|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
CAPITOLUL I
Introducere: motivarea alegerii temei
Valorificarea superioara a bustenilor de peste 600 mm diametru care pana in prezent s-au exportat ca materie prima foarte ieftina in tarile producatoare de furnire : Austria, Italia, Germania, Spania.
CAPITOLUL II
Materia prima pentru fabricarea furnirelor estetice:
Furnirele se pot fabrica din lemnul oricarei specii lemnoase, care indeplineste anumite conditii dimensionale si calitative. Astfel, sunt preferate speciile de lemn care prezinta trunchiuri cu diametru mediu, mare si din care se pot exploata anual cantitati importante de busteni. De asemenea, sunt preferate speciile al caror lemn este omogen, are o frecventa redusa a defectelor si o rezistenta specifica mica la taiere. Totodata, lemnul tuturor speciilor destinate fabricarii furnirelor trebuie sa aiba proprietatea de a se plastifia prin tratamente simple, cum si capacitatea de a se usca fara fisurari excesive si de a forma imbinari rezistente prin incleiere.
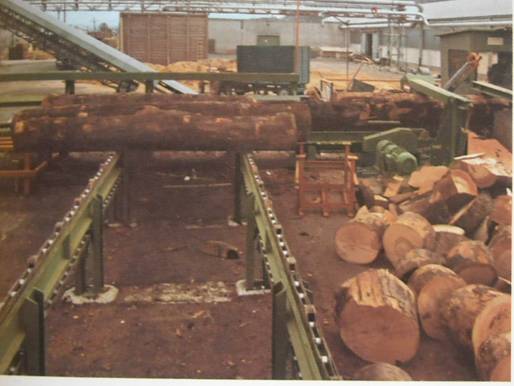
Fig. 2.1 Vedere generala a depozitului de materie prima
Elementele de structura ale lemnului, de care se tine seama in mod special la fabricarea furnirelor sunt:
- inelele anuale,
- razele medulare,
- diferentele dintre alburn si duramen,
- canalele rezinifere si pungile de rasina,
- nodurile, etc.

Fig. 2.2 Pregatirea bustenilor. Decojirea
Fiecare dintre acestea influenteaza in mod particular capacitatea lemnului de a fi transformat in furnire. Astfel, de exemplu, canalele rezinifere si pungile de rasina, elemente caracteristice unor specii de rasinoase sau exotice, datorita continutului de rasina, cauzeaza dificultati proceselor de derulare, uscare si incleiere a furnirelor, deoarece rasina se depune pe scule si pe organele de avans, determinand perturbarea functionarii utilajelor, un consum sporit de manopera si reducerea coeficientului de utilizare a masinilor.

Fig. 2.3 Banda transportoare cu racleti

Fig. 2.4 Depozitarea bustenilor pe platforma de beton
2.1.Specii de lemn tropicale:
In afara speciilor lemnoase indigene, pentru fabricarea furnirelor (mai ales a celor estetice) se folosesc intr-o masura din ce in ce mai mare speciile tropicale, atat datorita faptului ca ofera o mare varietate de culori si desene, cat si datorita restrangerii resurselor interne de materie prima, in special a speciilor valoroase ( de exemplu nucul ). Mai jos se prezinta principalele specii tropicale prelucrate in furnire estetice in tara noastra . Dintre speciile prezentate o larga folosire o are sapeli, macore, sipo, cosipo, si inlocuitorii de nuc : bete (mansonia), muntenie, paldao si ovengcol.
Foarte pretuit este furnirul din lemn de bubinga si tec, insa procurarea acestor specii este dificila

Fig. 2.5 Detaliu
Principalele specii tropicale folosite in Romania la fabricarea furnirelor estetice :
Sapeli :
- a) denumirea stiintifica: Entandrophargma Cylindricim Sprague
- b) alte denumiri comerciale: Aboudikro, Penkwa
- c) descrieri si caracteristici dimensionale: Trunchiuri cilindrice cu un diametru mediu de 70.120 cm. Lemn brun - rosu, textura fina. Se taie plan foarte usor.
Macore:
- a) denumire stiintifica: Dumoria heckelli
- b) alte denumiri comerciale: Douka, Okala
- c) descrieri si caracteristici dimensionale: Trunchiuri drepte si cilindrice, diametrul 90. 150 cm. Lemnul brun - roz. Textura fina, frecvent moarat. Se taie plan usor daca e bine tratat.
Sipo:
- a) denumirea stiintifica: Entandrophfagma utile, Sprague
- b) alte denumiri comerciale: Utile, Kosi - kosi
- c) descriere si caracteristici: Trunchiuri drepte si cilindrice, diametrul mediu 70.130 cm. Lemnul brun - rosu cu reflexe violacee. Textura destul de fina. Destul de moale si usor.
Cosipo:
- a) denumirea stiintifica: Entandrophragma candollei Harms
- b) alte denumiri comerciale: , Lifuco, Omu Lifaki
- c) descriere si caracteristici dimensionale: Trunchiuri drepte, cu diametre de 60.80 cm si uneori pana la 120 cm. Lemn brun - roscat, cu aspect omogen tare si destul de greu.
Tiama:
- a) denumirea stiintifica: Entandrophragma angolense
- b) alte denumiri comerciale: Edinam, Kalungi
- c) descriere si caracteristici dimensionale: Trunchiuri drepte si cilindrice, cu diametre de 80 . 120 cm. Lemnul brun - roscat, fin, destul de moale si usor, cu aspect dungat, recomandat pentru furnire estetice.
Acaju African
- a) denumirea stiintifica: Khaya ivorensis
- b) alte denumiri comerciale: N'dola, N'gollon, Secundi mahogany, Acaju - Bossam
- c) descriere si caracteristici dimensionale: Busteni cu diametrul de 60 . 130 cm, duramen rosu deschis, expus la aer devine rosu - brun. Lemnul moale, cu textura fina. Se prelucreaza usor.
Bete:
- a) descrierea stiintifica: Mansonia altissima
- b) alte denumiri comerciale: Mansonia
- c) descriere si caracteristici dimensionale: Trunchiuri regulate, cilindrice, cu diametre de 40 . 70 cm. Lemn brun - violaceu sau brun - cenusiu, usor dungat. Textura fina, lemn omogen. Este considerat un inlocuitor al lemnului de nuc.
Mutenie:
- a) denumirea stiintifica: Guibourtia arnoldiana
- b) alte denumiri comerciale: M'Benge, Benzi, Ntene
- c) descriere si caracteristici dimensionale: Busteni drepti cilindrici, cu diametre de 60 . 80 cm. Lemn satinat, cu aspect putin omogen, de culoare brun deschis, marmorat sau cu dungi inchise. Lemn dur si greu. Inlocuieste lemnul de nuc.
Dao:
- a) denumirea stiintifica: Dracontomelum dao
- b) alte denumiri comerciale: Nuc de Guineea, Nuc de Filipine
- c)descriere si caracteristici dimensionale: Trunchiuri cu diametre de 60 . 100 cm. Lemnul este dur, duramenul de la gri spre negru, adesea cu vine de culoare inchisa. Inlocuitor al lemnului de nuc.
Ovengcol:
- a) denumirea stiintifica: Guibourtia ehie
- b) alte denumiri comerciale: Amazakoue
- c) descrieri si caracteristici dimensionale: Inlocuitor al lemnului de nuc
Limba:
- a) denumirea stiintifica: Terminalia superba
- b) alte denumiri comerciale: Afara, Frake Akom
- c) descriere si caracteristici dimensionale: Trunchiuri drepte, cilindrice, cu diametru mediu 60 . 90 cm. Lemnul de culoare alba - galbuie, duramenul uneori dungat brun negricios. Lemn moale si usor.
Bubinga:
- a) denumirea stiintifica: Guibourtia tessmanii
- b) alte denumiri comerciale: Kevazingo, Oveng
- c) descriere si caracteristici dimensionale: Trunchiuri drepte si cilindrice cu diametrul de 80 . 150 cm. Lemnul brun - roz sau roscat cu dungi mai colorate. Pori fini. Lemn tare si greu, foarte apreciat pentru furnire estetice.
Tec:
- a) denumire stiintifica: Tectona grandis
- b) alte denumiri comerciale: -
- c) descriere si caracteristici dimensionale: Trunchiuri cu conformatii neregulate, uneori cu caneluri la baza. Diametrul 50 . 100 cm. Lemnul brun - verzui, unsuros la atingere. Structura eterogena. Este considerat un lemn semidur si semigreu. Excelent pentru furnire estetice.
2.2. Specii lemnoase indigene

Fig. 2.6 Stivuirea bustenilor de fag in depozitul de materie prima
In tara noastra furnirele estetice si tehnice se fabrica din lemn de foioase tari sau moi si din lemn de rasinoase. Materia prima de baza o constituie lemnul de fag, fiind specia cea mai raspandita in Romania ( 35% din suprafata impadurita ). Lemnul de fag are numeroase calitati care il fac apt pentru prelucrarea in furnire estetice si tehnice, cum ar fi : culoare frumoasa si uniforma, usurinta la debitarea prin derulare si taiere plana, rezistenta buna la diferitele tratamente la care este supus ( aburire, fierbere, uscare ). Dintre dezavantaje se mentioneaza : slaba rezistenta la putrezire, inima rosie si pericolul de a se incinde si rascoace in timpul verii.
O alta specie mult apreciata si folosita la fabricarea furnirelor este stejarul. Lemnul acestei specii este destul de dur, dar se prelucreaza usor si are avantajul ca prezinta desene frumoase, mai ales cand este taiat in plan tangential sau radial.
La fabricarea furnirelor estetice se mai utilizeaza paltinul, frasinul si mesteacanul.
Lemnul de foioase moi ( tei, anin, plop, salcie ) este recomandat mai ales pentru producerea furnirelor tehnice si in special pentru furnire de baza la panel.

