|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
UTILAJE TEHNOLOGICE SPECIFICE INSTALATIILOR DE LAMINARE PENTRU PRODUSE PLATE
2.Caje de laminare si echipamente specifice
Cajele de laminare sunt utilaje complexe avand rolul principal in cadrul unui laminor: realizeaza deformarea plastica a materialului.
In conditiile in care sunt o multitudine de factori care trebuie luati in consideratie la proiectarea si constuctia unei caje (tipul si calitatea laminorului, tehnologia utilizata, modul de realizare a deformarii; productivitate, . ), exista o mare diversitate de tipuri si solutii constructive de caje, ceea ce face ca si clasificarea acestora pe grupe distincte sa fie dificil de realizat.
2.1.Clasificarea cajelor de laminare
Cajele pot fi clasificate dupa mai multe criterii:
-numarul de cilindri: duo, trio, cuarto, sexto, policilindrice;
-modul de asezare a cilindrilor: orizontale, verticale, universale, policilindrice de tip inchis, planetare ;
-operatia efectuata: degrosoare, finisoare, de refulare, universale, de dresare;
-sensul de laminare: reversibile, nereversibile.
2.2.Principii constructive si functionale ale cajelor de laminare
a.Caje orizontale
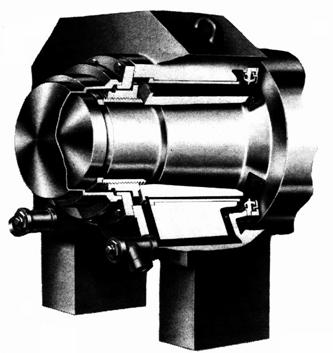
Cajele duo sunt utilaje principale de laminare cu doi cilindri orizontali, calibrati sau netezi, asezati in acelasi plan vertical (figura 3). Cajele duo se folosesc la laminoarele degrosoare, bluminguri si slebinguri, la laminoarele de tabla si de benzi.
Constructia cajelor duo difera functie de utilizare.
|
|
|
|
Fig.3. Caja duo orizontala: 1-surub de presiune pentru mecanismul de pozitionare; 2-lagar; 3-element de prindere pentru actionare; 4-cilindrul inferior; 5-placa de baza; 6-traversa inferioara; 7-coloana; 8-cilindrul superior; 9-portlagar; 10-traversa superioara. |
Fig. Caja trio: 1-cilindrul superior; 2-cilindrul intermediar; 3-cilindrul inferior; 4-cadrul cajei; 5-mecanism de pozitionare cu surub si piulita de presiune. |
Cajele trio cu cilindri orizontali au cei trei cilindri situati in acelasi plan vertical (figura 4).
Domeniu de utilizare: laminoare pentru producerea semifabricatelor, a tablelor groase si mijlocii.
Exista doua solutii constructive:
-cajele pentru fabricarea semifabricatelor (figura 5,a) care au trei cilindri actionati, de diametre egale (cilindrii exteriori se rotesc in acelasi sens de rotatie iar cel mijlociu, in sens invers);
-cajele pentru fabricarea tablei (trio Lauth- figura 5,b) au cilindrul mijlociu de diametru mai mic decat cei exteriori si neantrenat; antrenarea acestuia se realizeaza prin frecarea cu materialul si cu cilindrul superior, pe care se sprijina.
|
|
|
|
a. |
b. |
|
Fig.5. Modul de laminare si de antrenare la cajele trio pentru semifabricate (a.) si trio Lauth pentru table (b.). |
|
Aceste caje sunt nereversibile dar pot realiza laminarea in cele doua sensuri prin intermediul meselor basculante (figura 6) care au rolul de a ridica si de a cobora laminatul pentru a putea fi deformat intre cilindrul superior si cel mijlociu, respectiv, intre cel mijlociu si cel inferior.
|
|
|
Fig.6. Masa basculanta cu ridicare peralela: 1-arbore motor; 2-tije, 3-biela; 4-parghie; 5-tija de ridicare; 6-contragreutate; 7-masa de ridicare; 8- caja de laminare. |
Cajele cuarto cu cilindri orizontali au patru cilindri asezati suprapus, in acelasi plan vertical (figura 7.).
Domenii de utilizare: intra in componenta laminoarelor de tabla groasa, de banda laminata la cald sau la rece, ca si caje individuale (reversibile) sau in tandem (nereversibile) pentru reducere, dresare, .
Cilindri interiori, de diametru mai mic, sunt cilindri de lucru intre care are loc deformarea plastica a materialului.
Cilindri exteriori, de diametru mai mare, au rol de sprijin pentru cilindri de lucru.
Prin utilizarea cilindrilor de lucru de diametru mic se reduc fortele de laminare, insa, pentru a reduce incovoierea cilindrului de lucru se impune sprijinirea acestora pe cilindrii de sprijin care au rolul de reduce efortul de laminare.
|
|
|
Fig.7. Caja cuarto: 1-cilindri de lucru; 2-cilindri de sprijin; 3-lagare; 4-portlagare; 5-cadrul cajei (8-traversa inferioara; 9-travesa superioara; 10-coloana); 6-mesdoza; 7-mecanism de pozitionare. |
Exprimand forta de laminare cu relatia:
![]() [N] (3)
[N] (3)
in
care: ![]() este
presiunea specifica medie, in N/m2;
este
presiunea specifica medie, in N/m2;
![]() - latimea laminatului, in m;
- latimea laminatului, in m;
![]() - lungimea arcului de contact, in m;
- lungimea arcului de contact, in m;
![]() - raza cilindrului de lucru, in
m;
- raza cilindrului de lucru, in
m;
![]() - reducerea grosimii, in m.
- reducerea grosimii, in m.
rezulta ca forta de laminare este o functie de diametrul cilindruluide lucru:
![]() (4)
(4)
Exprimand grosimea minima a laminatului (in cazul se fata: banda laminata la cald intr-un tren finisor, cu tractiune in banda) cu relatia (N.Stone):
![]() [m] (5)
[m] (5)
in
care: ![]() este coeficientul de frecare banda-cilindru;
este coeficientul de frecare banda-cilindru;
D - diametrul cilindtului de lucru, in m;
![]() -limita de curgere, in N/m2;
-limita de curgere, in N/m2;
![]() - tensiunea in banda, in N/m2;
- tensiunea in banda, in N/m2;
![]() - modulul de elasticitate pentru
materialul cilindrului de lucru, in N/m2.
- modulul de elasticitate pentru
materialul cilindrului de lucru, in N/m2.
Rezulta ca grosimea minima a laminorului depinde de diametrul cilindrilor de lucru.
