de mentenanta. Sistemul realizeaza gestionarea "totala" a echipamentelor, prin constituirea unei baze de date unice si complete de echipamente si lucrari de mentenanta, care fructifica experienta trecuta si toate informatiile tehnice si economice de care se dispune.
SIVECO APPLICATIONS - componenta Managementul Mentenantei, este un "instrument" performant pentru un management de calitate al mentenantei, capabil sa sustina strategii de mentenanta folosite in companii de renume din intreaga lume si sa asigure adoptarea acelei strategii de mentenanta care este potrivita conditiilor specifice din fiecare companie.
Experienta numerosilor utilizatori arata ca inca din primii ani de folosire a sistemului se obtin reduceri ale costurilor mentenantei de circa 15%, urmand ca pe masura ce integrarea, experienta si baza de date cresc sa se ajunga la 25-30%. Consecinta directa a reducerii numarului de caderi accidentale, diminuarea costurilor este favorizata si de:
gestiunea lor in timp real;
implementarea si urmarirea bugetelor de cheltuieli;
separarea costurilor interne de cele externe;
optimizarea utilizarii resurselor materiale si umane etc.
Alte avantaje si beneficii concrete, constatate la companiile care utilizeaza componenta pentru Managementul Mentenantei:
q Reducerea la minimum a timpului de accesare a informatiilor specifice mentenantei
Sistemul permite gestionarea si cunoasterea unei arii largi de informatii necesare specialistilor din compartimentele de mentenanta - practic a tuturor categoriilor de informatii de interes. Aceste date, care sunt de regula disipate in toata compania: Serviciul Tehnic/LUR/Productie, Sectiile/Atelierele de reparatii, Sectiile/Atelierele de Proiectare etc. si greu de gasit in aceste conditii, se vor regasi acum intr-un singur loc: SIVECO APPLICATIONS - componenta MENTENANTA.
Aducerea tuturor datelor relevante in sistem are avantajul accesarii si cunoasterii lor, usor si rapid, de catre toti utilizatorii care au nevoie de ele. Datele vor fi adaugate/actualizate de cine trebuie, atunci cand trebuie, in conformitate cu drepturile de operare conferite. Sistemul asista utilizatorul astfel ca acesta sa aiba cat mai putine erori de introducere sau il avertizeaza daca este posibila o eroare. In acest fel,
Informatia din sistem va fi corecta !
Toate informatiile despre echipamente si comportarea lor in exploatare sunt pastrate pe toata durata de viata a acestora. In acest scop sistemul pune la dispozitie instrumente de arhivare a activitatilor incheiate; informatiile necesare pot fi consultate in istoric, astfel ca:
Experienta poate fi oricand cunoscuta si valorificata de personalul de specialitate, chiar daca este nou angajat!
In lipsa calculatorului informatiile din mentenanta se inregistreaza in registre, dosare, caiete. In general, aceste informatii vor fi accesibile celui care le-a realizat si foarte putin altora. Despre parcurgerea si valorificarea inregistrarilor pe o perioada lunga de timp nici nu poate fi vorba. Fiecare specialist din mentenanta va utiliza propria experienta si o mica parte din experienta colegilor. Situatia devine cu adevarat dificila atunci cand are loc o plecare din compartiment, deoarece odata cu persoana pleaca si experienta acesteia, chiar daca inregistrarile raman pe undeva. Daca insa fiecare inregistrare se realizeaza in sistemul informatic atunci:
Informatia nu se mai pierde la plecarea specialistilor din companie !
