|







 |  |
|
| |
 | Afaceri | Agricultura | Economie | Management | Marketing | Protectia muncii |
| Transporturi |
PARTEA I
-CERCETARE EXPERIMENTALA-
CAPITOLUL I
1.1. Notiuni introductive
Obiectul cercetarilor experimentale
il reprezinta un material metalic, destinat laminarii, din categoria otelurilor
carbon pentru tevi: OLT65.![]()
In vederea realizarii experimentului, S.C. ARTROM S.A. Slatina, societate care are ca obiect de activitate laminarea tevilor, a pus la dispozitie 18 probe de otel, necesare executarii unor lucrari practice in laboratorul facultatii. Paisprezece probe folosind la incercarea la compresiune iar patru pentru incercarea la indoire prin soc.
Probele provin din acelasi lot de tagle. Ele au fost taiate si prelucrate pentru a avea forma cilindrica cu dimensiuni de: ho=15,8 mm si do=8,4 mm. Ele au fost curatate si slefuite in vedera determinarii compozitiei chimice.
1.2. Proprietatile otelului carbon pentru tevi (OLT65)
1.2.1. Structura macroscopica
La controlul pe probe transversale, prelevate din tagle si atacate cu reactivi metalografici, nu se admit urme de: retasuri, strateficari, sufluri, crapaturi, incluziuni de zgura si fulgi, vizibile cu ochiul liber.
Evaluarea se face cu ochiul liber comform STAS:4203-74.
1.2.2. Porozitate:
Comform tabelului 1.1:
|
Porozitate centrala |
Porazitate generala | |
|
punctaj max.2 |
punctaj max.2 |
|
Evaluarea se face conform STAS:11961-83.
Patratul de segregatie se evalueaza comform STAS: 11961-83 fiind admis in punctaj maxim 2.
1.2.3. Caracteristici microscopice
Conform tabelului 1.2.:
|
a) Sulfuri |
punctaj max.3 |
|
b) Oxizi |
punctaj max.3 |
|
c) Silicati |
punctaj max.3 |
|
d) Nitruri |
punctaj max.3 |
|
(a+b+c+d) pe acelasi camp |
punctaj max.4 |
Evaluarea punctajelor maxime se face conform STAS:5949-80.
1.2.4. Aspectul taglei
Suprafata taglei trebuie sa nu prezinte crapaturi, fisuri, strateficari, lipsuri de material sufluri. Se admite indepartarea defectelor locale prin polizare in panta lina si margini rotunjite, cu conditia ca adincimea lor sa nu depaseasca abaterea minima la diametru. Raportul dintre latimea si adancimea locului curat trebuie sa fie i/h>6. Nu se admite curatirea transversala a defectelor. Pe partile frontale nu se admit urme de retasura. Procentul taglelor astfel curatate nu trebuie sa depaseasca pe cit posibil 10% din totalul cantitatii contractate.
Nu se admit fisuri pe suprafata exterioara, indiferent de adincimea lor.
La Laboratorul Spectral al societatii, am determinat compozitia chimica a otelului, cu urmatoarele elemente: 0,492% C; 0,177% Si; 0,650% Mn; 0,0160% P; 0,0100% S; 0,0930% Cr; 0,0320% Mo; 0,150 Ni; 0,0260% Al; 0,00800% Co; 0,286%% Cu; 0,00100% Nb; 0,00100% Ti; 0,00200% V; <0,0100% W; 0,00600% Pb,care se pot observa si din fisa de analiza (Anexa 1.).
Datele obtinute, corespund conform STAS: EN 10297-1: 2003, de unde rezulta faptul ca otelul din care sunt confectionate probele este: OLT65↔ C45E. (Tabelul 1.3.).
Tabelul 1.3. Compozitia chimica (analiza mulajului) pentru tevi, fabricate din otel special nealiat, [%].
|
Nume otel |
C |
Si |
Mn |
P |
S |
|||
|
C45E |
min. |
max. |
min. |
max. |
min. |
max. |
max. |
max. |
Anumite elemente insotitoare
sunt impuse de procesul tehnologic de elaborare si turnare a otelului (Mn, Si,
Al). Alte elemente insotitoare sunt insa, introduse intentionat, pentru a
imprima otelului anumite proprietati cerute de utilizare (Al, Ti, S, P, Cu, Cr,
N, V, etc.). Elemente insotitoare cum sunt sulful, fosforul, oxigenul, etc. asa
numitele impuritati, nu sunt introduse intentionat ci provin din fierul vechi,
din fonta, din combustibil si din celelalte materiale folosite la elaborare
otelului, raman in otel datorita eliminarii lor incomplete prin procesul de
elaborare folosit.![]()
![]()
Prin calire martensitica proprietatile mecanice ale otelurilor carbon pentru tevi se modifica deosebit de mult, proprietatile de rezistenta crescand brusc iar cele de plasticitate micsorandu-se. Spre deosebire de duritate proprietatile de plasticitate si in principal tenacitatea (rezilienta) dupa revenire depind puternic de gradul de dispersie al structurii martensitice, fiind cu atat mai mare cu cat martensita este mai fina.
La reveniri la temperaturi pana la 100oC duritatea otelurilor carbon calite creste usor, cu 1-2 unitati HRC. Variatia duritatii otelurior carbon cu temperatura de revenire devine mult mai lenta la otelurile cu continut ridicat de carbon observandu-se chiar o usoara crestere.
1.2.5. Recomandari ISO
Standardul European, are ca scop stabilirea unor termeni si definitii date de EN 10020, EN 10021, EN 10052 si EN 10266:
Granulatia fina a otelului: -Otelul avand o granulatie austenitica sau feritica, egala ca masura sau mai fina decat 6, cand este masurata in conformitate cu EURONORM 103.
Normalizarea la laminare: - Procesul de laminare in care de deformatia finala este dusa la sfarsit intr-un anumit domeniu de temperatura duce la o stare a materialului echivalenta cu cea obtinuta dupa normalizare, asa ca valorile specificate de proprietatile mecanice raman si dupa normalizare.
Nota: Conditiile de livrare a tevilor fabricate prin laminare s-au normalizare prin tratament la cald intr-un cuptor sunt identificate de acelasi simbol.
Laminarea: - Formarea dupa incalzire in zona austenitica fara tratament la cald ulterior.
Recoacerea:- Tratament la cald la o temperatura mai mica decat AC1.
Tratamentul TH: - Tratamentul la cald cu obiectul care atinge duritatea in aria specificata (TH+).
Tratamentul FP: - Tratamentul la cald cu obiectul, producand o structura feritica si perlitica, care atinge duritatea in aria specificata.
1.2.6. Cerintele duritatii conform standardului
EN 10297-1:2003 (E)
Pentru tevi fabricate din otel C45E cu valori din tabelul 1.4. furnizate in stare recoapta si pentru tevi fabricate din otel aliat.
Cand domeniul duritatii stabilite se va aplica si va fi verificat si rezultatele raportate se specifica pentru valori din tabelul 1.3. In condita de recoacere atunci domeniul duritatii stabilit va fi aplicabil.
Cand tesul duritatii va fi dus la bun sfarsit, rezultatele raportate si specificate pentru valorile otelului C45E, in conditii de normalizare, un test de duritate va fi incheiat iar rezultatele raportate.
Specificul normei otelului C45E este ca deformare plastica trebuie astfel condusa astfel incat o serie din proprietatile mecanice sa fie similare cu cele care s-ar obtine din normalizare.
Tabelul 1.4. Energia absorbita la impact pentru tevi facute din otel in concordanta cu proprietatile chimice ale otelului si in conditii de livrare ale STAS.
|
Nume otel |
Energia medie absorbita [KVmin, J] la o temperatura de testare de 20oC |
||||||
|
T ≤ 8 |
8 ≤ T ≤ 20 |
20 < T ≤ 60 |
60 < T ≤ 100 |
||||
|
l |
l |
t |
l |
t |
l |
t |
|
|
C45E | |||||||
|
NOTA: l= longitudinal, t= transversal. |
|||||||
Comform aceluiasi STAS, se observa proprietatile mecanice ale otelului. (Tabel 1. 5.)
Tabelul 1.5. Proprietatile mecanice ale otelului pentru tevi
|
Nume otel |
Proprietatile fortei de intindere |
|||||||||||
|
Limita de curgere (ReH) [MPa] |
Rezistenta la tractiune(Rm) [MPa] |
Alungirea (A) |
||||||||||
|
Pentru T in mm |
Pentru T in mm |
Pentru T in mm |
||||||||||
|
C45E |
>16 |
>40 |
>16 |
>40 |
>16 |
>40 |
||||||
|
l |
t |
l |
t |
l |
t |
|||||||
|
NOTA: l= longitudinal, t= transversal. |
||||||||||||
Tot in cadrul societatii s-au facut teste de tractiune, pentru a putea identifica rezistenta la tractiune. (Anexa 2.)
1.2.7. Utilizari ale OLT65
Aceste oteluri sunt utilizate la fabricarea de conducte pentru transportul diferitelor fluide (apa, gaze, produse petroliere etc.), burlane de tubaj, racorduri, robinete, armaturi, fitinguri, hidranti, cazane, rezervoare, recipiente sub presiune, butelii de oxigen, tevi pentru tobe de esapament, parapeti de protectie si altele.
Experimentul a continuat in laboratorul facultatii, deoarece in cadrul societetii S.C ARTROM S.A. Slatina nu s-au putut efectua unele lucrari practice. Ele au constat din incercarea la compresiune si incercarea la incovoiere prin soc.
CAPITOLUL AL II-LEA
2. DESCRIEREA EXPERIMENTULUI
2.1.Incercarea la Compresiune (refularea volumetrica)
Din cele paisprezece epruvete pentru incercarea la compresiune,
12 probe am introdus intr-un cuptor, iar doua probite raman ca martor.
Se realizeaza deformarea plastica la cald, luand ca reper, ca pentru acest tip de otel se recomanda sa se obtina in urma procedurii de deformare plastica pe cat posibil aceleasi proprietati ca si dupa procesul de normalizare.
Din literatura de specialitate, se introduc notiuni despre incercarea la compresiune.
2.2. Anizotropia prin incercarea la compresiune
Incercarea la compresiune, sau cum se mai numeste incercarea la refulare, presupune utilizarea unor epruvete cilindrice cu ajutorul carora se pot detetmina proprietatile plastice ale materialelor metalice atat la rece cat si la cald. Intrucat starea de eforturi care se creaza in procesele tehnologice reale, respective la forjare, laminare si presare, incercarea la compresiune da posibilitatea a se determina datele necesare practicii si in special rezistenta la deformare.
Incercarea la compresiune evalueaza "plasticitatea relativa"datorita faptului ca in corpul supus refularii tensiunile si deformatiile sunt neomogene.
Gradul de deformatie se exprima cu relatia:
ε = ![]() , [%]
, [%]
In care:
h0- este inaltimea initiala a probei;
h- inaltimea probei dupa refulare.
Gradul de deformatie din diferitele puncte ale volumului refulat are
valori foarte diferite comparativ cu gradul general de refulare. Stare de tensiuni spatiale din diferitele zone ale volumului este si ea foarte difetita si compleza. In centrul epruvetui, respective in imediata apropiere dintre suprafata frontala a epruvetei cu sculele de lucru, se formeaza conul de compresiune, in care deformatia nu are loc. Materialul aflat pe partea frontala a probei adera la suprafata sculelor, datorita frecarilor exterioare astfel incat cel dinspre axa ramane nemiscat in timpul comprimarii iar cel dinspre periferie aluneca. Astfel zona I prezenta in figura: 2.1 se subamparte in doua: zona de aderenta I' si zona de alunecare II''.
Volumul de material din zona II suporta cea mai mare deformatie fiind amplasat cel mai avantajos fata de directia fortei exterioare pentru a se putea produce alunecarile in structura sub unghiuri de 450.
