|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
TEHNOLOGIA FABRICATIEI MASINILOR TERMICE CU PISTON
Date despre motor:
In acest capitol se va face o prezentare generala a motorului proiectat prin prezentarea urmatoarelor caracteristici:
Puterea efectiva:Pe= 62 kw
Turatia: n= 4700 rot/min
Numarul de timpi:T=4
Procedeul de aprindere: prin scanteie
Raportul de comprimare:ε=8.1
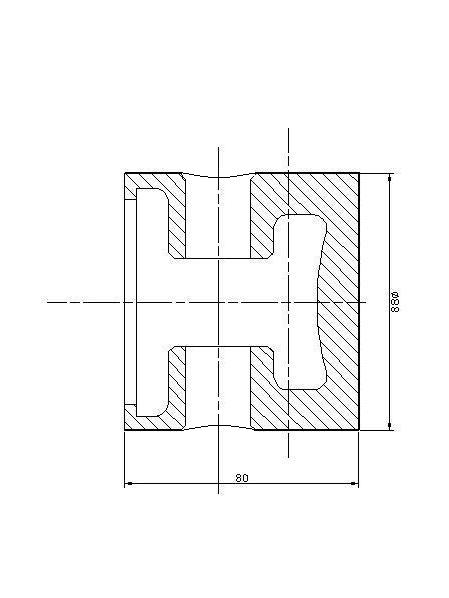
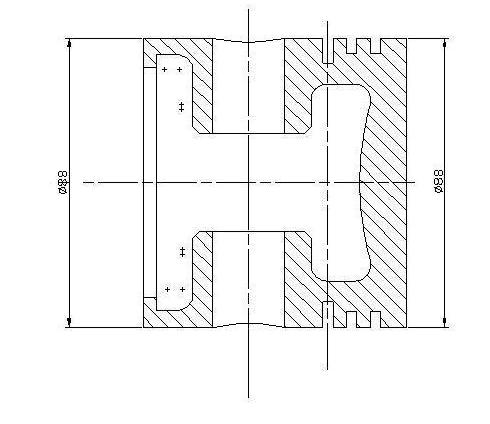
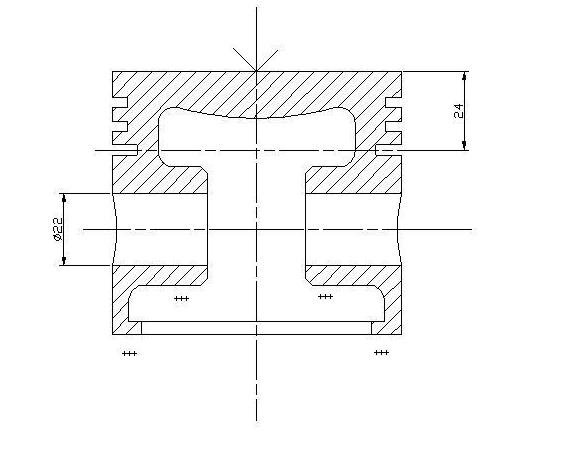
Diametrul cilindrului motorului: D=88 mm
Cursa pistonului: S=88 mm
Raportul cursa alezaj: ψ=1
Viteza medie a pistonului: Wpm=13.7 m/s
Cilindreea unitara: Vs= 0.531 dm3
1.Analiza conditilor functionale ale pistonului si stabilirea materialului si a procedeului de obtinere a semifabricatului
Pistonul este o piesa a echipajului alcatuita din :
capul pistonului care intra in contact cu gazele de ardere;
regiunea port-segment (sustine segmentii);
mantaua transmite forta normala;
umerii pistonului;
Pistonul este supus la urmatoarele solicitari:
- mecanice : tensiuni:forta de presiune a gazelor,forta de inertie ,forta normala de actiunile boltului,tensiuni de origine termica se datoreaza faptului ca, capul pistonului este traversat de un flux termic la o temperatura ce duce la dilatari(capul pistonului este supus la incovoiere;regiunea port-segment este supus lacompresiune sau strivire;boltul la forfecare;umerii si mantaua la uzura);
- termice: regimul termic ridicat reduce rezistenta mecanica, dilatarile termice reduc jocul dintre piston si cilindru sub actiunea fortei de presiune a gazelor.Pentru a fi cat mai mic posibil jocul, cilindrul este tronconic in sectiune longitudinala iar in profil transversal eliptic(oval). Necesitatea unui joc mai mare la rece face ca la sarcini reduse sa apara fenomenul de basculare care amplifica uzura si solicita la joc extremitätile pistonului.