Sistemul pune la dispozitie instrumente de cautare performante - filtre de selectie, care permit, practic in orice moment, o consultare a datelor de interes, printr-o selectie complexa, bazata pe diverse criterii de cautare bine definite. Sistemul beneficiaza de timpi optimi de executie a proceselor de cautare, drept pentru care:
Informatia poate fi accesata cu minim de efort si rapid !
q Posibilitatea analizelor multiple asupra mentenantei, inclusiv a costurilor acesteia
Sistemul ofera instrumentele necesare unei tratari unitare a tuturor entitatilor supuse mentenantei, oricare ar fi acestea: echipamente tehnologice propriu-zise (utilaje, instalatii, linii tehnologice etc.), cladiri, constructii speciale, drumuri s.a.m.d.; chiar si componentele acestora (subansamble, repere) sunt tratate de sistem ca echipamente.
Astfel, sistemul permite definirea cu usurinta a structurii echipamentului, pana la orice nivel de detaliere se doreste. Un echipament poate fi reprezentat prin structura sa, atat din punct de vedere constructiv cat si functional.
Orice echipament, indiferent de natura si complexitate, poate fi definit in sistem, cu structura sa, pe oricate niveluri de detaliere se doreste !
Sistemul gestioneaza lucrarile de mentenanta in corelatie cu structurile definite, astfel ca orice interventie asupra unui subechipament, indiferent de nivelul de structura pe care se afla acesta, va fi reflectata si la nivel superior, la echipament.
Costurile lucrarilor de mentenanta efectuate/planificate se cumuleaza pe verticala, de jos in sus (de la un nivel inferior la nivelul superior) !
De asemenea, sistemul permite precizarea pozitiei echipamentelor in companie: din punct de vedere al locului de amplasare (ZONA), din punct de vedere rolului in companie (FUNCTIE), din punct de vedere al apartenentei acestuia la o familie de echipamente (FAMILIE) si la un centru de cost (CENTRU DE COST).
Toate aceste elemente - Zona / Functie / Familie / Centru de Cost - se constituie in criterii de grupare/selectie, utilizate pentru analize multiple ale costurilor mentenantei !
q Reducerea costurilor mentenantei, printr-un control total al activitatii
Sistemul gestioneaza atat costurile interne cat si costurile externe (la terti).
De asemenea, sunt monitorizate toate tipurile de costuri:
o trecute (activitati terminate)
o prezente (activitati in curs de executie)
o viitoare (planificate).
Costurile sunt detaliate pentru:
o resurse umane-salariati
o resurse materiale
o alte tipuri de costuri
Costurile sunt agregate/cumulate pe:
o zone (ateliere, sectii, subunitati etc.)
o functii indeplinite de echipamente
o centre de cost
o grupari de echipamente (conform unor criterii specifice companiei)
In aceste conditii, sistemul permite:
Reducerea costurilor printr-un control total al acestora, in TIMP REAL !
Fiecare lucrare de mentenanta care s-a efectuat sau se efectueaza asupra unui echipament este gestionata de sistem, in principal prin:
o operatiile tehnologice de executat
o resursele umane si materiale necesare
o ciclul de executie
o durata de executie
o costuri
Cunoasterea acestor elemente permite o planificare flexibila a activitatii de mentenanta, care determina:
Reducerea costurilor prin optimizarea planificarii !
La companiile care au implementat si utilizeaza componenta pentru Managementul Mentenantei se constata o scadere a ponderii mentenantei corective in favoarea mentenantei preventiv-planificate. Acest lucru se reflecta asupra costurilor mentenantei si aduce:
Reducerea costurilor de mentenanta cu peste 20%, in conditiile cresterii calitatii acesteia !
Daca se dispune de aparatura pentru monitorizarea caracteristicilor de functionare ale echipamentelor (presiune, temperatura, vibratii etc.), sistemul poate utiliza informatiile respective pentru prevenirea aparitiei defectelor. Sistemul determina cu multa exactitate momentul cand trebuie sa oprit un echipament pentru o interventie, astfel ca se poate obtine:
Reducerea costurilor prin optimizarea momentului introducerii echipamentelor in reparatii !
