|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
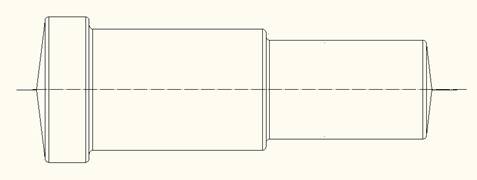
Proiectarea variantelor preliminare de proces tehnologic
1.Stabilirea metodelor si procedeelor de prelucrare a suprafetelor semifabricatului
Pentru fiecare suprafata Sk sau grup de suprafete identice se stabilesc, pe baza de considerente tehnico-economice, una sau mai multe variante tehnic-aplicabile ( pentru suprafetele la care acest lucru este posibil ) de procedee sau succesiuni de procedee (prelucrari) necesare obtinerii caracteristicilor geometrice (precizie dimensionala si rugozitate) prescrise suprafetei Sk .
Se recomanda ca stabilirea etapelor si procedeelor de prelucrare a unei suprafete sa se faca dupa urmatorul algoritm :
-se identifica caracteristicile geometrice prescrise suprafetei (forma suprafetei, precizia dimensionala, de forma si pozitia relativa, rugozitate)
-se stabileste numarul etapelor de prelucrare : se vor avea in vedere, pe de o parte, forma si caracteristicile geometrice prescrise suprafetei si, pe de alta parte, recomandarile din literatura de specialitate
-se stabileste procedeul final de prelucrare, in concordanta cu felul etapei finale de prelucare stabilita anterior. Procedeul de prelucrare ales trebuie sa asigure deopotriva toate caracteristicile geometrice prescrise suprafetei. In acest scop se utilizeaza, dupa caz (in functie de tipul mijloacelor de productie disponibile), recomandarile din tabelele cu trepte si rugozitati medii economice de prelucare. Daca sunt posibile mai multe procedee, se va alege cel mai economic
-se stabilesc celelalte procedee de prelucrare , astfel incat sa fie indeplinite simultan urmatoarele conditii :
° sa se respecte numarul si tipul etapelor de prelucrare stabilite anterior;
°diferenta dintre treptele de precizie realizate de doua procedee succesive sa nu fie mai mare de 2-3
°diferenta dintre clasele de rugozitate Ra realizate de doua procedee succesive sa nu fie maimare de 1-2.
Rezultatele obtinute se vor prezenta intr-un tabel de forma celui de mai jos:
|
Sk |
Forma/Caracteristici geometrice prescrise |
Varianta de succesiune |
Nr. etape de prelucrare |
Succesiunea de prelucrari (i) |
|||
|
Etapa 1 |
Etapa 2 |
Etapa 3 |
|||||
|
S5 |
Cilindrica ext Ø61 T 13(IT= 460 µm) |
1 |
1 |
Str.degrosare T13 (IT=460µm)
|
|
|
|
|
S7 |
Cilindrica ext T7 (IT=30µm) |
1 |
3 |
Str degrosare T12 (IT=300µm),
|
Str finisare T9 (IT=74µm),
|
Rectificare T7 (IT=30µm)
|
|
|
S9 |