In anumite conditii, determinate, (ex.cilindrii de otel):
![]() (6)
(6)
Practic, limita tehnica este de, aproximativ, 1/1000D.
Exprimand, cu o relatie aproximativa, coeficientul de elasticitate al unei caje:
K = 0,3D103 (7)
rezulta ca elasticitatea unei caje depinde de diametrul cilindrului de lucru:
K = f(D) (8)
Din relatiile 2., si 6. putem face urmatoarele consideratii:
-pentru a obtine o grosime minima cat mai mica si pentru a reduce fortele de laminare, se impune utilizarea unor cilindri de laminare de diametru cat mai mic;
-cu cat diametrul cilindrului de lucru este mai mic cu atat elasticitatea cajei se mareste, ajungadu-se, la un moment dat, ca deformarea elastica a cilindrului de lucru sa fie mai mare decat deformarea plastica a laminatului (incovoierea cilindrului depaseste reducerea aplicata laminatului);
-incovoierea pronuntata a cilindrilor de lucru, mai ales pentru rapoarte D/L mici, poate conduce chiar la ruperea cilindrilor.
Avand in vedere aceste consideratii, putem concluziona:
-se impune reducerea diametrului cilindrilor de lucru, in special la cajele finisoare, cajele utilizate pentru laminarea produselor plate cu grosimi mici, mai ales, in conditii de tolerante la grosimi restranse, a materialelor cu rezistenta mare la deformare;
-pentru a prelua efortul de laminare si pentru a reduce incovoierea cilindrilor de lucru se impune sprijinirea acestora pe cilindri (de sprijin) de diametru mai mare;
Se justifica, astfel, realizarea unor constructii, unele complexe, cu diverse solutii constructive care sunt orientate in doua directii principale:
-constructii care previn incovoierea pronuntata a cilindrilor de lucru (sprijinirea laterala a cilindrilor, asezarea cilindrilor in plane diferite);
-constructii care permit utilizarea unor cilindri de lucru de diametru foarte mic (caje policindrice, caje planetare) care se utilizeaza, mai ales, pentru laminarea la rece a benzilor si mai rar, a tablelor.
Fata de cajele duo sau trio, cajele cuarto au urmatoarele avantaje:
-rigiditate mai mare, datorita diametrului mare al cilindrilor se sprijin, ceea ce asigura laminarea cu tolerante restranse la grosime;
-rezistenta mare la incovoiere datorita faptului ca o mare parte din efortul de laminare este preluat de cilindrii de sprijin; se poate, astfel, mari reducerea pe trecere, asigurand cresterea productivitatii;
-exista posibilitatea terminarii procesului de laminare la temperatura ridicata; in acest fel, presiunile medii specifice sunt mai mici, deci reducerile pot fi mari la aceeasi valoare maxima admisibila a fortelor si a momentelor de laminare; de asemenea, laminarea intr-un timp mai scurt pentru o incalzire a semifabricatelor la o temperatura mai scazuta are influente pozitive prin reducerea consumului de combustibil;
-posibilitatea de diferentiere a tipurilor de cilindri de lucru, respectiv, de sprijin, in raport cu functiile lor, si anume:
-cilindrii de lucru se executa cu un diametru relativ mic si cu rezistenta mare la uzura ceea ce permite laminarea unor produse plate cu grosime mica si un consum redus de cilindri;
-cilindrii de sprijin se executa cu un diametru mare si cu rezistenta mare la incovoiere obtinandu-se, astfel, o rigiditate ridicata si posibilitatea aplicarii unor reduceri mari.
Actionarea cajelor cuarto se face, de obicei, prin intermediul cilindrilor de lucru insa, in unele cazuri (exemplu: diametrul mic al cilindrului de lucru), se actioneaza cilindrii de sprijin.
-cajele cuarto cu cilindru dezaxati (figura 8,a) au cilindrii de lucru de diametru mic, asezati in plane diferite, decalate fata de planul axelor de sprijin;
-cajele cuarto cu cilindri de sprijin laterali (figura 8,b) au cilindri de lucru de diametru mic, asezati in acelasi plan vertical, decalat fata de cel al cilindrilor de sprijin; sprijinirea laterala se face cu un cilindru intermediar si un arbore de sprijin cu rulmenti asezati pe o grinda.
|
|
|
|
a. |
b. |
|
Fig.8. Schema de principiu a unor constructii speciale de caje cuarto: a.caja cuarto cu cilindri dezaxati b.caja cuarto cu sprijin lateral: 1-cilindri de sprijin actionati; 2-cilindri de lucru; 3-piesa de sprijinire a cilindrilor de lucru; 4-bloc de sprijinire lateral; 5-laminat; 6-rola intermediara; 7-arbore de sprijin (cu rulmenti). |
|
Cajele sexto cu cilindri orizontali (caje Taylor) au sase cilindri asezati in acelasi plan vertical (figura 9,a). Pentru diminuarea ondulatiilor ce apar, deseori, la laminarea benzilor subtiri se utilizeaza caje Taylor cu cinci cilindri (figura 9,b).
Clindrii de lucru au diametre diferite iar actionarea se face prin intermediul cilindrilor intermediari. In caz particular (figura 9.b), se renunta la cilindrul de lucru inferior, rolul acestuia fiind preluat de cilindrul intermediar.
Cajele sexto orizontale deriva dintr-o caja cuarto obisnuita, la care se adauga doi cilindri intermediari. Cilindrii intermediari pot fi daplasati axial (figura 10) in directii opuse astfel incat capetele sa fie pozitionate conform cu latimea benzii.
|
|
|
|
a. |
b. |
|
Fig. 9 Caje Taylor: a.cu sase cilindri; b.cu cinci cilindri: 1-cilindri de sprijin; 2-cilindri intermediari (deplasabili pe orizontala), 3-cilindri de lucru; 4-laminat. |
|
In acest mod cilindrii de lucru sunt eliberati de contactul cu cilindrii de sprijin in afara latimii benzii, ca si de influenta momentului de incovoiere rezultat din presarea cilindrilor de sprijin pe toata lungimea cilindrilor de lucru.
