|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Descoperirea secretelor cuptoarelor pentru a ajuta la optimizarea lor
Industriile care proceseaza hidrocarburi folosesc energie pentru a transforma titeiul si gazul natural in combustibili folositi in transport si alte produse pentru consumatori. In rafinarii cuptoarele si boilerele sunt consumatoare majore de energie. In cuptoare gazul combustibil, pacura si uneori amestecul acestora este folosit pentru a incalzi titeiul, pentru procesarea unor fluide, etc.
Majoritatea rafinariilor utilizeaza la maximum capacitatea disponibila de procesare datorita cererilor mari de produse pe piata. Unele mariri de capacitate sunt planificate, altele nu. Asemenea proiecte cer mai mult de la cuptoare si de la boilere. Bolierele, in comparatie cu cuptoarele, sunt in general automatizate si nu necesita interventie manuala; iar majoritatea cuptoarelor sunt operate ori manual ori semiautomat si necesita interventia manuala a operatorilor pentru a le acomoda la variatiile de proces.
Eficienta termica tipica pentru cuptoare cu tiraj natural este intre 75-85%. In unele instalatii, pentru cuptoarele cu tiraj indus, tiraj echilibrat si care au instalat si un preincalzitor de aer eficienta termica este de 85-93%.
Pentru a maximiza transferul de caldura catre fluidele de proces este necesara o combustie corespunzatoare in cuptor. O combustie buna necesita:
Raport corespunzator gaz combustibil - aer
Un amestec foarte bun gaz combustibil - aer
Functionarea corespunzatoare a pilotilor
Pozitionarea bine definita a flacarii
Majoritatea rafinariilor au cuptoare cu tiraj natural. Aceste cuptoare sunt mai de incredere datorita disponibilitatii arderii aerului. Dar pentru aceste cuptoare controlul excesului de aer este mai mult arta decat stiinta. Operatorii trebuie sa inteleaga procesul de ardere, transferul de caldura, controlul tirajului si operarea arzatoarelor pentru a asigura un control mai bun al depresiunii si al excesului de aer in cuptor. De obicei cuptoarele operate manual sunt mai putin eficiente. Acordarea cuptorului poate duce la o crestere a eficientei cu 1-4%, bazandu-se pe conditiile de operare existente.
Urmatoarele linii directoare se concentreaza pe imbunatatirea operarii cuptoarelor cu tiraj natural. Cu toate acestea cele mai multe discutii se pot aplica la toate tipurile de cuptoare.
Parametrii majori
Adesea operatorii cuptoarelor se concentreaza sa pastreze temperatura la iesirea din cuptor la specificatiile dorite, sacrificand alti parametri. Operarea cuptorului cu eficienta energetica implica un control adecvat, mentenanta si monitorizarea temperaturii fluidului la iesire, tirajului, excesului de aer si rata de combustibil ars.
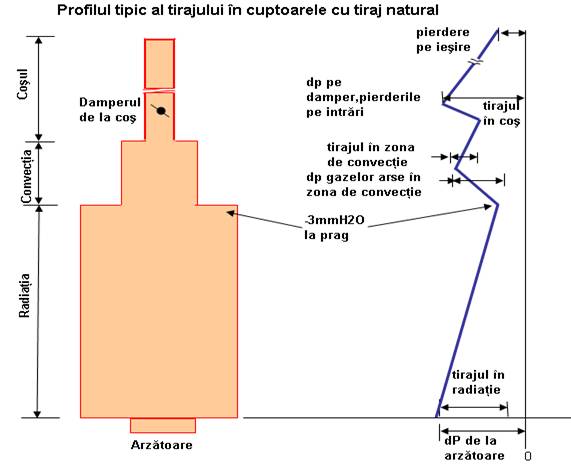
Figura 1: Profilul tipic al tirajului in cuptoarele cu tiraj natural
a) Tirajul
Intr-un cuptor tirajul se creeaza datorita diferentei de densitate intre gazele calde din interiorul cuptorului si aerul ambiental. De obicei se masoara in mmH20. Intr-un cuptor cu tiraj natural inaltimea cosului asigura tirajul necesar pentru cuptor astfel incat aerul necesar arderii sa fie tras in cuptor, iar gazele arse sa fie impinse afara. Intr-un sistem cu tiraj echilibrat, un ventilator - tiraj fortat, impinge aerul in arzatoare si un exhaustor - tiraj indus, trage gazele arse din cuptor.