Cilindrica ext T 7 (IT=30µm)
|
1 |
3 |
Str degrosare T12 (IT=300µm),
|
Str finisare T9 (IT=74µm),
|
Rectificare T7 (IT=30µm)
|
|
|
S11 |
Cilindrica ext T6 (IT= 16µm)
|
1 |
3 |
Str degrosare T11 (IT=162µm),
|
Str finisare T8 (IT=39µm),
|
Rectificare T6 (IT=16µm)
|
|
|
S1 |
Plan fr 200.5(n74) T13 (IT=720 µm)
|
1 |
1 |
Str.degrosare T13 (IT=720µm)
|
|
|
|
|
S4 |
Plan fr 20(n74/n61) T13 (IT=280 µm) |
1 |
1 |
Str.degrosare T13 (IT=280µm)
|
|
|
|
|
S8 |
Plan fr 65(n60/n50) T13 (IT=460 µm) |
1 |
1 |
Str.degrosare T13 (IT=460µm)
|
|
|
|
|
S10 |
Plan fr 30.5(n50/n44) T13 (IT=340 µm)
|
1 |
1 |
Str.degrosare T13 (IT=340µm)
|
|
|
|
|
S13 |
Plan fr 200.5(n44) T13 (IT= 720 µm) |
1 |
1 |
Str.degrosare T13 (IT=720µm)
|
|
|
|
|
S2 |
Conica (tesitura) 1.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S12 |
Conica (tesitura) 1.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S6 |
Conica (tesitura) 0.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S15 |
Conica (tesitura) 0.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S16 |
Conica (tesitura) 0.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S17 |
Conica (tesitura) 0.5 ×45˚ T14 (IT=250 µm) |
1 |
1 |
Str.degrosare T14 (IT=250µm)
|
|
|
|
|
S14 |
Suprafata complexa (canal pana) 16×5×25 T14 (IT=320 µm)
|
1 |
1 |
Frezare degr. T14 (IT=320µm)
|
|
|
|
|
S3 |
Suprafata evolventica n60 8J |
1 |
3 |
Str.degrosare
|
Str.finisare
|
Rectificare
|
|
2.Principii generale de proiectare si restrictii specifice grupului din care
face parte piesa
Principiile generale de proiectare a procedeelor tehnologice, rezultate din aplicarea criteriilor de proiectare, pot fi retranse la urmatoarele :
Stabilirea continutului si succesiunii operatiilor procesului tehnologic (in doua variante)
Structura preliminara a fiecarui proces tehnologic se va prezenta intr-un tabel de forma celui de mai jos.
Varianta I
|
Numar operatie, denumire, schita |
Masina-unealta,scula, dispozitiv, verificator |
|
Matritarea
|
Masina-unealta: Masina de forjat verticala Scule prese verticale Verificator pentru diametre si pentru lungimi subler 0 - 300 STAS 373 / 1-87 cu valoarea diviziunii vernierului de 0,1 mm Frecventa de masurare : 1/10 piese |
|
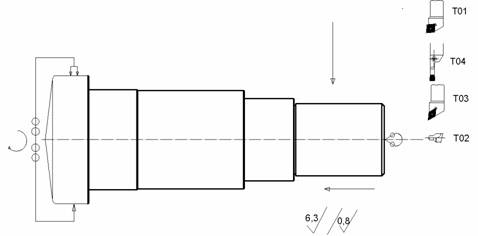
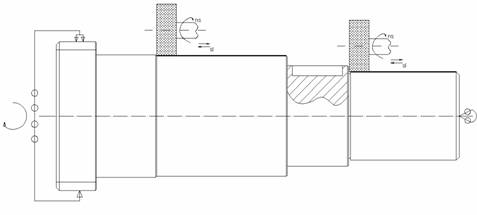
Operatia 10 - Strunjire de degrosare dintr-o parte
C1(T01):S13(D)/S12(D)/S11(D)/S10(D)/S9(D)/S8(D)/S7(D)/S6(D)/S5(D)/ S4(D) /S15(D) C2(T03):S11(F) |