In acelasi timp, sistemul permite inregistrarea evenimentelor intervenite in functionarea echipamentului, sub urmatoarea forma:
o defect
o cauza defectului
o simptom manifestat
o mod de remediere
Prin analiza acestora, sistemul permite prevenirea altor defecte asemanatoare, evidentierea punctelor critice, a defectelor sistematice, a defectelor datorate furnizorilor, care are ca efect:
Reducerea costurilor datorate defectelor si avariilor, prin reducerea numarului si gravitatii acestora !
Pentru a facilita analiza defectelor inregistrate, sistemul prezinta "arbori de defecte", construiti automat pe baza evenimentelor inregistrate in ordine cronologica. Un arbore de defecte are ca punct de plecare (radacina) un simptom manifestat, detaliat pe cauze, defecte rezultate si remedii intreprinse.
Un aspect deosebit de semnalat este faptul ca Managementul Mentenantei functioneaza integrat cu alte componente ale sistemului SIVECO APPLICATIONS: Managementul Stocurilor, Managementul Achizitiilor, Managementul Contractelor, Managementul Mijloacelor Fixe, Managementul Financiar Contabil s.a.m.d.
q Ridicarea nivelului de pregatire a intregului personal din mentenanta
Implementarea si utilizarea sistemului are consecinte positive si in ceea ce priveste nivelul general de pregatire a utilizatorilor finali, prin:
o principiile promovate, care sunt cele ale unei mentenante moderne
o sistemul de scolarizare propus si asigurat utilizatorilor
o punerea la dispozitia utilizatorilor a numeroase documentatii despre sisteme si despre mentenanta
o promovarea unui benefic schimb de idei, in cadrul manifestarii anuale 'Clubul utilizatorilor', care aduce alaturi utilizatorii sistemului din toate domeniile de activitate etc.
In centrul mentenantei se afla echipamentele, pentru care se doreste mentinerea in stare de functionare, la parametrii nominali si cu costuri minime, pe toata durata lor de viata.
In centrul Managementului Mentenantei se afla, de asemenea, echipamentele, pentru care se ofera instrumentele prin care sa se realizeze optim obiectivele mentenantei.
Prin ECHIPAMENT se intelege, practic, tot ceea ce exista in dotarea unei companii si necesita reparatii si intretinere: cladiri, constructii speciale, utilaje, instalatii, linii tehnologice, linii electrice, drumuri, conducte etc.
Extrem de util este faptul ca si partile componente ale unui echipament (de la subansamblele principale pana la repere) pot fi introduse in sistem ca echipamente de sine statatoare (cu punerea in evidenta a apartenentei lor la un ansamblu, sub forma unei structuri arborescente flexibile si usor de realizat Figura ). Dintre avantajele introducerii componentelor (subansamblelor) ca echipamente:
o posibilitatea de a gestiona, tehnic si financiar, aceste componente
o posibilitatea de a urmari comportarea lor in exploatare
o posibilitatea unor analize comparative ("pe orizontala"), privind comportarea lor in exploatare in cadrul unor echipamente diferite (un acelasi tip de electromotor pe mai multe poduri rulante, o aceeasi pompa de la instalatii diferite etc.)
o posibilitatea cumularii costurilor pe verticala, de jos in sus (in cadrul unui echipament)
o posibilitatea mostenirii de caracteristici de la echipamentul caruia ii apartin
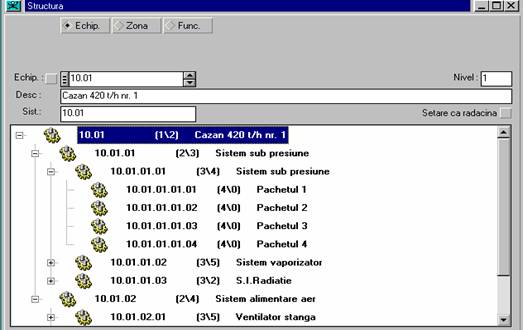
Figura Structura unui echipament
Fiecare echipament se afla intr-o zona, face parte dintr-o familie, realizeaza o functie si are atasat un cont de cheltuieli.