Intr-un cuptor cu tiraj natural exista un damper pe cos care controleaza tirajul din cuptor. La cuptoarele cu tiraj indus sau cele cu tiraj echilibrat tirajul se controleaza cu damperul exhaustorului.
Exces de aer = [O2]M/
|
Combustibil |
|
|
|
Uscat |
Umed |
|
|
Gaz natural |
90 |
111 |
|
Pacura |
95 |
106 |
Un profil tipic al tirajului intr-un cuptor cu tiraj natural este prezentat in figura 1. Cuptoarele sunt operate intotdeauna la o presiune negativa. Cea mai mica depresiune este in zona pragului. Daca in zona de radiatie se mentine presiunea usor negativa se asigura un tiraj adecvat pentru cuptor. Depresiunea recomandata la prag este de -3 mmH2O, iar aceasta valoare se poate atinge prin operarea damper-ului care se comporta ca un mecanism de control al tirajului. O valore negativa mare a depresiunii nu este dorita in cuptor deoarece aceasta inseamna ca aerul atmosferic intra in cuptor necontrolat. De asemenea nici o presiune pozitiva nu este dorita pentru ca este hazard din punct de vedere al safety; gazele arse vor iesi afara prin vizoare (sau alte deschizaturi), vor supraincalzi structura cuptorului si vor deteriora integritatea mecanica a acestuia. Atata timp cat exista presiune pozitiva in cuptor, operatorii vor fi supusi riscului de avea gaze arse foarte fierbinti la deschiderea vizoarelor.
b) Excesul de aer
Pentru o ardere completa a gazului combustibil, oxigenul care se gaseste in aer, trebuie sa fie in exces conform cerintelor stoechiometrice. Aerul contine aproximativ 21% oxigen si 79% azot, procente volumice. Azotul nu participa efectiv la procesul de combustie la o temperatura obisnuita a flacarii, dar absoarbe o parte din caldura generata prin reactia de ardere, iar la temperaturi ridicate ( >760 oC) contribuie la emisiile de NOx. De aceea excesul de aer trebuie minimizat si in acelasi timp procesul de ardere trebuie sa se apropie de 100%. Daca nu este suficient aer pentru combustie atunci la cos se va observa fum.
In operarea industriala excesul de aer se exprima ca procent de exces de O2. Relatia dintre excesul de aer si excesul de O2 este prezentata in figura 2. In Tabelul 1 sunt prezentate valorile recomandate de exces de aer si O2, in procente. Daca avem exces de aer atunci energia combustibilului va fi folosita inutil la incalzirea azotului. Pe de alta parte, daca nu avem suficient aer arderea va fi incompleta si se va forma CO. Monoxidul de carbon generat in zona de radiatie poate fi transformat in CO2 in zona de convectie daca exista O2 provenit din aer fals. Arderea CO-ului in zona de convectie (cunoscuta ca "post combustie") poate distruge aripioarele si poate reduce recuperarea de caldura in zona de convectie. Un exces de aer corespunzator se poate obtine prin controlul registrelor de aer de la arzatoare si al controlului adecvat al tirajului. Locul cel mai bun de monitorizare al excesului de O2 este la prag asa cum se observa si in figura 3.
Tirajul si controlul excesului de aer sunt interconectate. Ajustarea registrului de aer (de la arzatoare) si a damper-ului de la cos este necesara pana se atinge valoarea optima a excesului de aer si a tirajului. Nu trebuie niciodata sa se foloseasca singure - registrul de aer si damper-ul, pentru a ajusta tirajul sau excesul de aer; intotdeauna acestea trebuie folosite impreuna pentru a atinge valorile dorite.