- coroziune din cauza contactului cu gazele de ardere (se fac acoperiri anticoroziune cu staniu , zinc). Pe manta se fac pentru a imbunatati proprietatile antifrictiune operatii de grafitare:
Descrierea solutiei:
- capul pistonului :suprafata exterioara a capului fiind MAS in 4 timpi capul este plan pentru ca la un diametru dat suprafata este minima, primeste flux minim deci tensiuni termice si diferente de temperatura mai mici.Fundul pistonului are o racordare larga cu regiunea port-segment cu raza de racordare mare deoarece fundul nu este prevazut cu sistem de racire.
- nervurat cu rolul de a mari suprafata de schimb de caldura cu mediul din carter; rigidizeaza capul deci se adopta o marime mai mica decat nenervurat.
Regiunea port-segment :pentru a feri primul segment de actiunea gazelor de ardere distanta de la cap se alege mult mai mare. Avem 2 canale de comprimare , un canal de ungere si doua fante pentru curgerea uleiului. Evolutia uleiului prin orificii in fundul canalului mai are rolul de a separa regiunea port segment de manta,deci primeste un flux de caldura mai mic ,avem regim termic scazut deci joc la rece mai mic.
Mantaua: baza mantalei este dreapta (baza tehnica de prindere si asezare).S-au prevazut sub umeri suprafete de asezare in timpul prelucrarii. La motoarele MAS cum este si cazul nostru se fac niste degajari pentru ca pistonul se dilata mai mult pe directia umerilor fiind mai mult material.
Umerii au alezaj concentric cu exteriorul. Apar canale de siguranta in cazul boltului flotant; fetele frontale sunt plane, perpendiculare pe axa boltului, rigidizate prin nervuri.
Alegerea materialului si a procedeului de realizare a semifabricatului
La fabricarea pistonului se atat materiale feroase (fonta, otel) cat si neferoase (aliaje de aluminiu si magneziu).Apar insa anumite avantaje si dezavantaje privind proprietatile materialelor:
Densitatea cat mai mica: (fonta-,otel-, aluminiu+);
Coeficient de dilatare termica liniara: (fonta+,otel+, aluminiu-);
Conductivitate termica cat mai mare: (fonta-,otel-, aluminiu+);
Rezistenta mecanica: (fonta+,otel+, aluminiu-);
Duritate: (fonta+,otel+, aluminiu-);
Proprietati antifrictiune: (fonta+,otel-, aluminiu-);
Astfel ca la pistoanele de diametru mic si foarte mic se utilizeaza ca material aliajul usor pe baza de aluminiu; la dimensiuni mari se utilizeaza o combinatie: capul din otel si restul pistonului din aluminiu (asamblarea se face prin suruburi sau sudura cu jet de electroni);
Aliajele de magneziu nu au rezistenta la uzura deci nu se folosesc decat pentru motoare de competitie.La aliajele de aluminiu se practica acoperiri pentru a intari rezistenta antifrictiune- grafitarea mantalei; coroziune-acoperirea cu zinc staniu.
2. TEHONOLOGIA DE REALIZARE A SEMIFABRICATULUI
2.1 Descrierea utilajului
Pistoanele realizate din aliaje de aluminiu, in general se pot turna in forme de nisip, amestec sau in cochila. Turnarea in forme de nisip sau de amestec se foloseste rar pentru ca aceste forme determine o viteza scazuta de racire ( λmic ).