Functie de pozitia cilindrilor intermediari este posibil sa se micsoreze incarcarea cilindrilor de lucru datorita fortei de laminare si sa se mareasca efectul de contracurbare al sistemului de control al bombamentului, reducandu-se forta necesara (pana la, aproximativ, de 16 ori, fata de un laminor cuarto). In general actionarea se face prin intermediul cilindrilor intermediari.
|
|
|
Fig. 10. Deplasarea axiala relativa a cilindrilor cajelor sexto: 1-cilindri de sprijin; 2-cilindri intermediari; 3-cilindri de lucru. |
b. Caje verticale
Cajele verticale sunt numai tip duo (figura 11).
|
|
|
Fig.11. Caja cu cilindri verticali: 1-motor actionare cilindri de laminare; 2-motor actionare mecanism de reglare a pozitiei la linia de laminare; 3-coloane cadru; 4-cilindri de laminare; 5-nivel pardoseala hala; 6-caja de angrenare; 7-mecanism de angrenare cu roti dintate conice. |
Domenii de utilizare: reducerea latimii semifabricatelor,
destunderizare la laminoarele de benzi late la cald, refulare (prelucrarea
marginilor) la laminoarele de tabla groasa si de benzi. Se
impune prelucrarea marginilor bramelor cu grosimi si laturi mari (160![]()
![]() 3000 mm2) si a celor din
oteluri aliate (in special inoxidabile) pentru evitarea aparitiei
crapaturilor pe margini.
3000 mm2) si a celor din
oteluri aliate (in special inoxidabile) pentru evitarea aparitiei
crapaturilor pe margini.
c. Caje universale
Cajele universale au in componenta un stand duo cu cilindri verticali si un stand duo sau cuarto cu cilindri orizontali. Cilindrii verticali pot fi montati in cadre comune cu cei orizontali sau in cadre separate, formand, practic, un tandem de caje distincte.
Cilindrii cajei universale sunt asezati in lagarele cu rulmenti conici pe doua sau patru randuri sau rulmenti oscilanti.
d. Caje policilindrice de tip inchis
Aceste tipuri de caje formeaza o familie de caje care au cilindri orizontali asezati in forma literei "X" in combinatiile :
-cajele cu 6 cilindri: 1+2 (figura 12 a);
-cajele cu 12 cilindri: 1+2+3 (figura 12 b);
-cajele cu 20 cilindri: 1+2+3+4 (figura 12 c).
Aceste constructii permit utilizarea unor cilindri de lucru de diametre mai mici decat cei ai cajelor prezentate anterior, realizandu-se o reducere mai mare la o trecere si o grosime finala a laminatului mai mica. In plus, prezinta avantajul ca pot lamina benzi din aliaje cu rezistenta mare la deformare (oteluri aliate, aliaje fier-nichel . ) avand si posibilitatea de a realiza benzi cu un raport grosime/latime de pana la 1/4000.
|
|
|
|
|
a. |
b. |
c. |
|
Fig. 12. Modul de asezare a cilindrilor la cajele policilindrice de tip inchis: a.cu 6 cilindri; b.cu 12 cilindri; c.cu 20 cilindri. |
||
Constructia cajei de tip inchis, cu cadru monobloc, permite realizarea unei rigiditati mai mari, comparativ cu cea a cajelor cuarto. De asemenea, aceste caje dispun de mecanisme de ajustare a bombamentului cilindrului care stabilesc profilul transversal al deschiderii dintre cilindri, contribuind, astfel, la imbunatatirea planeitatii benzii.
Cilindrii de lucru asezati in pozitie centrala sunt antrenati prin frecare, fiind sprijiniti pe arbori cu rulmenti de sprijin sau pe cilindri intermediari si, apoi, rulmenti de sprijin, montati pe arbori cu reazeme multiple, asezate intr-un bloc masiv, rigid.
Actionarea se face, in general, prin intermediul a patru cilindri (intermediari) de sprijin.
e. Caje planetare
Cajele planetare au 18, 20, 24, 26 cilindri de lucru de diametru foarte mic ce se rotesc, sprijinindu-se pe un cilindru de diametru, relativ, mare.
Domenii de utilizare: laminarea la cald a semifabricatelor pentru obtinerea de banda. Pot efectua reduceri mari, avand avantajul ca, in cazul cuplarii cu instalatii de turnare continua pot lamina brame de lungime, practic, infinita.
Caracteristicele laminarii planetare:
-reducerea totala, ![]() , este descompusa intr-o suma de
reduceri partiale:
, este descompusa intr-o suma de
reduceri partiale:
 (9)
(9)
cilindrii de lucru ajungand, prin rotatie, cate doi in acelasi plan vertical (inclusiv cu cilindrii de sprijin);
-gradul de reducere fiind foarte mare, temperatura la iesirea din laminor este mai mare decat cea de la intrare datorita consumului de energie pentru deformarea plastica (cca. 40 kWh/tona de otel);
-antrenarea laminatului intre cilindrii cajei planetare se realizeaza cu ajutorul a 1-2 perechi de cilindri asezati in fata acesteia;
-deformarea materialului se realizeaza concomitent cu 2-3 perechi de cilindri de lucru;
-mentinerea unei viteze de laminare (viteza relativa intre cilindri si produs) ridicata si cvasi-independenta de viteza de intrare a materialului; aceasta este obtinuta prin descompunerea contactului metalului cald cu un cilindru cu axa fixa, caracteristica laminarii clasice, intr-o multitudine de contacte elementare cu un ansamblu de cilindri la care axele descriu traiectorii inchise (in general circulare);
-laminarea planetara limiteaza contactul termic si mecanic dintre metalul cald si cilindri, ceea ce permite:
-realizarea intr-o singura operatie de deformare a unei reduceri foarte mari a grosimii (peste 90% in loc de maxim 50% pe o caja clasica de laminare);
-de a admite viteze de intrare foarte scazute in laminor (pana la a opri produsul, fata de minim 5m/min in laminarea clasica);
-timpul de contact intre material si cilindri este foarte scurt.
-in general, furnizeaza un produs ce prezinta o usoara variatie longitudinala a grosimii.
Caja planetara Sendzimir este formata din cilindri de lucru de diametru foarte mic ce se sprijina pe doi cilindri de sprijin, actionati, pe circumferinta carora se rostogolesc, in niste colivii, cilindrii de lucru planetari.
In figura 13 este aratat modul in care se face reducerea la un laminor planetar.