Volumul din zona III se deformeaza cu grade medii prin latirea succesiva a periferiei laterale. Stare de eforturi unitare se schimba in timpul refularii in mod permanent. Gradul de refulare este deci diferit de diferitele zone. Asadar, prin refularea unei probe de otel apar diferente de volum fig.2.3.
Schema de tensiuni din volumul materialului se schimba treptat din comprimarea triaxiala imprimata in axa, in comprimare din doua directii si intindere pe a treia in zona neinfluentata direct de fortele exterioare si insfarsit in stare plana cu o tensiune de intindere si alta de compresiune la suprafata. Aceasta schimbare a tensiunilor conduce la fenomenul de butoiere ca rezultat al curgerii diferite a materialului (fig.2.1), si la o distributie neuniforma a presiunii materialului pe suprafata sculelor de actionare (fig.2.2).
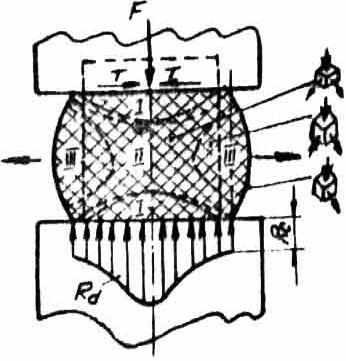
Fig.2.1. Influenta frecarii exterioare asupra distributiei tensiunilor si deformatiilor in timpul compresiunii
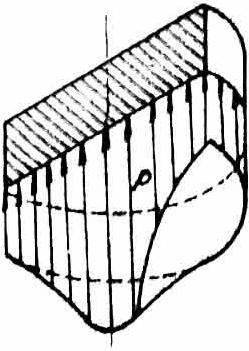
Fig. 2.2. Distributia spatiala a presiunii pe suprafata de contact dintre scule si proba supusa comprimarii
La incercarea de refulare se urmareste ca frecarea dintre material si suprafata sculelor de lucru sa fie cat mai mica. In acest scop se utilizeaza lubrifiant sau se pregateste suprafate frontala a epruvetui in unul din modurile prezentate in figura.
2.3. Tipuri de epruvete de incercat pentru
proba de refulare
Pentru a evita flambare in timpul refularii, epruvetele, nu trebuie sa aiba inaltimea mai mare de 2,5 diametre.
De obicei se
utilizeaza epruvete cu ![]() =1,5 . 2 .
=1,5 . 2 .
Daca refularea se realizeaza la plastometru cu cama, se recomanda epruvete cu dimensiunile Ø 10×20 mm. In figura 2.3. se prezinta cele mai fregvente forme ce pot utilizate; cu suprafete frontale plane, cu suprafete frontale pregatite pentu lubrifiant, cu suprafete conice si sub forma plata. Suprafetele epruvetelor trebuie sa fie cu rugozitate mica, respective rectificate sau lustruite.
Pentru a se putea determina rezistenta la deformare a materialului , fara alte corectii ulterioare, trebuie ca in timpul incercarii sa se asigure o rezistenta minima prin frecare, utilizand un material lubrifiant corespunzator pe suprafata de contact intre scule si material. Datorita faptului ca lubrifiantul dintre cele doua suprafete se comprima spre exterior, este bine sa se utilize epruvete frontale astfel prelucrate incat sa se evite expulzarea lubrifiantului.
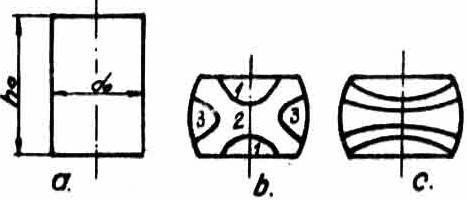
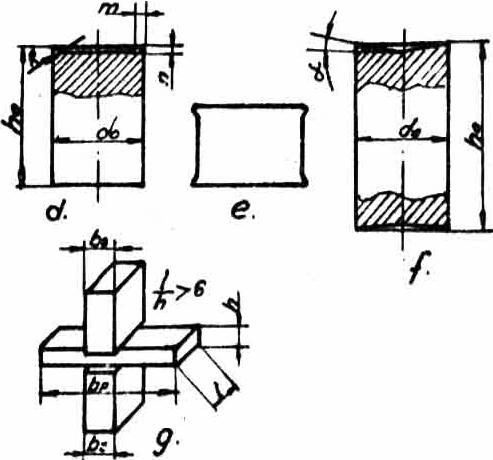
Fig.2.3. Epruvete de incercat pentru proba de refulare:
a-cu suprafata laterala slefuita si frontala dreapta ; b- zonele caracteristice care delimiteaza anizotropia la refulare; c- zone cu diferente intre gradele de refulare; d- cu suprafata centrala pregatita pentru lubrifiant; e- epruvete din "d'' dupa refulare; f- cu suprafete frontale conice; g- plate.
De remarcat este faptul ca la refularea probelor fara lubrifiant, intre suprafetele de contact ale materialului cu sculele de lucru, fata de cazul utilizarii acestuia, forta necesara deformarii va fi mai mare cu 13-15%.
2.4. Influenta vitezei relative de deformatie la
incercarea prin refulare
Daca viteza de comprimare a
materialului este ![]() . Din aceasta cauza rezultatele incercarilor nu dau valori
comparabile in mod deosebit daca se utilizeaza epruvete cu diferite inaltimi.
. Din aceasta cauza rezultatele incercarilor nu dau valori
comparabile in mod deosebit daca se utilizeaza epruvete cu diferite inaltimi.
Daca se comprima
o epruveta la un ciocan cu cadere libera, viteza se micsoreaza treptat pana la
0, cand energia se epuizeaza. Pentru diferite inaltimi ale epruvetei refulate
se poate calcula apoi viteza relativa de deformatie φ=![]() . Se remarca faptul ca pentru cea mai mare parte a refularii,
viteza relativa de deformatie este aproape
. Se remarca faptul ca pentru cea mai mare parte a refularii,
viteza relativa de deformatie este aproape
Pentru ca rezultatele incercarii la refulare sa fie
comparabile, este necesar sa se utilizeze masini a caror scule de comprimare sa
se deplaseze astfel incat viteza relativa de deformatie sa fie
Examinarea vitezei de deformatie asupra rezistentei la deformare nu se poate face fara a considera si actiunea simultana a temperaturii si starii de tensiune. In acest scop este necesar a se considera atat viteza de deformatie cat si viteza cu care actioneaza fortele exterioare si cu aceasta perioada lor de actiune.
Fiecare material are la diferite temperaturi de deformare o anumita viteza critica de deformatie, care formeaza granita la care incepe a se manifesta influenta vitezei de deformatie rezistentei la deformare. Daca viteza nu ajunge la aceasta valoare critica, rezistenta la deformatie nu va fi influentata de viteza de deformatie. Abia la valori mai mari decat cele critice, apare influenta vitezelor de deformatie astfel ca, cu cresterea vitezei se mareste si rezistenta de deformare. Pe parcursul deformarii plastice insa se mai ivesc si alte fenomene ca de exemplu relaxarea(timpul pauza intre doua presari consecutive), schimbarea temperaturii si aproprietatilor mecanice, fenomene de difuzie s.a.
Perioada deformarii plastice dependenta de viteza cu care procesul se realizeaza are o influenta insemnata asupra rezistentei la deformare. In acest sens se poate spune ca deformarea poate decurge in intervalul de temperaturi in care ecruisarea ere loc numai partial sau total, sau intr-un interval in care ecruisarea nu se produce deloc. Cea mai mare influenta a vitezei de deformatie se manifesta in intervalul temperaturilor la care procesul de recristalizare decurge normal, deci in zona de temperaturi in care nu se manifesta nici o ecruisare. Aceasta situatie este reprezentata de procesele de prelucrare plastica la cald.
Din punct de vedere al vitezei cu care au loc procesele de deformare plastica (perioada de desfasurare a lor) este necesar a deosebi doua criterii ale vitezei de deformatie:
Criteriul care raporteaza viteza de deformatie la cea de recristalizare.
Criteriul care raporteaza viteza de deformatie la viteza procedeelor de baza care concura la aparitia deformarii plastice (alunecare, maclare, curgere vascoasa, s.a.).
Dupa primul criteriu se examineaza daca procesele de deformare plastica decurg cu astfel de viteze incat sa nu se poata dezvolta complet recristalizarea sau o face sa decurga incet, creindu-se in acest fel timpul necesar realizarii unei recristalizari complete.
Conform celui de al doilea criteriu, aprecierea proceselor de prelucrare se face dupa modul in care se realizeaza prin deformarea plastica intercristalina conditiile de timp necesare transformarilor prin difuzie.
Trecerea
materialului metalic in stare plastica este marcata de micsorarea de translatie
a cristalelor si de alte transformari intercristaline. Aceste fenomene pot fi
insotite de restaurarea retelei atomice cristaline. Procesul de restaurare
necesita o anumita perioada care este functie de temperatura. La temperaturi de
deformare mai mici, restaurarea decurge foarte incet iar materialul metalic se
ecruiseaza in timpul procesului de prelucrare. In acest caz o sarcina deosebita
revine temperaturii produsa de efectul deformarii. Sub influenta acestei temperaturi
materialul se incalzeste. Efectul incalzirii va fi atat mai mare cu cat
cantitatea de caldura dezvoltata va fi mai pronuntata, fapt ce este legat de
rezistenta la deformare a materialului. In felul acesta se creeaza conditii
favorabile pentru restaurare si pentru micsorarea rezistentei la deformare care
a crescut sub influenta ecruisarii. Rezultatul celor doua fenomene opuse (ecruisare
si restaurare) este acela ca prin prelucrarea plastica la rece, rezistenta la
deformare este intr-un interval foarte larg al vitezelor de deformatie
La viteze considerabil mai mari ale procesului de deformare, eliminarea caldurii in mediul inconjurator este foarte mica si astfel o parte considerabila a caldurii se foloseste pentru incalzirea metalului care se deformeaza. Acest lucru are ca efect micsorarea rezistentei la deformare.
Al doilea criteriu al vitezei de deformatie isi gaseste aplicabilitatea cand deformarea se realizeaza la temperaturi mai mari, intrucat in acest caz procesele de difuzie au o viteza mai mare. Este de altfel situatia cand procesul de prelucrare plastica se apropie in esenta lui de deformare plastica a materialelor amorfe. In acest caz, viteza de deformatie are o influenta hotaratoare asupra rezistentei la deformare. De remarcat este totusi faptul ca procesele de acest tip nu formeaza baza proceselor tehnologice obisnuite.
In practica se constata ca marirea valorii rezistentei la deformare se poate manifesta expresiv, cand fortele exterioare actioneaza dinamic. De exemplu in cazul actiunii prin soc a acestora , rezistenta la deformare creste brusc.
La viteze de deformatie deosebit de mari este necesar sa se ia in consideratie si influenta fortelor de inertie al masei metalice, care se deformeaza. Fortele de inertie care la procesele obisnuite se neglijeaza, au in astfel de cazuri viteze foarte mari, ceea ce face ca viteza de miscare a masei metalice sa se mareasca considerabil si odata cu aceasta si rezistenta la deformare.
Din cele prezentate pana acum, ca si din diferitele incercari experimentale prezentate in literatura, este posibil a se trage urmatoarele concluzii generale:
Ecruisarea materialelor metalice, care se manifesta marind rezistenta la deformare, are loc nu numai la deformarea la rece dar si in timpul prelucrarii plastice la cald pe tot intervalul de temperaturi si la orice viteza de deformatie.
Intesitatea ecruisarii, care se exprima prin marimea
unghiului tangentei la curba respectiva de variatie, are cele mai mici valori
la grade mici de deformatie. La deformatii mari aceasta se micsoreaza. Dupa
atingerea unei anumite valori a gradului de deformatie, intensitatea ecruisarii
scade la zero pentru orice valori ale temperaturilor si vitezelor de
deformatie. Rezistenta la de deformatie atinge astfel si ea cea mai mare
valoare
Gradul de deformatie pana la care se poate observa o crestere a rezistentei la deformare si care reprezinta limita de ecruisare se afla in jurul valorii de 20-30%.