Zona se identifica cu organizarea administrativa (subunitati, sectii, ateliere, cladiri s.a.) a companiei si permite gruparea/selectarea echipamentelor pe criteriul locului de amplasare.
Familia grupeaza echipamentele identice sau similare constructiv si functional. Exemple de familii:
o transformatoare de putere mono- si trifazate, in ulei si uscate
o cazane de abur de 50 t/h
o electromotoare de curent continuu
o poduri rulante bigrinda, deschidere 12-15 m, sarcina 12,5-15 tf etc.
Functia grupeaza echipamentele care au acelasi rol functional, sau contribuie la realizarea aceluiasi lucru. Exemplu de functii:
o Alimentari electrice de medie tensiune
o Alimentari electrice de joasa tensiune
o Producere aer comprimat
o Producere abur tehnologic
o Prelucrari prin aschiere etc.
Centrul de cost - sistemul permite alocarea fiecarui echipament unui centru de cost si prezinta in orice moment situatia costurilor inregistrate cu activitatile de mentenanta la nivelul centrelor de cost.
Daca cele 4 criterii prezentate nu sunt suficiente, exista posibilitatea gruparii si dupa alte criterii, dorite de utilizator. Grupurile dispun de aceleasi facilitati de prelucrare ca si echipamentele:
o programarea activitatilor poate fi efectuata la nivel de grup
o istoricul ofera date si informatii de grup si/sau de echipamente
o costurile sunt urmarite pentru tot grupul dar pot fi cunoscute si la nivel de componente ale grupului.
Sistemul ofera posibilitatea gestionarii si cunoasterii specificatiilor tehnice, pieselor de schimb si subansamblelor componente, desenelor si documentatiilor tehnice precum si a imaginilor digitale ale acestora (Figura 2). Nimic nu este uitat. Chiar si masurile de securitate specifice functionarii unui echipament sunt incluse si pot fi atasate oricand unei dispozitii de lucru.
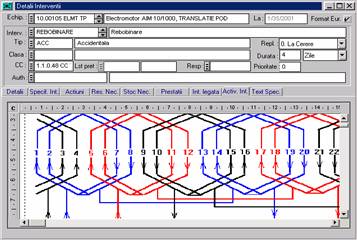
Figura Desen atasat unei tehnologii de reparatie
Costurile pentru mentenanta unui echipament sunt agregate automat la nivel de zona, functie, centru de cost, grup de echipamente, buget si contract (Figura 3).
Figura Inregistrarea costurilor
Controlul costurilor este vital intr-o lume bazata pe concurenta. Trebuie cunoscute si stapanite toate costurile, inclusiv cele legate de echipamente.
Sistemul ofera costurile trecute, costurile activitatilor in curs de desfasurare, in timp real si previzionarea costurilor pentru orice perioada si orice tip de activitate. Toate costurile sunt detaliate pe resurse umane si resurse materiale.
Sistemul contine un modul numit chiar Bugete, in care intreaga activitate de mentenanta poate fi bugetata, existand posibilitatea de a defini o structura de bugete. Un buget este urmarit ca realizare prin costurile cumulate automat in Centrele de Cost asociate. Un buget are obligatoriu cel putin un Centru de Cost asociat; un Centru de Cost poate fi asociat la mai multe bugete.
Sistemul ofera si datele necesare fundamentarii unui buget, astfel:
Pentru orice lucrare/activitate de mentenanta este posibil de definit o tehnologie de executie (sau deviz de lucrari), care contine operatii tehnologice, norme de timp, resursele umane si materiale necesare; valoarea stabilita in aceste conditii la nivel de tehnologie este un prim element de fundamentare a bugetului
costurile activitatilor de mentenanta sunt pastrate in baza de date pe toata durata de viata a echipamentului; evolutia lor in timp poate constitui un alt element de fundamentare a unui buget
calcule efectuate asupra valorii de inventar sau de inlocuire a unui echipament ajuta, de asemenea, la fundamentarea unui buget
Urmarirea functionarii echipamentelor se realizeaza prin intermediul calendarelor atasate si a contorilor. Nu numai echipamentele au calendare ci si alte entitati ale sistemului precum resursele umane, dispozitiile de lucru s.a.