Deoarece perechile de cilindri planetari trec succesiv cu viteza, relativ, mare pentru a asigura deformarea, suprafata benzii rezultate nu este perfect plana, dezavantaj care este eliminat la cajele planetare de tip Platzer (figura 14). Aceste caje au doua seturi de role (cilindri) planetare suprapuse, cilindrii de lucru fiind asezati pe cilindrii intermediari care se reazema pe doi cilindri de sprijin stationari, de constructie robusta. Cele doua perechi de cilindri sunt asezate in colivii concentrice care se rotesc in sensul laminarii (cilindri de lucru se rotesc in sens opus laminarii iar cei intermediari in sensul laminarii, prin frecarea de cilindrii stationari). Pentru a pastra cilindrii de lucru intermediari si cei de sprijin in pozitie paralela cu axa si la distanta constanta, fusurile lor sunt asezate in lagare montate in lacasuri laterale practicate in colivii.
|
|
|
|
Fig.13. Deformarea plastica la caja planetara tip Sendzimir. |
Fig.1 Schema de principiu a unei caje planetare cu cilindri de sprijin stationari: 1-cilindri de lucru; 2-cilindri intermediari; 3-cilindri stationari de sprijin; 4-pana; 5-laminat; 6-colivie antrenanta pentru cilindrii superiori de lucru; 7-role de alimentare; 8-colivie pentru cilindrii intermediari din grupul inferior. |
Portiunea plata din zona de deformare permite perechilor cilindrilor de lucru sa se deplaseze paralel pe o anumita distanta, ceea ce conduce la realizarea unui laminat cu suprafetele plane.
Deoarece deformarea se face simultan cu 2-3 perechi de cilindri, care se deplaseaza cu viteze diferite, pentru evitarea alunecarilor, cilindrii intermediari sunt prevazuti cu bucse libere ajustate in caneluri practicate in cilindrii de sprijin. In aceste conditii cilindrii de lucru pot sa se roteasca pe brama la orice viteza, necesara fluxului de material alimentat, reducand frecarile (deci si uzura) si puterea necesara.
|
|
|
|
a. |
b. |
|
Fig. 15. Schema constructiva a unor caje planetare: a.caja Daido; b.caja Rollcast. |
|
Exista si alte constructii de caje planetare, caja Daido (figura 15,a) care are un cilindru clasic si unul de tip planetar, caja Rollcast (figura 15,b) la care forta de laminare este, practic, forta centrifuga data de rotatia cu viteza mare a 4 sau 6 cilindri planetari; la aceasta constructie, cilindrii de sprijin sunt utilizati pentru reazem numai in timpul stationarii. Prezinta avantajul unei simplitati constructive fata de celelalte tipuri de caje planetare.
Caja de laminare este un sistem complex (figurile 16, 17), avand multe componente care, prin actionare comuna, realizeaza functia de baza intr-un laminor: deformarea materialului. In componenta unei caje de laminare intra:
-elemente constructive: cadrul cajei, portlagare, lagare de sprijin pentru cilindri, cilindri de laminare;
-mecanisme: de actionare a cilindrilor, de pozitionare a cilindrilor; de echilibrare a unor elemente componente;
-dispozitive auxiliare: de schimbare a cilindrilor; de racire si de ungere, de conducere si ghidare a laminatului la intrarea si iesirea din caja.
|
|
|
|
|
Fig. 16. Elementele componente principale si montarea acestora la o caja orizontala. |
||
|
|
|
Fig. 17: Elemente componente ale unei caje cuarto de laminare. 1-mecanism de pozitionare; 2-surub de presiune; 3-coloana; 4-cilindri de sprijin; 5-cilindri de lucru; 6-lagare-portlagare cilindru superior de sprijin; 7- lagare-portlagare cilindru superior de lucru; 8-travera inferioara; 9-placa de baza; 10-fus cilindru inferior de lucru (spre actionare). |
a. Caje si placi de baza
Din punct de vedere al tipurilor de cadre de caje, diferentiem:
-cadre pentru caje orizontale;
-cadre pentru caje policilindrice de tip inchis;
-cadre pentru caje planetare
Cadrele reprezinta scheletul de rezistenta al unei caje, avand rolul de a prelua efortul de deformare a materialului.
Conditiile impuse unui cadru de caja sunt:
-rigiditate mare atat la solicitari statice cat si la cele dinamice;
-alungire - in sarcina - minima;
-forma constructiva cat mai simpla care sa asigure: greutatea minima, accesibilitate pentru schimbarea rapida a cilindrilor, intretinere usoara,
Cilindrii de laminare actioneaza cu o anumita forta - forta de laminare - asupra laminatului. Acesteia i se opune o forta de sens contrar care apasa asupra cilindrilor si, implicit, a cajei, forta datorata rezistentei la deformare a laminatului (figura 18).
Cu cat rezistenta la deformare este mai mare (material mai rece, oteluluri mai bogate in elemente de aliere) cu atat forta dezvolatata asupra cilindrilor este mai mare.
Sub actiunea acestei forte, caja lucreaza ca un resort, deformandu-se aproximativ proportional cu forta.
Presiunea exercitata de laminat asupra cilindrilor variaza din cauza unor neuniformitati ale materialului (abateri de grosime din laminari anterioare sau din cauza unor variatii ale rezistentei la deformare care pot fi produse de neomogenitati termice sau structurale, excentritati ale cilindrilor de laminare, s.a.).
|
|
|
Fig.18. Deformarea elastica a cilindrilor de lucru si de sprijin la o caja cuarto, in timpul laminarii. |
Variatia acstei presiuni modifica distanta dintre cilindri pe parcursul deformarii, avand implicatii negative aupra preciziei dimensionale a produsului finit.
Determinarea deformatiei cajelor este necesara pentru a putea calcula profilul cilindrilor si pentru a pozitiona cilindrii in caja, astfel incat, sa se obtina un laminat cu un profil corespunzator. In acest scop, se realizeaza un model cu resoarte elastice care reprezinta comportarea cajei sub actiunea fortelor de laminare. Modelul difera de la o caja la alta, functie de elementele componente sau de tipul cajei (cu sau fara cadru, cu sau fara pretensionare).
|
|
|
Fig.19. Modelul de comportare a unei caje cuarto nepretensionate, sub actiunea fortelor de laminare si a momentelor produse de acestea. |
In figura 19, deformatia elementelor consideratate, reprezinta:
1-incovoiere traversa superioara;
2-compresiune surub si piulita presiune;
3-compresiune lagare si portlagare cilindri superiori;
4-incovoiere cilindri de lucru si de sprijin;
5-aplatizare cilindri superiori de lucru;
6-incovoiere coloana cadre;
7-aplatizare cilindri inferiori de lucru;
8-incovoiere cilindri de lucru si de sprijin inferiori;
9-compresiune elemente intermediare;
10-incovoiere traversa inferioara.
Deformatia totala este considerata ca avand trei componente principale:
-![]() c -
incovoierea cilindrilor de lucru;
c -
incovoierea cilindrilor de lucru;
-![]() l1 - deformatia coloanelor
cadrului;
l1 - deformatia coloanelor
cadrului;
-![]() l -
deformatia insumata a celorlalte elemente.
l -
deformatia insumata a celorlalte elemente.