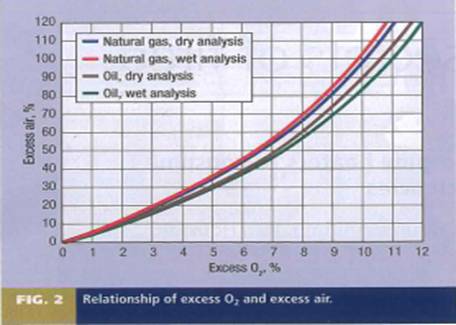
Figura 2: Relatia dintre excesul de aer si excesul de O2
|
Tipul de tiraj |
Combustibil |
Exces de aer % |
Exces O2 |
|
|
Uscat |
Umed |
|||
|
Tiraj natural |
Gaz natural |
20 |
3.82 |
3.21 |
|
Pacura |
25 |
4.37 |
4.01 |
|
|
Tiraj fortat |
Gaz natural |
15 |
3.00 |
2.5 |
|
Pacura |
20 |
3.65 |
3.33 |
|
Tabelul 1: Valorile recomandate ale excesului de aer si O2
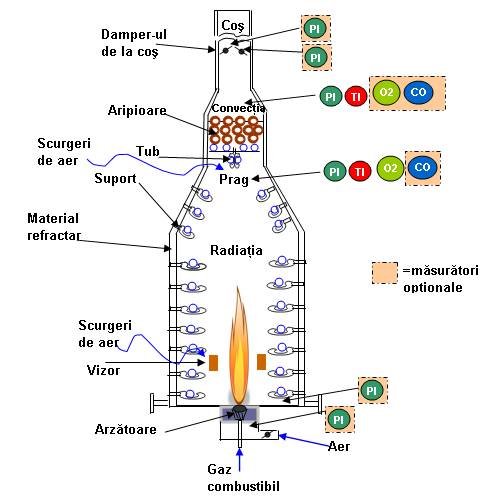
Figura 3: Cuptorul - punctele de masurare ale presiunii si oxigenului
Abordarea practica.
Pentru optimizarea cuptoarelor sunt necesare instrumente simple, dar cei mai indicati sunt inginerii sau operatorii experimentati; pentru a realiza asta, este mai bine sa se ia in considerare masuratorile din camp decat sa se ia citirile din DCS. Instrumentele de baza necesare sunt analizoarele portabile de O2 si CO, manometru, un indicator de temperatura, etc. Sunt necesare accesorii hardware pentru a putea face legaturile adecvate.
Mai jos sunt prezentati pasii care trebuie urmati pentru a realiza optimizarea cuptoarelor:
Pasul 1: Safety - pregatirea si protejarea personalului. Sunt necesari cel putin 2 oameni care au cunostinte despre operarea cuptoarelor pentru a putea realiza acordarea lor. Acestia trebuie:
Sa cunoasca regulile de safety si regulamentele pentru instalatia respectiva
Sa poarte echipametul de protectie adecvat pentru cuptoare
Sa aiba statii radio pentru a putea comunica cu operatorii si alte echipamente necesare, in concordanta cu standardele din rafinarie (de exemplu monitorizarea H2S)
Optimizarea cuptoarelor este un proces de lunga durata si care trebuie facut pas cu pas; fiecare pas necesita un timp anume pentru ca operarea sa se stabilizeze. De asemenea personalul trebuie sa realizeze ca lucreaza cu foc si cu gaze arse foarte fierbinti (760 - 870˚C). Intotdeauna ar trebui sa existe un plan de evacuare in cazul unei urgente. Inainte de a iesi pe teren, personalul implicat trebuie sa revizuiasca manualul de operare al cuptoarelor, desenele de ansamblu, manualul de operare si desenele arzatoarelor, curbele de absorbtie a caldurii. Este intotdeauna indicat sa se discute despre operarea cuptoarelor cu oamenii care le opereaza zilnic. Trebuie realizat un studiu complet al cuptorului inainte de a trece la optimizarea lui.