Contorii sunt indicatori folositi pentru stabilirea momentului unei interventii si pot fi exprimati prin: numarul de ore de functionare, cantitatea produsa, numarul de kilometri parcursi s.a.
Fiecare persoana din activitatea de mentenanta poate avea un calendar atasat, pe baza caruia se realizeaza repartizarea la lucrari, evidenta activitatii si multe altele.
Inregistrarea si analiza datelor privind incidentele si defectele care apar in functionarea echipamentelor au efecte favorabile asupra randamentelor acestora si determina scaderea numarului caderilor accidentale.
Inregistrarile pot fi definite pentru echipamente de orice nivel si sunt considerate in structura:
SIMPTOME - DEFECTE - CAUZE - REMEDII
Prin prelucrarea si analiza statistica a inregistrarilor sunt evidentiate punctele critice ale echipamentelor, sunt emise semnale privind defectele datorate unor furnizori, se obtin diagnostice etc.
Inregistrarea incidentelor/defectelor poate fi facuta fie direct asupra unui echipament fie prin intermediul unei dispozitii de lucru.
Pentru usurarea analizei defectelor si prevenirea aparitiei altora, sistemul ofera arborele de defecte (Figura 4) pentru fiecare echipament caruia i s-au inregistrat defecte in structura prezentata mai sus.
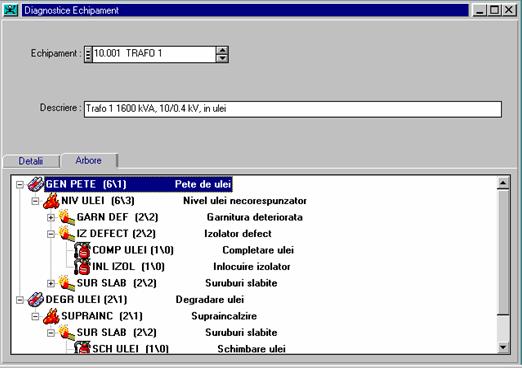
Figura Arbore de defecte
Modulul de diagnosticare functioneaza folosind 3 nomenclatoare: de defecte, de cauze ale defectelor si de simptomuri. Cel mai important lucru care se cere utilizatorului final este ca acesta sa inregistreze, in ordine cronologica, toate defectele pe care le suporta un echipament, impreuna cu cauzele sale si simptomurile care s-au manifestat inainte de producerea defectului propriu-zis.
Toate metodele de mentenanta practicate sunt oferite de sistem:
q mentenanta preventiva, bazata pe timp si stare,
q mentenanta predictiva, pe baza de masuratori directe in functionare
q mentenanta proactiva, bazata pe analiza combinata a:
tuturor datelor de istoric ale evolutiei echipamentului
masuratorilor specifice mentenantei predictive
informatiilor specifice mentenantei preventiv-planificate
q mentenanta corectiva (pentru remedierea defectelor accidentale)
Sistemul permite folosirea tuturor acestor metode, individual sau combinat si asigura conditii optime pentru trecerea rapida de la mentenanta corectiva, la cea preventiva si/sau predictiva.