In general, proportiile sunt:

 (10)
(10)
Cea mai importanta deformatie o reprezinta incovoierea
cilindrilor (in mod normal ![]() 60% din deformatia totala) care
variaza - in principal - functie de raportul dintre lungimea si
diametrul tabliei cilindrilor de lucru:
60% din deformatia totala) care
variaza - in principal - functie de raportul dintre lungimea si
diametrul tabliei cilindrilor de lucru:
 (11)
(11)
Deformatia elastica totala a ansamblului unei caje este data de relatia:
 (12)
(12)
in
care: ![]() este forta de separare a cilindrilor, in N ;
este forta de separare a cilindrilor, in N ;
![]() - variatia acestei forte in timpul trecerii materialului printre
cilindri, in N;
- variatia acestei forte in timpul trecerii materialului printre
cilindri, in N;
![]() - lungimea, respectiv, aria
suprafetelor elementelor (elemente de reglare a pozitiei cilindrilor,
traverse, coloane, . ), in m;
- lungimea, respectiv, aria
suprafetelor elementelor (elemente de reglare a pozitiei cilindrilor,
traverse, coloane, . ), in m;
![]() - modulul de elasticitate al materialului din
care este confectionat elementul respectiv, in N/m2;
- modulul de elasticitate al materialului din
care este confectionat elementul respectiv, in N/m2;
![]() c - deformatia insumata a
cilindrilor, in m;
c - deformatia insumata a
cilindrilor, in m;
![]() - lungimea traversei cadrului, in m;
- lungimea traversei cadrului, in m;
I - modulul de inertie al sectiunii traversei cadrului, in m4;
K - constanta de material, in N/m2.
Deformatia elastica a unei caje variaza cu forta
de laminare. Se poate calcula - in functie de deformatia
elastica totala (![]() ) si de forta de laminare (FL)
- rigiditatea cajei C (sau modulul static de rigiditate, M):
) si de forta de laminare (FL)
- rigiditatea cajei C (sau modulul static de rigiditate, M):
![]() [MN/mm]
; [C
[MN/mm]
; [C![]()
![]() (13)
(13)
Pentru a studia rigiditatea cajei (eventual pentru a cunoaste cat mai exact cedajul cajei) se intocmesc diagrame forta - reducere grosime care cuprind curbele de rigiditate ale cajei si ale materialului ce se deformeaza.
|
|
|
Fig.20. Diagrama efort-deformatie: A, A' - puncte de lucru (de functionare; FL, FL' - forta de laminare; s0 - deschiderea (distanta dintre cilindri) la mersul in gol; h0 - grosimea laminatului la intrarea in caja; h1, h1'-
grosimea laminatului la iesirea din caja; ds0 -
variatia de pozitionare; |
Diagramele difera functie de tipul cajei si al laminatului (figura 20): 1-curba de rigiditate caracteristica unei caje mai rigide; 2-curba de rigiditate caracteristica unei caje mai elastice; 3-curba de rigiditate caracteristica laminatului.
Conform relatiei lui Sims, grosimea materialului la iesirea din caja este:
![]() (14)
(14)
in care: CL este modulul de rigiditate al cajei.
Rigiditatea unei caje este functie de lungimile si suprafetele elementelor prin care se transmit fortele de laminare. Problema rigiditatii se pune in mod diferit functie de tipul cajei si, mai exact, de cerintele impuse laminatului. Problema este mai acuta la cajele finisoare (LBC, profile) si, in special, la laminoarele la rece, la grosimi finale foarte mici. La aceste caje, un cedaj mare poate conduce la abateri dimensionale nepermise si la un profil necorespunzator al laminatelor.
Din relatia deformarii totale elastice (12), rezulta:
C =  (15)
(15)
Relatia 12 ne conduce la posibilitatea deducerii metodelor de crestere a regiditatii cajelor:
a) C = f(Ai , I)
Pentru a mari rigiditatea unei caje uzual ar fi sa se mareasca suprafetele coloanelor cadrului si momentele de inertie a traverselor, metoda care conduce, insa, la cresterea greutatii cajei, cu consecinte negative asupra pretului de fabricatie, constructie, consum energetic.
b) C = f
Rezulta, astfel, o alta metoda care ar consta in scurtarea lungimii fluxului fortelor, prin constructii speciale, cum ar fi caja fara cadru (figura 21)
|
|
|
Fig.21. Caja fara cadru - schema constructiva: 1-coloane filetate; 2-mecanism de pozitionare; 3-portlagare. |
O astfel de constructie presupune exitenta unor coloane filetate, actionate (rotite) de un mecanism de pozitionare. In portlagare sunt fixate niste piulite de presiune care transforma miscarea de rotatie a coloanelor in miscare de deplasare sus-jos a portlagarelor si, implicit, a lagarelor cu cilindrii de laminare.
Dezavntajul constructiei consta in faptul ca nu se poate utiliza decat la laminoarele la care sunt forte mici de laminare (laminoare de sarma, profile usoare).
c) C = f![]() (18)
(18)
O alta metoda consta in pretensionarea cajelor. Aceasta presupune cuprinderea in constructia cajelor a unor sisteme (electromecanice, hidraulice sau combinate) care sa introduca o tensiune suplimentara in caja.
Pretensionarea cajelor se realizeaza prin introducerea in sistemul de forte ce actioneaza intr-o caja a unei forte care are rolul de a mari rigiditatea si de a o mentine in anumite limite.
Din relatia fortelor din coloanele cadrului:
F = FL+FP (19)
in care: F este forta din coloanele cadrului, in N;
FL - forta de laminare, in N;
FP - forta de pretensionare; in N.
Rezulta doua metode de pretensionare:
-metoda 1: se mentine constanta forta din coloane (F = const.), variatiile fortelor de laminare ( FL) ce apar in timpul deformarii materialului fiind sesizate si compensate imediat prin variatii ale fortelor de pretensionare ( Fp);
-metoda 2: se mentine constanta Fp si se variaza F.
Consideram diagrama efort-deformatie (figura 22) pentru laminarea cu o caja pretensionata prin metoda 1.
|
|
|
Fig.22. Diagrama efort-deformatie pentru o caja pretensionata. |
Din relatia lui Sims rezulta grosimea benzii la iesirea din caja:
![]() (20)
(20)
in care: 1/CL este constanta de elsticitate a cilindrilor sub efortul incovoierii si aplatizarii;
1/CP - constanta de elasticitate a pieselor de pretensionare;
FL, FP - forta de laminare, respectiv, de pretensionare, in N.