Pe baza rezultatelor incercarilor experimentale au fost stabilite si relatii matematice, care sa ia in consideratie cat mai multi factori care influenteaza rezistenta la deformare. Asa de exemplu este relatia:
Rd=σc . z .z1 . a . m
In care:
σc -este rezistenta la curgere determinata de incercarea de intindere;
z - coeficientul care expima uniformitatea tensiunilor, sub influenta diferentelor de temperatura in volumul materialului (z= 1,21,3);
z1- coeficientul tensiunilor(z1= 1,251,75);
a- coeficientul care caracterizeaza influenta vitezei de deformatie. In functie de utilajul folosit varieaza in limitele 1 pana la 3;
m- coeficientul care include influenta fortelor exterioare de frecare. Pentru refularea probelor cilindrice de exemplu acesta se exprima cu relatia:
m= 1+![]() .μ .
.μ . ![]()
(μ- coeficient de frecare; D- diametrul probei refulate si h- inaltimea finala a probei).
2.5. Influenta vitezei de deformatie asupra
rezistentei la deformare
Cea mai simpla metoda de punere in evidenta a influentei vitezei relative de deformatie asupra proceselor de deformare este analiza modului in care materialul opune rezistenta cand asupra lui actioneaza forte exterioare aplicate cu diferite viteze.
Se considera o proba cilindrica care este supusa la deformare intre sculele unei masini hidraulice de incercare la tractiune- compresiune. Daca materialul va fi refulat de la inaltimea ho la h1, forta inregistrata de instalatia masinii va creste corespunzator cu cat gradul de deformare al probei este mai mare (fig.2.4- curba 1). Pentru a constata cum influenteaza viteza asupra aceleasi probe (de aceiasi marime si compozitie chimica) se va executa o a doua incercare , deformand materialul de aceasta data la un ciocan cu cadere libera (soneta de laborator) a carui energie de lovire este "e" (dNm). In considerentul ca fortele de frecare dintre scule si material sunt foarte mici datorita utilizarii unei ungeri corespunzatoare la fiecare lovitura proba se va deforma cu o viteza mai mare ca in cazul incercarii la presa hidraulica reducandu-si inaltimea treptat cu Δh1, Δh2, Δh3 Δhn.
Lucrul mecanic efectuat pentru realizarea reducerilor se exprima cu relatia:
E=Fmed . Δh (J)
In care:
Fmed- este forta medie care se aplica pe suprafata probei in dN.
Cunoscandu-se energia de lovire E=G H η, in care G este greutatea partii in cadere a ciocanului; H- inaltimea de cadere si η- randamentul, se poate determina o diagrama de variatie a fortei in functie de randul de deformare (fig.2.4.- curba 2).
![]()
![]()
![]()
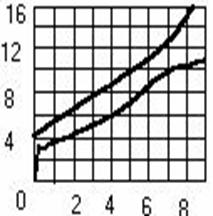
Fig.2.4. Diagrama de variatie a fortei de deformare in functie gradul reducere al inaltimii probei (1- presa hidraulica; 2- ciocan cu cadere libera).
Fmed=![]() (daN).
(daN).
Din analiza celor doua curbe se constata ca, cu cat viteza de deformatie este mai mare, rezistenta pe care o opune materialul, deformarii lui plastice este mai mare.
In concluzie se poate rezuma ca la viteze mari de deformatie sunt necesare pe de o parte forte mai mari, iar pe de alta parte forte, unii factori care caracterizeaza deformabilitatea materialului (de exemplu plasticitatea), sunt influentate negativ. Se atrage atentia ca rezultatele obtinute cu viteze mari de deformatie pot fi uneori complet antagonice intrucat asupra proceselor influenteaza si alti factori. Se poate preciza printre acestia efectul termic. Daca la deformarea cu viteze mici caldura care se formeaza in timpul deformarii materialului are timp si se elimina in mediu (procesul este izotermic) la deformarea care se desfasoara cu viteze mari aceasta ramane in interiorul materialului ridicand temperatura produsului. In felul acesta se va schimba si rezistenta la deformare a materialului, deci si lucrul mecanic consumat. Daca insa viteza de recristalizare este mica atunci la viteze mari creste rezistenta la deformare chiar daca efectul termic este suficient de accentuat.
Este deci evident ca viteza relativa de deformatie poate sa influenteze procesul deformarii intr-un mod destul de complex, fapt ce impune a se executa intotdeauna incercari experimentale preliminare stabilirii proceselor tehnologice.
2.6. Variante experimentale ale incercarii la refulare cu
forte dinamice (de soc)
2.6.1. Incercarea dinamica la refulare conduce la stabilirea
valorilor rezistentei la deformare si lucrul mecanic specific la deformare. La
impactul dintre berbecul ciocanului cazut liber poate fi masurata viteza fara o
aparatura prea complicata. In timpul refularii viteza sculelor se micsoreaza
treptat la zero dar viteza relativa de deformatie φ =v/h este pe cea mai
mare parte a cursei aproximativ
Valoarea rezistentei medii la deformare se determina cu relatia:
σmed=
![]() ln
ln ![]() (N/mm2)
(N/mm2)
in care:
E - este energia dezvoltata de utilaj;
V - volumul epruvetei;
h0 - inaltimea initiala a epruvetei;
h - inaltimea finala a epruvetei.
Daca proba s-ar
refula la un plastometru, marimea ![]() este
este
2.6.2. Incercarea la refulare cu probe plate
Refularea cu epruvete plate,
pentru determinarea rezistentelor la deformare ale materialelor metalice a fost
propusa de A. Nadai si
CAPITOLUL AL III-LEA
3. CERCETARI EXPERIMENTALE PROPRII
3.1. Cercetari, privind incercarea la compresiune (refularea volumetrica)
Scopul a fost de a observa care sunt conditiile de deformari plastice la cald, pentru care anumite proprietati ale materialului ce se incadreaza in specificul normei otelului C45E, iar ca deformare plastica trebuie astfel condusa incat o serie din proprietatile mecanice sa fie similare cu cele care s-ar obtine din normalizare.
Din gama de proprietati specificata de norme in conditiile existente in laboratoarele S.I.M., s-au putut observa doua duritati in urma incercarii la compresiune si in urma incercariila incovoiere prin soc.
3.1.1. Coordonatele deformarii plastice in urma incercarii la compresiune
Ca reper, a fost aleasa temperatura de 840o C care s-a diversificat, temperatura ajungand pana la 930oC, alegand grad de deformabilitate (ε) intre 20- 60%.
Cand temperatura in cuptor a atins valoarea de 840oC, primul set de 4 probe se extrag una cate una, in vederea realizarii incercarii la compresiune cu ajutorul: sonetei de laborator.
Soneta de laborator are urmatoarele caracteristici:
-masa partii cazatoare: 30Kg.f;
-inaltimea maxima de cadere: 2,5m;
-viteza maxima la impact: 7m/s;
-viteza maxima de
deformatie: ε= 2,2![]() 3 hmed
3 hmed
Prima proba din setul de 4 extrase din cuptor a fost lovita de partea cazatoare de la: ε= 20% din inaltimea maxima de cadere, a doua de la: ε= 35%, a treia de la: ε= 45%, iar ultima de la: ε= 60%.
Procedeul se repeta si pentru temperatura de 900oC, cand se extrag din cuptor alte patru probe, si pentru temperatura de 930oC cu ultimele probe.
Intrucat deformatia epruvetei decurge in mediu ambiant este important ca operatiile de transfer a epruvetei de la cuptor la sonata si de asezare a acesteia pe suport sa decurga cat mai repede pentru a nu se raci materialul.
Dupa racire se constatata ca nu sunt fisuri vizibile cu ochiul liber iar tendinta de butoiere este evidenta. Se masoara diametrul minim si cel maxim dar si inaltimea probelor in urma refularii volumetrice, iat datele se introduc in tabelul 3.1.
Gradul de deformatie se exprima cu relatia:
ε = ![]() , [%]
, [%]
In care:
h0- este inaltimea initiala a probei;
h- inaltimea probei dupa refulare.
Tabelul 3.1. Tabel cu dimensiunile initiale, dimensiunilor finale si determinarea gradului de deformabilitate, in urma incercarii
la refulare
|
Nr. exp./ proba |
Temp (oC) |
Dimens.(mm) |
Dimensiuni finale (mm) |
Grd.de def. |
||||
|
H |
do |
h |
df |
df |
df |
|||
|
840o | ||||||||
|
900o | ||||||||
|
930o | ||||||||
3.1.2. Masurarea duritatii la Durimetrul Rockwell
cu `bila`
Celor 12 probe li se masoara duritatea cu ajutorul durimetrului Rockwell cu `bila` facandu-se cate trei incercari pentru fiecare proba.
Durimetrul Rockwell are urmatoarele caracteristici:
-diametrul bilei: 1,5875 mm;
-sarcina initiala: 98,07 N;
-suprasarcina: 882,6 N.
Rezultatele in urma determinarii duritatii sunt trecute in tabelul 3.2.
Tabeul 3.2. Variatia duritatii functie de gradul de deformabilitate
|
Nr. exp. |
Temp. (oC) |
Duritate HRC (daN) |
Duritate HB | |||||||||||||||||||||||
|
HRB1 |
HRB2 |
HRB3 |
HRBmed |
HBmed | | | |
|
||||||||||||||||||
|
||||||||||||||||||||||||||
|
||||||||||||||||||||||||||
|
||||||||||||||||||||||||||
In urma datelor experimentale si cu ajutorul programului: Table Curve 2D, se determina diagrame functie de duritatea si gradul de deformare in urma incercarii duritatii.
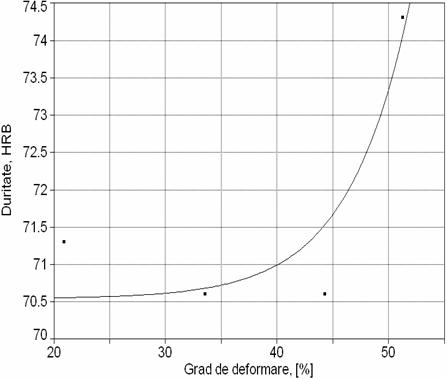
Fig.3.1. Diagrama de variatie privind gradul de deformare la temperatura de 840o.
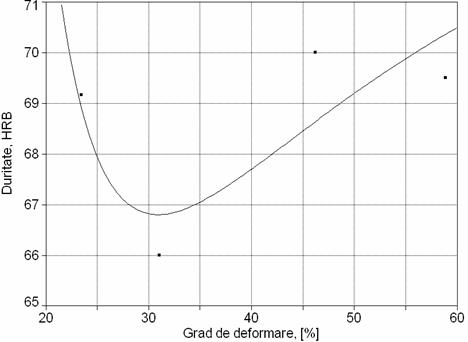
Fig.3.2. Diagrama de variatie privind grad de deformare la temperatura de 900o.
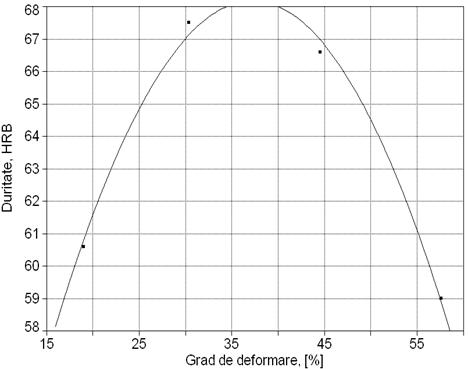
Fig.3.3. Diagrama de variatie privind gradul de deformare la temperatura de 930o.