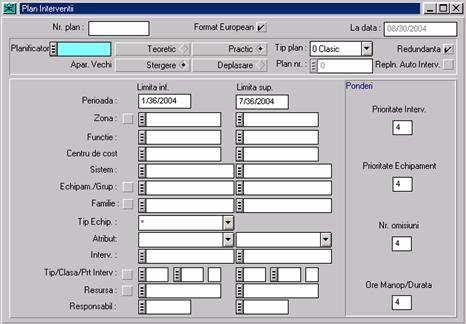
Figura Planificarea activitatilor
Caracteristici:
flexibilitate maxima
combinarea criteriilor de programare
corelarea cu programele de productie
corelarea cu disponibilul de resurse umane si cu asigurarea materiala; comenzile de aprovizionare aflate in derulare si livrarile in curs pot fi luate in calcul
emiterea automata de comenzi de lucru pentru fiecare pozitie din plan, cu atasarea resurselor, listei de piese si materiale, desenelor de piese, tehnologiilor de executie, masurilor de securitate necesare
planificarea pe baza de prioritati; interventiile sunt selectate functie de acestea si de data la care resursele vor fi disponibile
definirea de factori de ponderare care permit "sincronizarea" cererilor contradictorii
optimizarea programelor pe baza de algoritm complex, care ia in considerare sute de elemente etc.
Pot fi simulate programe pe termen lung sau scurt (Figura 5), cu scopul de a evalua costurile, fara a perturba planurile in curs de desfasurare.
Mentenanta predictiva este visul oricarui sector mecano-energetic si inseamna efectuarea interventiilor functie de starea concreta a echipamentului, determinata prin masuratori directe efectuate in timpul functionarii. Sistemul poate primi, pastra si interpreta date diverse, culese direct de la echipament: temperatura, presiunea, vibratiile s.a. in urmatoarele conditii:
numarul de puncte de masura este nelimitat
pot fi definite marimile nominale, limitele abaterilor admise si semnalele de alarma pentru fiecare punct de masura
frecventa masuratorilor este definita de utilizator dar sistemul poate interveni "inteligent" si dinamic iar daca observa ca echipamentul da semne de deteriorare, modifica frecventa acestora astfel ca datele sa fie relevante
diverse functii permit gestionarea alarmelor; se ofera lista echipamentelor pentru care sunt estimate defectari si datele la care acestea vor apare
crearea activitatilor destinate masuratorilor predictive este extrem de usoara: este suficient sa se copieze, total sau partial, activitatile unei interventii la alta interventie.
Sistemul asista utilizatorul in planificarea resurselor umane (prin calculul disponibilului pentru un plan dat) si resurselor materiale (prin calculul disponibilului pentru un plan dat, rezervarea materialelor si pieselor existente si emiterea de raport de necesitate pentru cele care nu exista).
Sistemul permite crearea si listarea rapida a comenzilor de executie (Figura 6), dupa diverse criterii si usureaza munca, punand la dispozitie liste de selectie si ferestre prietenoase prin care se pot afla:
à informatii tehnice despre echipament, istoricul interventiilor, lucrari in curs de executie s.a.
à inregistrarea in sistem a tuturor datelor referitoare la modul concret de realizare a interventiilor: ore realizate, piese de schimb si materiale utilizate, defecte gasite s.a.
à calculul si prezentarea in timp real a costurilor directe
à continutul fiecarei comenzi de executie
à posibilitatea de vizualizare a comenzilor de lucru grupate pe diverse criterii: zone, echipe de lucru etc.
