|







 |  |
ad
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Influenta diferitilor factori asupra macrostructurii
Macrostructura pieselor turnate din otel depinde de multi factori care pot fi impartiti in trei grupe de baza:
- grupa 1 - proprietatile termofizice ale otelului turnat;
- grupa 2 - proprietatile termofizice ale formelor;
- grupa 3 - procesul tehnologic de turnare.
Din grupa 1 (proprietatile termofizice ale otelului turnat) cel mai important factor este intervalul de cristalizare (TL-TS).
Cu cit este mai mare acest imnterval si deci cu cit este mai mic raportul qs ql precum si TS-T35 cu atit mai mult se dezvolta zona a III-a cu cristale echiaxe (v. rel. 2). Invers cind raprortul TS-T35 1 se dezvolta zona a II-a cu cristale columnare.
Transcristalizarea pe intreaga sectiune sectiune a peretelui piesei este caracateristica pentru metalele pure cind TS-T35 = 1 deoarece raportul:
d/-X = arcos (1)/m
Tot din grupa 1 de factori care influenteaza zonele cristaline din peretele piesei turnate, fac parte si proprietatile: l, c, r, L.
Conductivitatea
termica l este direct legata de intensitatea de racire a
piesei turnate ![]()
Odata cu micsorarea lui creste valoarea lui Bi3 si prin urmare si m iar conform relatiei (1) rezulta ca aceasta determina micsoararea zonei (d/X) si marirea zonei a II-a de cristale columnare.
De exemplu foarte multe oteluri aliate cu conductivitatea termica mica se caracterizeaza printr-o tendint mare de transcristalizare, cu mult mai mare decit otelurile carbon care au acelasi interval de solidificare ca si otelurile aliate.
Parametrii termofizici (c, r, L) nu intra in expresia pentru determinarea lui Bi3 si cu toate acestea ei influenteaza dimensiunile zonelor II si III.
Cu cit este mai mare c L si c r cu atit mai tirziu incepe etapa a III-a de solidificare, deoarece creste cantitatea de caldura de supraincalzire si de cristalizare care trebuie cedata in etapele I si a II-a de solidificare. Cu cit etapa a III-a incepe mai tirziu cu atit valoarea lui Bi3 si m se micsoreaza si se mareste zona de cristale echiaxiale. Deci micsorarea tuturor parametrilor termofizici (a, c, r, L) determina dezvoltarea zonei de cristale columnare si micsorarea zonei cu cristale echiaxiale.
Din grupa 2 (proprietatile termofizice ale formelor) cel mai important factor este coeficientul de acumulare al caldurii bf care inglobeaza marimile cf, rf lf
Odata cu cresterea lui bf si deci a valorii a in toate perioadele de racire a piesei turnate se mareste valoarea Bi3 si m , ceea ce determina micsorarea raportului d/X si deci marire zonei cu cristale columnare.
Cu cresterea lui bf creste Bi3 care duce la cresterea valorii absolute a functiei U in toate etapele solidificarii, deci micsorarea dimensiunilor cristalelor in toate zonele structurale ale peretelui piesei turnate.
Din grupa a 3-a de factori care influenteaza asupra macrostructurii pieselor turnate fac parte: temperatura de turnare, temperatura initiala a formei, modificarea aliajelor, gradul de rafinare al aliajului, modul de actionare in timpul solidificarii cu ajutorul fortelor exterioare (vibrare, ultrasunete, amestecare electromagnetica, etc.).
Temperatura de turnare are o influenta complexa asupra procesului de solidificare.
In majoritatea cazurilor cu cresterea temperaturii de turnare, dimensiunile zonei columnare se maresc, asa cum rezulta din fig.4.
|
Fig.4 Dependenta dintre intinderea zonei columnare si supraincalzire: 1 - alama; 2 - oteluri; 3 - aliaje pe baza de aluminiu. |
La temperatura ridicata de turnare, dimensiunile transversale ale cristalelor columnare devin mai mari decit in cazul turnarii aliajelor cu temperatura mai scazuta. Acest lucru determina aparitia unor spatii intercristaline mari si marirea duratei de deplasare a fazei lichide in aceste spatii.
Cu cresterea temperaturii initiale a formei, creste perioada pina la inceperea etapei a III-a de solidificare, ceea ce duce la micsorarea lui Bi3 si m , creste raportul d/X si deci creste zona de cristale echiaxiale.
Un alt factor legat de tehnologia de turnare este modificarea aliajelor, care constituie o metoda eficienta pentru obtinerea unei structuri echiaxiale pe sectiunea peretelui piesei.
Influenta rafinarii aliajelor asupra macrostructurii se exprima prin cantitatea de impuritati si incluziuni nemetalice, ceea ce conduce la obtinerea unei macrostructuri fine.