Cand banda iese cu grosimea mai mica:
 (21)
(21)
Rezulta:
![]() (22)
(22)
dar,
pentru F = const.: ![]() si
si ![]() (constanta de elasticitate a sistemului de
caje);
(constanta de elasticitate a sistemului de
caje);
rezulta:
![]()
![]() (23)
(23)
Sau, cand banda iese cu grosimea mai mare:
![]() (24)
(24)
Concluzie: in cazul metodei 1 se stabileste o relatie de proportionalitate intre variatia grosimii materialului si variatia necesara fortei de pretensionare astfel incat, prin varierea controlata a fortei de pretensionare in functie de variatiile nedorite ale fortelor de laminare, sa se obtina o grosime cat mai uniforma.
|
|
|
|
Fig.23. Schema de constructie si comanda a cajei pretensionate: 1, 3-presdoze; 2-cilindru hidraulic pentru pozitionare; 4-cilindru hidraulic pentru pretensionare; 5-element de calcul; 6-rezervor de fluid hidraulic; S-servoventil de comanda; P-pompa; M-motor. |
Fig.2 Sistemul de stabilire a pozitiei cilindrilor la caja pretensionata. |
Aceste caje se folosesc in special cand este necesara o mai mare precizie dimensionala (exemplu: laminarea la rece a benzilor si a profilelor in tolerante restranse).
Prin pretensionare rigiditatea cajei poate creste cu 50%.
Pretensionarea se realizeaza prin tractiune sau comprimare. Exista mai multe tipuri constructive, in functie de modul de pretensionare, locul in care se aplica fortele de pretensionare, elementele de pretensionare (cilindri hidraulici, pene, s.a.), .
Astfel, de exemplu, la o caja pentru banda laminata la cald (figura 23) pozitionarea cilindrilor se face cu ajutorul a patru suruburi de presiune montate in portlagarele cilindrului superior de sprijin, care preseaza, prin intermediul unor presdoze, pe portlagarele cilindrului de sprijin inferior, iar pretensionarea se face prin intermediul a doi cilindri hidraulici, amplasati intre portlagarele cilindrului de sprijin inferior si cadrul cajei.
Sistemul de actionare a suruburilor este sincronizat pentru ca reglarea sa permita deplasarea paralela a cilindrilor (figura 24).
Cajele orizontale au doua cadre dispuse la capetele cilindrilor.
Clasificarea cadrelor:
-monobloc: (figura 25) turnate dintr-o bucata, sub forma unui cadru inchis, cu talpi la partea inferioara, pentru prinderea de placile de baza;
-asamblate din bucati: doua coloane si doua traverse, asamblate cu 8 tiranti orizontali; forta de laminare se transmite de la traverse la coloane prin umerii suprafetelor de imbinare.
|
|
|
Fig. 25. Cadru de caja de tip monobloc. |
Cadrele asamblate din bucati sunt de tip inchis sau de tip deschis.
Proiectarea cajelor presupune luarea unor masuri speciale de siguranta in privinta efectelor dinamice ce apar la preluarea socurilor la prinderea laminatului precum si in privinta rigiditatii. In zona de sprijin a portlagarelor, fereastra cadrelor este prevazuta cu placi din otel rezistent la uzura.
Uzinarea cadrelor pune probleme deosebite din cauza gabaritului mare (pana la 450 t), combinat cu precizii ridicate de prelucrare.
Jocurile dintre portlagare si fereastra cadrului trebuie sa fie, pe de o parte cat mai mici, pentru a asigura precizia de laminare si reducerea socurilor iar pe de alta parte, cat mai mari, pentru a se asigura montajul si a se evita blocarea lagarelor in timpul functionarii din cauza diferentelor de temperatura si a incovoierii coloanelor cadrului.
Cadrele se toarna din otel OT 50 sau T 20 M14, cu Rm = 5x108-6x108 N/m2, A5=12-16%, si continut de carbon sub 0,35%, pentru cresterea sudabilitatii.
Placile de baza (figura 26) servesc la sustinerea cadrelor cajei; se executa din fonta sau otel turnat, in general, dintr-o bucata (4-6 m).
|
|
|
Fig.26. Placa de baza. |
Prinderea cadrelor de placile de baza se face cu suruburi cu pas fin, solicitate la intindere. Intre cele doua placi de baza ale unei caje se monteaza traverse metalice pentru rigidizare.
Dimensionarea cadrelor de caja se face in functie de: forta maxima de laminare; dimensiunile portlagarelor; diametrelor tabliei cilindrilor; cursele de pozitionare; conditiile de rezistenta si de rigiditate impuse de programul de laminare.
Calculul si verificarea la rezistenta a cadrelor se poate face prin mai multe metode (analitic, grafo - analitic, metoda elementului finit), adaptate pentru cadrele de tip inchis, respectiv, deschis.
b.Cilindrii de laminare
Cilindrii de laminare reprezinta scula deformatoare propriu-zisa in procesul de laminare, fiind, peintre cele mai scumpe piese de exploatare ale laminoarelor.
Intrand in contact direct cu materialul si preluand efortul de deformare, cilindrii sunt supusi unor conditii de grele lucru (temperatura, presiune, frecare).
Pentru a rezista solicitarilor multiple si complexe la care sunt supusi, cerintele impuse cilindrilor sunt :
-rezistenta la solicitari dinamice si statice, la uzura in conditii de durabilitate, la temperatura, uneori, ridicata.
In plus, trebuie sa asigure prinderea satisfacatoare a laminatului si o suprafata convenabila.
Unele din conditiile impuse sunt mai dificil de realizat; astfel, in conditiile in care rezistenta mecanica si rezistenta la soc sunt in contradictie cu rezistenta la uzura, se impune un compromis care se face in functie de specificul laminatului produs.
a. In functie de materialele utilizate si proprietatile acestora:
1.Cilindri din fonta obisnuita: se toarna in forme din argila si folosesc ca material fonta cenusie cu o structura perlitica care poate fi aliata cu Cr, Ni, Mo.
Acesti cilindri sunt cei mai ieftini, au o buna rezistenta la soc mecanic si se folosesc, in general, la obtinerea cilindrilor semiduri cu tablie neteda.
2.Cilindri din fonta dura: se toarna in forme metalice. Suprafata este din fonta alba, iar miezul din fonta cenusie cu o structura densa si fina. Intre miez si suprafata este o zona de trecere avand in structura grafit, perlita si cementita. Folosirea celor doua tipuri de fonta confera cilindrilor o duritate mare la suprafata (60-70 Sh) sau chiar 80 Sh (cand fonta este aliata cu 4-5% Ni) precum si o rezistenta buna la incovoiere.
3. Cilindri din otel nealiat sau aliat cu Cr, Ni, Mo.
Pot fi obtinuti prin forjare sau turnare; cei forjati sunt caracterizati printr-o tenacitate superioara.