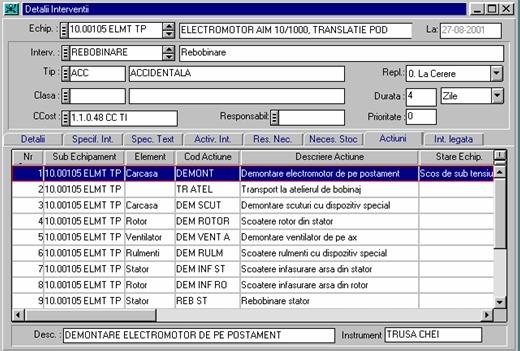
Figura Dispozitie de lucru
Dispozitia de lucru, cunoscuta si sub numele de "Comanda interna" sau "Comanda de reparatie" contine toate elementele specifice executiei unei lucrari:
Ø tehnologia de executie
Ø resursele materiale (piese de schimb si materiale) prevazute si efectiv consumate
Ø resursele umane prevazute (la nivel de meserie) si salariatii care au lucrat
Dispozitiile de lucru asigura cunoasterea IN TIMP REAL a costurilor unei lucrari aflata in curs de executie. Acest lucru se asigura prin urmatoarele mecanisme:
Ø - Costurile resurselor materiale se inregistreaza la nivelul dispozitiei de lucru in mod automat, atunci cand materialele/piesele sunt eliberate de la magazie;
Ø - Costurile resurselor umane se calculeaza in momentul introducerii pontajului zilnic al persoanelor care lucreaza pe dispozitia de lucru respectiva
Sistemul permite definirea de tehnologii cadru pentru fiecare tip de reparatie. Aceste tehnologii contin operatiile tehnologice, resursele umane necesare (la nivel de meserie), resursele materiale necesare, indicatii, restrictii, desene, practic orice informatie este necesara pentru o executie corespunzatoare a reparatiei. O tehnologie cadru este elaborata la nivel de familie de echipamente si poate fi asociata la fiecare echipament al familiei respective. O astfel de tehnologie poate fi versionata. Ea poate fi mostenita la nivelul dispozitiilor de lucru (numite si comenzi interne de reparatii), unde se realizeaza adaptarea ei conform cerintelor concrete ale reparatiei respective.
Sistemul acorda o atentie deosebita gestiunii pieselor de schimb urmarind, printre altele:
q cunoasterea exacta a pieselor de schimb din dotare
q stabilirea unor cantitati optime pentru aprovizionarea acestora
q cunoasterea desenelor de executie
Sistemul permite realizarea, in modulul Fisiere de baza / Piese de schimb, a unui Nomenclator (unic) cu toate piesele de schimb folosite in companie. Piesele de schimb pot fi atat standardizate cat si nestandardizate.
Pe baza acestui nomenclator, dar si a nomenclatorului de articole de stoc, utilizatorul poate realiza Lista pieselor de schimb (Figura 7) aflate in componenta unui echipament.
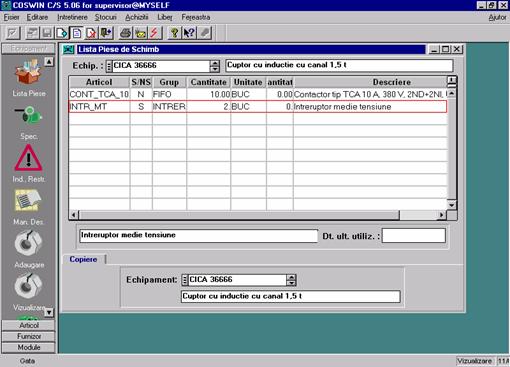
Figura Gestiunea pieselor de schimb
Bibliografie
[1] Iulian Ceausu - Enciclopedia manageriala, Editura ATTR
[2] Bucur Constantin Mircea, 'Sedinta de analiza si bilant a activitatii ATTR pe anul 1995', in Revista de TEROtehnica si TEROtehnologie nr.27-28.