Metode de dirijare a macrostructurii pieselor turnate
In practica, structura optima a pieselor turnate catre care se tinde, este structura echiaxiala cu graunti fini care prezinta cele mai bune proprietati mecanice.
Exista cazuri cind insa se cere numai obtinerea unei structuri columnare pentru unele preoprietati speciale: de exemplu in cazul turnarii magnetilor pentru obtinerea unei permeabilitati magnetice ridicate sau in cazul turnarii paletelor de turbina pentru rezistenta mare la coroziune.
Pentru dirijarea procesului de solidificare la piesele turnate, adica pentru obtinerea macrostructurii cu cristale echiaxe se actioneaza fie asupra factorilor din grupele 1 si 2 si cei tehnologici (temperatura de turnare, temperatura formei), fie cu ajutorul fortelor exterioare, (presiune, centrifugare, vibrare, amestecare electromagnetica, ultrasunete) sau prin introducerea sau crearea germenilor de cristalizare (modificare, mcroracitori sub forma de pulberi metalice).
Actionarea in timpul procesului de solidificare prin turnarea sub presiune sau prin utilizarea fortei centrifuge sunt procedee cunoscute si nu vor mai fi tratate.
Vibrarea aliajelor in timpul turnarii
Prin vibrarea aliajelor lichide, inainte sau dupa turnarea lor in forma, se influenteaza sensibil conditiile de solidificare si implicit structura si proprietatile mecanice ale piesei turnate.
In cazul folosirii vibrarii din cauza fortelor de inertie ce aparin masa aliajului in curs de solidificare, dendritele care tind sa se dezvolte in zona columnara sunt rupte si incluse in masa aliajului. In functie de temperatura aliajului pot fi topite complet sau partial, constituind astfel germeni endogeni de cristalizare.
O alta explicatie a finisarii structurii este aceea ca prin vibrarea aliajului creste presiunea in diferite microvolume si astfel creste subracirea reala din fata frontului de cristalizare.
Pentru provocarea vibratiilor se folosesc vibratori pneumatici, mecanici si electromagnetici. Cei mai utilizati sunt cei electromagnetici care sunt de constructie simpla avind o frecventa de 50-100 Hz. Pentru obtinerea frecventelor peste 100 Hz trebuie sa fie folosite transformatoarele de frecventa.
Parametrii principali ce influnteaza macrostructura sunt frecventa si amplitudinea.
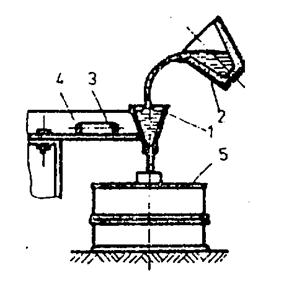
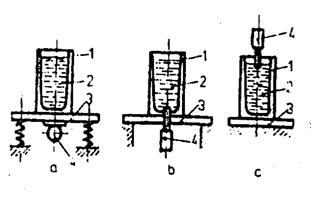
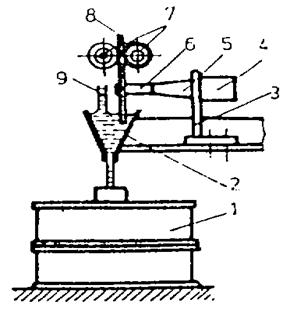
In fig. 5 se prezinta schema de vibrare a aliajului in timpul turnarii, iar in fig. 6. vibrarea aliajului in forma de turnare.
|
|
|
||
|
Fig. 5 Schema vibrarii aliajului la turnare: 1- palnie; 2 - oala; 3 - vibrator; 4 - consola; 5 - forma. |
Fig. 6 Schema vibrarii aliajului in forma: a - vibrarea aliajului si formei; b si c - vibrarea aliajului 1 - forma; 2 - aliaj; 3 - placa; 4 - vibrator. |
In cazul otelurilor carbon cu cresterea frecventei se micsoreaza intinderea zonei columnare iar proprietatile mecanice (rezistenta la rupere si alungirea cresc cu 10-20 %.
In cazul otelurilor turnate continuu cu cresterea frecventei zona columnara se micsoreaza, iar cresterea amplitudinii duce la o micsorare a dendritelor.
Prin vibrarea otelurilor in timpul solidificarii segregatia axiala V se micsoreaza de 4 ori. de ex. segregatia carbonului a fost de 430 % si a sulfului de 750 % pentru lingou nevibrat, in timp ce la lingoul vibrat a fost de 170 % pentru carbon si de 160 % pentru sulf (masa lingoului 8,3 t, f = 7 kHz, A = 4,5 10-13 mm, durata de vibrare 37,5 min.