Pasul 2: Verificarea depresiunii negative. Primul lucru care trebuie verificat este daca cuptorul este operat la presiune negativa. Daca la prag avem o depresiune de -3 mmH2O (sau mai mica) atunci toate celelalte zone (radiatia, convectia, cosul) trebuie operate la o presiune negativa. Depresiunea negativa poate fi verificata astfel: pe vizorul din dreptul mijlocului zonei de radiatie trebuie tinuta o bucata de hartie; daca hartia este trasa in cuptor atunci inseamna ca cuptorul este operat la o presiune negativa. Daca cuptorul este operat la presiuni pozitive atunci gazele arse vor iesi pe vizoare sau pe orice alte deschizaturi si nu se va putea sta sau circula pe langa cuptoare deoarece vor fi foarte fierbinti. Nu trebuie incercata optimizarea cuptoarelor la presiuni pozitive.
Pasul 3: Verificarea stabilitatii flacarii. "Pulsul" operarii cuptorului este dat de flacari. Pentru a avea o idee despre cum este operat un cuptor este suficient sa deschizi usa vizorului si sa observi flacara.
Flacara este singura portiune vizibila din reactia de ardere.
Flacara trebuie sa aiba:
o forma bine definita in functie de tipul arzatoarelor:
a) arzatoarele cu flacara rotunda: flacara trebuie sa aiba inaltimea si diametrul bine definite
b) arzatoarele cu flacara plata: flacara trebuie sa aiba inaltimea, lungimea si latimea bine definite
Flacarile nu trebuie sa fie:
inexacte
domoale
neclare
cu fum
Consumul de gaz combustibil, excesul de aer si preincalzirea aerului vor afecta culoarea flacarilor. De cele mai multe ori la arderea gazului combustibil, flacara corespunzatoare va fi albastra neluminoasa sau albastruie - violeta. Daca flacara este galbena atunci ori amestecul de gaz combustibil + aer nu este bun ori gazul contine aromate.
Cand se arde pacura atunci flacarile vor avea culoarea galbuie luminoasa sau portocalie. Dar culoarea flacarilor nu este o problema foarte importanta in optimizarea cuptoarelor.
Flacarile nu trebuie sa loveasca tuburile. Marimea si forma flacarilor depind de: forma arzatoarelor, caldura eliberata, consumul de gaz combustibil, amestecul de gaz + aer, etc. Un amestec bun intre gazul combustibil + aer va determina o flacara mai mica, iar un amestec necorespunzator va produce o flacara mare, instabila si cu fum.
Inaltimea flacarii nu trebuie sa depaseasca mai mult de 1/3 din inaltimea zonei de radiatie.
In cazul cuptoarelor cu tiraj natural presiunea gazelor combustibile este foarte importanta pentru un amestec bun al gazului cu aer. La cuptoarele cu tiraj fortat amestecul este controlat cu presiunea aerului. Daca viteza aerului sau a gazelor combustibile este prea mica sau indreptata spre directii gresite, se va realiza un amestec incomplet. Daca flacarile sunt instabile si cu fum, atunci forma si dimensiunea lor nu poate fi observata cu ochiul liber; de aceea este indicat in zona unui vizor (din radiatie) sa se pulverizeze bicarbonat de sodiu. Atunci cand bicarbonatul de sodiu arde, acesta straluceste in culorile flacarii oferind posibilitatea de a vedea cu ochiul liber forma si marimea flacarii. Daca se observa ca flacarile de ridica de pe varful arzatorului atunci trebuie redus debitul de aer. Trebuie sa anunti operatorii daca se observa ca flacarile lovesc tuburile; in acest caz trebuie facuta o analiza a cauzelor pentru a le elimina si a rezolva aceasta problema definitiv. Atunci cand are loc o ardere completa si adecvata, intr-un cuptor nu exista fum.
Pasul 4: Verificarea pilotilor. Pentru a avea incredere in operarea corespunzatoare a arzatoarelor si ca o problema de safety, trebuie sa existe o sursa continua de aprindere a acestora: pilotii. Pilotii asigura o flacara de dimensiuni mici, care elibereaza o cantitate mica de caldura, suficient sa asigure ca flacara principala este aprinsa. Cu toate acestea multe arzatoare sunt aprinse manual cu ajutorul festilei. In rafinarii este recomandat ca pilotul sa mearga continuu pentru ca sa se mentina o flacara stabila, iar acumularile de gaze nearse in interiorul cuptorului sa fie reduse sau eliminate. Flacara pilotului trebuie sa fie compacta si vioaie. Daca flacara pilotului nu este stabila atunci trebuie verificata presiunea gazului combustibil. Orificiile pilotilor trebuie curatate din cand in cand. O schema logica a activitatilor care trebuie intreprinse pentru optimizarea cuptorului sunt prezente in figura 5.