[3] Dimofte Sorin "Masuri practice pentru evitarea arderii infasurarilor electromotoarelor de joasa tensiune", in Revista de TEROtehnica si TEROtehnologie nr. 13-14
[4] Hortopan Gheorghe - Aparate electrice. Principii si aplicatii. Ed. A-III-a, EDP, Bucuresti, 1980
[5] Pietrareanu T.M. - Pornirea si protectia motoarelor asincrone trifazate, Ed. Tehnica, Bucuresti, 1976
[6] MONITORUL OFICIAL nr. 242 din 31 mai 1999
Legea nr. 15/1994 republicata, privind amortizarea capitalului imobilizat in active corporale si necorporale
[7] MONITORUL OFICIAL nr. 21 din 12 ianuarie 2004
HOTARARE nr. 1.553 din 18 decembrie 2003 privind reevaluarea imobilizarilor corporale si stabilirea valorii de intrare a mijloacelor fixe
[8] MONITORUL OFICIAL nr. 520 din 30 decembrie 1998
HOTARARE nr. 964 din 23 decembrie 1998 pentru aprobarea clasificatiei si a duratelor normale de functionare a mijloacelor fixe
[9] MONITORUL OFICIAL nr. 37 din 21 ianuarie 2002
HOTARARE nr. 1.340 din 27 decembrie 2001 privind organizarea si functionarea Inspectiei de Stat pentru Controlul Cazanelor, Recipientelor sub Presiune si Instalatiilor de Ridicat
[10] Ordinul 35 din 6 decembrie 2002 al ANRE privind Regulamentul de conducere si organizare a activitatii de mentenanta in sectorul energiei electrice si termice care desfasoara activitati de producere, transport, distributie sau dispecerizare a energiei electrice si/sau termic
Anexa 1
DOMENII SUPUSE REGLEMENTARILOR ISCIR
(conform Anexei 1 la HG 1.340 din 27 decembrie 2001)
A. Instalatii sub presiune, instalatii de ridicat si aparate consumatoare de combustibil clasice, supuse regimului de verificare tehnica
1. Cazane de abur, de apa calda sau fierbinte si similare
2. Recipiente care lucreaza sub presiune
3. Conducte pentru fluide sub presiune
4. Macarale, mecanisme de ridicat, ascensoare, instalatii de transport pe cablu, instalatii de ridicat pe plan inclinat
5. Sobe sau alte aparate de incalzit, in uz neindustrial, alimentate cu combustibil solid, lichid sau gazos
6. Aparate de gatit si pentru incalzirea apei si similare, in uz neindustrial sau colectiv, alimente cu combustibil solid, lichid sau gazos
7. Arzatoare pentru combustibil solid, lichid sau gazos
8. Dispozitivele de siguranta pentru instalatiile si aparatele prevazute la pct. 1-7 inclusiv
9. Aparatura si instalatii de automatizare aferente echipamentelor si instalatiilor prevazute la pct. 1-8 inclusiv.
B. Instalatii sub presiune, instalatii de ridicat si componente din cadrul obiectivelor si instalatiilor nucleare, supuse regimului de verificare tehnica
1. Generatoare de abur, apa calda sau fierbinte, inclusiv corpul reactorului
2. Recipiente care lucreaza sub presiune
3. Conducte de abur si apa, precum si pentru alte lichide, vapori si gaze tehnice uscate sau umede
4. Pompe
5. Armaturi
6. Suporturile elementelor sub presiune
7. Macarale, poduri rulante si mecanisme de ridicat
8. Ascensoare
9. Dispozitivele de siguranta pentru instalatiile prevazute la pct. 1, 2, 3, 7 si 8.
C. Materiale folosite la construirea, montarea, exploatarea, repararea si verificarea instalatiilor si aparatelor, precum si mijloace de control, supuse regimului special de verificare tehnica
1. Produse din metale feroase, neferoase si materiale nemetalice - table, tevi, tuburi, profiluri, forjate, turnate, semifabricate pentru organe de asamblare
2. Materiale pentru sudura - electrozi, sarme, fluxuri, materiale pentru brazare
3. Radiofilme pentru radiografie industriala
4. Lichide penetrante - degresanti, penetranti, emulgatori, developanti
5. Pulberi magnetice pentru examinari nedistructive
6. Materiale folosite pentru tratarea agentilor termici mase schimbatoare de ioni, agenti de alcalinizare si similare
7. Mijloace de control manuale, semiautomate sau automate pentru examinari, masuratori si incercari nedistructive prin radiografie, ultrasunete, lichide penetrante, pulberi magnetice, curenti turbionari, emisie acustica, precum si accesoriile necesare executarii lucrarilor respective
8. Detectoare pentru examinarile de etanseitate, precum si accesoriile acestora.
Copyright © 2025 - Toate drepturile rezervate