La productia in serie se apeleaza Ia turnarea In cochila (λ mare ). In aceasta situatie se recomanda o viteza optima de racire. Viteza optima de racire se controleaza prin preincaizirea cochilei pana la 300 °C, scazand astfel diferenta de temperatura si implicit, viteza de racire. Pentru ca materialul topit sa nu adere la suprafata cochilei, aceasta se vopseste in interior utilizand o vopsea ce contine grafit.
Temperatura de turnare ( aprox. 750 °C) are o importanta foarte mare pentru aliajul de aluminiu :
daca este prea scazuta viscozitatea materialului topit este scazuta.
daca este prea ridicata, are loc o absorbtie puternica a gazeior din atmosfera,metalul topit se poate oxida, aparand astfel porozitati, respectiv impuritati.
O solutie intermediara pentru viteza de racire este turnarea in cochiia cu un miez de nisip (amestec). Aceasta metoda este mai putin utilizatä, pentru ca se preteaza prea putin la mecanizare si automatizare. Miezurile se obtin in cutii de miez cu ajutorul unor modele.
La productia in masa, turnarea in cochila este mecanizata, adica ;
inchiderea si deschiderea cochilelor se fac automat, cu actionare pneumatica sau hidraulica ;
introducerea si scoaterea rizurilor se realizeaza cu brate mecanice ;
turnarea efectiva se face cu ajutorul unui dozator;
- cochilele se deplaseaza pe o banda rulanta sau pe un suport.
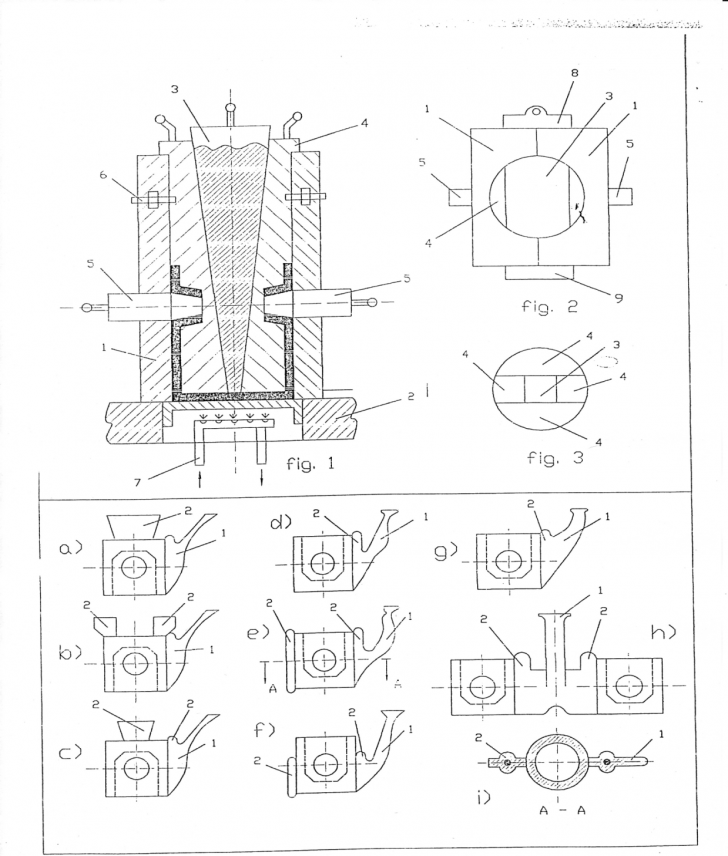
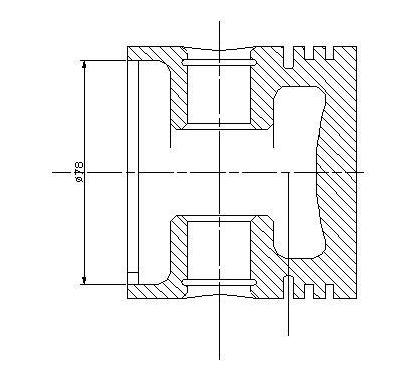
a) Structura cochiiei
Schema unei cochile este prezentata in figura 1. Ea se compune din doua parti; o parte exterioara si una interioara ( miezuri).