3.1.3. Concluzii in urma incercarii la compresiune
Aspectul grafic al diagramelor este diferit, pentru ca s-a facut cu programul matematic: Table Curve 2D.
Duritatile in functie de gradul de deformare, se pare ca odata cu cresterea temperaturii, duritatea variaza una crescatoare si una descrescatoare asa cum se poate observa din fig. 3.2. si fig. 3.3.
Se constata astfel, o crestere a duritatii, odata cu deformarea.
Gradul de deformatie din diferitele puncte ale volumului refulat are valori foarte diferite comparativ cu gradul general de refulare.
Intrucat starea de eforturi care se creaza in procesele tehnologice reale, incercarea la compresiune da posibilitatea a se determina datele necesare practicii si in special rezistenta la deformare.
Procesul de laminare trebuie condus catre temperatura de normalizare.
Incercarea la incovoiere prin soc
Pentru metoda incercarii la incovoiere prin soc se utilizeaza patru epruvete cu crestatura in V de 2mm, cu dimensiuni standard: 10x10x55 mm potrivit STAS 10026-75 din care doua au fost normalizate la temperatura de 840oC si racite in mediu ambiant.
Incercarea la incovoiere prin soc se face cu ajutorul ciocanului cu cadere libera Charpy.
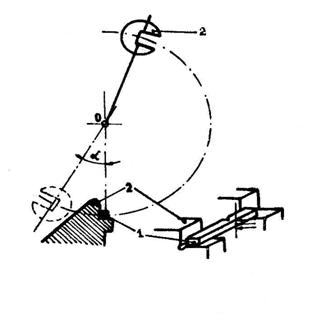
Fig.3.4. Schema instalatiei de incovoiere prin soc
(ciocanul pendular Charpy)
Lovitura asupra probei este data de ciocanul pendular (2), iar energia de indoire sau rupere a epruvetei (1) este masurata de un indicator montat direct pe masina. Evaluarea rezultatelor se face identic ca in cazul incercarii rezilientei, respective se stabileste lucrul mecanic de deformatie si aspectul rupturii.
Fig.3.5. Forma epruvetei pentru incercarea la incovoiere prin soc
Valoarea lucrului mecanic va fi suportata la sectiunea So a epruvetei de incercat si astfel rezulta marimea rezilientei R:
R=![]()
Cele patru epruvete provenite din aceeasi sarja de otel (OLT 65), doua dintre ele normalizate, se incearca pe ciocanului cu cadere libera Charpy.
3.2.1.Determinarea cristalinitatii si fibrozitatii rupturii, la incercarea la incovoiere prin soc
3.2.1.1. Metoda prin masurare
In ruptura se masoara dimensiunile sectiunii de rupere fragila a1 si b1 conform figurii 3.6. Valorile masurate se rotunjesc la multipli de 0,5 mm. Se determina cristalinitatea sau fibrozitatea cu relatiile din tabelul 3.3.
Sd 
Sf
Fig.3.6. Sectiunea de rupere.
Unde, conform STAS 10026-75 dimensiunile standard sunt: a= 10 mm; b= 10 mm; ac= 8 mm; h= 2 mm.
Tabelul 3.3. Determinarea numerica a energiei absorbite la rupere, a cristalinitatii, a fibrozitatii, functie de af si bf
|
Probele |
Nr. proba |
Energia absorbita la rupere [kJ/m2] |
af [mm] |
bf [mm] |
Cr |
Ff |
|
Probele initiale |
I | |||||
|
II | ||||||
|
Probele normalizate |
I` | |||||
|
II` |
Definitii. Aria sectiunii epruvetei (So) reprezinta aria sectiunii transversale a epruvetei in dreptul planului de simetrie a crestaturii.
So= b· ac. (mm2);
Aria portiunii din din ruptura (Sf) cu aspect cristalin stralucitor fara deformari. In majoritatea cazurilor este portiunea centrala a rupturii.
Sf= af · bf (mm2);
Aria portiunii din ruptura (Sd) cu aspect cristalin mat, cu deformari plastice.
Sd= So - Sf (mm2);
Cristalinitatea (Cr). Raportul dintre aria rupturii cristaline si aria sectiunii epruvetei.
Cr= ![]() · 100 (%);
· 100 (%);
Fibrozitatea (Ff). Raportul intre aria rupta fibroasa si aria sectiunii epruvetei.
Ff= ![]() · 100 (%).
· 100 (%).
Tabelul 3.4. Determinarea sectiunilor, a cristalinitatii si fibrozitatii epruvetelor rupte prin incercarea la incovoiere prin soc.
|
Nr. Crt. |
Simb. |
Probele initiale |
Probele normalizate |
Unit.de masura |
||
|
I |
II |
III |
IV |
|||
|
So |
mm2 |
|||||
|
Sf |
mm2 |
|||||
|
Sd |
mm2 |
|||||
|
Cr | ||||||
|
Ff | ||||||
3.2.1.2. Metoda prin comparare
Se compara cu ochiul liber aspectul rupturii cu scari de apreciere a caracterului tenace, constituite pentru fiecare tip de epruveta.
Scara de apreciere a caracterului tenace (fibrozitatea in %), la ruperea unei epruvete cu latimea b= 10 mm din otel, cu crestatura in V, de adancime de 2 mm este reprezentata in figura 3.7.

3.2.1.3. Concluzii in urma incercarii la incovoiere
prin soc
Se observa ca in urma incercarii la incovoiere prin soc, epruvetele normalizate au aspectul rupturii diferit fata de probele initiale.
Avantajul metodei incercarii la incovoiere prin soc, consta prin aceea ca instalatia utizata este relativ simpla.
Tensiunile concentrate, in jurul crestaturii probei, au o influenta considerabila asupra starii de tensiune, lucru ce reclama completarea experimentarilor cu analiza suprafetelor rupte, acesta fiind un dezavantaj al metodei.
La materialele cu deformabilitate buna, se ajunge numai la o indoire a epruvetelor, dar in acest caz probele s-au rupt,rezultatul incercarilor aratand ca otelul OLT65 nu are o deformabilitate buna.
La temperaturi scazute epruvetele se rup identic ca la 20oC, cu toate ca ruperea este plastica (ductila).
PARTEA II
-PROIECTARE TEHNOLOGICA-
CAPITOLUL AL IV-LEA
TEHNOLOGIA LAMINARII LA CALD
PE LINIA ASSEL
4. SORTAREA METALULUI
4.1. Receptionarea metalului
Metalul taiat in bucati, destinat lungimii necesare (cerute) se livreaza sub forma de tagle, in mod riguros, dupa marci de otel si sarje si este insotit de certificatul de calitate in care trebuie sa fie indicate: marca otelului, numarul de sarja, dimensiunea taglei, greutatea si numarul de bucati, rezultatele analizei chimice, rezultatele incercarilor mecanice si verificarilor metalografice.
Pe fiecare tagla trebuie sa fie indicate: marca otelului si numarul de sarja (marca otelului - prin poansonare (marcare) si vopsirea capatului, numarul de sarja - prin stampilare).
Data intrarii (sosirii), diametrul si lungimea taglelor , numarul lor si greutatea in tone, marca otelului, numarul sarjei, denumirea societatii furnizoare se mentioneaza in registrul de evidenta al intrarii metalului.
4.1.2. Taglele intrate, pentru a fi taiate in bucati, se aseaza in stive (rastele) separat dupa dimensiuni, marci de otel si sarje.
4.1.3. Cerintele privind lungimea taglelor, curbura, ovalitatea si starea suprafetei trebuie sa corespunda standardelor in vigoare (mentionate in comanda/contract).
Pe suprafata taglelor sunt admise defecte marunte (zgarieturi, adancituri, fisuri fine, s.a.m.d.), daca profunzimea lor nu depaseste 1/4 din toleranta totala la diametru. Defectele mai profunde trebuie sa fie inlaturate: pentru otelurile de rulmenti - inlaturare prin taiere, pentru otelurile carbon si aliate - inlaturare prin taiere sau curatire cu flacara.
Profunzirea inlaturarii prin taiere sau curatire (razuire) nu trebuie sa depasasca 2÷3% din diametrul taglei. Latimea indepartarii prin taiere sau curatire (razuire) trebuie sa fie mai mare de 6 ori decat profunzimea sa. Intr-o sectiune transversala nu se admit mai mult de 3 curatiri (razuiri) de adancituri maxime. Dispunerea diametral opusa a razuirilor cu o profunzime maxima nu este admisa.
4.2. INCALZIREA TAGLELOR IN CUPTORUL CU VATRA ROTATIVA
4.2.1. Incalzirea taglelor in cuptor
Incalzirea taglelor de toate dimensiunile din oteluri carbon si aliate si deasemenea a taglelor din otel pentru rulmenti cu diametrele 105÷150 mm, prevede o ridicare treptata a temperaturii metalului de la temperatura sectiei pana la temperatura finala necesara (ceruta) fara supraincalzirea suprafetei si retinerea prelungita inainte de descarcare; incalzirea taglelor din otel pentru rulmenti cu diametrul 160 mm si mai mare, se face cu retinerea regulamentara in ultimile zone, prevazuta de regimul de incalzire.
Taglele in cuptor se incalzesc in functie de diametrul lor si marca de otel dupa regimul de temperatura.
Timpul general de incalzire al taglelor este dat mai inainte. Durata sederii taglelor in cuptor a taglelor de diferite diametre si oteluri, se determina cu acele tagle care au durata de incalzire cea mai mare.
4.2.1.4. Gradul si precizia incalzirii metalului cerute, se asigura prin trecerea uniforma a sa prin toate zonele - de la fereastra de incarcare pana la fereastra de descarcare.
4.2.1.5.Arderea carburantului in toate zonele de reglare se face astfel incat coeficientul de consum al aerului sa se gaseasca in limitele 1.05 ÷ 1.15.
4.2.1.6. Valoarea alimentarii la regulatorul automat al presiunii produselor de ardere in spatiul de lucru al cuptorului se daastfel incat presiunea la nivelul vetrei in ultimile doua - trei zone sa fie pozitiva si anume de 0.05 ÷ 0.1 mm. col. apa.
4.2.1.7. Alimentarea la reglarea temperaturii, relatia carburant-aer, presiunea in spatiul de lucru si de asemenea controlul asupra acestor parametri se face cu ajutorul aparatelor corespunzatoare asezate pe un panou general AMC si al automatizarii cuptorului.
4.2.1.8. Cuptorarul principal, controleaza corectitudinea observarii parametrilor tehnologici: temperatura in zona reglarii (panoul AMC si de automatizare), timpul sederii taglelor in aceste zone (dupa cercul (discul) indicator); temperatura de perforare (pe pupitrul de comanda al laminorului perforator).
4.2.1.9. In procesul incalzirii se efectueaza controlul functionarii elementelor dispersate ale cuptorului si utilajelor aferente acestora. In afara de aceasta, prin ferestrele de vizitare se urmareste in mod periodic starea metalului, nepermitand topirea acestuia.
4.3. LAMINAREA TEVILOR - premize generale
4.3.1. Alegerea sculelor tehnologice se face in conformitate cu tabelele de laminare, alegerea utilajului de schimb - in conformitate cu tabelele instalatiei sale. Pe toate laminoarele, utilajul de schimb (instalatiile (cajele), dornstangile s.a.) trebuie sa fie instalate pe axul de laminare.
Valturile, dopurile, linealele si cajele, dupa starea suprafetelor lor de lucru, trebuie sa raspunda urmatoarelor cerinte: pe suprafata de lucru nu se admit sufluri grosolane, vopsirea metalului, crapaturi, particule din incarcarea cu sudura a metalului, muchii ascutite care pot duce la formarea defectelor pe tevi.
Dornstangile pentru laminare si dornurile lungi trebuie sa fie drepte.
Starea sculelor tehnologice pentru laminare si a utilajului de schimb inaintea instalarii si in procesul de exploatare se controleaza sistematic. Sculele tehnologice uzate trebuie sa fie schimbate la timp cu altele noi.