Fig. 2.7 Detaliu
In ultimul timp a inceput sa fie folosit pentru derulaj si lemnul de rasinoase ( brad, molid si pin ), furnirele fiind utilizate mai ales ca miezuri pentru placaje cu structura mixta ( fag + brad ).
2.3 Standardizarea bustenilor
Conditiile tehnice si de admisibilitate a anomaliilor si defectelor pentru lemnul rotund indigen, folosit la fabricarea furnirelor estetice si tehnice sunt prevazute in standarde de stat.
In general, diametrele minime admise pentru derulaj si taiere plana sunt destul de reduse ( intre 25 si 40 cm ), lucru care permite o valorificare mai intensa a materiei prime, cu conditia ca unitatile prelucratoare sa fie dotate cu utilaje si instalatii corespunzatoare pentru realizarea unei productivitati ridicate.
In ceea ce priveste, lungimile, se remarca faptul ca, in special la bustenii de derulaj, s-a tinut seama de formatele uzuale de placaj care se produc in tara noastra, creandu-se totodata posibilitatea unei valorificari cat mai bune a trunchiului prin sectionare, acestia avand in general lungimi care sunt multipli sau combinatii ale lungimilor de baza ( 1,40; 2,20 si 2,80 cm ).
La bustenii pentru furnire exotice nu exista prescriptii dimensionale, insa, in general, sunt livrati in lungimi care sa permita utilizarea rationala a masinilor de taiat plan. In schimb, acesti busteni au diametre foarte mari, de la 60 pana la 150 sau chiar pana la 200 cm, in special la trunchiurile de macore, sapeli, acaju.
In ceea ce priveste anomaliile si defectele bustenilor, standardele prevad anumite conditii de admisibilitate, care sunt prezentate pe scurt, in continuare.
Coaja infundata se admite nelimitat la nuc iar la fag avand lungimea de maximum 15 % din diametrul piesei : la celelalte specii se admite pe o adancime de 10 - 20 % din diametrul capatului gros al piesei respective.
Coloratiile se admit la anin, plop, salcie si tei pe cel mult jumatate din diametrul busteanului si numai in zona inimii.
Conicitatea se admite la fag, anin, anin, plop si salcie, daca nu depaseste 1,5 % , iar la stejar, cires, par, frasin si paltin daca nu depaseste 2 %.
Crapaturile exterioare de contragere nu se admit la nuc, clasele A si B ; la nuc clasa C si la celelalte specii se admit daca nu se depasesc o anumita adancime ( 10 - 30 mm ).
Crapaturile inelare ( ruluri ) nu se admit la nuc clasa A si la fag ; la nuc clasele B si C si la celelalte specii se admit cu anumite restrictii ( rulura sa fie centrala si diametrul ei sa nu depaseasca 10 - 30 % din diametrul capatului unde apare.
Crapaturile la capete nu se admit la nuc clasele A si B, iar la clasa C si celelalte specii se admit in marimi variabile in raport cu specia, lungimea si diametrul busteanului.
Curbura se admite intr-un singur plan daca sageata nu depaseste 1 - 2 % ; la nuc se admite fara restrictii.
Excentricitatea se admite la nuc, cires, paltin, par, iar la celelalte specii se admite daca nu depaseste 10 % ( raportul dintre distanta de la centrul sectiunii transversale la centrul maduvei si diametrul sectiunii ).
Fibra rasucita se admite daca rasucirea nu depaseste 2 - 5 % ; nu se admite la nuc clasa A.
Gaurile de insecte se admit in numar de cinci ( superficiale ) la nuc si in alburn la carpen, mesteacan si ulm ; la celelalte specii nu se admit.
Gelivuri ( crapaturi la ger ) nu se admit la nuc clasa A, fag, anin, plop, si salcie ; se admit in numar de doua la nuc, clasele B si C si la stejar, daca nu contin putregai, iar la carpen, mesteacan, ulm, cires, par, frasin si paltin se admite un ape metru, daca nu contine putregai, nu este mai adanca de 5 % din diametrul sectiunii unde apare si are o lungime maxima de ¼ din lungimea piesei.
Incinderea nu se admite la fag.
Inimi concrescute se admit la fag, cires, par, frasin si paltin daca sunt centrale si situate in interiorul unui cerc de maximum 10 cm diametru ; la anin, plop si salcie se admit in interiorul unui cerc cu diametrul de 8 cm ; la stejar nu se admit.
Inima rosie si stelata se admit la fag, cu urmatoarele restrictii inima rosie daca este sanatoasa si nu depaseste in diametru 40 - 60 % din diametrul capatului unde apare ; inima stelata se admite daca nu prezinta inceputuri de putrgai si daca diametrul cercului in care se inscrie nu depaseste 30 - 40 % din diametrul busteanului.
Labartarea se admite nelimitat la nuc, iar la fag si la stejar se admite daca nu depaseste 25 % ; la anin, plop si salcie daca nu depaseste 15 cm ; la cires, par, paltin, frasin daca nu depaseste 25 cm.
Lemnul mort nu se admite la nuc clasa A ; se admite la nuc clasele B si C pe o portiune de 50 cm lungime cu adancimea de 5 cm ; la fag, par, paltin si frasin se admite daca nu depaseste lungimea de 10 cm si adancimea de 2 cm.
Nodurile sanatoase cu diametrul pana la 10 mm nu se iau in considerare la fag, carpen, ulm, mesteacan, tei, plop, anin si salcie ; la cires, par, paltin, frasin si stejar se admit cu diametrul pana la 20 mm. Se admit noduri si cu diametre mai mari in functie de specia, clasa de calitate si diametrul busteanului.
Nodurile partial concrescute sau partial putrede nu se admit la anin, plop, salcie, carpen, mesteacan, ulm ; nu se iau in considerare daca sunt mai mici de 10 mm la fag, cires, par, paltin si frasin ; noduri mai mari se admit cu anumite restrictii. Se admit la nuc clasa B cu diametrul de pana la 5 mm, iar la clasa C cu diametrul pans la 15 mm.
Ovalitatea se admite la nuc, fag, stejar, cires, frasin, paltin, par ; la celelalte specii se admite daca nu depaseste 10 - 15 % din diametrul busteanului. Masurarea ei se face prin diferenta dintre marimea axelor elipsei sectiunii transversale a piesei, raportata la marimea axei mari.
Putregaiul nu se admite la exterior ; la interior se admite cu anumite restrictii ; la nuc se admite putregaiul interior si exterior la clasele B si C daca nu depaseste 30 % din diametrul sectiunii unde apare.
Bustenii pentru furnire estetice si tehnice se verifica pe loturi, bucata cu bucata, din punct de vedere al dimensiunilor, anomaliilor si defectelor si in ceea ce priveste fasonarea. Clasificarea lor depinde de intrunirea integrala a conditiilor tehnice prevazute in standard.
Normele pentru clasificarea speciilor tropicale au fost stabilite de catre Asociatia tehnica internationala pentru lemne tropicale si ele cuprind o serie de reguli de clasificare dupa un sistem bazat pe aspectul exterior al bustenilor, dar care tine seama de particularitatile fiecarei specii.
Aprecierea aspectului exterior se face tinand seama de forma trunchiului, pozitia maduvei, grosimea alburnului, gradul de alterare sau stadiul unui eventual atac de insecte si de dimensiunile crapaturilor.
De exemplu, un bustean cilindric, cu inima asezata central, cu suprafata lipsita de noduri, galme sau alte denivelari are o structura omogena a lemnului si corespunde conditiilor impuse pentru debitarea in furnire estetice.
La unele specii, examinarea a trunchiurilor, poate conduce la identificarea unor exemplare, cu anumite anomalii, din care pot rezulta furnire cu aspect decorativ deosebit. Asa de pilda unii busteni de macore prezinta sub coaja devieri de fibra in ambele sensuri si uneori formatii de galme plate, care la debitare confera furnirelor un aspect matasos, deosebit de placut si apreciat.
Uneori, pentru aprecierea calitatii bustenilor de specii tropicale se face si o examinare a sectiunii transversale, in vederea depistarii unor defecte specifice. De exemplu, la bustenii de mutenie este absolut necesara aceasta examinare, deoarece pe sectiunile proaspat taiate pot fi identificate zonele cu vase umplute cu oxalate de calciu, zone din care vor rezulta furnire cu pete albicioase de diferite marimi.
Bustenii de specii tropicale se clasifica in trei clase ( I, a II-a si a III-a) si in doua clase intermediare ( I/II si II/III ) in functie de o tabela de penalizare pentru defectele pe care le prezinta acestia. Pentru fiecare defect se aplica o penalizare concretizata intr-un anumit punctaj, de exemplu o conicitate de 2 - 3 % se penalizeaza cu 1 punct, curbura de 4 - 6 % cu 2 puncte etc.
Repartizarea pe clase, aplicata numai speciilor cu buna conformatie generala, se face pe baza tabelei in care sunt aratate penalizarile maxime admise pentru fiecare tip de defect.
In final se totalizeaza punctajul maxim admis pentru penalizari, in functie de lungimea busteanului. Pe baza acestor punctaje ale penalizarilor ce sunt admise pe clasele de calitate, s-au fixat procentele de busteni de diverse calitati care intra in compunerea loturilor de busteni tropicali.
In mod uzual, bustenii exotici se livreaza sub forma de loturi, cu urmatoarele denumiri comerciale: Qualite Loyale et Marchande, Fair Average Quality, Qualite seconde. Fiecare din aceste loturi are o anumita componenta calitativa:
Qualite Loyale et Marchande : lotul trebuie sa fie compus, in principiu, dintr-un ansamblu de busteni care sa contina in volum sau greutate minimum 50 % busteni clasa I si maximum 15 % busteni clasa a III-a ( restul busteni clasa a II-a ), fiind exclusi bulstenii de calitate inferioara.
Fair Average Quality are urmatoarea componenta: 40 % busteni clasa I, 40 % busteni clasa a II-a, 20 % busteni clasa a III-a.
Qualite seconde cuprinde : 50 % busteni clasa a II-a si 50 % de clasa a III-a.
Lungimea bustenilor trebuie sa fie de minimum 3,70 m pentru cei din al doilea lot si minimum 4,00 m pentru cei din primul lot. Diametrul mediu al bustenilor trebuie sa fie mai mare de 60 cm, cu exceptia unor specii, ca framire, dibetou, avodire, la care se accepta si diametre mai mici ( 40 - 55 cm ).
2.4. Standardizarea furnirelor estetice
Furnirele estetice sunt semifabricate din lemn in forma de foi subtiri, utilizate pentru acoperirea fetelor exterioare si interioare ale mobilei, usilor, precum si ale altor produse care se furniruiesc.
Fabricatia acestui semifabricat este reglementata de STAS 1122 - 67. Conform standardului mentionat, dupa aspectul furnirelor se deosebesc : furnire tangentiale ( notate prescurtat cu tg ), debitate intr-un plan tangent inelelor anuale care apar sub forma de linii curbe alungite ; furnire radiale (rd) si semiradiale (sr) debitate intr-un plan perpendicular pe inelele anuale care apar sub forma de linii paralele sau aproape paralele, iar razele medulare, formeaza "oglinzi".
Dupa defectele naturale si de prelucrare, furnirele estetice se impart in trei calitati : I, a II-a si a III-a.
La calitatea I unele defecte sunt complet excluse, ca de pilda : nodurile sanatoase partial concrescute si nodurile partial putrede, gaurile si galeriile de insecte, coloratiile inchise sanatoase ( inclusiv inima rosie a fagului ), mucegaiul, petele de tanin si asperitatile provenite de la debitare. La aceasta calitate singurele defecte admise sunt : nodurile sanatoase total concrescute ( nu se iau in considerare daca au un diametru sub 3 mm si se mai admit pe fiecare metru din lungimea furnirului cel mult doua cu diametrul pana la 5 mm ), crapaturile la capete ( in lungime de cel mult 60 mm, lungimea lor cumulata fiind de maximum 120 mm), ondularile ( cu sageata de maximum 3 mm la o deschidere minima a ondulatiei de 100 mm ) si zgarieturile ( se admit cele cu o adancime mai mica de 0,05 mm ).
La calitatile a II-a si a III-a se admit in marimi si proportii diferite aproape toate defectele mentionate.
De exemplu nodurile sanatoase total concrescute nu se iau in considerare daca au diametrul sub 5 mm la calitatea a II-a si 15 mm la calitatea a III-a si se admit pe fiecare metru de lungime a furnirului cel mult doua, cu diametrul pana la 15 mm la calitatea a II-a si cel mult trei cu diametrul pana la 40 mm la calitatea a III-a.
Putregaiul este exclus la toate cele trei calitati, in timp ce devierea fibrelor este admisa in toate cazurile.
In ceea ce priveste dimensiunile furnirelor estetice, standardele stabilesc conditii precise, determinate in special de natura materiei prime. Astfel grosimea furnirelor produse din speciile curente intrebuintate poate fi de : 0,4 ; 0,6 ; 0,7 ; 0,8 ; 1,0 mm.
Latimea minima admisibila este de 10 cm, cu exceptia furnirelor de stejar, frasin si ulm, radiale si semiradiale si a speciilor exotice a caror latime minima poate fi 8 cm. Lungimea minima a furnirelor estetice este de 60 cm pentru speciile uzuale si de 30 cm pentru cele cu o valoare deosebita. La dimensiunile prevazute in standard se admit urmatoarele abateri : la grosime +/- 4 %, si la lungime +/- 2cm.
Umiditatea furnirelor trebuie sa fie de maximum 15 %.
Foile trebuie sa aiba forma dreptunghiulara cu marginile tivite. Se admite o diferenta intre diagonale de maximum 1 %.
Standardul prevede ca in cazul furnirelor provenite din busteni sanatosi, cu aspect frumos, acestea pot fi livrate, la cerere, in bulzi. In acest caz, foile nu se mai tivesc pe margini, fiind doar asezate in legaturi. Se admite totusi ajustarea marginilor in asa fel ca prin suprapunerea legaturilor sa fie posibila reconstituirea formei initiale a busteanului.
Defectele mari ca : putregai, noduri partial putrede de peste 30 mm diametru, parti sfaramicioase etc., situate la distante mai mici de 30 cm de la capetele foilor de furnir, trebuie eliminate prin taierea perpendiculara a capetelor.
Dupa uscare, furnirele se aseaza in pachete in ordinea taierii. Numarul foilor de furnire estetice din pachete trebuie sa fie de 12, 24 sau 32. Foile provenite din acelasi bustean, care raman dupa formarea pachetelor, pot fi legate separate sau adaugate la unul din celelalte pachete. Pachetele sunt legate cu sfoara de canepa sau in 1 - 2 mm grosime.
Calitatea furnirelor se verifica pe loturi de furnire legate in pachete de aceeasi specie de calitate. Numarul de pachete alese la intamplare variaza in functie de marimea lotului. Astfel, pentru un lot cuprinzand 200 de pachete, numarul de pachete pentru proba este 10. In cazul cand lotul cuprinde mai putin de 100 de pachete, proba este constituita din cinci pachete, iar cand este mai mare de 400 de pachete, proba cuprinde un numar de 20 pachete.
Lungimea si latimea se masoara la mijlocul uneia din foile exterioare ale pachetelor, cu instrumente de masurat obisnuite. Grosimea se masoara cu micrometrul, in cate un punct de la ambele capete ale foii de furnir.
Verificarea speciei si a defectelor se face visual.
In standarde, unele lucrari de specialitate si in terminologia obisnuita din intreprinderi se intalnesc deseori termeni ca : desenul si textura furnirului, furnir cu fladere, furnir cu ochiuri, cu panglici etc., care sunt uneori gresit folositi. De aceea in continuare vor fi definiti in mod corect, in conformitate cu prevederile standardelor in vigoare :
Textura furnirului : starea suprafetei furnirului datorita marimii elementelor anatomice, a proportiei in care participa la structura lemnului si a modului cum ele se asociaza in texturile lemnului.
Furnir cu flacari ( fladere ) : furnir cu desene in forma de flacari si cu luciu alternant datorita taierii oblice a fibrelor.
Furnir inflorat : furnir cu desene identice curbelor de nivel din hartile topografice, care apar la derularea centrica a bustenilor cu galme sanatoase.
Furnir cu ochiuri : furnir cu noduri mici, sanatoase, concrescute, impartite uniform pe suprafata foii, care apar la derularea centrica a busteanului cu muguri dorminzi.
Furnir cu dungi late ( panglici ) : furnir radial cu aspect dungat ( sub forma de panglici, datorita fibrelor inclinate ).
CAPITOLUL III
Fluxul tehnologic de debitarea furnirelor estetice
In figura 3.1 este prezentata o varianta a fluxului tehnologic dintr-o fabrica de furnire estetice. Dupa sectionare, bustenii sunt fasonati la ferestraul panglica orizontal 6. Piesele de cherestea rezultate sunt depuse pe rampa 26, iar prismele de pe transportul transversal 8 sunt preluate de pe podul rulant 9 si introduce in unitatile de tratare termica 10. Dupa tratarea termica, pe rampa 11, se inlatura coaja de pe suprafetele neprelucrate, cu ajutorul dispozitivelor de cojit portative sau al unor masini de cojit pe patru fete, prin trecere. Pentru cojirea butucilor destinati debitarii furnirelor prin derulare, pe aceasta rampa se poate amplasa in flux o masina de cojit busteni. Dupa cojire, transportorul 12 conduce bustenii pentru alimentarea derulorului 14 si pentru alimentarea masinilor de taiat plan 17. Furnirele rezultate sunt inmagazinate pe platforma 18, care este adusa, pe transportorul cu role 29, in fata instalatiilor de uscare cu banda 21. Dupa uscare, furnirele sunt dirijate la linia de croire 23. Pe tot fluxul tehnologic
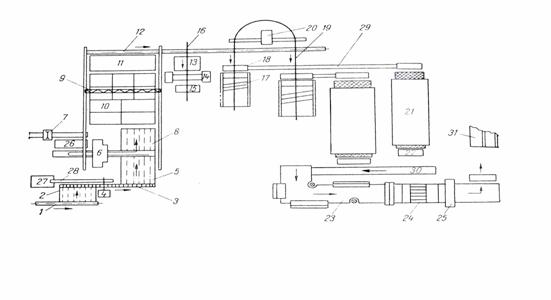
Fig. 3.1 Fluxul tehnologic la fabricarea furnirelor estetice
1, 3 si 12 - transportor longitudinal; 2, 5 si 8 - transportor transversal; 4 - statie centrala de sectionat; 6 - ferastrau panglica orizontal; 7 - ferastrau circular; 9 - pod rulant; 10 - unitati de tratare termica; 11 - rampa cojire; 13 - rampa; 14 - derulor; 15 si 18 - platforma cu furnire; 16 si 19 - cale de rulare pentru electropalan; 17 - masina de taiat plan furnire; 20 - ferastrau panglica vertical; 21 - uscator; 22 - platforma cu furnire uscate; 23 - linie de croit; 24 - instalatie de sortare; 25 - instalatie de legare in pachete;
26 - rampa; 27 - remorca; 28 - transportor; 29 - cale de rulare; 30 - transportor; 31 - depozitare.
este necesara mentinerea ordinei debitarii furnirelor, iar pentru formatizare se formeaza pachete din 12 sau 24 de foi. Depozitarea furnirelor estetice se face in stive pe palete, dispuse pe rastele in incaperi cu atmosfera conditionata.
3.1. Tehnologia conservarii materiei prime
Pentru a evita deprecierea bustenilor pe durata stocarii, sunt necesare masuri de conservare specifice anotimpului si speciei lemnoase, in functie de durabilitatea acesteia.
Procedeele de conservare si protectie se bazeaza pe mentinerea lemnului in conditii de umiditate nefavorabila dezvoltarii ciupercilor si a aparitiei ciupercilor.
Ciupercile xilofage sunt in general aerobe si se dezvolta intens la temperatura de 15 - 20 grade Celsius si la umiditatea lemnului de 40 - 60 %, iar crapaturile se datoreaza reducerii rapide a umiditatii zonelor de lemn de la exteriorul bustenilor. Ca urmare, procedeele de conservare a lemnului se bazeaza pe marirea umiditatii lemnului peste 70 % sau pe reducerea lenta a acestuia sub 40 %, cum si pe blocarea accesului aerului in lemn. In anotimpul rece, cand temperatura scade, nu este necesara aplicarea procedeelor de conservare.
Principalele procedee de conservare aplicate in fabricile de furnire sunt : imersia si stropirea cu apa, aplicarea de paste protectoare si uscare lenta a bustenilor.
Procedeul conservarii bustenilor prin imersie in apa este cel mai eficace si poate fi aplicat si bustenilor cu inceput de degradare. Aplicarea acestui procedeu se poate realiza prin cufundarea bustenilor in rauri, lacuri amenajate sau in bazine speciale. Prima solutie se aplica in special in tarile nordice si consta in scufundarea si ancorarea plutelor sau stivuirea bustenilor sub un unghi de 30 - 40 grade.
Bazinele de conservare pot fi construite din radiere de beton armat (figura 3.2.), avand rosturile etansate cu franghii gudronate si bitum topit. Transportul bustenilor se poate efectua cu pod rulant, macarale portal, macarale funicular sau automacarale, in functie de suprafata bazinului. In mod curent se utilizeaza bazine cu latimea de 26 m si lungimea cuprinsa
intre 40 si 80 m, servite de poduri rulante.
Pentru marirea capacitatii de depozitare, deasupra bustenilor din bazin, conservati prin imersie, se stivuiesc pana la inaltimea de 6 - 8 m busteni ce se conserva prin stropire. Capacitatea de depozitare, V, se calculeaza in acest caz cu relatia :
V = V1 * K1 + V2 * K2
in care : V1si V2 sunt volumele spatiilor ocupate de stiva de busteni din bazin si respectiv deasupra acestuia ;
K1 - coeficient de stivuire a bustenilor in bazin, in general K1 = 0,55;
K2 - coeficientul de stivuire a bustenilor deasupra bazinului, in general K2 = 0,7.
Conservarea in apa se face in anotimpurile calde (15 mai - 15 septembrie).
Periodic este necesar schimbarea apei din bazin pentru a evita infectarea lemnului.
Conservarea bustenilor prin stropire se aplica cu rezultate bune bustenilor cu umiditate initiala peste 65 - 70 % . Aplicat bustenilor uscati sau cu un inceput de degradare, acest procedeu poate conduce la pierderi mari de lemn. Stivuirea bustenilor se face strans, pe platforme, figura 3.3. Pentru stropire se utilizeaza apa industriala la 2 - 4 bar, care alimenteaza duze de tipul celor prezentate in figura 3.8.
Regimul de stropire depinde de zona geografica si de starea atmosferei si a materiei prime. In general, in intervalul aprilie - octombrie se aplica stropiri zilnice, cu o durata de 10 - 15 minute la intervale de 1 - 2 ore intre orele 8 si 19, si 1 - 2 stropiri in cursul noptilor calduroase. Sunt preferate stropirile dese, cu o durata mica si cu particule fine de apa, in special aplicate la capetele bustenilor. Oricare ar fi regimul de stropire, prima stropire trebuie facuta mai intens, pentru a asigura reumezirea maxima a lemnului, suplinind in parte pierderile de umiditate din timpul transportului. Pe vreme uscata si cu vant, regimul de stropire trebuie intensificat.
Cantitatea de apa consumata este de 30 - 35 litri/ora metri cubi busteni. Din aceasta numai circa 5 % este retinut de lemn, 15 % participa la umezirea aerului, 15 % la umezirea terenului si 65 % se scurge prin rigole in bazine de decantare, de unde este reciclata.
Aparitia initiala pe bustean a unor straturi de mucegai, de culoare alba sau verde, care dispar de regula dupa 5 - 10 zile de stropire, ca si prezenta pe capetele bustenilor a unor mase mucilaginoase si a algelor, nu trebuie privita ca ceva anormal in cazul acestui procedeu.
Durata de conservare prin acest procedeu este de 2 - 2,5 luni.
Procedeele de conservare prin imersie si stropire sunt utilizate in special pentru conservarea bustenilor de fag, specie cu rezistenta biologica relative redusa si cu tensiuni interne mari.
Pentru conservarea bustenilor din foioase moi, cu umiditate initiala mare se poate utiliza metoda aplicarii pastelor pe capetele si pe locurile lipsite de coaja ale bustenilor.
Pentru conservarea bustenilor din foioase tari si rasinoase se poate utiliza metoda stivuirii stranse si uscarii lente. Aceasta, desi este cea mai ieftina metoda de conservare prezinta dezavantajul ca, odata cu pierderea umiditatii, caracteristicile plastice ale lemnului se reduce si este necesar un tratament de plastifiere mai intens (energointensiv), pentru ca procesul debitarii furnirelor sa decurga in bune conditii.
Indiferent de sistemul de conservare adoptat, la manipularea bustenilor in deposit trebuie sa se tina seama de durata stivuirii, astfel incat anumiti busteni sa nu fie imobilizati pe durate lungi, deoarece in acest caz toate procedeele de conservare isi pierd eficienta.
3.2. Organizarea depozitelor de busteni pentru furnire