Masina unealta: Strung cu CN Scula utilizata T01 cutit de degrosare ( cutit de exterior ) T02 - burghiu de centruire T03 - cutit de finisare ( cutit de exterior ) T04 cutit de degajare ( cutit de exterior ) Frecventa de masurare: 1/10 piese |
|
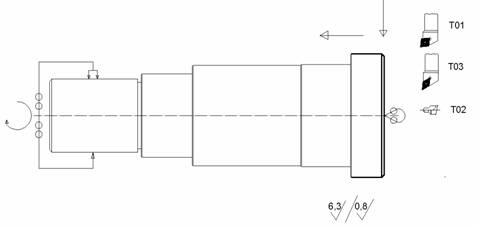
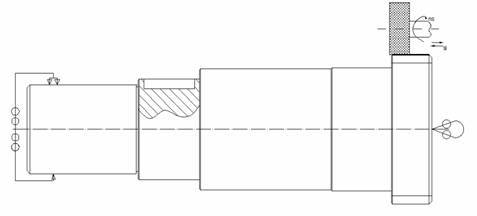
Operatia 15 Strunjire de degrosare din cealalta parte
C1(T01):S1(D)/S2(D)/S3(D) C2(T03):S3(F) |
Masina unealta: Strung cu CN Scula utilizata T01 cutit de degrosare ( cutit de exterior ) T02 - burghiu de centruire T03 - cutit de finisare ( cutit de exterior ) Frecventa de masurare: 1/10 piese |
|
Operatia 20 Frezare de degrosare
|
Masina unealta: Masina de frezat FU 350 x 1850 Scula utilizata: Freza cilindro-frontala Frecventa de masurare:1/10 piese |
|
Operatia 30 Control tehnic intermediar |
Masa de control Se controleaza coaxialitatea S7 fata de S11 |
|
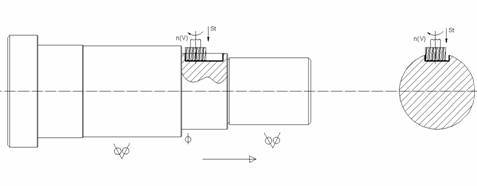
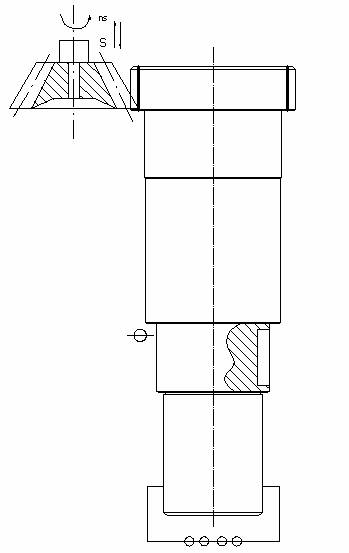
Operatia 25 Mortezare
|
Masina unealta: Masina de mortezat Scule utilizate: Cutit de mortezat Frecventa de masurare:1/10 piese |
|
Operatia 35 Tratament termic |
|
|
Operatia 40 Rectificare dintr-o parte
|
Masina unealta: Masina de rectificat exterior Scula:corp abraziv Dispozitiv: universal cu trei bacuri Verificator:micrometru, rugozimetru Frecventa de masurare:1/10 piese |
|
Operatia 45 Rectificare din cealalta parte
|
Masina unealta: Masina de rectificat exterior Scula:corp abraziv Dispozitiv: universal cu trei bacuri Verificator:micrometru, rugozimetru Frecventa de masurare:1/10 piese |
Varianta II
|
Numar operatie, denumire, schita |
Masina-unealta,scula, dispozitiv, verificator |
|
Matritarea
|
Masina-unealta: Masina de forjat verticala Scule prese verticale Verificator pentru diametre si pentru lungimi subler 0 - 300 STAS 373 / 1-87 cu valoarea diviziunii vernierului de 0,1 mm Frecventa de masurare : 1/10 piese |
|
Operatia 10 - Strunjire de degrosare dintr-o parte |
Idem varianta 1 |
|
Operatia 15 Strunjire de degrosare din cealalta parte |
Idem varianta 1 |
|
Operatia 20 Frezare de degrosare |
Idem varianta 1 |
|
Operatia 30 Control tehnic intermediar |
Idem varianta 1 |
|
Operatia 25 Frezare |
Masina unealta: Masina de frezat Scule utilizate: Freza melc-modul Frecventa de masurare:1/10 piese |
|
Operatia 35 Tratament termic |
|
|
Operatia 40 Rectificare dintr-o parte |
Idem varianta 1 |
|
Operatia 45 Rectificare din cealalta parte |
Idem varianta 1 |
Copyright © 2025 - Toate drepturile rezervate