Imbunatatirea structurii si deci a proprietatilor mecanice la vibrarea aliajelor trebuie sa fie considerata ca urmare a maririi zonei de cristale echiaxiale si a micsorarii neuniformitatilor chimice, adica imbunatatirea macrosegregatiei.
Procedeul nu s-a raspindit industrial datorita dificultatilor de aplicare.
Tratarea aliajelor cu ultrasunete
Tratarea aliajelor cu utrasunete, pe linga finisarea structurii primare de turnare, contribuie si la scaderea porozitatilor gazoase si a celor de contractie precum si la eliminarea crapaturilor la cald.
Actiunea utrasunetelor asupra procesului de solidificare este explicata diferit de autori. Unii considera ca prin tratarea aliajului cu utrasunete se mareste subracirea in masa aliajului si se trece la o solidificare in volum, pe cind altii considera ca se creaza conditii favorabile pentru o germinare omogena in timpul cristalizarii.
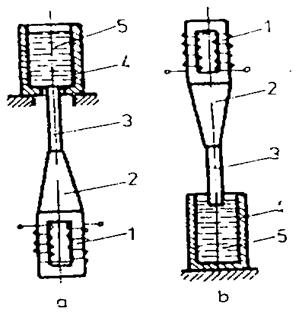
In fig. 7 se arata schema de utilizare a utrasunetelor la solidificarea aliajului in forma, iar in fig. 8 tratarea aliajului cu utrasunete in timpul turnarii.
Elementul cel mai important al sistemului de provocare a oscilatiilor cu utrasunetee dispozitivul 3. El trebuie sa aiba o rezistenta mare la cald si coroziune. Din acest motiv tratarea aliajelor in domeniul turnarii nu are aplicabilitate mare.
|
Fig. 7 Schema tratarii aliajului in forma cu ultrasunete: a - de jos; b - de sus; 1 -transformator (motor magnetostrictiv); 2 - transformatorul oscilatiilor elastice longitudinale; 3 - dispozitiv; 4 - forma; 5 - aliaj. |
Fig. 8 Schema tratarii aliajului cu ultrasunete in timpul turnarii: 1-forma; 2-palnie mobila; 3-consola; 4-motor; 5-transformator; 6-dispozitiv; 7-role de avans; 8-tija pentru transmiterea oscilatiilor; 9-aliaj. |
Amestecarea aliajului in timpul turnarii si solidificarii
Aceasta metoda este utilizata de mult timp ca o metoda de micsorare a zonei de cristale columnare.
Metoda de amestecare a aliajului in timpul solidificarii, pentru obtinerea unei structuri fine a lingourilor de otel a fost prezentata prima data de Cernov. Dupa parerea sa agitarea topiturii poate fi realizata in cazul rotirii lingotierei cu o schimbare rapida si intrerupta a directiei.
In fig. 9 se prezinta influenta metodei de turnare aspra conditiilor de amestecare a otelului in tipul turnarii si solidificarii.
In cazul turnarii pe sus cu mai multe jeturi (fig. 9 a) se provoaca o agitare mai putin intensa a topiturii si in acest caz se constata cea mai mare intindere a zonei columnare (masuratorile au fost facute la inaltimea de 360 si 1050 mm, iar cifrele corespunzatoare indica intinderea zonei columnare (in mm).
Turnarea cu un singur jet pe jos (fig. 9 b) sau de sus (fig, 9 c) provoaca o agitare mai intensa a aliajului si intinderea zonei columnare este mai mica.
Turnarea intr-o lingotiera inclinata (fig. 9 d) provoaca o agitare si deci amestecare puternica dar duce la o structura asimetrica a lingoului.
Intensitatea cea mai mare a agitarii aliajului se observa la turnarea asimetrica (fig. 9 c) si in acest caz se obtine cea mai mica intindere a zonei columnare.
In cazul turnarii pe sus cu un singur jet (fig. 9 f), dar se amesteca aliajul in acelasi timp cu o tija, se obtine cea mai mare intensitate de amestecare a aliajului si intinderea cea mai mica a zonei columnare.
In ultimul timp au inceput sa fie folosite metode mai simple si mai eficiente de amestecare a aliajului in curs de solidificare: electromagnetica (inductiva si conductiva), prin barbotare cu gaze inerte.
Marirea vitezei de solidificare
Cercetarile efectuate pina in prezent au aratat ca in cazul pieselor turnate cu grosime mare de perete, viteza de solidificare variaza in limite largi. Viteza de solidificare diferentiata pe sectiunea peretelui duce la formarea celor trei zone cristaline.