Fig. 3.2 Depozitarea improprie a bustenilor
Aprovizionarea fabricii cu busteni se face de obicei in intervalul octombrie - aprilie, inaintea perioadei favorabile pentru incinderea materialului. In acest interval se aduc atat busteni pentru productia curenta, care intra direct in procesul de fabricatie, cat si bustenii care se conserva. Acestia din urma trebuie sa acopere necesarul de materie prima al fabricii pentru o perioada de circa trei luni.
In sezonul cald sosec cantitati reduse de busteni, care intra direct in productie, de multe ori in completare cu bustenii din stoc. Nu se recomanda conservarea bustenilor sositi in deposit dupa 1 aprilie, deoarece acestia sunt intr-o faza incipienta de alterare.
Fabricile de furnire estetice, integrate in combinate pentru prelucrarea lemnului, au depozitul de busteni comun cu al celorlalte fabrici (placaj, cherestea etc.).
Depozitul de busteni cuprinde caile de aducere a materialului, rampele de descarcare, instalatiile de manipulare, conservare si tratare termica. Materialul lemons este adus la rampele de descarcare cu autocamioanele sau vagoanele de cale ferata ingusta si normala .

Fig. 3.3 Vedere generala a depozitului de materie prima la Kronospan Sebes Alba
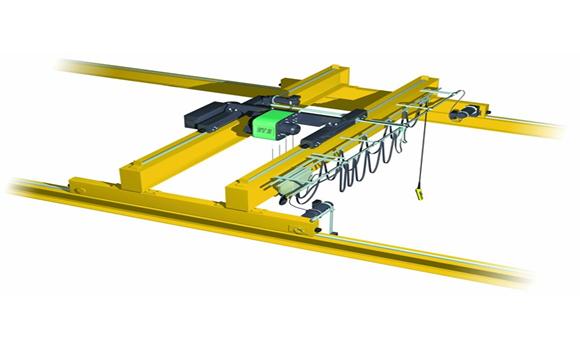
Fig. 3.4 Macara portal din depozitul de materie prima
Bustenii se descarca mecanizat cu ajutorul podurilor rulante 4, sau manual. De pe rampa bustenii sunt luati de podurile rulante si dusi la bazinele 3 sau platformele de conservare. De la bazinele si platformele de conservare bustenii sunt transportati la instalatiile pentru tratarea termica cu ajutorul transportatoarelor cu lant 5.
Podurile rulante care deservesc rampele de descarcare si bazinele de conservare (figura 3.5) sunt alcatuite dintr-un schelet de beton 1, o cale de rulare pe care se deplaseaza un pod rulant 2 si dintr-un graifar 3 care prinde legatura de busteni 5 si o introduce in bazinul de conservare 4. In cazul cand conservarea se face pe platforme, instalatiile de manipulare sunt aceleasi.
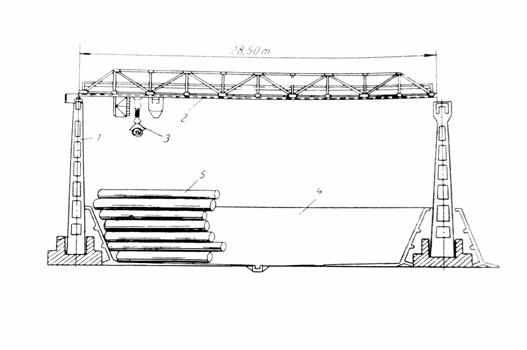
Fig. 3.5 Pod rulant si bazin de conservare a bustenilor:
1 - schelet de beton; 2 - cale de rulare pentru podul rulant; 3 - graifar; 4 - bazin de conservare; 5 - busteni
Podurile rulante montate in depozitele complexelor de industrializare a lemnului din tara noastra au deschideri de 16 m.
Podurile rulante efectueaza urmatoarele cinci cicluri de lucru : descarcarea bustenilor din mijloacele de transport pe rampe, transportul bustenilor de pe rampe la bazinele sau platformele de conservare, transportul bustenilor din bazine sau de pe platformele de conservare pe transportoarele cu lant.
Uneori, bustenii pot fi transportati direct din mijloacele de transport in bazinele sau pe platformele de conservare.
Fiecare ciclu de lucru se compune dintr-o serie de operatii care se desfasoara astfel :
se deplaseaza mai intai podul pana deasupra stivei de material;
se coboara grafierul si se prinde de el legatura de busteni ;
se ridica sarcina si se deplaseaza podul rulant pana la locul de descarcare ( bazine sau platforme de conservare ) ;

Fig. 3.6 Utilaj de transport si ridicat din depozitul de materie prima
se coboara legatura de busteni deasupra stivei sau bazinului ;
se desprinde sarcina si apoi se ridica graiferul, reluandu-se ciclul de lucru.
Durata unui ciclu de lucru este de 6 - 7 minute, iar productivitatea instalatiei este de 12 - 17 metri cubi busteni/ora.
Transportorul cu lant care preia bustenii din bazinele sau de pe platformele de conservare pentru ai aduce la instalatiile de tratare termica, are o viteza de transport de 0,2 m/s si o capacitate de circa 60 metri cubi busteni pe ora.
In depozitele de materie prima ale fabricilor de furnire si placaje se folosesc si macarale portal ( figura 3.6 si 3.7 ). Acestea prezinta avantajul ca pot deservi mai multe linii, pot manipula bustenii de lungimi mari, iar calea de rulare este mai simpla si in consecinta mai ieftina.

Fig. 3.7 Idem. Detaliu
Pentru manipularea bustenilor depozitati in bazinele de conservare se pot folosi si electropalane cu o capacitate de ridicare de 1,5 - 3,0 tone. In cazul aplicarii procedeului de conservare prin stropire, instalatia consta dintr-o conducta de apa de la retea si una de distributie, de obicei ingropata, o retea aeriana de conducte prevazute cu duze asezate de o parte si de alta a platformei de conservare, dintr-un canal colector pentru scurgerea apei de pe platforma si o statie de pompare a apei in retele ( figura 3.8 ).
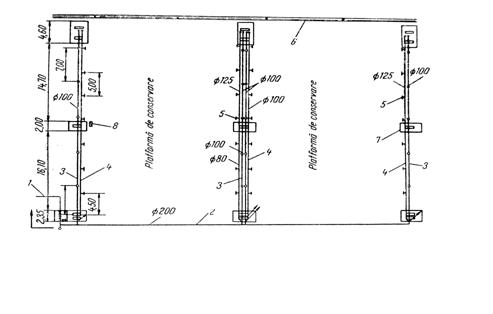
Fig. 3.8 Distributia retelei de stropire:
1 - conducta de apa de la retea; 2 - conducta de distributie; 3 - conducte de stropire laterala; 4 - conducte pentru stropire de sus; 5 - duze; 6 - canal colector; 7 - calea de rulare; 8 - instalatia pentru conducerea automata a stropirii.
Conductele aeriene sunt montate la inaltimi diferite, cele pentru stropirea de sus a stivei fiind plasate la circa 7 metri, iar cele pentru stropirea laterala la circa 4,5 metri de la sol. Apa utilizata la stropire este colectata intr-un canal, decantata si apoi retrimisa in instalatia de stropire cu ajutorul pompelor.
Duzele sunt montate pe conducte la intervale de 5 metri una de alta, in cazul celor pentru stropire de sus si la intervale de 7 metri pentru cele cu stropire laterala.
Pentru stropire se folosesc duze alcatuite dintr-un corp metalic in care este montata o bucsa si un deflector cu care se regleaza imprastierea corespunzatoare a jetului de apa .
La deservirea instalatiilor de manipulare din depozitele de busteni, pe langa o organizare buna a muncii pe echipe si o instruire corespunzatoare a personalului, trebuie respectate si o serie de masuri de protectia muncii, dintre care se mentioneaza :
interzicerea stationarii sau a circulatiei oamenilor pe sub podurile rulante;
incarcarea graiferelor numai cu legaturi de busteni a caror greutate sa nu depaseasca sarcina nominala ;
depozitul va fi nivelat si curatat ;
urcarea manipulantului in cabina se va face numai pe scarile special amenajate.

Fig. 3.9 Utilaj de incarcare si transport al bustenilor

Fig. 3.10 Idem. Detaliu
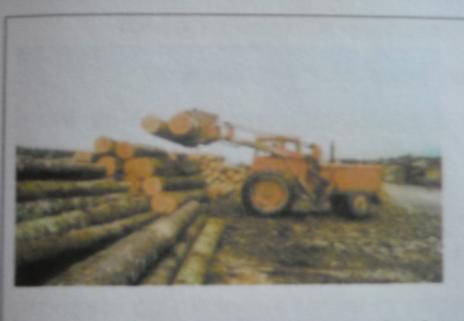
Fig. 3.11 Idem. Detaliu
3.3 Fasonarea bustenilor

Fig. 3.12 Formarea prismei de lucru
Prin operatia de fasonare a bustenilor se urmareste sa se stabileasca planul de taiere in raport cu directia fibrelor, a inelelor anuale si razelor medulare, in vederea obtinerii de furnire cu desene diferite : tangentiale,

Fig. 3.13 Formare prismei cu utilaj modern
radiale sau semiradiale. Prin aceasta operatie se urmareste totodata obtinerea unor piese cu o suprafata plana care sa le asigure stabilitatea pe masa masinii in momentul debitarii.
Pentru debitarea furnirelor prin taiere plana, este necesara realizarea unei suprafete a lemnului, de la care sa se inceapa operatiunea de debitare in conditiile obtinerii unor furnire cu latimea corespunzatoare utilizarilor. Aceaste suprafete trebuie orientate in raport cu razele medulare incat sa

Fig.3.14 Utilaj pentru fatetarea busteanului aflat in incinta depozitului
permita obtinerea unui procent maxim de furnire radiale, cu o latime medie maxima. Pentru fixarea corecta a lemnului pe masa masinii, este necesara realizarea unei suprafete de sprijin paralela, cu suprafata de taiere. Aceasta se executa prin ferastruire longitudinala, prin operatia de fasonare. Schemele de fasonare trebuie sa asigure obtinerea unui volum maxim de furnire, deci transformarea in furnire sa se faca cu pierderi de lemn minime. In tabelul 3.3 sunt prezentate principalele scheme de fasonare si domeniile de utilizare.
Fasonarea corecta a butucilor are o mare influenta asupra randamentului cantitativ si calitativ al utilizarii lemnului, cat si asupra capacitatii de productie a utilajelor. De aceea, inainte de fasonare, butucul se supune unei examinari amanuntite. In functie de forma si defectele sale, cum si de sortimentele de furnir urmarite a se obtine, pe unul din capetele butucului se deseneaza planul fasonarii.
La alegerea planului de fasonare trebuie sa se tina seama si de defectele lemnului. Astfel, la butucii cu ovalitate mare, suprafata de la care incepe debitarea furnirelor este indicat sa fie paralela cu axa mare a sectiunii, iar in cazul butucilor cu sageata curburii pronuntata sa fie in planul curburii. Aceasta suprafata trebuie sa aiba minimum de defecte si sa fie pozitionata paralel cu directia de propagare a defectelor, astfel incat zona defecta sa afecteze un numar minim de foi de furnir.

Fig. 3.15 Utilaj modern pentru fatetarea prismei
Pentru executarea fasonarii, se pot folosi diverse utilaje : gatere orizontale, ferestraie cu lant, ferastraie panglica. Ferestraiele cu lant se utilizeaza pentru fasonarea bustenilor cu diametru foarte mare, eventual la locul doborarii arborelui. In acest scop in jurul busteanului se monteaza un cadru din profile, pe care in plan orizontal, gliseaza ferestraul cu lant.
Bustenii sunt fasonati de obicei la ferestraie panglica si mai rar la gatere orizontale.
Ferestraul panglica orizontal este un utilaj modern de mare productivitate, care prezinta numeroase avantaje : deschiderea mare pe verticala (2,0 metri); grosimea redusa a panzei, ceea ce inseamna reducerea considerabila a pierderilor prin rumegus; majoritatea operatiilor sunt mecanizate; viteza de taiere mare; posibilitatea de intoarcere manuala a butucului pe masina; productivitate mare (60 metri cubi / 8 ore).
In principiu, ferestraul panglica orizontal pentru prismuirea butucilor se compune din urmatoarele parti principale : placa de baza, doi montanti

Fig. 3.16 Transportul intern in hala de productie
verticali filetati care asigura deplasarea pe verticala a mecanismului de taiere, volantul motor si volantul liber pe care se infasoara panza taietoare, motorul mecanismului de avans, mecanismul de coborare si ridicare a sistemului de taiere, caruciorul metalic pe care se aseaza busteanul 5 si mecanismul de avans.
Caruciorul ferestraului panglica orizontal, are o constructie care permite ridicarea busteanului cu liftul foarfeca, fixarea sa intre rozetele si rotirea precisa in jurul axei rozetelor.
Alegerea planului de fasonare se face prin corelarea miscarilor de deplasare in plan vertical a panzei ferestraului, cu miscarea de rotire a busteanului. In functie de tip, ferestraul poate avea deschideri maxime de la 1 250 la 2 000 mm, cu volanti avand diametre de la 1 250 la 1 800 mm si lucreaza cu viteze de avans variind de la 3 la 40 metri / minut.
Deservirea este asigurata de o echipa formata din trei muncitori : un conducator de masina si doua ajutoare.
Stabilirea metodei de fasonare, respective a formei, dimensiunilor si numarul de prisme sau segmenti depinde de diametul, specia si calitatea materiei prime. Se deosebesc urmatoarele procedee de prismuire : fasonarea butucului pe patru fete, fasonarea in jumatati, sferturi si in segmenti.