Pasul 5: Verificarea arzatoarelor. In conditii de operare normale toate arzatoarele ar trebui sa fie active. Daca oricare dintre arzatoare nu functioneaza din diferite motive, registrul lui de aer trebuie inchis deplin.
Intotdeauna trebuie mentinuta presiunea gazului combustibil intre limitele minime si maxime specificate de producatorul arzatoarelor. Minimul presiunii este dat de propagarea inversa a flacarii. Arzatoarele pre-amestec sunt arzatoarele in care tot sau doar o parte din aerul necesar arderii este injectat intr-un mixer venturi de catre debitul de gaz combustibil. Gazul si aerul sunt amestecate inainte de a intra in zona de combustie initiala. Aceste arzatoare pre-amestec au o "inchidere" mai mica (3:1) decat arzatoarele principale de gaz (5:1). Nu este recomandat sa operezi arzatoarele sub "inchiderea" lor.
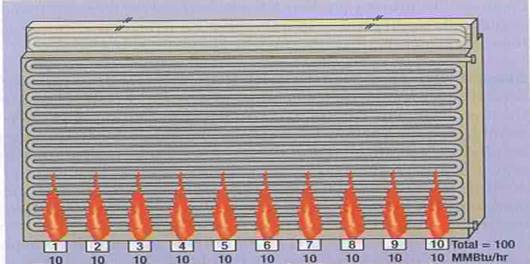
Toate valvele de izolare trebuie tinute deschise total sau egal deschise pentru toate arzatoarele. Daca se inchide partial una dintre valve determina celalalt arzator sa munceasca mai mult. Figurile 5 si 6 arata rezultatele unei arderi neuniforme datorita inchiderii partiale a unor valve si deschiderea inegala a registrelor de aer. Registrele de aer trebuie sa fie deschise egal pentru toate arzatoarele. Toate arzatoarele care primesc debite egale de gaz trebuie sa aiba si debite egale de aer.
O combustie completa are drept rezultat o flacara cu forma si dimensiuni bine definite. Flacarile vor avea o forma stabila daca la "gatul" arzatorului amestecul aer + gaz este suficient si cu o viteza adecvata. In mod normal 75% din caderea de presiune pe arzator este la "gatul" acestuia, de aceea trebuie masurata aceasta cadere de presiune si inregistrata. Valorile obtinute in urma masuratorilor trebuie sa fie similare, in caz contrar se verifica deschiderea registrele de aer astfel incat acestea sa fie egal deschise pentru toate arzatoarele.
Pasul 6: Controlul tirajului. Intr-un cuptor cu tiraj natural, tirajul se controleaza cu damper-ul de pe cos, de aceea trebuie ca damper-ul sa fie functional. Indicatiile de "deschis" - "inchis" trebuie sa fie vizibile. Valoarea recomandata pentru depresiune este cea de la prag de -3 mmH2O. Atunci cand se doreste optimizarea cuptorului este recomandat sa se monitorizeze depresiunea la baza zonei de radiatie, la prag, la iesirea din convectie, inainte si dupa damper-ul de pe cos.
La inchiderea damper-ului va scadea depresiunea la prag si va scadea excesul de oxigen ceea ce va duce la cresterea temperaturii in cuptor si transferul de caldura in zona de radiatie. Dar va determina scaderea transferului de caldura in convectie si caderea de presiune pe gazele arse in convectie datorita vitezelor mici ale acestora. Si nu in ultimul rand reduce temperatura cosului si consumul gazelor combustibile ceea ce va determina cresterea eficientei termice.
Deschiderea damper-ului va creste depresiunea la prag si excesul de oxigen. Aceasta va determina scaderea temperaturii in cuptor si transferul de caldura in zona de radiatie. Dar va creste transferul de caldura in convectie si caderea de presiune pe gazele arse datorita vitezelor mari ale acestora. De asemenea va creste temperatura la cos si consumul de gaze combustibile care vor determina o scadere a eficientei termice.