4.3.2. Reglarea laminoarelor se considera corecta daca procesul de laminare decurge stabil, dimensiunile ebosului si tevii corespund tabelelor de laminare, iar pe suprafetele lor lipsesc defectele care duc la rebut.
4.3.3. Laminarea in masa a tevilor se incepe dupa verificarea corectitudinii reglajului tuturor laminoarelor asupra primelor 2÷3 ebosuri- tevi si a reglajului de corectare corespunzator.
4.3.4. Transmiterea ebosurilor-tevi pe toata linia tehnologica trebuie sa se faca fara retineri cu respectarea temperaturilor regulamentare ale metalului dupa laminorul perforator, cuptorului cu vatra pasitoare (C.V.P.), laminoarelor reductor si calibror. Daca s-a produs racirea taglei, a ebosului sau a tevii, atunci darea lor in laminare este permisa numai dupa reincalzire pana la temperaturile necesare.
4.3.5. Taglele care s-au racit cu 100÷150°C trebuie sa fie returnate la cuptorul cu vatra rotativa (C.V.R.) pentru reincalzire cu asezarea lor in zona a V-a prin fereastra de descarcare.
4.3.6. Taglele care s-au racit cu mai mult de 150°C si de asemenea ebosurile care s-au racit pe partea de iesire a laminorului perforator sau inaintea laminorului netezitor, se transmit in raionul cuptorului cu vatra rotativa si dupa racire se marcheaza cu indicarea diametrului (pentru ebos - a diametrelor si grosimilor peretilor eboselor si tevilor), marcii otelului, numarului de sarja si a schimbului. Se fac pachet si prin laminarea dimensiunilor corespunzatoare si a marcilor de oteluri a taglelor (tevilor) se transmit pe patul de incarcare al C.V.R. Incalzirea ebosurilor se face dupa regimul taglelor compacte.
4.3.7. Tevile care s-au racit in timpul transportului de la C.V.P. la laminoarele reductor si calibror se arunca in buzunarul colector sau se depoziteaza intr-un loc special retras si se alimenteaza in C.V.P. la sfarsitul comenzii (sarjei).
4.3.8. Taglele si ebosurile nealimentate (tagle cu capatul anterior deformat, ebosuri cu laminate cu dornuri scurte) si deasemenea tevile cu capetele anterior sau posterior rupte, trebuie sa fie marcate, asezate intr-un loc special separat si dupa taierea capetelor defecte sunt date din nou in productie.
4.3.9. In scopul asigurarii calitatii cerute a tevilor, planificarea productiei trebuie sa se realizeze astfel incat sa se respecte urmatoarea succesiune a laminarii tevilor dupa schimbarea valturilor laminorului netezitor:
prioritatea I - laminarea taglei refacute din marci de oteluri carbon, aliate si rulmenti;
prioritatea II - laminarea tevilor cu pereti grosi cu raportul dintre diametrul si grosimea peretelui 5.5÷6.0 din marci de otel carbon aliate.
prioritatea III - laminarea tevilor pentru rulmenti care se supun prelucrarii mecanice si a tevilor din marci de oteluri carbon si aliate cu raportul dintre diametrul si grosimea peretelui >
4.4. PERFORAREA TAGLELOR IN LAMINORUL PERFORATOR CU DOUA VALTURI
4.4.1. Caracteristicile laminorului:
-dimensiunile si greutatea taglelor folosite:
diametrul - 105÷250 mm;
lungimea - 1200÷4000 mm;
greutatea - pana la 1300 kg;
-dimensiunile ebosurilor permise:
diametrul - 100÷250 mm;
lungimea - 2300÷5500 mm;
-actionarea valturilor - individuala fara reductor de la 2 motoare electrice cu o putere totala de 4000 Kw;
-diametrul valturilor - 950÷1100 mm;
-lungimea cilindrului valturilor - 650 mm;
-unghiul de avans - 0÷14°;
-numarul rotatiilor valturilor (motoarelor) - 60÷140 rot/min;
-viteza de desfacere si strangere a valturilor - 1.14 mm/sec;
-viteza de schimbare a unghiului de avans - 0.7 °/sec;
-viteza deplasarii linialului superior - 2.66 mm/sec.
4.4.2. Reglarea laminorului
4.4.2.1. Valturile, linealele si dopul se asaza in conformitate cu parametri dati in tabelul de laminare.
La asezarea dopului, valoarea de inaintare a dornstangii dupa capatul cilindrului valturilor se determina dupa expresia:
y = 325 + K -Ldop, in care:
K - inaintarea varfului dopului fata de centrul laminorului [mm];
Ldop - lungimea totala a dopului [mm] Fig. 4.1.
|
A
A
| |||||||
|
DOPURI SCURTE |
||||
|
DOP |
Ldop |
DOP |
Ldop |
|
|
| Y K |
||||||||||||||||||||||||||||||||||||
|
|
|
| |||||||||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||||||||
|
L0 |
Lk | ||||||||||||||||||||||||||||||||||||
![]()
|
DOPURI LUNGI |
||||
|
DOP |
Ldop |
DOP |
Ldop |
|
La instalarea sculelor tehnologice sunt admise urmatoarele abateri de la parametrii indicati in tabelul de laminare:
dupa distanta dintre valturi (B): minus 2 mm;
dupa distanta dintre lineal(L): minus 1÷2 mm;
dupa diametrul dopului (Dop): ± 2 mm;
dupa inaintarea dopului (K): ±10 mm.
Instalarea primara a unghiurilor de avans date, a distantelor dintre valturi si lineale si deasemenea inaintarea dornstangii dupa capatul valturilor se face:
pentru unghiurile de avans - dupa scalele gradate fixate pe cilindrii valturilor;
pentru distantele dintre valturi si lineale - cu ajutorul compasului de grosime in sectiunea de gatuire a valturilor (centrul laminorului);
inaintarea dornstangii - cu ajutorul riglei gradate.
Dupa instalarea primara a parametrilor enumerati, reacordarea laminorului la trecerea de la o dimensiune a ebosurilor la alta se face dupa indicatoarele pozitiei valturilor si linealelor, iar a dornstangii - dupa rigla gradata a mecanismului tampon de reglare.
4.4.2.4. Centratoarele trebuie sa orienteze dornstanga pe axul de laminare si sa asigure apucarea sa trainica.
In pozitia departat a centratorului, rolele sale trebuie sa formeze un calibru care sa depasasca diametrul ebosului cu 10÷15 mm.
Rolele de predare in pozitia desfacuta trebuie sa formeze un calibru care este mai mic cu 5÷7 mm decat diametrul ebosului.
Unghiurile de avans si numarul de rotatii al valturilor.
Corectitudinea reglarii laminorului se verifica prin laminarea primelor 2÷3 ebosuri si se controleaza periodic prin masurarea si examinarea ebosurilor si tevilor.
Reglarea laminorului se considera corecta daca:
- apucarea taglei, procesul perforarii si plecarea ebosului de la dop si dornstanga se realizeaza fara intreruperi si intarzieri;
-dimensiunile ebosurilor corespund indicatiilor din tabelul de laminare cu abateri care nu depasesc dupa diametrul mediu exterior - plus 2.0 mm, dupa grosimea peretelui - plus 1.0 si minus 1.5 mm;
-pe suprafata interioara a tevilor lipsesc peliculele (exfolierile);
-pe suprafata interioara si exterioara a tevilor lipsesc taieturi, turtiri si alte defecte;
- capetele tevilor cu pererti diferiti (la distanta 50÷350 mm de la capatul anterior) nu scot grosimea peretelui in afara limitelor admise de abateri.
|
Tabelul 4.1. |
Dimensiunile sculelor de schimb si a utilajului de schimb instalat pentru laminorul perforator |
Parghiile clestilor tijei (H) [mm] | |||||||||||||||||||
|
Carlig inferior (A) [mm] | |||||||||||||||||||||
|
Port lineal superior (H) [mm] | |||||||||||||||||||||
|
Port lineal inferior (H) [mm] | |||||||||||||||||||||
|
Ghidajul centratorului(D) [mm] | |||||||||||||||||||||
|
Ghidaj de iesire (D) [mm] | |||||||||||||||||||||
|
Ghidaj de intrare (D) [mm] |
| ||||||||||||||||||||
|
Ghid.stopu- lui anterior (D) [mm] | |||||||||||||||||||||
|
Varful impingato-rului (D) [mm] | |||||||||||||||||||||
|
Lineal | |||||||||||||||||||||
|
Diametrul ebosului [mm] | |||||||||||||||||||||
|
Diametrul taglei [mm] | |||||||||||||||||||||
Tabelul 4.2. Dimensiunile tijelor si paharelor
mecanismului opritor al laminorului perforator
|
Diametrul dopului [mm] |
Dornstanga |
Paharul mecanismului de sprijin |
|||
|
Diametrul [mm] |
Diam.max.al conului terminal [mm] |
||||
|
Tabelul 4.3. |
Unghiul de avans [°] si turatiile [rot/min] ale cilindrilor laminorului perforator |
Diametrul dornstangii [mm] |
10°/70P[ | ||||||||||||||
|
Diam. Taglei [mm] | |||||||||||||||||
4.5. Perforarea ebosurilor
Pentru perforare se admit numai taglele incalzite uniform pana la temperaturile date. Alimentarea in laminor a taglelor racite in timpul transportului sau in jgheab este interzisa.
Controlul curent al regimului de temperatura al laminarii taglelor se realizeaza cu un traductor stationar fara contact in set (complet) cu aparatul secundar indicator si de inregistrare.
Corectitudinea indicarilor traductorului stationar se verifica de cel putin 2 ori pe schimb.
Taglele incalzite inainte de perforare sunt supuse centrarii cu ajutorul centratorului pneumatic la o profunzime de cel putin 20 mm. Diametrul orificiului de centrare trebuie sa fie de cel putin 30÷35 mm, deplasarea orificiului de centrare in raport cu axul taglei nu trebuie sa depasasca 3÷5 mm.
Impingerea taglei in laminor se face printr-o miscare lina a impingatorului fara lovituri de valturi. In cazul neapucarii "baterea" taglei de valturi nu este permisa.
|
|
Cilindru |
K |
Y |
|
||||||||||||
|
|
|
|
||||||||||||||
|
|
|
Dop | ||||||||||||||
|
Linial | ||||||||||||||||
|
L0 |
Lk | |||||||||||||||
|
PERFORARE | ||||||||||||||||
Valturile, linealele si dopurile trebuie sa se raceasca neintrerupt in apa. Racirea interioara a dopurilor se face sub presiunea de 8÷15 atmosfere. Racirea exterioara a dopurilor se face in pauzele dintre taglele perforate.
La terminarea procesului de perforare, alimentarea apei la sculele tehnologice se intrerupe.
In procesul functionarii laminorului se face o observare sistematica asupra starii suprafetelor exterioare ale valturilor, linealelor si dopurilor.