Fig. 3.17 Dispozitiv de centrare a butucilor in vederea derularii
In cazul fasonarii pe patru fete (blocuri din butuci intregi) si in jumatati se obtin furnire tangentiale, semiradiale, radiale si textura mixta, iar in cazul debitarii in sferturi sau segmenti, rezulta exclusive furnire semiradiale si radiale.
Fasonarea pe patru fete se aplica in special la debitarea lemnului cu densitate mica si mijlocie si anume : nuc, cires, par, paltin, mesteacan, tei, plop, salcie si anin. Se aplica de asemenea la taierea lemnului de fag in vederea cresterii procentului de furnire de clase superioare prin debitarea succesiva pe patru fete. Diametrul maxim al bustenilor fasonati prin acest procedeu nu trebuie sa depaseasca 60 cm, depasirea acestei limite determinand dificultati la manipularea furnirelor.
Fasonarea dupa acest procedeu prezinta avantajul ca in timpul debitarii furnirelor, in cazul aparitiei unor defecte ascunse, poate fi schimbata taierea plana pe o alta latura obtinandu-se foi de latimi avantajoase si un singur rest cutit. De asemenea, la acest procedeu se realizeaza consumuri mai mici de materie prima si o productivitate ridicata a instalatiilor de prismuire.
La speciile frasin, ulm, fag ( cu inima rosie mica ) si mai ales la stejar ( care are razele medulare pronuntate ) se recomanda fasonarea in jumatati. Procedeul se aplica la busteni cu diametre de 55 - 70 cm si care prezinta defecte in apropierea duramenului .
Operatia consta in spintecarea in doua a butucului pe directia maduvei, piesele rezultate avand fiecare cate o suprafata plana. Fasonarea in jumatati prezinta avantajul ca asigura prismei o suprafata mare de reazem si permite scurtarea duratei de tratare termica, asigurandu-se atat mentinerea culorii naturale a lemnului ( mai ales la stejar ) cat si reducerea crapaturilor la capete.
In cazul cand la debitare rezulta furnire cu asperitati ( datorita pozitiei razelor medulare fata de directia de taiere ), piesa de lemn este spintecata pe directia maduvei taierea continuand dinspre duramen spre alburn.
La bustenii cu diametre de 70 - 120 mm ( in special bustenii exotici de mansonia, tec, limba, mutenie, nuc american) se aplica sistemul fasonarii in jumatati ( semiprisme ) care trebuie debitate in pozitie verticala. Dupa ce au fost fasonati pe fete, bustenii sunt spintecati pe maduva, perpendicular pe laturile ferestruite, rezultand astfel doua prisme, fiecare avand laturile plane.
In acest caz rezulta furnire cu dimensiuni mari, care, in cazul celor cu textura tangentiala, sunt fragile si prezinta uneori smulgeri de fibre, datorita devierilor de crestere caracteristice acestor specii. Productivitatea procedeului este mai mare decat la fasonarea in sferturi, deoarece nu sunt necesare spintecari suplimentare. La prismele cu fibre deviate alternativ creste procentul de furnire radiala cu desene sub forma de benzi.
Un alt procedeu de prismuire aplicat in cazul speciilor cu densitati mici si mijlocii si care se debiteaza in furnire cu grosimi mai mari si consta in fasonarea unei prisme masive care se debiteaza in pozitie verticala. In cazul acestui procedeu diametrul busteanului nu trebuie sa depaseasca 90 cm.
Procedeul are avantajul unei productivitati ridicate si al unei utilizari eficiente a materiei prime.
O metoda de prismuire recomandata in cazul bustenilor cu diametre de 70 . 100 cm, care prezinta o deviere a duramenului sau o deformare pronuntata. Prismuirea in acest caz se face astfel : se executa taierea , apoi, si in continuare se urmeaza o sectionare de-a lungul maduvei rezultand o prisma ; ultima spintecare se efectueaza perpendicular si pe cat posibila prin maduva. Se obtin furnire netede in conditiile unei utilizari rationale a lemnului, superioare debitarii in semiprisme sau sferturi. Productivitatea este insa mai scazuta comparativ cu debitarea in prisme intregi sau semiprisme pentru taiere in pozitie verticala, dar calitatea furnirelor este mai buna.
Prisma poate fi taiata si pe cant insa cu conditia ca restul de cutit sa aiba o latime de minimum 40 cm.
Prismuirea pe sferturi se foloseste numai in cazurile cand este necesara producerea unor furnire pe care sa apara zone lucioase, reprezentate de razele medulare ( in special la stejar ). Acest sistem se practica insa si la bustenii de specii exotice, cu diametre peste 90 cm, rezultand foi de calitate superioara, cu taiere fina si aspect estetic deosebit. Acest mod de prismuire se realizeaza prin fasonarea busteanului pe patru fete si efectuarea a doua taieturi dupa diagonale, prin centrul sectiunii. In continuare se taie colturile intr-un plan paralel cu maduva si in altul perpendicular pe latura de sprijin, creindu-se in acest fel suprafata de sprijin si suprafata de debitare. Din piesele rezultate se obtin furnire radiale sau tangentiale.
Prismuirea in sferturi pentru debitare radiala se aplica la bustenii de specii tropicale cu diametre de 80 - 160 cm care prezinta cresteri rasucite alternative.
La aceasta debitare rezulta furnire cu desene in forma de dungi. Aplicarea sistemului se stabileste dupa efectuarea unei prime taieturi pe directia maduvei, moment in care se vede aptitudinea materialului de a conferi furnirelor aspectul dungat mentionat.
La taiere plana se recomanda ca debitarea sa se faca de la duramen spre alburn. Calitatea furnirelor rezultate este mai buna, insa gradul de utilizare a materiei prime este mai scazut si productivitatea mai redusa.
In cazul prismuirii in sferturi pentru taiere tangentiala se urmareste in special obtinerea de furnire cu "fladere" uniforme. Procedeul este recomandat mai ales la debitarea lemnului de sapeli, deoarece la aceasta specie zonele de concrestere sunt marcate de benzi parenchimatice.
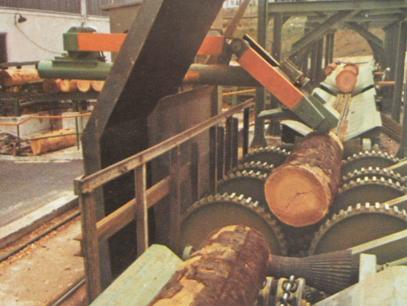
Fig. 3.18 Instalatie de decojire mecanica a bustenilor
Operatia de prismuire este asemanatoare cu cea prezentata in cazul sferturilor pentru debitare radiala. Taierea furnirelor incepe de la suprafata apropiata de centrul busteanului.
Furnirele rezultate in urma aplicarii acestui procedeu de fasonare au o calitate foarte buna, insa productivitatea este destul de redusa.
In cazul butucilor cu diametre de 120 - 200 cm care in mod normal prezinta si multe defecte ( crapaturi, noduri etc.) se aplica procedeul fasonarii multiple ( in sase sau opt piese ).
In cazul aplicarii acestui procedeu calitatea furnirelor este medie, iar gradul de utilizare a materiei prime si productivitatea muncii sunt destul de reduse.
Fasonarea in segmenti (figura 3.19) urmareste obtinerea unui procent cat mai ridicat de furnire radiale si se aplica in cazul prelucrarii unor busteni exotici cu diametre foarte mari.
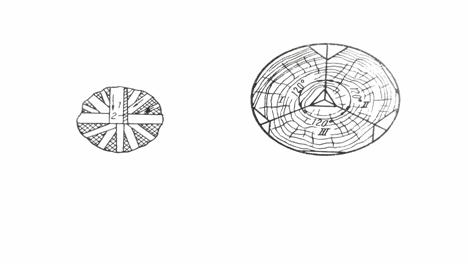
Fig. 3.19 Fasonarea in segmenti Fig.3.20 Fasonarea in trei calote
Intrucat prin acest mod de fasonare rezulta pierderi mari de material, procedeul este rar folosit.
In ultimul timp a aparut un procedeu nou de fasonare (figura 3.20), care consta in debitarea butucului in trei calote cu unghiul la centru de 120 grade. Pentru aceasta se taie intai busteanul in doua jumatati, apoi din fiecare se mai decupeaza cate un segment radial cu unghiul la centru de 60 de grade. Cei doi segmenti radiali se pot decupa simultan si alcatuiesc a treia calota. Unghirile pot varia in functie de calitatea lemnului. Daca se monteaza o panza de ferestrau circular pe ferestraul panglica orizontal de prismuit, fasonarea butucului se poate face direct in trei calote, fiecare cu unghiul la 120 de grade. Aceasta metoda permite o fixare buna a prismei si eliminarea unor neajunsuri ce se pot ivi la manipularea simultana a calotelor cu unghiul la centru de 60 de grade. Calculele arata ca, de exemplu, pentru un bustean cu diametrul de 80 cm, acest procedeu permite cresterea randamentului cu circa 8 % si a latimii medii a foii de la 30cm la 35 cm.
O insemnatate deosebita la prismuirea bustenilor o are modul de insemnare. Inainte de fasonare, butucul se supune unei examinari atente. In functie de forma si defecte, pe unul din capetele lui se inseamna cu creta urma planului de taiere, marcand astfel forma sectiunii transversale a viitoarei prisme.
Obiectivele principale care se urmaresc la insemnarea bustenilor sunt : la butucii cu ovalitate pronuntata, fata prismei pe care incepe debitarea in furnir trebuie sa fie paralela cu axa mare a sectiunii; in cazul unor butuci cu curburi avand sageata pronuntata, planul de taiere se alege astfel incat sa fie paralel cu planul de curbura ; la bustenii cu excentricitate situata de aceeasi parte si paralela cu generatoarea, insemnarea pentru taiere nu se face pe linia diametrului, ci perpendicular pe planul razei ce trece prin maduva; in cazul bustenilor proveniti din arbori bifurcati, fata prismei este paralela cu planul de bifurcare; butucii cu rulura se prelucreaza de preferinta prin derulare excentrica.
La operatia de fasonare se folosesc panze cu dinti avand urmatoarele elemente geometrice:
pasul dintelui 30 - 40 mm pentru specii tari si 40 - 65 mm pentru specii moi ;
inaltimea dintilor 7 - 13 mm la specii tari si 7 - 10 mm la specii moi ;
unghiul varfului 40 - 60 grade ;
unghiul de taiere 20 - 25 grade ;
unghiul spatelui 65 - 85 grade ;
marimea ceaprazului 0,3 - 0,4 mm.
Modul de efectuare a operatiei de prismuire este relativ simplu, mai ales la masinile moderne care sunt dotate cu dispozitive hidraulice de prindere a butucilor la capete, in axe de rotire deplasabile in plan vertical.
La fasonarea pe patru fete butucul se prinde in centru, taierea efectuandu-se pe o latura si apoi succesiv pe celelalte, prin rotirea butucului cu 90 de grade.
La prismuirea pe jumatati, butucii se prind excentric astfel incat, dupa fasonarea fetelor exterioare, rozetele axului de rotire sa nu acopere planul de spintecare prin inima.
La debitarea pe sferturi, butucul se prinde in centrul geometric al unuia dintre sferturi. Dupa fasonarea pe patru fete, prisma se imparte pe diagonala prin centrul maduvei.
In fabricile de furnire estetice din tara noastra se aplica, in general, modele de prismuire prezentate in tabelul 3.3.
La prismuire defectele cele mai frecvent intalnite sunt denivelarile de pe suprafetele ferestruite, provocate de devierile de la linia de taiere
( ceapraz prea mic sau prea mare, tensionarea necorespunzatoare a panzei, avans prea mare la taiere etc.). Aceste denivelari au ca urmare instabilitatea prismei in masina de taiat plan si cresterea consumului de materie prima si a efortului de taiere.
Dintre regulile de tehnica a securitatii utilajului si de protectie a muncii care trebuie respectate la aceasta operatie se mentioneaza ca mai importante sunt urmatoarele :
verificarea starii tehnice a utilajului inainte de inceperea lucrului;
se va urmari ca planul de spintecare a panzei sa nu intalneasca grifele de fixare a butucului, aparatorile sau alte piese metalice;
este interzisa urcarea muncitorilor pe carucior;
in timpul taierii este interzisa stationarea in fata panzei sau in zona in care ruperea panzei ar putea provoca accidente ;
pentru bustenii cu diametre mari se va urmari ca ridicarea valturilor sa se faca pana la limita admisa de limitatoarele de cursa;
conducatorul masinii nu va parasi pupitrul de comanda in timpul functionarii acesteia, intervenind imediat la orice defectiune.
3.4 Tratarea termica a bustenilor
Taierea plana a furnirelor constituie un procedeu de debitare care difera esential ca tehnica si conditii de lucru fata de taierea prin ferestruire.
Din acest motiv este necesar ca lemnul sa prezinte in momentul debitarii un anumit grad de plasticitate.
Lemnul are o plasticitate naturala limitata si foarte diferita de la specie la specie, de la o piesa la alta. Astfel, lemnul de specii moi ca teiul, aninul, plopul sau chiar al unor specii mai tari ca fagul, mesteacanul, paltinul, are o plasticitate naturala mai buna decat a altor specii ca de exemplu stejarul, frasinul sau ulmul.
Umiditatea si temperatura lemnului pot determina la randul lor o variatie a plasticitatii care, in cazul unor valori scazute, poate influenta in mod negativ calitatea furnirului obtinut ( foi cu grosime neuniforma, cu smulgeri de fibre si slaba rezistenta la rupere ).
Pentru aceste considerente este necesar a se asigura lemnului un anumit grad de plasticitate pentru prelucrarea prin taierea plana, care se realizeaza prin aplicarea unui tratament termic corespunzator.
In mod practic, marirea plasticitatii naturale a lemnului se realizeaza prin tratare hidro sau higrotermica in instalatii speciale (bazine,camere,autoclave ) .

