|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Schema bloc a centrului de prelucrare MCV 300
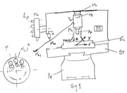
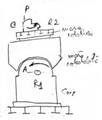
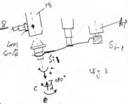
Fig 1-reprezentarea schemei bloc din fata ( in varianta cu arbore vertical). Arborele este antrenat de ME printr-un Mr (mecanism de reglare) sau direct la alte masini.
Ansamblul AP-ME se afla in sania SV. Deplasarea saniei SV in plan vertical se face pe ghidajele montantului MT. Pe partea laterala a MT se afla adaptat un magazin de scule MS prevazut cu 24 locasuri aflate pe acelasi cerc purtator C. el se roteste intr-un sens sau altul in functie de necesitate. Pe un element fix sa afla adaptata mana mecanica Mm dubla. Pe batiul masinii se afla 3 ghidaje orizontale, St
prevazuta cu ghidaje orizontale ce sustin Sl. Fiecare ansamblu SL,ST,SV este actionat de catre un lant cinematic de avans de pozitionare constituit din ME cu turatie reglabila si un mecanism surub piulita.
Pe partea laterala a MT este adaptat panoul de comanda ECN si montantul acestuia. Partea din fata este prevazuta cu 2 usi de protectie. Masina este prevazuta cu alte sisteme conexe, sist de ungere al lagarelor AP si a ghidajelor saniilor, mecanism ce asigura curatirea cu jet de aer al lacasului in care se aduc pe rand scule necesare prelucrarilor.
Ciclul de schimbare a sculei: selectarea sculei din MS se face prin rotirea acestuia intr-un sens sau altul pana ce scula selectata ajunge in pozitia de schimbare.
Mm din pozitia de asteptare se roteste (misc a) pana in pozitia in care cele 2 brate prind scula in pozitia verticala Si si Si-1 din AP. prin miscarea b Mm extrage cele 2 scule si se roteste (misc c) cu 180 . Scula Si-1 ajunge in dreptul locasului liber rabatut al Ms iar scula Si in dreptul locasului AP. prin miscarea de ridicare a ansamblului Mm (misc d) cele 2 scule sunt introduse in locasurile respective. Mm revine in pozitia de asteptare prin rotire (misc e). timpul de schimbare a sculei este suprapus pe timpul de prelucrare.

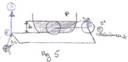


Pt a prelucra suprafata S1, piesa se va deplasa cu o viteza rapida dupa care cu o viteza de avans.
Fig 4 prezinta schitza unei piese ce poate fi prelucrata pe masina MCV 300, se pot efectua prelucrari de gaurire, prelucrari de frezare, degrosare, finisare, tarodare sau conturare.
Fig 5 -
suprafata marcata se efectueaza in 2 treceri folosind o freza cilindro-frontala.
Diametrul Dc este mai mare decat latimea b a suprafetei. Pt trecerea 1, initial
cele 2 sanii se deplaseaza pe axele lor a.i. axa sculei sa se pozitioneze in pc
1. din pc 1 in pc 2 piesa se deplaseaza mai intai cu viteza rapida![]() pana cand scula ia contact ci S1 si apoi viteza de avans
pana cand scula ia contact ci S1 si apoi viteza de avans![]() (fig6). In pct 2 cand
scula a iesit din contact cu suprafata prelucrata, o alta instructiune prin
care scula se pozitioneaza pa axa Z cu "-" pt a efectua trecerea 2 (fig4). Piesa se deplaseaza impreuna cu SL in pc
1 in micarea de avans si de deplasare rapida. Urmeaza o miscare de pozitionare
pe axa Y din 1 in 3 prin deplasarea ST.
(fig6). In pct 2 cand
scula a iesit din contact cu suprafata prelucrata, o alta instructiune prin
care scula se pozitioneaza pa axa Z cu "-" pt a efectua trecerea 2 (fig4). Piesa se deplaseaza impreuna cu SL in pc
1 in micarea de avans si de deplasare rapida. Urmeaza o miscare de pozitionare
pe axa Y din 1 in 3 prin deplasarea ST.
Prezentarea celor 11 instructiuni:
Se not N001 daca sunt mai putine de 100 nr fazei.
N001:
G17- alegerea planului de lucru (orizontal || cu xOy) se efectueaza prelucrarea: o frezare plana.
G41 - corectia razei sculei pt partea stanga

G49 - functie de anulare a unei comenzi date; G80 - anulare ciclu fix.
N002:
G28 - folosit in subprogramul de schimbare automata a sculei
G91 - programare in coordonate relative
Z0 - pozitionare la Z0
N003:
T1 - selectarea sculei 1 dim Ms
M6 - schimbarea sculei
N004
G0 - deplasare rapida in pct programat din 0 in 1; G90 - programare in coordonate G54- deplasarea de origine cu valori restabilite la panoul de comnanda.
N005:
X-30 deplasare pe x negativ
Y20 si Z50 comenzi de pozitionare in pc1
N006:
Z-20 pozitionare de patrundere pe directia axei sculei
N007:
S1500 turatia de 1500 rot/min a AP
M3 - rotirea AP in sens trigonometric
N008:
G1 - interpolarea liniara depl in misc de avans cu vit de avans din pc programat anterior in pc programat 2
F800 - viteza de avans Vf=800 mm/min
N009:
Z-4 patrundere inca 2 mm
N010:
X-30 - din pc 2 in pc 1
N011:
Go-deplasare rapida in pct programat
Y65 - deplasare rapida in pct programat (3)
Copyright © 2025 - Toate drepturile rezervate