Examinarea dopurilor, in functie de dimensiunile lor trebuie sa se faca:
la laminarea taglelor din marci de otel carbon si aliat - dupa 50÷100 treceri;
la laminarea taglelor din oteluri pentru rulmenti - dupa 10÷50 treceri.
|
| ||||||||||||||
|
Cilindru
| ||||||||||||||
![]()
![]()
![]()
![]()
Dorn
![]()
ELOMGARE
CAPITOLUL AL V-LEA
LAMINAREA TEVILOR IN LAMINORUL NETEZITOR CU TREI VALTURI
5. LAMINAREA TEVILOR PE LAMINORUL TPA 200
5.1. Caracteristicile laminorului:
-dimensiunile tevilor:
diametrul 76÷208 mm;
grosimea peretelui 7÷50 mm;
lungimea 3,50÷10,00 m;
-dimensiunile dornurilor:
diametrul 35÷185 (faptic 48÷170) mm;
lungime 8÷11.5 (faptic 10.5÷11.5) m;
-actionarea valturilor: este in grup de la un motor electric cu puterea de 2800 Kw;
-raportul de transmitere al reductorului: 1.95;
-diametrul valturilor: 440÷450 si 480÷490 mm;
-lungimea cilindrilor valturilor: 375 mm;
-unghiul de netezire: 4°;
-unghiul de avans: 0÷14°;
-numarul de rotatii al valturilor: 120÷264 rot/min;
-viteza deschiderii si strangerii valturilor: 0.08÷1.58 min/sec;
-gama reglarii axiale a valturilor: ±10.0 mm;
-viteza de deplasare a impingatorului de dornuri si ebosuri: 0.5÷2.4 m/sec;
-forta maxima dezvoltata de extractorul de dornuri: 2800 kgf;
-viteza de extragere a dornurilor inainte de apucare: 1÷1.2 m/sec;
-viteza stabilita a extragerii dornurilor: 1÷2.3m/sec;
-productivitatea extractorului de dornuri: 240 buc/ora.
5.2.Reglarea laminorului
5.2.1. Reglarea axiala a valturilor
5.2.1.1. Reglarea axiala se face la pregatirea pentru schimbarea valturilor asezate in tamburi (cilindri). Reglarea axiala prevede asezarea tuturor umerilor valturilor la aceeasi distanta fixata de la postamente si se realizeaza conform desenului din Fig. 5.1.
|
Y Loc de marcare |
![]()
![]()
gros.3
D
=
=
Detaliul Y
|
|
LH |
4° |
||||||||||||
H
r
R
CONDITII TEHNICE
-Tolerante ISO 2768 mH
-Se va marca inaltime umar valt
-Muchiile ascutite si nefunctionale se rotunjesc
UMAR
H
LH
R
r
Fig.5.1. Sablon pentru reglaj axial
Daca dispunerea valturilor nu corespunde sablonului, atunci cu ajutorul mecanismului tampon de reglare al ansamblului lagarului de intrare se face deplasarea valturilor in directie axiala pana la suprapunerea totala a profilului sablonului peste profilul valturilor. Pentru aceasta este necesar :
-sa se desurubeze contrapiulita;
-prin rotirea piulitei se deplaseaza valturile in directie axiala la valoarea necesara (1 rotatie a piulitei corespunde deplasarii axiale a valtului cu 4 mm);
-prin rotirea piulitei in sensul acelor ceasornicului valtul se deplaseaza spre partea de intrare a laminorului;
-prin rotirea piulitei in sensul invers al acelor ceasornicului valtul se deplaseaza spre partea de iesire a laminorului;
-se insurubeaza contrapiulita.
. Dupa asezarea tamburilor cu valturile in caja, inaintea inceperii laminarii in masa a tevilor, in mod obligatoriu se face verificarea pozitiei umerilor valturilor sub sarcina.
In acest scop primul ebos-teava se franeaza in laminor, se elibereaza cu valturile desfacute si se masoara pe sectoarele cu amprentele umerilor. Reglarea se considera corecta daca amprentele umerilor valturilor se gasesc intr-un plan vertical sau sunt deplasate in raport cu baza (medie dupa dispunere) amprentei cu o valoare nu mai mare de ±1.0 mm.
Daca nepotrivirea in dispunerea umerilor valturilor in raport cu unul fata de calalalt este mai mare dacat cea admisa, corectarea reglajului axial se realizeaza nemijlocit in laminor, orientandu-se totodata la rezultatele masuratorilor ebosurilor-tevi franate.
Rezultatele masurarilor ebosurilor-tevi franate in valturi cu reglarea standului (bancului) se introduc intr-un registru special si dupa culegerea datelor statistice se folosesc pentru introducerea corectiilor corespunzatoare prin realizarea reglajului axial de stand al valturilor.
Asezarea valturilor de lucru in raport cu axa laminorului (laminarii).
Instalarea primara a valturilor in raport cu axa laminorului se face dupa incarcarea tamburilor cu valturile in caja si prevede o executare succesiva a urmatoarelor operatiuni:
-asezarea valturilor la aceeasi distanta de axul laminorului;
-asezarea valturilor la dimensiunea fixata a calibrului;
-asezarea valturilor la dimensiunea ceruta a calibrului.
. Asezarera valturilor la aceeasi distanta de axa laminorului se realizeaza astfel ca distantele de repere (pe punctele fixate pe batiul cajei dispuse la aceeasi distanta de axul laminorului) pana la planurile corespunzatoare ale tamburilor tuturor valturilor sa fie aceleasi (locurile instalarii reperelor se detemina prin reglarea utilajului).
Instalarea valturilor pe dimensiunea fixata a calibrului (df) se face prin deplasarea uniforma a tuturor valturilor spre axul laminorului pana la atingerea lor cu suprafata capatului de teava etalon (diametrul capatului de teava: 83÷90 mm; lungimea: 500÷600 mm).
![]()
. Instalarea valturilor la
dimensiunea necesara calibrului (dk) se realizeaza prin deplasarea uniforma a
tuturor valturilor cu o valoare egala cu:
. Instalarea valturilor si deasemenea la corectarea dimensiunilor calibrului si racordarilor laminorului legate cu trecerile de la o dimensiune de teava la altele se realizeaza dupa parametri indicatoarelor.
La schimbarea dimensiunii calibrului, deplasarile valturilor de lucru in raport cu axa laminorului trebuie sa fie in aceeasi masura.
Verificarea corectitudinii instalarii valturilor de lucru si dupa necesitate corectarea ei se realizeaza dupa rezultatele masuratorilor tevilor laminate dupa laminor si pe patul de racire.
Instalarea primara a unghiurilor de avans indicate se face dupa scalele gradate fixate pe tamburii valturilor.
Dupa prima instalare, acordarea unghiurilor de avans se face dupa indicatoarele de pozitie ale tamburilor valturilor.
Jgheabul de primire al dornurilor se stabileste astfel ca el sa fie mai sus decat jgheabul ebosurilor cu o valoare egala cu grosimea peretelui ebosului plus 4 mm si sa asigure introducerea libera a dornului in ebos la incarcare.
Diametrul interior al bucselor linetelor extractorului de dornuri trebuie sa fie cu 4÷6 mm mai mare decat diametrul dornurilor.
Calea cu role inaintea extractorului de dornuri se instaleaza pe o inaltime astfel incat dornul sa intre liber in orificiul bucsei linetei.
5.2.1.16.Unghiurile de avans si notatiile valturilor se stabilesc in conformitate cu Tabelele 5.1. si 5.2.
Diametrul dornurilor se alege in conformitate cu tabelul de laminare.
Se permite folosirea unor dornuri care se deosebesc de dimensiunile din tabele cu o valoare de ±1.0 mm cu corectarea corespunzatoare a calibrului.
Tabelul 5.1. Unghiurile de avans ale cilindrilor laminorului cu 3 cilindri
|
*) Raportul D/S |
Tevi de rulmenti |
Tevi din otel carbon |
||||
|
Diam. tevilor dupa laminorul cu 3 cilindri |
Diam. tevilor dupa laminorul cu 3 cilindri |
|||||
|
Ungiurile de avans [°] |
||||||
|
*) - D, S diametrul si grosimea tevilor dupa laminorul cu 3 cilindri |
||||||
Tabelul 5.2. Turatiile cilindrilor laminorului cu 3 cilindri
|
Diametrul Cilindrului [mm] |
Diam. tevilor dupa laminorul cu 3 cilindri |
|||||
|
Tutatiile cilindrilor [rot/min] |
||||||
Corectitudinea reglarii laminorului se verifica prin laminarea primelor 2÷3 tevi si se controleaza periodic prin masurarea diametrului exterior al tevii dupa laminor si a grosimii peretelui pe patul de racire. Controlul curent al diametrului exterior al tevilor se realizeaza dupa indicarea aparatului "TAIR".
Reglarea laminorului se considera corecta daca:
-infilarea dornurilor in ebos se face fara stationari;
-umplerea si eliberarea metalului in focarul de deformare se realizeaza de dispozitiv fara formarea crapaturilor la capete si a triedrelor;
-extragerea dornurilor din tevi se realizeaza fara stationari;
-dimensiunile tevilor dupa laminor corespund celor prevazute in tabelul de laminare cu abateri ce nu depasesc: la diametrul exterior ±0.5%; la grosimea peretelui ±6.0%;
-pe tevi lipsesc ondulatiile, "taieturile" elicoidale, spirala interioara si alte defecte.
5.3. Laminarea ebosului in teava
Procesul laminarii ebosului in teava in laminorul netezitor cu trei valturi se realizeaza pe un dorn cilindric (varianta principala) sau pe unul in trepte (Fig. 5.2.) dupa urmatoarele variante:
-cu unghiul de avans al valturilor constant in timpul laminarii intregii lungimi de teava;
-cu unghiul de avans al valturilor variabil.

Fig.5.2. Schema de laminare a tevilor pe dorn in trepte
Dornurile lungi in trepte folosite pentru laminarea tevilor cu diametrul interior schimbator, au pe lungimea lor portiuni cu diametre diferite (diametrul portiunilor creste de la capatul anterior spre cel posterior al dornului), iar in apropierea tijei-flansa, al carei diametru trebuie sa fie mai mare decat diametrul interior al ebosului, dar mai mic decat diametrul exterior al tevii dupa laminorul netezitor. Lungimea portiunilor dornurilor in trepte se determina ca rezultat de impartire a lungimilor portiunilor corespunzatoare ale tevii la coeficientii de intindere la laminoarele netezitor cu trei valturi, reductor si calibror cu trei valturi.
Introducerea dornurilor in trepte in ebos se face pana la tamponul flansei sale in capatul posterior al ebosului.
Cu unghiul de avans constant se lamineaza tevile cu raportul diametru/grosime de perete D/S=4÷11si cu unghiul de avans variabil - tevile cu D/S=10.5÷12.
La producerea tevilor cu unghiul de avans variabil laminarea capatului anterior si a corpului de baza (principal) tevile se produc la unghiurile de avans cu 0.5÷1.0° .
La apropierea capatului posterior al tevii de umarul valturilor unghiul de avans se micsoreaza pana la valorile din tabel.
Procesul laminarii tevilor cu unghiul de avans variabil se poate realiza numai in regimul schimbarii automate a unghiului de rotire a tamburilor cu valturile de la semnalele ce intra de la fototraductoare. Totodata lungimea capetelor posterioare ale tevilor laminate la unghiuri de avans scazute trebuie sa fie minima si sa nu depasasca 350 mm.
5.3.2. Inaintea inceperii laminarii tevilor, laminoristul laminorului netezitor cerceteaza cu minutiozitate suprafata dornurilor si verifica diametrul acestora. In setul dornurilor ce lucreaza simultan, diferenta in diametru nu trebuie sa depasasca 0.3 mm. Dornurile cu o inconvoiere vizibila nu se introduc in lucru.
5.3.3. Pentru netezire se admit ebosuri cu temperatura uniforma pe lungime si sectiune. Transmiterea in laminor a ebosurilor ce s-au racit in timpul transportului sau in jgheab este interzisa.
5.3.4. La netezirea tevilor cu pereti grosi cu raportul diametru / grosime de perete de 4.0÷5.5, cu scopul imbunatatirii conditiilor extragerii din acestea a dornurilor la extractorul de dornuri, in interiorul ebosului ce se afla in jgheabul laminorului netezitor din partea capatului sau posterior se arunca sare de bucatarie.
5.3.5. Impingerea ebosului cu dornul in laminor se face printr-o miscare lina a impingatorului fara lovituri de valturi.
5.3.6. Se interzice darea in laminare cu capatul din fata al dornului nescos in afara.
Valoarea iesirii in afara a dornului din ebos trebuie sa fie de 3÷4 m.