Fig. 3.21 Instalatie de transport si de ridicat busteni. In plan indepartat se observa macaraua portal
Plasticizarea artificiala si temporara a lemnului, realizata prin tratare termica are numeroase efecte, dintre care se mentioneaza : micsorarea efortului de taiere, evitarea craparii furnirelor la manipulare reducerea uzurii cutitelor, colorarea lemnului ( pentru ridicarea valorii estetice a unor specii ca nucul, mahonul, fagul, ciresul ). De asemenea, uscarea furnirelor se face rapid, deoarece dupa debitare se elimina o anumita cantitate de apa, prin evaporare sub influenta caldurii din foi.
Tratarea termica usureaza intr-o oarecare masura si cojirea prismelor.
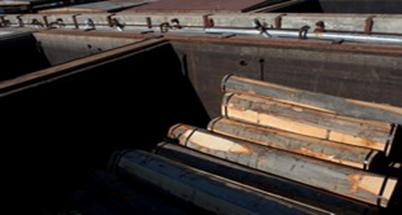
Fig. 3.22 Bazin pentru tratarea hidro a bustenilor in depozit
3.4.1 Procedee de tratare
Plastifierea lemnului prin tratare termica se realizeaza inmuindu-se lamela mijlocie de legatura dintre celulele lemnului, lamela care contine lignina.
Tratarea termica a prismelor pentru furnire se efectueaza prin doua procedee: umed si uscat. Alegerea unuia sau altuia dintre procedee depinde de posibilitatile tehnice ale intreprinderilor precum si de speciile lemnoase care urmeaza a fi prelucrate in furnire estetice in mod curent.
Procedeul umed se face prin aburire directa ( tratarea higrotermica directa ), aburire indirecta ( tratarea higrotermica indirecta ) si incalzire in apa fierbinte ( tratare hidrotemica ).
Tratarea termica prin procedeul uscat consta in incalzirea materialului cu ajutorul curentului electric de frecventa industriala sau cu curenti de inalta frecventa.
Procedeele umede de tratare termica se caracterizeaza prin mediul cu umiditatea relativ maxima ( 100 % ) in care are loc tratarea. Plastifierea lemnului se produce prin actiunea de incalzire si umezire a acestuia cu ajutorul aburului, in bazine si camere de aburit.
Aburirea directa este un procedeu simplu si consta in tratarea directa a lemnului cu abur saturat umed, avand temperaturi cuprinse intre 60 si 100 grade Celsius. Tratamentul se face in bazine sau camere din beton, prevazute cu conducte perforate pentru distributia aburului.
Procesul de aburire se realizeaza in acest caz astfel : aburul sub presiune se destinde la intrarea in bazin si venind in contact cu prismele reci se condenseaza pe suprafata acestora, cedand mediului din jur caldura de vaporizre. In acest fel se produce o incalzire brusca si purenica a zonei exterioare a materialului. Acest procedeu este avantajos deoarece necesita instalatii de incalzire simple si deci ieftine si ofera posibilitatea de a se folosi abur uzat de joasa presiune.
Dintre dezvantaje se mentioneaza faptul ca nu permite recuperarea condensatului, necesita un consum de abur ridicat, nu se realizeaza o incalzire uniforma a materialului, care prezinta de multe ori crapaturi pronuntate, iar colorarea lemnului se face neuniform datorita supraincalzirilor locale.
Acest tip de tratare se poate executa si in autoclave metalice cu diametre de 1 200 - 2 000 mm, etanse si izolate termic, care folosesc abur la o presiune mai mare decat cea atmosferica.
Acest sistem nu este insa prea raspandit, deoarece necesita masuri speciale de protectie.
Aburirea indirecta este un procedeu mai raspandit si consta in tratarea prismelor cu abur produs prin incalzirea apei aflate la partea inferioara a bazinului. Prismele sunt stivuite pe un gratar asezat deasupra unei bai cu apa avand adancimea 30 - 60 cm, incalzita cu ajutorul unor tevi prin care circula abur sau apa supraincalzita. Acest procedeu prezinta numeroase avantaje fata de aburirea directa. Aburul se degaja de pe suprafata bazinului asigurand o incalzire uniforma si lenta a lemnului, se reduce procentul de crapaturi, este posibila recuperarea condensatului, iar randamentul termic al instalatiei este ridicat.
Dintre dezavantajele procedeului se mentioneaza cheltuielile mari de investitii si exploatare datorita instalatiei de incalzire care este mai complicata, precum si necesitatea unui abur cu o presiune mai ridicata ( 1,3 - 1,4 at ).
Tratamentul hidrotermic ( fierberea ) se realizeaza prin incalzirea butucilor sau prismelor intr-o baie de apa fierbinte, a carei temperaturi variaza intre 60 si 100 grade Celsius. Procedeul se aplica indeosebi in cazul tratarii speciilor indigene tari si a celor exotice care necesita o incalzire lenta, fara variatii mari de temperatura.
Incalzirea lemnului, se poate realiza concomitent cu incalzirea apei in mai multe variante : cu apa proaspata preincalzita, cu apa incalzita refolosita si cu apa refolosita in amestec cu apa proaspata.
Modul de lucru este simplu: se introduce apa proaspata in bazine pana la o treime din inaltimea acestora, iar restul se completeaza cu apa calda recuperate sau apa proaspata preincalzita, astfel ca temperatura agentului de incalzire sa nu depaseasca 50 grade Celsius la inceperea procesului de tratare. In continuare se inchide bazinul cu capacul si incepe procesul propiu-zis de plastifiere.
Conducerea tratamentului termic se efectueaza prin controlarea temperaturii din bazine cu termometre cu mercur sau cu termometre electrice cu citire de la distanta.
Dupa terminarea tratamentului se opreste admisia agentului de incalzire si se evacueaza apa din bazin. Prismele se lasa in continuare in bazine 1 - 2 ore pentru egalizarea temperaturii, dupa care se ridica capacul si incepe golirea in functie de necesitatile de prelucrare.
Procedeele uscate de tratare termica folosesc ca agent de incalzire curentii electrici cu frecventa normala si curentii de inalta frecventa. Aceste procedee, inca in curs de experimentare, sunt aplicate destul de rar.
Incalzirea cu curent electric de frecventa normala se efectueaza prin aplicarea pe capete a prismei a doi electrolizi care transmit prin lemn o tensiune de 2 000 - 5 000 V. Curentul folosit este de tensiune normala (220V), realizarea tensiunii ridicate facandu-se cu un transformator. Lemnul, opunand rezistenta la trecerea curentului, se incalzeste rapid pana la temperatura dorita.
Avantajul acestui procedeu consta in durata scurta a tratamentului ( un bustean de sapeli, cu lungimea de 1 m si diametrul de 100 cm, se poate incalzi in 20 minute pana la temperaturi de 60 grade Celsius ) si in faptul ca nu necesita spatii mari.
Dezavantajul procedeului este ca lemnul nu se incalzeste in mod uniform.
La incalzirea cu curenti electrici de inalta frecventa, bustenii, taiati la lungime sunt asezati intre placile unui condensator legat intr-un circuit oscilant de inalta frecventa. Lemnul se incalzeste rapid pana la temperatura dorita datorita pierderilor dielectrice care au loc.
3.4.2. Instalatii de tratare termica a materiei prime
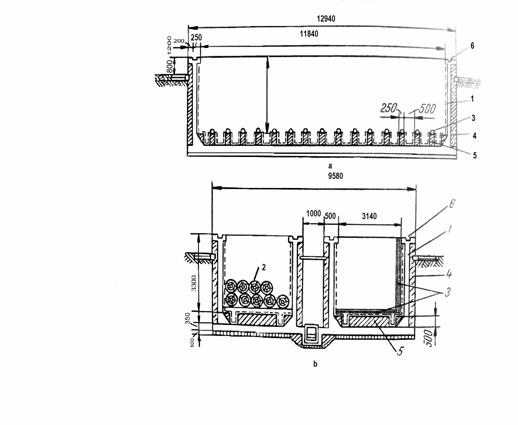
Fig. 3.23 Bazin pentru tratarea termica a bustenilor:
a - sectiune longitudinala
b - sectiune transversala
1 - cuva de beton armat; 2 - busteni; 3 - grinzi de protectie; 4 - strat de beton de zgura; 5 - grinzi de beton; 6 - profile metalice
Bazinele pentru tratarea termica, indiferent de procedeul aplicat, trebuie sa se indeplineasca urmatoarele conditii: sa fie impermeabile, sa fie bine izolate termic si etanse pentru a asigura pierderi minime de caldura, materialele folosite sa reziste la actiunea coroziva a acizilor organici cu care vin in contact, sa fie usor de intretinut si de servit si sa fie dotate cu aparatura de masura si control a parametrilor de tratare.
Bazinele de tratare sunt de obicei grupate cate doua si se amplaseaza in aer liber, mai rar in constructii inchise sau acoperite.
Instalatiile de tratare hidrotermica ( bazine ) sunt compuse din bazinul propriu - zis, capacele, instalatia de incalzire, instalatia de apa si canalizare si aparatajul de control al regimului de tratare.
Bazinul ( figura 3.23 ), construit in pamant, are forma unei cuve cu peretii din beton armat. Peretii bazinului au o grosime de 25 cm si sunt protejati la interior cu o tencuiala hidrofuga pe care se aplica o vopsea antiacida. Pentru protectia impotriva accidentelor peretii bazinului depasesc nivelul solului cu 0,8 - 1,2 m.
Dimensiunile interioare ale bazinelor folosite la fabricile de placaje sunt: lungimea 11,84 m, latimea 3,14 m, si inaltimea 3,30 m ( 2,80 m util ). Volumul interior al unui bazin este de circa 100 metri cubi iar capacitatea de incarcare de circa 45 metri cubi material lemnos. Pentru fabricile de furnire estetice bazinele au lungimea si latimea de 4,40 m iar inaltimea utila de 2,80 m.
Pe peretii interiori sunt fixate bile de lemn sau anvelope uzate, la intervale de 0,8 - 1,0 m, pentru protectia tencuielii la socurile provocate la manipularea lemnului. La exterior, peretii sunt izolati impotriva pierderilor de caldura cu un strat de beton de zgura cu grosimea de 20 cm sau cu un strat de caramida. Izolarea hidrofuga este asigurata cu doua straturi de bitum si carton asfaltat.
Fundul bazinului are o panta de 1 % care permite scurgerea apei la golire. Un sir de grinzi transversale din beton armat de 25 x 50 cm fac corp comun cu fundul bazinului, servind atat pentru asezarea bustenilor cat si pentru protectia tevilor de incalzire fixate intre grinzi pe suporturi metalice. Peretii bazinului sunt strabatuti de conducte care asigura alimentarea cu apa si energie termica precum si golirea lui.
Pe intreg perimetrul bordurii peretilor sunt incastrate profile metalice in forma de 'U', care trebuie sa fie umplute cu apa; acestea au rolul de a sustine capacele bazinului printr-un sistem etans care asigura reducerea pierderilor de caldura.
Capacele de acoperire ale bazinului de tratare termica servesc pentru inchiderea etansa si termoizolanta a bazinului si ca protectie impotriva accidentelor. Capacul se poate executa din lemn combinat cu metal sau materiale plastice, numai din metal ( aluminiu ) sau numai din beton armat. Elementele metalice trebuie sa fie protejate cu vopsea anticorosiva.
Capacele sunt alcatuite dintr-o rama metalica confectionata din profile 'U' 10 care incadreaza doua randuri de dulapi hidrofugati din lemn de rasinoase de 48 mm grosime, imbinati in lamba si uluc. De profilul U al ramie, pe tot perimetrul, este fixat un profil cornier prin intermediul caruia capacul se sprijina pe peretii bazinului in jgheabul umplut cu apa. La interior, capacul este protejat cu doua randuri de carton asfaltat si cu tabla de aluminiu. Pe fata exterioara sunt fixate cu ajutorul ecliselor patru inele metalice, care servesc la manipularea capacului cu ajutorul unui graifar cu patru brate. Capacul este consolidat cu nervuri diagonale din fier cornier.
La bazinele mari, capacul se executa din patru bucati in greutate de circa 400 kg fiecare, iar bazinele mici ( de 4,4 m ), capacul se face dintr-o singura bucata. In acest caz se poate realiza un capac de forma trapezoidala, cu baza dreptunghiulara si inaltimea de 0,7 m. Capacul de acest tip asigura cresterea capacitatii bazinului cu circa 5 - 7 % si scurgerea apei de condensare in profile U, evitandu-se patarea lemnului.
Instalatia de incalzire serveste pentru realizarea si mentinerea temperaturii necesare de tratare in interiorul bazinului. Ea difera in functie de procedeul de tratare termica si de agentul termic folosit care poate fi aburul sau apa supraincalzita.
Bazinele pentru tratarea higrotermica directa ( aburire directa ) sunt camere sau bazine in care este injectat direct aburul la o presiune de 1,1 at. Aburul saturat umed este adus, sub presiune, direct de la generatorul de abur ( cazan ) sau de la reteaua exterioara, printr-o conducta si este injectat in interiorul bazinului prin tevi perforate, instalate la partea inferioara. Aburul ajunge in contact cu prismele stivuite pe grinzi de lemn, iar evacuarea condensatului rezultat se face printr-o conducta in sifonul de evacuare.
Acest procedeu de tratare este neeconomic si conduce in multe cazuri, la crapatura bustenilor.
Bazinele pentru tratarea higrotermica indirecta ( aburire indirecta ) au o constructie similara cu cele pentru tratare hidrotermica. Deosebirea consta in faptul ca aburul este produs in interiorul cuvei prin incalzirea unui strat de apa de 40 - 50 cm grosime aflat pe fundul bazinului si completat in permanenta cu apa din exterior.
Bazinele de aburire indirecta pot fi folosite si pentru tratarea prin fierbere.
Instalatia de incalzire pentru tratarea indirecta este formata din baterii de tevi de incalzire, lise amplasate la fundul bazinului, pe suporti metalici, sub forma unei serpentine. Serpentina se executa din 2 sau 3 segmente si este montata intre grinzile transversale de beton ale bazinului care au si un rol de protectie a instalatiei. Alimentarea bazinelor cu energie termica se face printr-o conducta centrala de distributie, de unde, prin deschiderea unui ventil, agentul termic intra prin conducta in bazin, circula prin sectoarele de serpentine si iese din bazin prin ventilul de inchidere. Daca incalzirea se face cu apa supraincalzita, conducta de alimentare si conducta de iesire sunt legate cu cate o teava de aerisire, instalate in canalul dintre bazine si care are la capat un ventil de aerisire.
Daca incalzirea bazinului se face cu abur, nu sunt necesare instalatiile de aerisire, in schimb, pe conductele de iesire din bazin ( tur ), se monteaza doua ventile de abur intre care este instalata cate o oala de condens. Agentul termic circula prin serpentine, asigura incalzirea pana la evaporarea stratului de apa de pe fundul bazinului, realizandu-se astfel aburirea directa a materialului lemons.
Instalatia de apa si canalizare difera in functie de procesul de tratare. In cazul tratarii hidrotermice bazinul se umple complet cu apa, instalatia cuprinzand: o conducta de alimentare de la statia de pompare pentru introducerea apei in bazin, o conducta de aspiratie la statia de pompare pentru golirea bazinului si transvarzarea apei in alt bazin, o conducta cu palnie de preaplin pentru evacuarea excesului de apa din bazin la conducta de canalizare si robinetele de inchidere sau deschidere a apei, actionate din exterior prin tije.
In cazul procedeului de tratare higrotermica indirecta este necesar ca stratul de apa din bazin sa fie mentinut in permanenta la nivelul prevazut. In acest scop, instalatia cuprinde o conducta de alimentare cu apa legata de reteaua exterioara, un rezervor de apa plutitor, care asigura nivelul constant al apei in bazin, o conducta de distributie a apei de la bazinul de tratare si o conducta de golire cu sita de protectie. Manevrarea robinetelor de inchidere si deschidere se face din exterior cu ajutorul unei tije.
Aparatura pentru controlul regimului de tratare ( figura 3.24 ) este formata dintr-o termorezistenta de cupru 1 ( termometru electric cu citire la distanta ) montat intr-un corp metalic de protectie 2 de forma cilindrica, ancorat pe partea interioara a peretelui bazinului 3. Intr-un bazin se pot monta duua sau mai multe termorezistente, legate cu un logometru plasat intr-o incapere ferita de praf, umezeala si trepidatii. Principiul de lucru al acestor termometre se bazeaza pe proprietatea conductorilor de asi schimba rezistenta electrica la variatia temperaturii. Logometrul, avand un indicator sau un dispozitiv de inregistrare, permite citirea directa a temperaturii de la mai multe termorezistente.
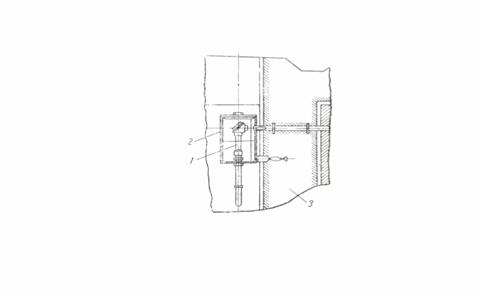
Fig. 3.24 Montarea termorezistentei pentru controlul temperaturii agentului de incalzire
Controlul temperaturii de tratare se poate face si cu termometre industriale de sticla, cu tije lunga.
3.4.3 Regimuri de tratare termica
Tratarea termica constituie una din cele mai importante faze din fabricatia furnirelor estetice si de aceea ea trebuie condusa de personal cu inalta calificare.
Tratarea termica a prismelor este o meserie de baza, exercitarea ei necesitand pe langa o cunoastere amanuntita a lemnului de diferite specii si a regimului de lucru si o indemanare deosebita care sa asigure inca de la aceasta faza punerea in valoare a calitatilor estetice pe care le contine lemnul.
Factorii care influenteaza procesul de plastifiere sunt temperatura si durata de tratare.
Temperatura de lucru se stabileste in functie de specie, umiditatea lemnului si procedeul aplicat. Factorul principal il constituie densitatea aparenta a lemnului. Din graficul prezentat in figura 3.25 se poate stabili temperatura de lucru in functie de densitatea aparenta.
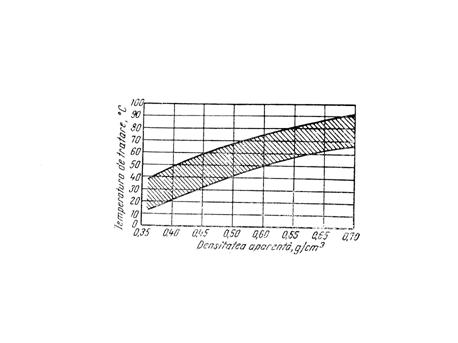
Fig. 3.25 Variatia temperaturii de tratare termica in functie de densitatea aparenta a lemnului la 0 % umiditate
Din grafic rezulta ca la speciile cu densitate aparenta mai mare se aplica o temperatura mai ridicata la tratare.
Pentru lemnul de stejar, frasin, ulm, foioase moi cat si la speciile care nu se urmareste si colorarea lemnului ci numai o plastifiere temporara, temperatura de tratare trebuie sa fie mai redusa, circa 60 . 80 grade Celsius. In schimb, la lemnul de nuc, fag, mahon, macore la care se urmareste si colorarea lemnului, se aplica o temperatura mai mare, circa 70 - 90 grade Celsius.
In figura 3.25 se prezinta dependenta duratei de tratare a prismelor de diametrul sau inaltimea acestora si densitatea aparenta la o umiditate de 0 % a lemnului. Din diagrama rezulta ca, cu cat lemnul speciilor ce urmeaza a fi debitat in furnir este mai greu si prismele au dimensiuni mai mari, cu atat mai mare este si durata de tratare, care poate depasi 70 si chiar 80 ore.
La stabilirea duratei de tratare se mai tine seama de urmatoarele elemente: temperatura apei din bazin, temperatura la care trebuie sa ajunga lemnul tratat ( pana la 40 grade Celsius la speciile moi si 50 . 80 grade Celsius la speciile tari ) si coeficientul de conductivitate termica. Acesta din urma depinde la randul sau de densitatea lemnului, temperatura umiditate si mediul in care este tratat lemnul ( apa sau abur ), ca si de directia de propagare a caldurii.
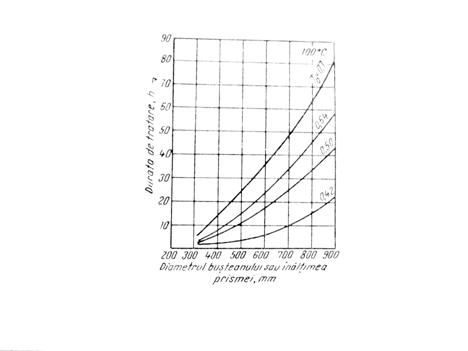
Fig. 3.26 Dependenta duratei de tratare de diametrul busteanului si densitatea aparenta la 0 % umiditate a lemnului
Tinand seama de acesti factori se intocmesc nomograme pe baza carora se stabilesc duratele optime de tratare termica.
Pentru speciile de lemn tropical sau intocmit diagrame de tratare pe baza carora functioneaza o instalatie de programare si urmarire automata a parametrilor de tratare termica in bazine. Din examinarea acestor diagrame rezulta ca procesul de tratare cuprinde de fapt trei perioade :
perioda de incalzire (in general 12 - 16 ore vara si 22 - 24 ore iarna)
perioada de tratare propriu zisa valabila in functie de anotimp si care difera de la specie la specie : 75 de ore la limba, la mutenie 144 ore vara si 172 ore iarna, la macore 84 ore vara si 86 ore iarna etc ;
perioada de omogenizare ( 2 - 4 ore )
3.4.4. Tehnica exploatarii instalatiilor de tratare termica
La exploatarea bazinelor de tratare termica se efectueaza o serie de grupe de operatii si anume : operatii de pregatire conducerea procesului de tratare si operati de contol si verificare.
Lucrarile de pregatire constau la inceput din curatirea bazinelor de coaja, aschii si namolul depus pe fund. Se verifica apoi ca prismele ce vor fi introduse in bazine sa aiba umiditati si diametre apropiate. Pentru evitarea crapaturilor, se bat la capetele prismelor scoabe sau S - uri. Sunt exceptati de la acesta regula bustenii de nuc, bubinga si parul.
Butucii sau prismele se introduc in bazine cu ajutorul electropalanelor. La asezarea prismelor este indicat ca suprafetele plane sa nu se suprapuna, intercalandu-se intre ele sipci.
In cazul aburirii indirecte, dupa ce prismele au fost asezate in bazin, se introduce apa necesara ( circa 0,5 m inaltime ), se deschide robinetul bateriei de incalzire si apa se incalzeste pana la temperatura de vaporizare.
In cazul fierberii, dupa inchiderea bazinului cu capace, se introduce in bazin circa 1/3 apa rece si 2/3 apa la 70 - 75 grade Celsius, prin transvazare de la alt bazin. Se deschide apoi robinetul bateriei de incalzire pana la atingerea temperaturii de regim.
Conducerea procesului de tratare consta din urmarirea temperaturii din bazine pe baza diagramei si graficului de tratare termica, intervenind pentru corectarea ei prin reglarea admisiei agentului termic.
Controlul temperaturii in bazine se face cu termometre industriale cu tija lunga si cu ajutorul termometrelor electrice cu citire de la distanta. In ultimul caz, elementul sensibil ( termorezistenta ) se monteaza in interiorul bazinului fiind protejat, iar citirea se face pe un tablou care are unul sau mai multe logometre in functie de numarul bazinelor.
Defectele care apar la tratarea termica sunt provocate fie de alegerea unui regim necorespunzator, fie de nerespectarea parametrilor regimului adoptat.
De pilda, depasirea temperaturii prescrise provoaca craparea prismelor si la taierea plana se obtine furnire cu suprafata scamosata.
O durata de tratare prea mare provoaca ruperea fibrelor lemnului la taiere, precum si degradarea culorii si texturii furnirelor.
3.4.5 Masuri de protectia muncii
Principalele masuri de protectia muncii la tratarea termica sunt urmatoarele:
peretii bazinelor trebuie sa aiba o inaltime de cel putin 80 cm fata de nivelul cailor de acces pentru a se preintampina caderea muncitorilor in interiorul instalatiei ;
bazinele trebuie acoperite cu capace solide, pentru a se preveni caderea in bazin provocata de ruperea acestora ;
inainte de ridicarea capacului se va intrerupe admisia agentului termic si se va face evacuarea aburului sau a apei din bazin ;
este interzisa urcarea si coborarea muncitorilor in bazine cu ajutorul electropalanului sau urcarea pe capace in timpul diverselor manevre pe acesta ;
in timpul ridicarii capacului, muncitorii trebuie sa stea la o distanta de cel putin 1 m pentru a evita arsurile ce pot fi provocate de abur ;
nu este permis accesul muncitorilor in bazin, in timpul manevrarii prismelor;
este interzisa circulatia muncitorilor pe marginea bazinelor ;
terenul din jurul bazinelor de tratare termica trebuie sa fie nivelat si nealunecos; santurile si caminele de vizitare trebuie acoperite in permanenta cu capace rezistente sau ingradite cu balustrade ;
iluminatul bazinelor se va face cu corpuri de iluminat galbene pentru asigurarea unei vizibilitati corespunzatoare.
3.5. Debitarea furnirelor estetice
Debitarea furnirelor estetice constitue operatia principala la realizarea acestui produs, deoarece in acest moment este pusa in valoare textura desenului lemnului de diferite specii prin indemanarea si cunostintele tehnice al conducatorului acestui proces.
Operatia de debitare, indiferent de procedeul aplicat, cuprinde o serie de faze obligatorii si anume: fixarea piesei de lemn ( a prismei ) intr-o pozitie care sa corespunda unui anumit plan de taiere dinainte stabilit in functie de specie si aspectul dorit al furnirului, taierea propriu - zisa la care se urmareste valorificarea intensiva a zonelor valoroase ale lemnului si asigurarea unei calitati corespunzatoare a produsului ( grosime uniforma, taiere neteda fara asperitati etc ). Realizarea acestor obiective este posibila printr-un control permanent al parametrilor regimului de lucru.