Dupa o durificare prin calire pot fi utilizati cu bune rezultate ca cilindri pentru laminare la rece.
Cilindrii turnati au un continut de C cuprins intr-o plaja destul de larga; cresterea continutului de carbon presupune scaderea rezistentei mecanice si a alungirii, respectiv, cresterea duritatii si, implicit, a rezistentei la uzura.
Cilindri din carbura de wolfram in stare presata si sinterizata sunt folositi, mai ales, ca cilindri-disc in blocuri finisoare pentru sarma unde regimul de lucru este ingreunat de vitezele mari de laminare. Carbura de wolfram confera cilindrilor duritati mari si durabilitate deosebita.
Pentru obtinerea unor caracteristici mecanice bune, prin imbinarea duritatii superioare suprafetei cu tenacitatea miezului, cilindrii se fabrica, mai ales, in combinatii:
-camasa: fonta inalt aliata; miezul: fonta cenusie;
-camasa: fonta cenusie inalt aliata ; miezul: otel carbon;
-camasa: otel aliat; miezul: otel carbon.
b.In functie de duritate
Duritatea cilindrilor presupune rezistenta la uzura, exfoliere, deformare,
Clasificarea in functie de duritate si utilizarea tipurilor de cilindri este redata in tabelul
Tabel Clasificarea si utilizarea tipurilor de cilindri in functie de duritate
|
Nr.crt. |
Tip cilindru |
Duritate |
Utilizare |
|
[Sh] |
|||
|
moi |
laminoare degrosoare, de profile grele |
||
|
semiduri |
laminoare de profile mijlocii si usoare, laminoare de tabla |
||
|
duri |
caje finisoare, de profile mici, mijlocii, tabla subtire |
||
|
extra duri |
caje de laminare la rece, pentru sarma |
c.In functie de forma tabliei
In functie de forma tabliei, tipul de produse la care se folosesc cilindrii sunt:
-cilindrica - pentru laminarea produselor plate (figura 32);
-profilata - pentru laminarea profilelor;
-tronconica, bitronconica - pentru tevi;
-disc - pentru sarma, .
Fisele unor tipuri de cilindri in care sunt inregistrate principalele caracteristici si utilizari sunt redate in anexe I-III:
-utilizare;
-compozitie chimica;
-caracteristici structurale;
-caracteristici mecanice;
|
|
|
|
a. |
b. |
|
Fig. 32. Cilindri de laminare cu tablia cilindrica, avand ca elemente de prindere: a. rozeta; b.paleta. 1-tablie; 2-fus; 3-rozeta; 4-paleta cu degajare. |
|
|
|
|
Fig. 33. Elemente de dimensionare ale unui cilindru de laminare: Lt-lungimea tabliei; Dt-diametrul tabliei; lf-lungimea fusului; df-diametrul fusului; l-lungimea rozetei; d-diametrul rozetei. |
a) Tablia cilindrilor
Diametrul tabliei cilindrilor de laminare trebuie sa asigure o buna rezistenta mecanica si o sageata de incovoiere corespunzatoare. Deoarece forta de laminare este direct proportionala cu diametrul tabliei cilindrilor de lucru, exista tendinta de a asigura diametru cat mai mic, limita fiind data, insa, de incovoiere.
Conditia de prindere este data de relatia:
 (44)
(44)
in
care: ![]() este diametrul cilindrului de lucru, in m;
este diametrul cilindrului de lucru, in m;
![]() - reducerea maxima, in m;
- reducerea maxima, in m;
![]() - unghiul de prindere, in grade:
- unghiul de prindere, in grade:
![]()
Lungimea tabliei se stabileste in functie de latimea maxima a tablei (semifabricatului) de laminat, cu conditia ca sageata sa fie minima, ceea ce conduce la adoptarea de raporturi L/D rationale:
Diametrele cilindrilor de lucru se aleg in baza urmatoarelor considerente:
-la laminarea cu cilindri din fonta si otel slefuiti unghiul maxim de prindere este de 16-180;
-pentru marirea reducerilor este necesara cresterea diametrelor cilindrilor de lucru;
-cresterea diametrelor cilindrilor de lucru, chiar cu pastrarea reducerilor absolute si a vitezelor de laminare, duce la cresterea presiunii totale a metalului pe cilindri si a momentului de laminare din cauza maririi suprafetei de contact dintre semilaminat si cilindri precum si a bratului fortei;
-diametrul minim al cilindrilor se determina din conditia de rezistenta a tabliei, a fusurilor, a elementului de prindere;
-raportul dintre diametrul cilindrilor de lucru si a cilindrilor de sprijin, de exemplu la un trenul finisor LBC:
-Dl/Ds = 0,47 cand diametrul cilindrilor de lucru este minim si a cilindrilor de sprijin este maxim, respectiv,
-Dl/Ds = 0,53 cand diametrul cilindrilor de lucru este maxim si a cilindrilor de sprijin este minim;
-raportul dintre diametrul cilindrului de sprijin si lungimea tabliei caracterizeaza rezistenta cilindrului la incovoiere, deci, capacitatea cajelor de a lamina cu diferente de grosime, pe latimea benzii, cat mai mici;
Dimensiunile de baza sunt diametrul nominal si lungimea tabliei. Diametrul trebuie sa asigure rezistenta mecanica, sageata admisibila, valoarea minima pentru prindere.
Alegerea diametrului cilindrilor se realizeaza pe baza unor calcule care includ: calculul de rezistenta, calculul sagetii cilindrilor tinindu-se cont de tensiunile interne, deformarea cilindrilor, .
In functie de conditiile de laminare (dimensiuni brama, dimensiuni banda, calitati de otel laminate, . ) se vor calcula: lungimea tabliei cilindrilor si diametrul acesteia, lungimea si diametrul fusului, dimensiunile elementelor de prindere (paleta,..). Dupa verificarea la rezistenta a elementelor componente se adopta valorile corespunzatoare.
Pregatirea cilindrilor de lucru si de sprijin pentru laminare cat si corecta exploatare determina obtinerea laminatelor de calitate, reducand timpul opririlor accidentale si marind durata de lucru a cilindrilor.
Dupa eliminarea unei cantitati de material, cilindrii se uzeaza neuniform (de obicei capata o cavitate) ceea ce impune o slefuire, pentru a readuce bombamentul cilindrului la forma initiala. Aceasta operatie se poate face in anumite limite de 3-4% din diametru - la laminarea la rece si 10-12% la bluminguri, slebinguri.