5.3.7. Valturile laminorului, in procesul functionarii, trebuie sa fie stropite cu apa din abundenta.
La neprinderea ebosului, racirea valturilor se intrerupe neintarziat si se reia numai dupa iesirea capatului din fata al tevii dintre valturi.
5.3.8. Se interzice efectuarea extragerii repetate a dornurilor din tevile racite sau insuficient laminate daca extragerea initiala nu a dat rezultate pozitive.
Tevile cu dornurile blocate se arunca in buzunar, se impacheteaza si se transmit sectorului pentru roluit dornuri.
5.3.9. In procesul functionarii se face un control sistematic al tevilor prim masurarea si cercetarea tevilor pe patul de racire.
La inrautatirea calitatii tevilor (aparitia pe tevi a taieturilor si spiralei interioare, inrautatirea aspectului comercial al tevilor) se face franarea ebosului-teava in laminor si dupa rezultatele masuratorilor amprentelor urmelor valturilor in cazul deplasarii lor in raport una fata de caalalta se face corectarea reglarii axiale a valturilor.
Daca inrautatirea calitatii tevilor este legata de uzura valturilor se face schimbarea lor.
5.4. LAMINAREA TEVILOR PE LAMINORUL AWW 550
5.4.1. Caracteristicile laminorului:
Dimensiunile ebosului perforat:
-diametru ebos perforat: 90÷230 (102÷203) mm
-lungime ebos perforat: max. 3÷5.5 (3.4÷5.5) mm
-greutatea ebos perforat: (80÷1.190) kg
-temperatura ebos perforat: min.1000 °C.
Dimensiunile tevii laminate ASSEL:
-diametru teava: 90÷230 (90÷210) mm
-grosime perete: min. 4 (4.8÷60) mm
-lungime teava: max. 14 (5.8÷10.6) mm
-ritm laminare: 1.7 buc/min la o lungime teava ASSEL de 10m si unghi de avans de 6°.
Dimensiunile dornului:
-lungime totala: 13 m
-lungimea zonei de lucru :4 m
-diametru: 60÷180 mm
-set dornuri: 4÷5 buc.
Valorile din paranteze sunt conform programului de laminare.
Dispozitiv de reducere initiala (NEL):
-numar cilindri: 3 buc
-cilindri de reglare: Ø200/90 x 340 cursa
-motoreductor de reglare pentru limitarea cursei cilindrilor: P=0.37 KW.
Date tehnice pentru caja ASSEL:
-set cilindri de laminarte: 3 buc
-diametrul cilindrului la umar pentru setul mare: 500÷550 mm
-diametrul cilindrului la umar pentru setul mic: 430÷480 mm
-lungime cilindri: 540 mm
-unghiul de avans: 3÷10°, reglabil continuu
-unghiul de infilare (pozitionare in caja): 4° normal, si pana la 11° reglabil continuu
-inaltimea umarului cilindrilor mici: 5÷7 mm
-inaltimea umarului cilindrilor mari: 9÷11 mm
Dispozitiv de departare rapida cilindri (DRC):
-cilindru de actionare Ø200/160 x 25 mm cursa max.
-numar cilindri: 3 buc.
Actionare laminor:
-motor curent continuu: P=2550 KW
-turatie motor: n=80÷320/600 rot/min
-factor maxim de suprasarcina: 2 ori
-momentul de rotatie maxim: 55 KNm
-raport transmisie reductor: i=1:1.6
-arbore articulat: 3 buc
5.4.2. Descrierea partii pentru inlocuirea dornului:
Partea de intrare a dornului consta in esenta din:
-un manipulator pentru transportul dornului de la masa de intrare la statia de racire si inapoi (dupa fiecare laminare)
-o statie racire cu apa pentru preluarea si racirea dornurilor;
-o cale cu role pentru transportul dornului;
-o masa depozitare dornuri cu transbordare;
-o masa asezare dornuri cu transbordare;
5.4.3. Descrierea cajei ASSEL - AWW 550:
Caja ASSEL consta din urmatoarele grupe principale descrise mai jos:
Batiul valturilor este alcatuit dintr-o parte inferioara de batiu fixa si o parte superioara oscilanta. Pentru inlocuirea cilindrilor, partea superioara a batiului este oscilata prin 2 cilindri hidraulici, care se sprijina in partea inferioara de un cilindru de preluare hidraulic, astfel incat cele trei ansambluri de cilindri pot fi preluate si inlocuite individual cu ajutorul podului si a dispozitivului de montare. Partea superioara a batiului cu partea inferioara a batiului se blocheaza in timpul procesului de laminare prin 4 cilindri hidraulici de strangere.
Cele 3 valturi de lucru sunt amplasate in batiu la 120°, astfel incat in partea superioara a batiului exista un cilindru , iar in partea inferioara 2 cilindri.
Cele trei valturi de montaj constau in esenta din cilindri cu arbori, rulmenti si 2 piese de lagar. Ele alcatuiesc impreuna o piesa care sa poata fi inlocuita. Aceasta este montata pe suprafetele prevazute pentru receptia pieselor de lagar a setului de cilindri.
Reglarea cilindrilor se face in functie de interstitiul de laminare si unghiul de avans - luindu-se ca reper cerintele tehnice de laminare. Acest lucru se poate realiza prin 2 suruburi de presiune. Aceste suruburi nu sunt legate unul de celalalt din punct de vedere mecanic, deci se deplaseaza separat. Fiecare cilindru hidraulic contine un sistem de reglare fara joc. Zona practica a unghiului de avans se realizeaza la cca 4° (11°). Este posibila o reglare continua pina la 11°.
Reglarea interstitiului de laminare este interpretata pentru un domeniu de diametre a ebosului perforat de 90÷230 mm.
Piesa interschimbabila de laminare impreuna cu cilindrii de montaj sunt montate pe un tambur. Acest tambur este rotit prin reglarea unghiului de avans al cilindrilor printr-un electromotor prin intermediul unui reductor cu melc. Toti cei 3 tamburi au actionare separata. Unghiul de avans este reglat continuu intre 3° si 10°. Un dispozitiv de strangere tambur fixeaza tamburul; el este alcatuit din cate 2 cilindri hidraulici.
Intre surubul de presiune (de iesire) pentru reglarea cilindrilor si piesa interschimbabila a cilindrilor (lagar fix) este montat un dispozitiv de deschidere rapida hidraulic pentru cilindri, care poate fi adus la capatul laminarii spre piesa interschimbabila. Un inel divizat (impartit) deserveste pentru limitarea cursei si care poate fi adaptat in functie de cerinte la PIF. Prin deplasarea pistonului, cilindrii elibereaza teava laminata si impiedica formarea unei aripioare triunghiulare la capatul tevii ASSEL.
Batiul complet al cilindrilor este alcatuit din 2 placi de talpa ancorate in fundatie.
Pentru usurarea muncii de intretinere in zona superioara pentru standul cilindrilor, exista o platforma.
Cei trei arbori ai cilindrilor pentru caja ASSEL sunt legati prin cate un arbore cardanic de actionarea principala.
Trei carucioare de macara cu palane manuale de lant montate la o linie de functionare, sustin arborele cardanic cuplat de arborii cilindrilor pentru inlocuirea cilindrilor intr-o pozitie, acest lucru inlesnind inlocuirea cilindrilor.
Dispozitivul de reducere preliminara (NEL) se gaseste in fata cajei ASSEL la partea de intrare. El serveste la inlaturarea formarii aripioarelor triunghiulare datorate laminarii capatului ebosei (reducere si sectiune transversala). Pentru a putea realiza rotirea tevii laminate, dispozitivul este asezat in trei cilindri cu burduf (cilindru foale), a carei presiune este reglata individual printr-o supapa de reducere a presiunii. Ambii cilindri superiori echilibreaza lateral dispozitivul, in timp ce cilindrul inferior, printr-un sistem cu parghie care deserveste si ca sprijin al momentului de rotatie, suporta greutatea dispozitivului.
Cei trei cilindri de lucru - depozitati intr-un sistem cu parghii de legatura - se inchid centric pe mijlocul dispozitivului, comandat de un cilindru hidraulic.
Cursa cilindrului care iese este limitata printr-un element de cursa al arborelui reglat printr-un motor la care poate fi reglat diametrul de reducere dorit. Reglarea poate fi supravegheata electric.
5.5. Descrierea cajei ASSEL - AWW 550 - partea de iesire:
Partea de iesire consta in esenta din:
-Doua jgheaburi tip coltar cu ghidaje superioare intre caje si reductorul actionarii principale;
-Sapte role de transport actionate si comandate hidraulic pe inaltime cu reglarea la diferite diametre de tevi si pe pozitia "coborat";
-o rola de antrenare neactionata, comandata hidraulic;
-4 jgheaburi de ghidare fixe in forma de U, aflate in spatele reductorului;
-un jgheab de ghidare dependent dimensional, aflat la caja;
-cadru de baza in constructie sudata.
Descrierea functionarii partii de intrare a laminorului ASSEL - AWW 550:
5.6.1. Generalitati
Partea de intrare este conceputa pentru modul de lucru cu 2 dornuri inlocuibile. In timpul procesului de laminare sunt posibile 2 modalitati de proces-dorn:
a) semiflotant (sens deplasare dorn = sens laminare);
b) retinut (sens deplasare dorn =invers sens laminare).
5.6.2. Desfasurarea functionarii
Printr-un dispozitiv de transport transversal se realizeaza transportul ebosului perforat in masa de intrare a laminorului AWW 550.
Cu ajutorului lantului de propulsie al ebosului perforat se deplaseaza pana la opritorul basculant in pozitie de intrare.
Cu ajutorul sistemului de deplasare a dornului, dornul se infileaza in ebosul perforat. Dupa intrare, lantul de ghidare al dornului actioneaza sincron cu lantul de ghidare al ebosului perforat si deplaseaza dornul impreuna cu ebosul in caja de laminare.
In masa de intrare ebosul perforat precum si dornul sunt ghidate in timpul rotirii la laminare.
La inceperea laminarii, ramura de lant pentru dispozitivul deplasare dorn este cuplat pe actionare in gol. Doi cilindri huidraulici ghideaza viderlagarul dornului cu o viteza de deplasare controlabila a dornului de la inceput pana la finalul procesului de laminare. In continuare are loc retragerea lantului.
Dispozutivul de ungere a dornului se gaseste in partea de intrare intre masa de alimentare cu ebos si masa de alimentare dornuri. Aici, inainte de intrare in ebosul perforat, dornul este uns prin stropire cu un agent de ungere.
5.6.3. Descrierea functionarii cajei ASSEL - AWW 550
Cilindrii de lucru ai cajei ASSEL functioneaza in gol. Caja ASSEL si partea de iesire semnalizeaza deblocare (eliberare). Ebosul perforat cu dornul introdus in interior sunt impinse si sesizate de impingator intre cilindrii de laminare. Cu sesizarea tevii prtin intermediul cilindrilor de lucru, receptia curentului la motorul de actionare creste.
La trecerea de portiunea de netezire a cilindrilor, ebosa este largita la dimensiune, astfel existand posibilitatea ca ea sa fie extrasa de pe dorn prin intermediul extractorului de dorn.
Procesul de laminare este finalizat, daca ebosa a trecut pe toata lungimea ei prin cilindrii si receptia curentului motorului de actionare a fost din nou eliberata.
La laminarea eboselor cu perete subtire intra in functiune un dispozitiv de deschidere rapida a cilindrilor. Pentru aceasta este montat cate un cilindru hidraulic intre lagarul fix al piesei interschimbabile si surubul de presiune in soclul fix de laminare (al cilindrilor), care determina o cursa de max. 25 mm si care pentru umarul cilindrilor corespunde unei traiectorii de aprox. 12.5mm.
Componenta fortei de laminare pe lagarul fix si forta cilindrului de retragere permit dupa cuplarea supapei de inchidere hidraulica o cursa a aerului.
Dupa finalizarea procesului de laminare, cilindrul de deschidere rapida se deplaseaza din nou in pozitie de sprijin.