Fig. 3.27 Vedere generala a derulorului si dispozitivul de centrare a butucilor
Debitarea furnirelor estetice se face prin mai multe procedee si anume: taierea plana la masini orizontale sau verticale, derulare excentrica si taiere cu panze dintate la gatere orizontale sau ferestraie circulare speciale. Cel mai folosit procedeu in tara noastra este cel de taiere plana cu masini orizontale.

Fig. 3.28 Masina de derulat furnir cu magazia de furnire

Fig. 3.29 Dispozitiv de centrare a butucilor
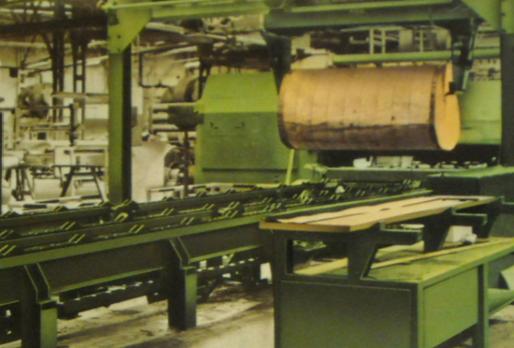
Fig. 3.30 Instalatie interna de transport si de ridicat
CAPITOLUL IV
Taierea plana a furnirelor estetice

Fig. 4.1 Sortarea furnirelor rezultate din taierea plana
4.1 Taierea plana la masini plane orizontale

Fig. 4.2 Agregat de uscat si netezit furnire
Principiul de lucru al masinii orizontale de taiat plan se bazeaza pe miscarea alternativa a unui cutit ( miscare de du - te - vino ) si pe miscarea ascendenta a prismei de lemn. Cutitul decupeaza cate o foaie de furnir in timpul miscarii de avans, iar in timpul miscarii de revenire a cutitului, prisma se ridica automat cu o inaltime egala cu grosimea furnirului.
Masina de taiat plan furnire se compune din batiul 1, sania portcutit 2, sania portbara de presiune 3, masa pentru fixarea prismei 4, mecanismul de antrenare cu biela - manivela 5, motorul electric 6, mecanismul pentru reglarea grosimii furnirelor 7, tabloul de comanda 8 si instalatia de transport a furnirelor rezultate din taierea plana( figura 4.3 ).
Geometria si poztionarea cutitului si barei de presiune. La taierea plana a furnirelor o importanta deosebita o au elementele geometrice ale
cutitului si barei de presiune precum si pozitia lor reciproca, respectiv distanta dintre ele in plan orizontal si vertical.
Cutitele masinilor de taiat plan sunt lame de otel avand lungimea corespunzatoare deschiderii masinii la care sunt folosite, grosimea de 15 mm si latimea de maximum 250 mm.
In zona de uzura cutitul este placat cu o banda de otel aliat ( wolfram, crom si vanadium ). La unele masini se folosesc cutite de 2,5 - 4 mm
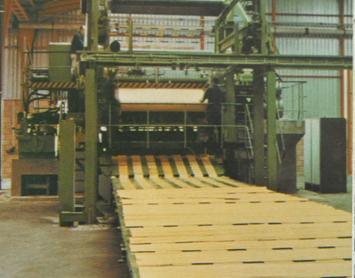
Fig. 4.3 Instalatie de transport a furnirelor rezultate din taierea plana
grosime, confectionate integral din otel aliat. Avantajul acestora consta in faptul ca sunt mai ieftine si necesita un timp scurt pentru ascutire.
Unghiul de ascutire al cutitelor variaza intre 17 si 19 grade in functie de calitatea lemnului, starea sa ( continutul de apa, gradul de tratare termica etc ).
Unghiul de acutire b folosit in mod normal este de 18 grade in cazul cutitelor subtiri si 18 grade si 30' in cazul celor de 15 mm grosime. Unghiurile cu valoare redusa b = 17 grade, sunt recomandate pentru debitarea speciilor moi, in vederea obtinerii de foi netede. In cazul speciilor tari unghiul de ascutire trebuie insa marit pana la 18 - 19 grade. Folosirea unor unghiuri mai mari in cazul taierii speciilor dure prezinta avantajul ca prelungeste durata taisului si il face mai putin fragil la efortul de taiere.
Pentru a se evita vibrarea cutitului in timpul taierii, in unele cazuri acesta are fateta ascutita in doua planuri : la varf are un unghi de ascutire mai mare, iar la o distanta de circa 10 mm de la varf unghiul este mai mic cu un grad.

Fig. 4.4 Idem
Daca unghiul de ascutire ales este prea mic, cutitul vibreaza in timpul taierii si suprafata realizata este aspra, iar daca unghiul de ascutire este prea mare, cutitul deviaza din planul de taiere, furnirele debitate avand grosimi neuniforme.
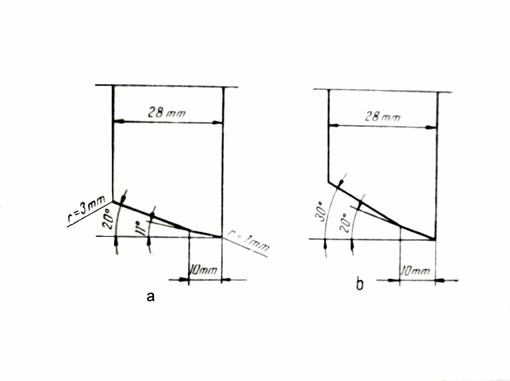
Fig. 4.5 Forma si dimensiunile barei de presiune:
a - pentru furnire cu grosimea de maximum 3 mm; b - pentru furnire cu grosimea peste 3 mm.
Bara de presiune ( figura 4.6 ) are o muchie tesita sub unghiul de 65 - 80 grade care in raport cu planul de taiere formeaza unghiul de presare l
( unghiul liber al barei ) care are valori ce variaza intre 10 si 30 grade.
In timpul functionarii, bara de presiune se uzeaza, reascutirea la profilul initial facandu-se in momentul in care latimea suprafetei de contact cu prisma a ajuns la valoarea maxima admisa de 6 mm.
In cazul in care unghiul l are valori prea mici, apare pericolul de vibrare, iar cand are valori prea mari, bara de presiune va avea o muchie prea ascutita care va deteriora fata furnirului.
Masurarea elementelor unghiulare se face cu un echer raportor.
Reglarea distantei dintre cutit si bara de presiune in plan orizontal si vertical are o deosebita importanta in cursul procesului de taiere. Prin aceasta operatie se urmareste ca forta de presare a barei de presiune sa treaca prin

Fig. 4.6 Tunel de uscare a furnirelor
muchia taietoare a cutitului, iar distanta dintre muchia cutitului si a barei sa fie mai mica decat grosimea furnirului. In acest fel, furnirul va suferi o deformatie elastica la trecerea in timpul procesului de taiere.
Intre grosimea furnirului g si deschiderea reala b s-a stabilit o relatie care da gradul de presare al furnirului :
g - b
D = ---
g
in care :
D este gradul de presare, in % ;
g - grosimea furnirului, in mm ;
b - deschiderea reala dintre cutit si bara de presiune, in mm.
In practica se iau urmatoarele valori pentru distantele pe orizontala si verticala dintre cutit si bara de presiune :
x = ( 0,2 . 0,8 )g si y = ( 0,6 . 0,9 )g.
Gradul de presare difera in functie de specie, grosimea furnirului, umiditatea lemnului si modul de tratare termica, avand valori cuprinse intre