La iesirea din aceste limite este necesara o reincarcare cu sudura.
c.Lagarele si portlagarele cilindrilor de laminare
Ansamblul lagar-portlagar are rol in sprijinirea si ghidarea cilindrilor, preluarea efortului de laminare si transmiterea acestuia la sistemul de pozitionare si la cadrul cajei.
Conditiile de lucru foarte grele (forte, presiuni si viteze mari, functionare in regim continuu cu socuri, in conditii de temperatura ridicata, umezeala, oxizi) impun cerinte speciale pentru lagarele cilindrilor din laminoare:
-posibilitatea preluarii unor sarcini mari;
-rezistenta mare la uzura;
-rezistenta la temperatura ridicata;
-durabilitate mare;
-siguranta in functionare;
-intretinere, montare/demontare usoare.
Lagarele utilizate la cajele laminoarelor de produse plate sunt, in general, de tip inchis:
-cu frecare lichida (cu ungere hidrodinamica) tip Morgoil, Electrosila, Sack-Mesta .
-cu rulmenti.
Acest tip de lagar foloseste ca suprafata de alunecare suprafata cilindrica exterioara a unei bucse cu alezaj conic ce se fixeaza pe fusul conic al cilindrului cu o pana.
Lagarele Morgoil (figura 41) se utilizeaza, mai ales, la cilindrii de sprijin, la laminoarele cu viteza mare de laminare (LBC, LBR).
Lagarele Morgoil se executa in 3 serii de
dimensiuni caracterizate prin raportul ![]()
(l-lungimea bucsei cuzinet; d-diametrul suprafetei de alunecare):
![]() ;
;![]() ;
;![]() .
.
|
|
|
|
|
Fig. 41. Lagar cu frecare lichida Morgoil: 1-fusul cilindrului; 2-pana; 3-bucsa conica fus; 4-bucsa cilindrica cuzinet; 5-bucsa portrulment; 6-piulita cu bordura si umar; 7-inel; 8- bucsa filetata; 9-flansa cu prag. |
Acest tip de lagare este din ce in ce mai des utilizat, inlocuind lagarele cu filtru de ulei, datorita unor avantaje precum: simplitate constructiva si de montaj, accesibilitate, ungere-intretinere usoara, posibilitatea de a porni sub sarcina.
Ca dezavantaje mentionam: uzura mai mare din cauza unui coeficient de frecare mai mare, gabarit (diametrul exterior) mai mare, capacitate redusa de a face fata socurilor (solicitarilor dinamice).
Tipuri de rulmenti folositi in constructii de lagare pentru caje:
-rulmenti sferici cu role butoias;
-rulmenti cu role cilindrice (cu frecare mai mica);
-rulmenti cu role conice.
In figura 42 se prezinta un lagar cu rulmenti cu role conice: rulmentul 1 este fixat, prin presare, pe fusul cilindrului, 2; pentru fixarea axiala a rulmentului se utilizeaza bucse (3, 4) si piulita 5 iar pe portlagarse fixeaza cu capace (6, 7). Pentru etansare se utilizeaza inele (8).
|
|
|
Fig.42. Lagar cu rulmenti cu role conice pe patru randuri: 1-rulment; 2-fusul cilindrului; 3, 4-bucse; 5-rulmenti conici; 6,7-capace; 8-inel de etansare. |
Portlagarele sunt piese masive in care se monteaza lagarele, avand rolul de a transmite eforturile de laminare la cadre. Portlagarele trebuie sa fie autocentrabile pentru a evita asezarea oblica a lagarelor. Portlagarele superioare se sprijina pe suprafetele sferice ale suruburilor de presiune iar cele inferioare - pe reazeme rotunjite.
|
|
|
Fig.43. Portlagar. |
d.Mecanisme de reglare a pozitiei cilindrilor
Pentru ca procesul de laminare sa decurga normal (mai ales in conditiile obtinerii de produse plate subtiri, cu tolerante restranse) este necesar ca cilindrii sa ocupe o pozitie bine determinata si stabila in caja.
De aceea cajele sunt prevazute cu unele mecanisme si dispozitive precum:
-mecanisme pentru pozitionarea cilindrilor;
-mecanisme de influentare a profilului (bombamentului) cilindrilor;
-dispozitive pentru echilibrarea cilindrilor.
Cilindrii sunt pozitionati in doua etape:
-pozitionarea auxiliara: la schimbarea cilindrilor, inainte de a incepe laminarea se face o pozitionare auxiliara, prin reglaje pentru centrarea laminatului; pozitionarea auxiliara se realizeaza in mod pasiv, prin introducerea unor placi de compensare in canalele dintre portlagare;
-pozitionarea de lucru: se face in timpul laminarii, prin deplasarea relativa a cilindrilor de lucru, in scopul obtinerii dimensiunilor dorite pentru laminat; pozitionarea de lucru se face in mod activ, intre treceri, pentru a realiza distanta corespunzatoare intre cilindrii si in timpul laminarii, pentru a invinge rezistenta materialului la deformare.
Pentru modificarea pozitiei cilindrilor se utilizeaza mecanisme cu actionare electromecanica, hidraulica sau combinate.
Cele mai utilizate mecanisme de pozitionare, cele cu actionare electromecanica, sunt de tip surub-piulita de presiune (figura 44).
Surubul de presiune actioneaza, prin intermediul unei piese de siguranta, asupra portlagarelor.
Pentru pozitionarea unui cilindru sunt prevazute doua mecanisme identice care actioneaza, fiecare, asupra unui portlagar.
Cele doua mecanisme sunt sprijinite in cadrele cajei, putand fi actionate:
-sincron, pentru deplasarea plan-paralela a cilindrului, sau
-independent, pentru reglarea paralelismului dintre cilindrul mobil si cel fix.
|
|
|
Fig.4 Sistem de pozitionare cu actionare electromecanica: 1-motor electric de curent continuu 2-angrenaj melc-roata melcata; 3-surub de presiune; 4-piulita fixata in traversa superioara; 5-mesdoza pentru masurarea fortei de laminare; DR-dispozitiv de reglare. |
Avantaje: stabilitate, ireversibilitatea pozitionarii, semnalizarea precisa a pozitiei; viteza mare de lucru.
Dezavantaje: randament mecanic mic, inertie mare.
Viteza de pozitionare trebuie sa fie:
-mare la caje cu curse lungi ale cilindrilor (exemplu caje degrosoare);
-mica la caje cu curse scurte ale cilindrilor (exemplu: caje pentru laminarea de banda la rece, unde se impune o precizie mare).
Constructia unui mecanism de pozitionare cu actionare electromecanica (figura 45)
Copyright © 2026 - Toate drepturile rezervate