Pasul 7: Masurarea excesului de O2. Ajustarea tirajului va influenta debitul de aer prin arzatoare. La cuptoare excesul de aer se masoara in excesul de O2 din gazele arse. Punctul recomandat pentru masurarea O2 este cel de la prag cu ajutorul unui analizor portabil de O2 si CO. Valoarea excesului de O2 este intre 3-5%. Daca este > de 5% atunci registrul de aer mai trebuie inchis si trebuie verificata depresiunea la prag care daca este > -3.8 mmH2O atunci trebuie inchis damper-ul. CO poate fi folosit ca un ghid pentru excesul de aer optim. Daca avem 0 ppm CO inseamna ca exista ardere completa. Cu toate acestea daca exista CO >50 ppm trebuie deschis registrul de aer.
Continutul de CO si O2 trebuie monitorizat intotdeauna. Odata atinsa valoarea de 0 ppm CO inseamna ca registrul de aer este deschis suficient . Apoi trebuie verificat tirajul si damper-ul ajustat in functie de acesta. Aerul se ajusteaza cu ajutorul registrelor de aer, iar tirajul si debitul gazelor arse este afectat de aceasta ajustare. Ajustarea registrelor de aer si a damper-ului este necesara pana cand se atinge o valoare optima a excesului de aer si a tirajului.
Continutul de O2 si CO trebuie masurat in toate locurile unde este accesibil, iar toate masuratorile ar trebui sa fie la fel sau sa varieze cu cel mult 10%. Daca existe diferente mai mari de 10% atunci avem scurgeri de aer si poate avea loc fenomenul de post combustie.
Niciodata nu trebuie ajustat registrul de aer doar cu citirile de CO. Pentru a verifica combustia amandoua citirile - CO si O2, trebuie luate in considerare.
Pasul 8: Conditia fluidului de proces. Principalul scop al cuptoarelor este de a transfera caldura catre fluidul de proces din interiorul tuburilor prin arderea amestecului gaz+aer. Persoana care se ocupa cu optimizarea cuptorului trebuie sa se asigure ca transferul de caldura nu este afectat si ca intotdeauna se obtine temperatura de iesire dorita a fluidului de proces, deoarece aceasta din urma indica necesarul de caldura din cuptor si controleaza consumul de gaze combustibile si aer. De aceea este foarte important ca masuratoarea de temperatura sa fie corecta.
Datorita flacarilor care lovesc tuburile ar putea aparea cazuri izolate de supra incalzire si in consecinta vaporizare mai mare. Aceasta va duce la cresterea vitezei fluidului si la vibratii in tuburi. In asemenea cazuri trebuie redus focul si marit debitul de fluid pentru a reduce vaporizarea, pentru o perioada scurta pana cand sistemul revine la normal.
Pasul 9: Presiunea gazului combustibil. O schimbare in compozitia gazului combustibil va afecta presiunea necesara la arzatoare. Daca densitatea gazului si valorea caldurii scad, atunci presiunea gazului necesara pentru aceeasi cantitate de caldura generata va fi mai mare decat cea din proiect si invers. La presiune scazuta a gazului energia pentru amestecul cu aerul necesar combustiei scade si afecteaza calitatea flacarii. De aceea trebuie verificata vizual calitatea flacarii. Daca este o schimbare importanta a compozitiei sau a presiunii trebuie facute ajustari adecvate pentru o ardere mai eficienta si pentru a mentine o calitate buna a flacarii.
Verificarea valorii scazute a incalzirii gazului combustibil. Daca nu exista curbe ale caldurii generate pentru gazul combustibil trebuie contactat producatorul arzatorului pentru a obtine curbele caldurii generate pentru diferite gaze combustibile cu valori mici ale incalzirii. Trebuie inregistrata presiunea gazului la toate arzatoarele din teren, apoi se compara curbele caldurii generate cu aceasta si se afla caldura generata de un arzator; rezultatul se inmulteste cu numarul arzatoarelor active si se determina cantitatea totala de caldura generata.