Cilindrul hidraulic care se deplaseaza impreuna cu valturile de reducere prelimimnara (NEL), este montat direct pe carcasa astfel incat forta de laminare care apare in carcasa se anuleaza.
Valturile NEL sunt montate in parghii la un unghi de avans fix care corespunde unei viteze de avans medii.
5.6.4. Descrierea functionarii partii de iesire a laminorului:
Zona de iesire deserveste in principal unei bune ghidari a tevii. Ea este alcatuita din jgheaburi coltar reglabile si dependente functional cu un ghidaj superior intre caja si reductor, un jgheab in forma de U aflat in spatele reductorului.
Rolele de transport si rola de antrenare dintre ghidajele tevii se pot ridica si cobori si servesc pentru transportul tevilor dupa finalizarea laminarii.
CAPITOLUL AL VI-LEA
REINCALZIREA TEVILOR
6. TRATAMENTUL TERMIC AL TEVILOR IN CUPTORUL CU VATRA PASITOARE (C.V.P.)
Caracteristicile cuptorului
Cuptorul cu vatra pasitoare (C.V.P.) este destinat pentru tratament termic al tevilor brute cu diametrul 78÷212 mm, cu grosimea peretelui 8÷50 mm, cu lungimea de 3500÷10000 mm din oteluri carbon, aliate si pentru rulmenti inaintea urmatoarei lor operatii de calibrare sau reducere.
In functie de grosimea peretelui si marca de otel, in cuptor tevile se incalzesc, se regleaza termic sau se racesc.
Dimensiunile cuptorului:
-lungimea activa (distanta dintre axul caii cu role de incarcare si descarcare):-7500 mm;
-latimea in lumina: -10904 mm;
-inaltimea in lumina: -2900 mm;
. Incalzirea cuptorului
Felul carburantului - gaze naturale cu capacitatea calorica 8500 kkal/hm3.
Consumul maxim de gaz - 1000 hm3/ora (in cazul prezentei izolatiilor pe grinzi).
Cuptorul are trei zone de reglare (numerotarea zonelor este adoptata in ordine crescatoare de la axul caii de role de incarcare) cu 35 arzatoare de bolta, incluzand:
-in zona I - 14 arzatoare (2 randuri cate 7 arzatoare);
-in zona a II-a - 14 arzatoare (2 randuri cate 7 arzatoare);
-in zona a III-a - 7 arzatoare (1 rand).
Zona a II-a la randul sau este despartita in doua subzone reglabile independent, cu 6 arzatoare in prima si 8 arzatoare in a doua subzona.
Productivitatea cuptorului - pana la 180 buc/ora (maxima posibila - 220 buc/ora)
Reglarea principalilor parametri termotehnici (a temperaturilor si proportionalizarea consumului de gaze-aer dupa zone si presiunii produsilor de ardere - in spatiul de lucru) si deasemenea incarcarea, descarcarea si deplasarea in cuptor a tevilor pot sa se faca in regim automat sau de la distanta. La o functionare normala a cuptorului, comanda sa se realizeaza in regim automat.
In regimul de la distanta se realizeaza parametri separati sau se comanda cu mecanismele separate in cazul iesirii din functiune a aparaturii automate corespunzatoare in cazul necesitatilor de productie sau in situatii de avarie.
6.2. Incarcarea tevilor in cuptor
Incarcarea tevilor in cuptor se realizeaza in regim automat in ritmul conditionat de functionarea laminorului netezitor.
Se permite , in anumite cazuri, sa se faca incarcarea cuptorului cu comanda de la distanta.
Se interzice:
-incarcarea simultana in cuptor a 2 tevi;
-cuplarea nemijlocita a sectiunilor racordate la cuptor a caii cu role de incarcare in afara cuptorului cand grinzile pasitoare se gasesc mai sus decat cale stationare;
-incarcarea tevilor la defectarea cuptorului sau oprirea utilajului ce se afla dupa cuptor (caile cu role, mecanismele de transmitere, a laminorului calibror sau reductor, paturilor de racire s.a.)
In scopul prevenirii retelei de carburi, se interzice stationarea tevilor pentru rulmenti pe calea cu role de incarcare din afara cuptorului mai mult de 1 minut.
Pentru prevenirea unei uzuri a rolelor si formarea unor defecte exterioare pe tevi se interzice retinerea lor pe calea cu role de incarcare a cuptorului ce functioneaza.
La laminarea cu laminorul netezitor a ultimei tevi din fiecare comanda (sarja), operatorul laminorului , dupa sistemul de legatura adoptat, comunica despre aceasta tratamentistului cuptorului care la incarcarea tevii indicate in cuptor cupleaza sistemul automat de urmarire (supraveghere) a acestuia.
6.3. CONCLUZII SI PROPUNERI PRIVIND
POSIBILITATILE DE PUNERE IN OPERARE A UNEI
TEHNOLOGII NOI DE TRATAMENT TERMIC
UTILIZAND CALDURA DE SFARSIT DE LAMINARE
Proprietatea referitoare la imbunatatirea laminarii, din conditiile impuse in partea I a proiectului, este important de cunoscut felul in care are loc deformarea plastica si folosirea energiei termice din incalzire, in vederea laminarii.
Pentru proiectarea si aplicarea tehnologiei noi si a noului echipament de tratament termic al tevilor destinate industriei petrolului a fost necesara o analiza aprofundata a sortimentatiei si tehnologiilor de fabricatie, a marcilor de oteluri utilizate si a dotarilor existente la partenerul beneficiar.
Din analiza programului de fabricatie rezulta ca trebuie sa realizeze tratamentul termic de normalizare, calire si revenire la tevile destinate industriei petrolului precum si tratament termic de finisare a granulatiei la tevile destinate constructiilor de masini din oteluri nealiate si aliate.
Din punct de vedere dimensional trebuie tratate termic urmatoarele grupe sortimentale:
. tevi pentru industria petrolului:
- diametrul exterior: Ø60,3 . 215,9 mm
- grosimea de perete: 6,35 . 25,0 mm
. tevi pentru constructii:
- diametrul exterior: Ø57 . 229 mm
- grosimea de perete: 6,3 . 60 mm
Din punct de vedere al marcilor de otel se executa urmatoarele categorii de tevi:
- tevi din oteluri
inalt aliate cu Mn, Cr, Ni,
- tevi din oteluri aliate mediu cu Mn, Cr, Mo, Ni;
- tevi din oteluri slab aliate cu Mn, Cr, Ni, Mo;
Pentru proiectarea si stabilirea noii tehnologii de tratament termic se impune stabilirea parametrilor tehnologici de laminare la cald pentru fiecare dimensiune de teava si marca de otel din toate sortimentele.
Parametri de baza care trebuie stabiliti sunt temperatura de sfarsit de laminare si timpul minim de mentinere la temperatura. Pentru stabilirea cat mai precisa a acestor parametri se analizeaza fiecare marca de otel si dimensiune pe baza diagramelor proprii de transformare structurala.
Dupa stabilirea parametrilor de tratament termic este necesar a se determina prin calcule, viteza de laminare, pierderea de temperatura la ultima operatie de laminare (calibrare-reducere) si temperatura de laminare la aceasta operatie.
De asemenea trebuie proiectata una sau mai multe instalatii de calire, care sa permita racirea rapida a gamei de dimensiuni de tevi din programul de fabricatie pentru incadrarea in timpul de transformare structurala a metalului la calire.
In acest scop trebuie determinat prin calcul debitul de apa necesar pentru fiecare dimensiune si marca de otel si stabilita o solutie de asigurare a unui debit variabil corespunzator fiecarei dimensiuni si marci de otel.
Linia de laminare a tevilor este dotata cu o instalatie de reincalzire a tevilor prin inductie CIF care este amplasata inainte de reducerea/calibrarea finala.
Tratamentele termice de calire din caldura de laminare a tevilor din oteluri aliate implica un numar mare de variabile care pot avea efecte deosebite asupra procesului si asupra proprietatilor produselor finite. Rolul noului echipament de tratament termic este acela de a realiza viteze mari de racire a tevilor utilizand caldura de sfarsit de laminare, astfel incat austenita sa se transforme complet in martensita in toata grosimea peretelui tevilor laminate la cald.
Tratamentul termic de calire a tevilor din oteluri aliate este un proces complex. Deoarece formarea martensitei necesita eliminarea foarte rapida a caldurii, echipamentul de calire trebuie sa preintampine formarea panzei de vapori care incetineste transferul de caldura. Procedeul eficient consta in pulverizarea unui jet circular de apa sub presiune ridicata care inconjoara teava ca o palnie sub un unghi de circa 30° spre sensul deplasarii tevii (fig.6.). Echipamentul de calire se proiecteaza astfel incat teava care se deplaseaza prin interior sa fie supusa unei pulverizari foarte intense pentru eliminarea rapida a caldurii.
Fig.6. Schema de principiu a echipamentului de calire
cu utilizarea caldurii de sfarsit da laminare
Prin controlul pulverizarii si prin centrarea atenta in instalatia de calire, teava este sustinuta si mentinuta dreapta in timp ce este calita si se produce transformarea martensitica a otelului, obtinandu-se tevi cu caracteristici mecanice si structurale conforme normelor specifice precum si cu tolerante restranse de rectilinitate.
Dintre procedeele de calire a produselor din oteluri aliate utilizate pe plan mondial pot fi luate in considerare urmatoarele:
- calirea prin imersie in bazine de racire care contin anumite medii de calire (apa, solutii apoase, emulsii, ulei);
- stropire sub presiune prin duze in instalatii de calire radiala;
- stropire sub presiune prin fante in instalatii de calire axiala.
Prima metoda este dezavantajoasa in cazul tevilor petroliere deoarece determina curbarea puternica a acestora la calire si vitezele de racire sunt mici. A doua metoda este larg raspandita, aceasta utilizand inele de stropire cu duze dispuse concentric.
Cea de-a treia metoda este de actualitate si a inceput sa se dezvolte in ultimii ani avand avantajul stropirii tevii sub forma unei panze de apa (palnie) cu viteze mari de racire si cu uniformitatea buna a caracteristicilor mecanice ale tevilor tratate termic.
Dotarile noi si modificarile de utilaj care vor fi propuse prin proiect implica in principiu urmatoarele:
- asigurarea controlului temperaturii tevii inainte si dupa instalatia de incalzire prin inductie CIF, precum si la intrarea in instalatia de calire;
- dotarea cu echipament nou de calire adecvat pentru folosirea caldurii de sfarsit de laminare si proiectat astfel incat sa asigure viteza si uniformitatea racirii impuse;
- realizarea unui sistem de reglare pe verticala a echipamentului de calire pentru a se asigura posibilitatea centrarii acestuia in raport cu teava;
- dotarea cu instalatii de filtrare a apei pentru a nu se infunda sistemul de pulverizare a apei instalatiei de calire si pentru a se asigura distributia uniforma a apei de racire pe circumferinta tevii.
Pe cale experimentala se vor determina parametrii termici si temporali ai procesului de calire utilizand caldura de laminare care sa asigure realizarea cerintelor impuse de norme: caracteristici mecanice Rm, Rp0,2, A, rezilienta, marime de graunte cristalin, procent de austenita reziduala. De asemenea, este importanta determinarea tensiunilor remanente si modificarilor geometrice ale tevilor (ovalitate, rectilinitate etc).
Lucrarea implica faze complexe de lucru si anume, pe de o parte, proiectarea si executia de dotari noi, modificari si adaptari de utilaje existente si, pe de alta parte, determinarile experimentale pentru stabilirea parametrilor tehnologici.
Prin aceste dotari, adaptari si experimentari se vor determina parametrii si modul de functionare a noului echipament astfel incat sa se realizeze tevi petroliere in conditii mai economice si conforme cerintelor normelor API, ISO si EN.
Copyright © 2025 - Toate drepturile rezervate