Fig. 4.7 Dispozitiv de transport cu role necesar schimbarii directiei de mers la 900
10 si 30 % din grosimea furnirului. Se recomanda ca la debitarea speciilor tari sa se foloseasca un grad de presare mai mare.
Reglarea incorecta a celor doua deschideri dintre cutit si bara x si y, care determina gradul de presare, se resfrange in mod negativ asupra calitatii furnirelor,astfel :
micsorarea excesiva a deschiderii pe verticala provoaca strivirea furnirului, datorita unei comprimari exagerate a lemnului ; dimpotriva o distanta prea mare pe verticala intre bara de presiune si cutit provoaca taierea unor foi cu grosimi neuniforme si asperitati ;
micsorarea sau marirea excesiva a deschiderii pe orizontala modifica directia fortei de comprimare, care nu mai trece prin zona muchiei taietoare a cutitului; in acest caz foile taiate au asperitati
pronuntate, fie datorita crapaturilor de despicare si forfecare libera a lemnului, fie datorita frecarii excesive a furnirului pe fata de degajare a cutitului.
Procesul de debitare a furnirelor estetice. Prismele de lemn, dupa cojire si curatire de impuritati, sunt examinate de catre conducatorul masinii pentru a se stabili pozitia de fixare a acestora in masina. Prismele sunt

Fig. 4.8 Tunel de uscare
ridicate apoi cu electropalanul si asezate pe masa masinii astfel ca latura de sprijin sa coincida in plan vertical cu placa frontala de reazem a masinii.
Prisma este apoi fixata cu ajtorul unei griefe actinate hidraulic. Se mentioneaza ca operatiei de fixare trebuie sa i se acorde o atentie deosebita, deoarece datorita efortului la care este supus lemnul in timpul taierii sub actiunea cutitului si a barei de presiune, este necesar ca acesta sa aiba o buna stabilitate in masina. Se va urmari un contact perfect cu suprafata mesei si cu placa frontala de reazem.
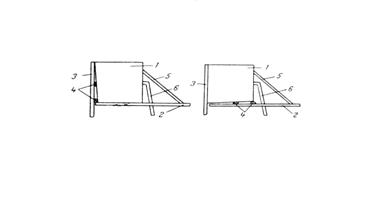
Fig. 4.9 Prinderea unor prisme incorect fasonate:
1 - prisma; 2 - masa masinii; 3 - placa de reazem; 4 - pene; 5 - contrafisa; 6 - grifa.
La fixarea prismelor in masina se vor respecta in mod deosebit urmatoarele reguli:
masa de sprijin si placa frontala vor fi curatate de aschii sau alte corpuri straine care pot influenta stabilitatea prismei pe masina ;
prisma se va aseza astfel in masina incat cutitul sa inceapa taierea capatului mai subtire al acesteia ;
in cazul prismelor fasonate incorect, daca fata de baza nu este paralela cu planul de taiere sau daca nu formeaza un unghi drept cu fata de reazem, consolidarea pozitiei prismei se face cu ajutorul unor pene ( figura 4.9)
prinderea prismelor cu ajutorul grifelor se face numai dupa ce acestea au fost coborate sub nivelul planului de taiere, pentru a se evita pericolul rasturnarii acestora.
Dupa fixarea prismelor se efectueaza ultimele operatii pregatitoare si anume:
se bat pene in crapaturile de capat;
suprafata lemnului este curatata de impurutati cu ajutorul unor perii de sarma si se cioplesc portiunile de putregai sau cu defecte care nu au fost eliminate la cojire.

Fig. 4.10 Masina de derulat furnire
Dupa efectuarea acestor operatii se desfasoara procesul de taiere plana, pe baza unor regimuri de lucru care difera de la specie la specie. Aplicarea unor regimuri rationale de taiere plana presupune unele operatii pregatitoare si cuprinde urmatoarele elemente principale :
stabilirea elementelor geometrice ale cutitului si barei de presiune;
pozitionarea reciproca a cutitului si barei de presiune, respective reglarea optima a distantei pe orizontala x si verticala y dintre muchia cutitului si barei de presiune:
reglarea grosimii de taiere;
stabilirea vitezei de taiere.

Fig. 4.11 Furnir rezultat in urma derularii
In ceea ce priveste geometria cutitului si barei de presiune, respectiv elementele unghiulare ale acestora, depind fie de specia debitata fie de tipul de masina utilizat. Unghiul de ascutire al cutitului b variaza intre 17 si 19 grade, valorile mai mici fiind recomandate pentru speciile moi.
Din experienta intreprinderilor si a cercetarilor recent intreprinse, a rezultat ca valoarea acestui unghi are o importanta deosebita asupra calitatii furnirelor debitate si de aceea alegerea marimii lui trebuie facuta pe baze stiintifice.
Cercetarile efectuate timp de mai multi ani la cateva fabrici de furnire din tara au condus la concluzia ca pentru taierea plana a diferitelor specii lemnoase indigene si exotice se recomanda urmatoarele valori ale unghiului de ascutire a cutitului b
fag, sapeli, cosipo, bete, nuc, longhi ( aningueri ) si mutenie .18030
dao ( palado ), tec, bubinga . 190 ;
limba, ocume ..........17030
Cutitele trebuie sa fie bine ascutite si intrucat operatiunea este delicata, se recomanda a fi efectuata pe masini bine reglate si utilizand pietre abrazive corespunzatoare.
O atentie deosebita trebuie acordata si operatiei de finisare a ascutirii, asa zisa indepartare a " atei " care se face tot cu o piatra abraziva. Operatia se executa manual de catre un muncitor calificat.
Montarea cutitului pe suportul sau se face sub un unghi liber a de 1-20, valoarea superioara aplicandu - se la debitarea furnirelor din specii tari. Intrucat masinile de taiat plan nu permit reglarea unghiului a, operatia respectiva se efectueaza cu ajutorul unor pene metalice montate sub cutit, operatie destul de dificila.
Reglarea barei de presiune incepe prin apropierea ei de cutit, intai in plan orizontal si apoi in plan vertical, prin apreciere vizuala si prin palpare cu degetul.
Deosebit de important este ca intre taisul cutitului si muchia barei de presiune sa existe un paralelism perfect. In continuare se regleaza deschiderea intre cutit si bara in functie de grosimea furnirului si specia debitata, realizandu-se gradul de presare recomandat.
Deschiderea optima, indicata pentru principalele specii lemnoase debitate in tara noastra in furnire estetice sunt :
Distanta in mm
pe orizontala pe verticala
- nuc 0,5 - 1,0 0,4 - 0,5
- fag 0,5 - 0,7 0,6 - 0,7
- stejar, frasin, ulm 0,4 - 0,5 0,6 - 0,7
- paltin, cires 0,5 - 0,7 0,5 - 0,6
- tei, plop, mesteacan, salcie 0,4 - 0,5 0,6 - 0,7
- sapeli 0,6 0,45
- macore 0,4 - 0,6 0,5
- cosipo, taima 0,6 - 0,7 0,55
- tec, bubinga 0,6 0,5
- limba 0,6 0,55
- palado 0,7 0,5
- bete (mansonia) 0,5 0,5
- mutenie 0,6 - 0,8 0,55
- nuc American 0,5 - 0,8 0,4 - 0,5
La reglarea distantelor dintre cutit si bara de presiune se folosesc pentru verificare truse de spioni ( caliber ).
In practica, operatia de reglare consta mai intai in alegerea valorilor optime pentru x si y, dupa care, in functie de calitatea primelor foi debitate si caracteristicile materialului lemnos ( structura, defectele de crestere, unghiul de sectionare a razelor medulare etc ), aceste valori sunt modificate de catre operator. Aceste modificari trebuie efectuate in timp de catre operator care, in conditiile unor viteze mari de lucru ( 40 - 60 curse/min ), trebuie sa se sesizeze defectele ce apar pe foi datorita reglajului necorespunzator dintre cutit si bara de presiune, luand masuri operative de remediere a acestora.
Realizarea grosimii furnirelor este asigurata de catre masa pe care se fixeaza prisma si care se ridica automat, la fiecare cursa de inapoiere a saniei, pe o distanta egala cu grosimea furnirului.
Marirea sau micsorarea avansului se realizeaza cu ajutorul unui surub si o scala gradata.
Vitezele de lucru ale masinilor de taiat plan variaza in functie de tipul acestora de la 30 la 50 si chiar 70 curse pe minut. Aceste viteze de lucru sunt valori maxime, in timpul taierii ele inregistrand variatii continue determinate de calitatea materialului debitat, dimensiunile prismelor etc.
La inceput taierea se efectueaza cu o viteza redusa, prisma fiind supravegheata permanent pentru a se constata daca este bine fixata. Dupa debitarea primelor foi se verifica grosimea acestora cu ajutorul micrometrelor dupa care masina intra in regim normal de lucru. In general s-a constatat ca la viteze mari de taiere se obtin foi de furnir cu suprafete netede.
Foile debitate sunt prinse de ambele capete de catre doi muncitori care le aseaza pe un carucior, in mod obligatoriu in ordinea iesirii lor din masina.
Pentru a se evita aplecarea repetata a muncitorilor la asezarea foilor, caruciorul este asezat pe un lift hidraulic care permite ridicarea lui la un

Fig. 4.12 Sortarea furnirelor rezultate din taierea plana
nivel corespunzator zonei de iesire a foilor din masina. Operatiile de evacuare si asezare a foilor executandu-se manual, afecteaza atat productivitatea masinilor cat si calitatea foilor, care, datorita vitezelor mari de lucru, sunt manipulate incorect, deteriorandu-se.
In vederea eliminarii acestor neajunsuri, s-au conceput numeroase dispozitive pentru mecanizarea operatiilor de preluare si asezare a foilor de furnir. Mecanismul este format dintr-un transportor cu mai multe benzi, montat pe suportul cutitului.
Foile taiate sunt preluate de benzile transportorului care la conduc la partea superioara a spatiului dintre cutit si bara de presiune, le indoaie la 90 grade si apoi le deplaseaza pe orizontala pana la masa de stivuire. In continuare, alt transportor preia pachetele de furnire si le conduce spre uscatorii.
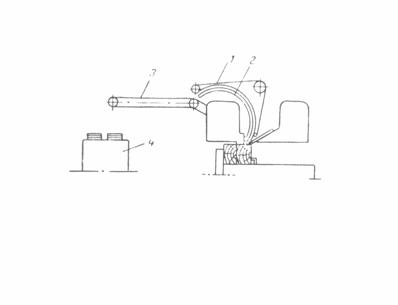
Fig. 4.13 Dispozitiv tip Gripp pentru scoaterea si stivuirea in pachete a furnirului taiat plan:
1 - transportor cu benzi; 2 - rama de ghidare; 3 - transportor suplimentar;
4 - masa de colectare
Un alt dispozitiv ( figura 4.13 ) asigura deplasarea foilor de furnir intre benzile de transport si rama metalica curbata de ghidare. Concomitent cu miscarea de avans, foile sunt indreptate si apoi aruncate pe o masa colectoare fixa, cu ajutorul unui transportor orizontal suplimentar.
Un dispozitiv interesant a fost patentat in Elvetia si Germania. Foile de furnir, imediat dupa taiere, sunt prinse intre doua benzi ale unui transportor si sunt conduse spre zona libera de deasupra cutitului si barei de presiune. In zona de curbare a foilor, un valt apasa benzile si respective foile de furnir in sens contrar tendintei lor de deformare. Pe suportul masinii este montata o platforma de stivuire, care, in mod automat, coboara pe masura ce se completeaza stivele.
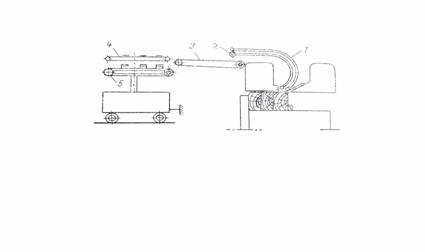
Fig. 4.14 Mecanism de evacuare si stivuire a furnirelor:
1 - transportor dublu cu benzi;
2 - pinionul de actionarea transportorului; 3 - lantul de transmisie;
4 - transportor reglabil; 5 - masa mobila
Un alt dispozitiv automat de scoatere si asezare a foilor de furnir este prezentat in figura 4.14. Ca si celelalte sisteme si acesta se bazeaza pe un transportor dublu cu benzi prevazut cu actionare individuala cu motoare electrice. Foile de furnir sunt dirijate pe un transportor cu lant dublu, asezat inaintea masinii si prevazut cu un mecanism care regleaza distanta dintre cele doua lanturi.
La capatul transportorului, distanta dintre lanturi este mai mare decat latimea foilor si acestea cad liber pe masa colectoare, fiind asezate in stive.
Solutia cea mai indicata pentru imbunatatirea actualului mod de preluare si asezare a furnirelor estetice taiate plan o constitue liniile continui de decupare - uscare.
La aceste linii, preluarea foiler se face automat, acestea fiind apoi asezate pe un transportor care le duce direct la un uscator cu banda si duze, la care banda din plasa de sarma urmeaza un circuit in forma de Z.
Se mentioneaza ca la aceste linii masina de taiat plan, transportorul si uscatorul sunt asezate in linie.
In cursul procesului de taiere plana, conducatorul masinii trebuie sa supravegheze permanent toate fazele de lucru pentru a preintampina aparitia unor defectiuni ce pot influenta calitatea furnirelor sau pot provoca oprirea masinii.
Se vor observa cu atentie mai ales zonele cu crapaturi sau cu coaja infundata in special primele provenite din radacini de nuc care, de obicei, contin nisip si pietricele. Un pericol deosebit pentru cutite il prezinta incluziunile metalice ( cuie, plumb etc ), a caror prezenta este semnalata de mici cicatrici total sau partial concrescute. Cutitul poate fi deteriorat si datorita nodurilor cu densitate foarte mare sau zonelor de lemn care contin minerale sub forma unor cristale dure.
In momentul cand conducatorul masinii observa astfel de cazuri, opreste masina si indeparteaza prin cioplire corpurile straine incorporate in lemn sau zonele de lemn cu defecte de crestere.
In cazul cand cutitul, in contact cu aceste incluziuni, a suferit unele degradari mai putin pronuntate ( ruperi pe o adancime de maximum 0,5 mm), se efectueaza rectificarea taisului cu ajutorul pietrei abrazive.
Se mentioneaza ca in cazul unor specii cu densitate medie durata de folosire a unui cutit intre doua ascutiri este de circa 8 ore iar la speciile dure, mai ales exotice, 4 ore. Barele de presiune sunt schimbate dupa circa doua luni de functionare.
Defectele care apar la taierea plana. Defectele frecvent intalnite la debitarea furnirelor estetice in masini orizontale sunt : grosimea neuniforma a foilor, ondulatii ale furnirelor provocate de vibratii, asperitati, scamosari si striviri locale ale furnirelor, zgarieturi si imprimari transversale pe foi.
Grosimea neuniforma a furnirelor se datoreaza insuficientei tratari termice a bustenilor, instabilitatii prismei in matina, ascutirii incorecte a cutitului sau alegerii unui unghi de ascutire necorespunzator. De asemenea, acest defect poate fi provocat de o reglare incorecta a pozitiei reciproce a barei de presiune si cutitului, precum si datorita uzurii pronuntate a acestora.
Pentru prevenirea sau remedierea acestui defect se acorda o atentie deosebita respectarii regimului de tratare termica a prismelor, iar la debitare se folosesc cutite si bare de presiune cu elemente geometrice corespunzatoare si corect reglate.
Celelalte defecte mentionate mai sunt, in general, provocate de aceleasi cauze ca in cazul grosimii neuniforme a foilor, evitarea lor necesitand aceleasi masuri de prevenire si remediere.
In ceea ce priveste randamentul de taiere, in cazul unei materii prime corespunzatoare, acesta depinde de trei factori : specia lemnului, grosimea furnirului si dimensiunile bustenilor.
Reguli de protectia muncii. Conducatorul masinii de taiat plan raspunde de buna deservire si intretinere a utilajului si de corecta executare a tuturor operatiilor de catre echipa de deservire. Inainte de inceperea lucrului este obligatoriu sa se verifice starea tehnica a masinii, efectuandu-se eventualele gresari, conform schemelor.
Grifele de fixare a prismei se vor fixa alternativ una la 2/3, alta la 1/3 din inaltimea prismei, coborandu - le apoi succesiv in acelasi mod, pe masura ce este necesar. La prisme cu inaltimi de 50 - 80 cm este suficienta prinderea cu trei grife in pozitie simetrica, asigurandu-se o presiune uniforma, cu conditia ca fetele prismei sa nu aiba neregularitati ( de exemplu la radacini de nuc ). La fixarea prismelor foarte inalte se vor folosi prelungitoare de grife.
Intrarea in spatiul de sub masina este permisa numai dupa ce toate organele in miscare au fost oprite si masina a fost scoasa de sub tensiune.
La incarcarea masinii sau schimbarea pozitiei prismei in timpul debitarii se va evita caderea libera a lemnului din electropalan pe masa.
Indepartarea aschiilor sau a altor impuritati ale lemnului se va face numai cand masina este oprita. Se va evita depunerea de nisip, pietris sau alte corpuri dure pe glisierele masinii, lucru care poate provoca infundarea orificiilor de ungere sau griparea saniei.
Reglarea distantei dintre cutit si bara de presiune si controlul stabilitatii prismei in masina se vor face numai dupa oprirea motorului principal.
In faza finala a debitarii unei prisme, se va reduce viteza de taiere. Taierea ultimei parti ( in jur de 25 mm grosime ), se va face in conditiile unei presiuni minime a grifelor si cu o deosebita atentie, pentru a se evita aruncarea lemnului din masina in directia de inaintare a cutitului.
Cutitele se vor depozita sau transporta numai protejate si in pozitie verticala.
Debitarea simultana a mai multor prisme. In cazul cand prismele sunt subtiri, ele pot fi asezate alaturat, cate doua sau trei pe masa masinii ( figura 4.15 ). In acest caz se recomanda ca prismele sa aiba, pe cat posibil, aceeasi grosime, structura si calitate a lemnului. Timpul de fixare a prismelor fiind destul de mare, iar viteza de taiere a masinii redusa ( pentru a permite muncitorilor prinderea foilor taiate ), productivitatea realizata prin acest procedeu creste cu numai 25 % fata de taierea individuala a acelorasi prisme.
Procedeul descries a fost imbunatatit prin taierea combinata a prismelor si semiprismelor de dimensiuni mici. Dupa acest procedeu, la inceput se taie simultan doua prisme pana in apropierea zonei de inima, apoi semiprismele se rotesc cu 90 de grade si li se alatura o prisma intreaga, dupa care debitarea continua.
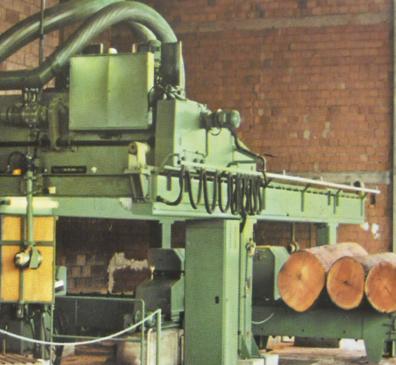
Fig. 4.15 Transportul
bustenilor in vederea derularii
Acest procedeu prezinta o serie de avantaje:
creste procentul de furnire radiale, dulapul ramas de la debitare provenind din zona exterioara ;
randamentul in furnire creste cu circa 12 % in comparativ cu debitarea semiprismelor si cu circa 22 % fata de debitarea prismelor provenite din busteni subtiri ;
productivitatea masinii creste cu circa 35 % fata de primul procedeu datorita asezarii mai stranse a materialului pe masa masinii.
Procedeul de debitare simultana a mai multor prisme prezinta insa dezvantajul ca necesita un volum mare de manopera pentru manipularea materialului, iar atunci cand sectiunea prismelor se micsoreaza, se reduce stabilitatea acestora in momentul taierii, rezultand furnire cu grosimi neuniforme.
4.2 Taierea plana la masini verticale