Arzatoarele trebuie sa fie curate. Un arzator nu trebuie suprasolicitat, mai mult decat este specificat de catre producator. Unii operatori maresc depresiunea la prag astfel incat mai mult aer sa fie tras in arzatoare pentru a mari generarea de caldura, dar aceasta practica va creste scurgerile de aer si va afecta stabilitatea flacarii si eficienta cuptorului.
Pasul 10: Temperatura gazelor arse la cos. Masurarea temperaturii gazelor arse de la cos este necesara pentru a evalua eficienta termica si performanta totala a cuptorului. Micsorand aceasta temperatura poate creste eficienta, dar temperatura cosului nu trebuie redusa sub valoarea punctului de roua a gazului combustibil deoarece poate aparea fenomenul de coroziune. Daca temperatura cosului este mai mare decat cea din proiect atunci poate fi o indicatie ca convectia este murdara , aripioarele deteriorate, tuburile distruse.
Pasul 11: Temperatura metalului tubului. Temperatura tubului nu furnizeaza date foarte precise, dar indica daca exista supraincalzire, depuneri de piatra si cocs, etc. o temperatura ridicata va avea impact asupra duratei de viata a tubului. Dupa optimizarea cuptorului temperatura metalului tubului va scadea datorita unei combustii imbunatatite si unui transfer de caldura mai bun. Atunci cand tuburile au o temperatura ridicata datorita fenomenului de "fouling" si al cocsarii, pe suprafata tuburilor apar puncte rosii, ceea ce inseamna ca tuburile trebuie curatate.
Pasul 12: Profilul de temperatura al gazului combustibil. Punctele recomandate pentru masurarea temperaturii sunt aratate in figura 3. Masurarea temperaturii gazului la prag asigura o performanta mai buna a radiatiei si gradul de "fouling' al tuburilor si de asemenea poate fi folosit pentru prevenirea supraincalzirii cuptorului.
![]()
![]() Figura 5: Flacarile eficiente
Figura 5: Flacarile eficiente
Foc uniform
Registre de aer deschise egal
Forme/dimensiuni uniforme ale flacarilor
Transfer de caldura mai bun

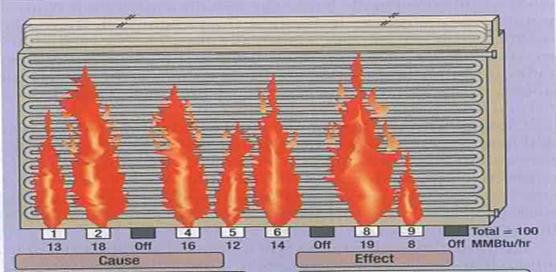
Flacari instabile si care lovesc tuburile
Transfer de caldura slab
 Cateva
arzatoare active
Cateva
arzatoare active
Arzatoare inchise partial
Registre de aer deschise diferit
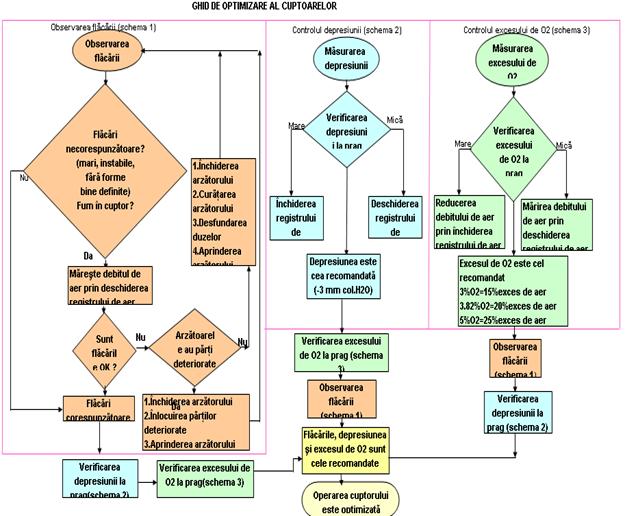
Figura 4: Ghid de optimizare al cuptoarelor
Copyright © 2025 - Toate drepturile rezervate