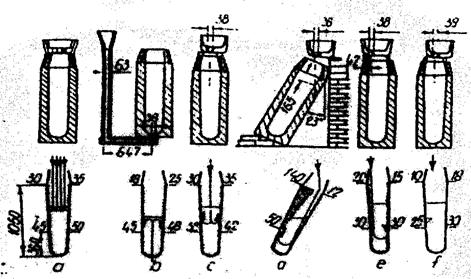
Fig. 9 Influenta modului de turnare asupra intinderii zonei columnare a lingourilor
A.I. Veinik plecind de la ecuatia bilantului termic a determinat pentru piese cilindrice urmatoarea relatie a vitezei de solidificare:
VS = ![]() (3)
(3)
in care j este un coeficient de forma (pentru lingouri cilindrice si hexagonale j=1, iar pentru cele octogonale j
a - coeficent de difuzivitate termica, in m2/h;
r - raza piesei cilindrice in m.
Coeficientii B2 B3 si N se calculeaza:
B2 = 1/4 + 1/(2 N) B3 = 1/3(1/3 + 1/N) N = c (TK To)/L (4)
Efimov V.A. propune urmatoarea relatie a vitezei de solidificare in cazul otelurilor turnate in lingouri:
VS = 2 ![]() ll (D/H)1,8
ll (D/H)1,8 [m/h] (5)
[m/h] (5)
in care lS lf sunt conductivitatea termica in stare solida si respectiv lichida in W/m K
DT1, DT2 - caderea de temperatura in zona solida respectiv lichida in K
D, H - diametrul, respectiv inaltimea lingoului.
In cazul stabilirii unor corelatii intre viteza de solidificare si gradientul de temperatura in faza lichida (CL) Tiller si Rutter au stabilit ca se poate regla structura cristalina daca se schimba morfologia frontului de solidificare (adica schimbarea subracirii constitutionale din fata frontului).
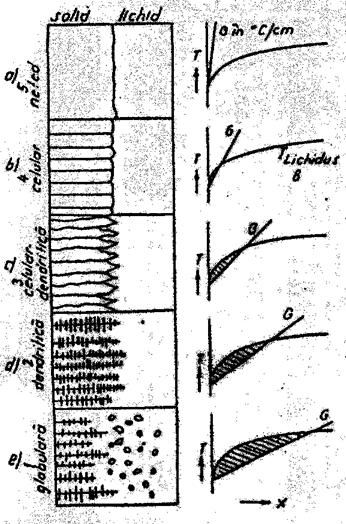
In fig. 10 se arata influenta subracirii constitutionale asupra formei frontului de solidificare.
Trecerea frontului neted spre cel celular este data de relatia:
GL / VS m  (6)
(6)
iar de la cel celular la cel dendritic de relatia:
GL / VS (A Co) / ko (7)
in care: m - panta curbei lichidus;
A - coeficient; D - coeficient de difuzie;
C0 - concentratia medie a lichidului (C0 = CL k0)
|
|
In cazuri practice reglarea vitezei de solidificare si a gradientului de temperatura in vederea obtinerii structurii uniforme se poate realiza prin metodele:
1. Realizarea pe sectiunea peretelui a unui gradient termic minim CL in faza lichida adica o solidificare in volum. Aceasta se poate realiza prin micsorarea temperaturii de turnare a otelului sau prin introducerea microracitorilor sub forma de pulberi metalice.
2. Micsorarea la maxim a zonei bifazice si deplasarea ei cu viteza mare spre axa termica a piesei. Aceste conditii pot fi create in cazul unui gradient termic mai ridicat decit in primul caz.
3. Crearea germenilor eterogeni prin introducerea unor elemente solubile si a unor cristalizatori, care determina o subracire constitutionala in fata frontului. Conditia de formare a cristalelor echiaxe este:
![]() (8)
(8)
in care d este grosimea stratului imbogatit in impuritati (d = 10-2 10-4 cm).
Dupa datele lui Efimov V.A. intinderea zonelor cristaline este data de raportul intre gradientul de temperatura(G) si viteza de solidificare VS .
Fig. 10 Influenta subracirii constitutionale
asupra formei frontului de solidificare.
La lingourile de otel avem:
- zona I cu cristale echiaxiale fine se formeaza cind G = 5000-10000 C/m
- zona a II-a cu cristale columnare se formeaza cind G/VS < 5,5 107 unde G = 2000 - 5000 C/m;
- zona de trecere de la cristale columnare la cele echiaxe se formeaza cind G/VS = 5,5 107 si G = 500 - 20000 C/m
-
zona a III-a de cristale echiaxe se formeaza cind G/![]() = 9000 si G =
100 - 500 C/m.
= 9000 si G =
100 - 500 C/m.
Copyright © 2025 - Toate drepturile rezervate