Fig. 4.16 Ghilotina de taiat furnire
Taierea plana a furnirelor estetice la masini verticale este mai putin raspandita, in tara noastra nefiind folosita.
Piesa de lemn este prinsa pe o masa care se deplaseaza in plan vertical, trecand prin fata cutitului si barei de presiune. Sistemul de taiere se deplaseaza pe orizontala cu o distanta egala cu grosimea furnirului, dupa fiecare cursa ascendenta a mesei pe care este fixata prisma. Furnirele debitate trec prin spatiul dintre cutit si bara de presiune, fiind colectate de un transportor.
Masinile verticale pentru taiere plana se folosesc in cazul cand se urmareste obtinerea unor productivitati ridicate la debitare, deoarece ele permit viteze de taiere pana la 70 curse pe minut. Numarul mare de taieturi pe minut este posibila datorita faptului ca, cutitul si bara de presiune executa numai miscarea de avans, in timp ce masa cu piesa de lemn se misca in sus si in jos; in acest fel foile de furnir sunt evacuate relative simplu, cu ajutorul benzilor transportoare care le aduc la indemana personalului de deservire.
Procedeul prezinta insa si unele dezavantaje si anume : prismele trebuie sa aiba forme si dimensiuni fixe ( sectiuni maxime de 700 * 700 mm sau 800 * 800 mm ); in timpul taierii nu este posibila observarea unor defecte sau corpuri straine care trebuie eliminate. De aceea piesele de lemn pentru taiere la masina verticala trebuie fasonate cu multa grija, eliminandu-se in special in zonele cu defecte de crestere sau crapaturi.
4.3 Taierea furnirelor estetice prin derulare excentrica
Acest procedeu de taiere a furnirelor estetice consta in derularea butucilor sau a unor segmenti fixati excentric intre chenarele masinii.
Datorita faptului ca in timpul taierii butucul sau piesa de lemn nu se roteste in jurul axei sale longitudinale, ci in jurul unei axe paralele ( care se gaseste insa in cadrul sectiunii transversale ), furnirele rezultate se prezinta sub forma de fasii taiate dupa o raza cat mai mare.
Aceste furnire au un desen cu urme mai late si mai distantate, din cauza taierii inelelor anuale in plan curb. Datorita texturii tangentiale, a porilor deschisi, precum si variatiei desenului foilor debitate succesiv, aceste furnire sunt mai putin apreciate in comparativ cu cele rezultate din taierea plana. In schimb, prin derularea excentrica a bustenilor cu diametre mari, indeosebi a celor cu defecte pronuntate in zona maduvei, se poate obtine un randament superior, deoarece prin cresterea latimii medii a foilor se reduce pierderile la croire. Taierea razelor medulare opuse sensului de debitare, facandu-se sub un unghi mai potrivit, asperitatile provenite din aceasta taiere sunt mai putin pronuntate. De asemenea, datorita vitezei mari a deruloarelor moderne, productivitatea este superioara celei de la taierea plana.
Dezavantajul debitarii prin derulare excentrica consta in accentuarea vibrarii si in grosimile neuniforme, care rezulta in special in faza finala cand diametrul rolei s-a redus mult.
Operatia se executa la deruloare a caror deschidere permite fixarea excentrica a pieselor cu sectiuni mari.
Taierea furnirelor estetice prin procedeul derularii excentrice se efectueaza mai ales in cazul speciilor care prezinta anumite zone de lemn valoros ( crestere mazarata sau cu ondulari radiale de crestere ).
Cel mai simplu procedeu de a produce furnir derulat excentric consta in fixarea excentrica a intregului bustean pregatit in mod obisnuit pentru derulare.
Debitarea se face succesiv pe doua sau trei parti, ultima practicandu-se pentru evitarea taierii aspre pe zona razelor medulare situate opus semnului de taiere.
Desi acest procedeu se practica destul de mult, furnirul nu are un desen si o textura apropiate de ale furnirelor taiate plan. Acest lucru este datorat faptului ca in cursul derularii, inelele anuale sunt taiate de fiecare data sub un alt unghi, rezultand astfel desene mareu diferite.
In orice caz, pentru acest procedeu de fabricatie trebuie sa se foloseasca busteni de diametre mari, pentru a se obtine o taietura asemanatoare celei executate de masinile orizontale.
Furnirul obtinut prin acest procedeu are un aspect mai fin. In cazul cand se urmareste obtinerea de furnire cu desen liniar, busteanul este taiat in jumatate sau sferturi, care se fixeaza intre chenerele derulorului prin intermediul unei traverse speciale .
Prin acest procedeu se urmareste ca planurile de taiere care sectioneaza inelele anuale sa formeze un unghi cat mai apropiat de 90 grade, obtinandu - se astfel furnire cat mai apropiate ca desen de acelea razultate din taierea plana.
Forma dispozitivului care se foloseste pentru fixarea calotelor este foarte variata. Incovenientul lor consta in dificultatile ce apar la fixarea prismei.
In general se folosesc dispozitive de fixare cu grife actionate pneumatic. Pe latura de baza a calotei se frezeaza doua santuri longitudinale avand forma sectiunii grifelor situate la talpa suportului. Dupa ce prisma este asezata pe talpa de sustinere, grifele introduse in goluri sunt actionate pneumatic, fixand piesa de lemn prin deplasarea lor orizontala in sens opus.
Acest sistem prezinta incovenientul ca in cazul defectarii sistemului de alimentare cu aer comprimat, exista pericolul ca prisma sa fie aruncata de pe traversa, putand accidenta personalul de deservire.
4.4 Taierea furnirelor estetice cu unelte dintate
Producerea furnirelor estetice prin debitare la ferestrau se practica foarte rar si numai in cazul speciilor cu densitate aparenta mare la care nu este posibila tratarea termica, deoarece aceasta ar modifica structura si culoarea lemnului. De asemenea, acest preocedeu se aplica si in cazul cand se urmareste realizarea unor furnire cu aspect estetic deosebit care nu s-ar putea obtine prin tratarea termica a bustenilor.
Furnirele debitate astfel sunt insa scumpe, deoarece la taierea cu ferestraie rezulta pierderi mari de material sub forma de rumegus.
Debitarea se face la ferestraiele circulare cu disc cu segmenti aplicati sau la gatere orizontale.
La ferestraiele circulare bustenii se deruleaza in special in furnire radiale. Circularul poate debita furnire cu grosimea de 1 - 4 mm, avand o productivitate de 450 metri patrati / 8 ore.
Bustenii spintecati in jumatati, sferturi sau segmenti, se fixeaza pe un carucior care avanseaza cu ajutorul unei roti dintate si al unei cremaliere spre discul circular cu segmenti. Randamentul in furnir este de 25 - 30 % din volumul initial al busteanului.
La debitarea furnirelor in gatere speciale, materialul pentru debitare este fixat pe un carucior special cu rama, care se deplaseaza de jos in sus cu ajutorul unui mecanism cu cremaliera si roata dintata. Taierea este executata de o panza taietoare cu dintii orientati in jos, care se deplaseaza alternativ in plan orizontal. Panza este fixata intr - un suport care aluneca pe doua glisiere.
Panzele au o grosime de 0,7 - 0,9 mm, iar dintii au forma dreptunghiulara si sunt astfel ascutiti incat sa poata taia la ambele curse. Dintii au un ceapraz de 0,2 - 0,3 mm, iar fiecare al zecelea dinte este neceaprazuit pentru a se asigura taieri cu un grad de finite mai ridicat si a inlesni eliminarea rumegusului.
CAPITOLUL V
Concluzii. Contributii personale
- furnirele se pot fabrica din lemnul oricarei specii lemnoase, care indeplineste anumite conditii dimensionale si calitative.
- in afara speciilor lemnoase indigene, pentru fabricarea furnirelor (mai ales a celor estetice) se folosesc intr-o masura din ce in ce mai mare speciile tropicale, atat datorita faptului ca ofera o mare varietate de culori si desene, cat si datorita restrangerii resurselor interne de materie prima, in special a speciilor valoroase ( de exemplu nucul ).
- in tara noastra furnirele estetice si tehnice se fabrica din lemn de foioase tari sau moi si din lemn de rasinoase. Materia prima de baza o constituie lemnul de fag, fiind specia cea mai raspandita in Romania ( 35% din suprafata impadurita ).
- furnirele estetice sunt semifabricate din lemn in forma de foi subtiri, utilizate pentru acoperirea fetelor exterioare si interioare ale mobilei, usilor, precum si ale altor produse care se furniruiesc.
- pentru a evita deprecierea bustenilor pe durata stocarii, sunt necesare masuri de conservare specifice anotimpului si speciei lemnoase, in functie de durabilitatea acesteia.
- aprovizionarea fabricii cu busteni se face de obicei in intervalul octombrie aprilie, inaintea perioadei favorabile pentru incinderea materialului. In acest interval se aduc atat busteni pentru productia curenta, care intra direct in procesul de fabricatie, cat si bustenii care se conserva.
- prin operatia de fasonare a bustenilor se urmareste sa se stabileasca planul de taiere in raport cu directia fibrelor, a inelelor anuale si razelor medulare, in vederea obtinerii de furnire cu desene diferite.
- taierea plana a furnirelor constituie un procedeu de debitare care difera esential ca tehnica si conditii de lucru fata de taierea prin ferestruire.
- tratarea termica a prismelor pentru furnire se efectueaza prin doua procedee: umed si uscat. Alegerea unuia sau altuia dintre procedee depinde de posibilitatile tehnice ale intreprinderilor precum si de speciile lemnoase care urmeaza a fi prelucrate in furnire estetice in mod curent.
- bazinele pentru tratarea termica, indiferent de procedeul aplicat, trebuie sa se indeplineasca urmatoarele conditii: sa fie impermeabile, sa fie bine isolate termic si etanse pentru a asigura pierderi minime de caldura, materialele folosite sa reziste la actiunea coroziva a acizilor organici cu care vin in contact, sa fie usor de intretinut si de servit si sa fie dotate cu aparatura de masura si control a parametrilor de tratare.
- tratarea termica a prisemlor este o meserie de baza, exercitarea ei necesitand pe langa o cunoastere amanuntita a lemnului de diferite specii si a regimului de lucru si o indemanare deosebita care sa asigure inca de la aceasta faza punerea in valoare a calitatilor estetice pe care le contine lemnul.
- la exploatarea bazinelor de tratare termica se efectueaza o serie de grupe de operatii si anume : operatii de pregatire conducerea procesului de tratare si operati de contol si verificare.
- principiul de lucru al masinii orizontale de taiat plan se bazeaza pe miscarea alternativa a unui cutit ( miscare de du - te - vino ) si pe miscarea ascendenta a prismei de lemn.
- masinile verticale pentru taiere plana se folosesc in cazul cand se urmareste obtinerea unor productivitati ridicate la debitare, deoarece ele permit viteze de taiere pana la 70 curse pe minut.
- datorita faptului ca in timpul taierii butucul sau piesa de lemn nu se roteste in jurul axei sale longitudinale, ci in jurul unei axe paralele ( care se gaseste insa in cadrul sectiunii transversale ), furnirele rezultate se prezinta sub forma de fasii taiate dupa o raza cat mai mare.
- producerea furnirelor estetice prin debitare la ferestrau se practica foarte rar si numai in cazul speciilor cu densitate aparenta mare la care nu este posibila tratarea termica, deoarece aceasta ar modifica structura si culoarea lemnului.
CAPITOLUL VI
Bibliografie
Pana, Gh. I., Alexandru, I. Si Kellner, E. Fabricarea furnirelor estetice (decorative).
Cazacu, E., Dupu, M., Marinescu, D. si Nica, C. Tehnologia fabricarii furnirelor, placajelor si palanelor.
Boiciuc, M. Tratamente hidrotermice si higrotermice in industria lemnului
Kellner, E. Fabricarea furnirelor estetice
Mitisor, Al. Instalatie pentru studiul debitarii furnirelor prin taiere plana.
Mitisor, Al. si Istrate V. Tehnologia furnirelor, placajelor si placilor din fibre de lemn
Copyright © 2025 - Toate drepturile rezervate