Partea exterioara este alcatuità din : 1. doua semicochile care alipite formeaza o cutie cu planul de separare ce coincide cu axa pistonului ( perpendiculare pe axa umerilor). Acestea la extremitati au niste balamale, iar in partea opusa se afla zavorul ( mecanismul de inchidere ).
2. placa de baza ( de asezare );
Cochilele se fac din fontä cenusie obtinuta sau din fonta aliata termorezistenta. Numarul aproximativ de turnari la care rezista este de 25 000.
Miezurile : 3. miezul central;
miezuri laterale ( doua fig 2. sau patru fig. 3 );
miezuri pentru alezajul umerilor;
Miezurile se pot confectiona din otel carbon de calitate sau otel termorezistent aliat cu crom. Ele sunt preväzute cu manere sau cu o coada de "randunica" pentru mainile mecanice.
extractoare, care sunt tije ce permit deplasarea miezurilor laterale spre interior;
serpentine prin care se sufla aer comprimat pentru a mari viteza de racire in zona "cap piston".
Pistonul se toarna cu capul in jos, pentru ca impuritatile sa se adune in partea superioara. Se pot turna si cu capul in sus.
b) Reteaua de turnare
Reteaua de turnare este formata din una sau doua culee din care se toarna metalul topit una sau doua maselote, care sunt de fapt rezervoare de metal topit ce trebuie sa alimenteze forma astfel incat sa nu apara goluri ( retasuri ), in timpul solidificarii. Acestea se inlatura prin taiere la curatarea semifabricatului.
Maselotele pot fi plasate fie in partea superioará a pistonului, fie lateral in planul de separatie al cochiiei. Ele pot fi pe toata lungimea sau numai pe o portiune din lungimea pistonului. Figurile a, b, c prezinta pistonul turnat cu capul in sus. Cochila se aeaza pe un suport rotitor, pentru a se putea extrage miezurile dupa solidificare. in aceste figuri : 1- culea;
2 - masetota; figura a - o maselota; figura b - doua maselote;
figura c - doua maselote dintre care una plasata lateral pe toata lungimea pistonului. Figuriie d, e, f, g, h reprezintà situatiile in care pistonul este turnat cu capui in jos.
figura d-o maselota;
figura e - doua maselote pe toata lungimea;
figura f - doua maselote dar numai pe o parte din lungimea pistonului;
figura g - maselota si culea;
figura h - retea de turnare pentru doua pistoane in acelasi timp - are doua maselote.
Culeea se racordeaza cu pistonul sau maselota fie cu o raza mare -pentru evitarea turbionarii metalului topit, fie cu o raza mica pentru o viteza redusa de curgere.
Din variantele prezentate mai sus se alege cea din figura e. in figura i este reprezentata o sectiune prin acest tip de retea de turnare.
CUPTOARE PENTRU TOPIREA ALIAJELOR DE ALUMINIU
Clasificare:
Dupa sursa de caldura avem : - arderea unui combustibil cum ar fi : CH4, pacura,cocs;
- cuptoare electrice - cu rezistenta
- cu inductie cu curent alternativ de joasa frecventa;
Dupa modul de transmitere a caldurii in baia de metal: - cu transmitere de sus in jos
atunci cand sursa de caldura este deasupra baii;
cu transmitere de jos in sus atunci cand sursa de caldura este in jurul baii ( cea mai favorabila, creazaa curenti ce omogenizeaza si uniformizeza compozitia baii);
cu transmitere combinata, apare in cazul cuptoarelor electrice cu inductie.
In cazui aliajelor de aiuminiu nu se recomanda cuptoarele cu flacara deasupra fiindca se evita contactul dintre suprafata baii si gazele de ardere (intrucat Al este foarte avid de gaze si se oxideaza).Acest fenomen se amplifica cu cat temperatura creste (topitura este supraincalzita ) si cu cat timpul de contact cu gazele este mai mare.
De aceea in turnarea aliajelor de Al se introduc niste saruri de protectie si dezoxidare. Ca saruri de protective putem folosi NaCI, iar ca substante dezoxidante Mg si sodiu. Mg ramane in componenta aliajului pe cand sarurile se aduna in partea superioara si pot fi indepartate.
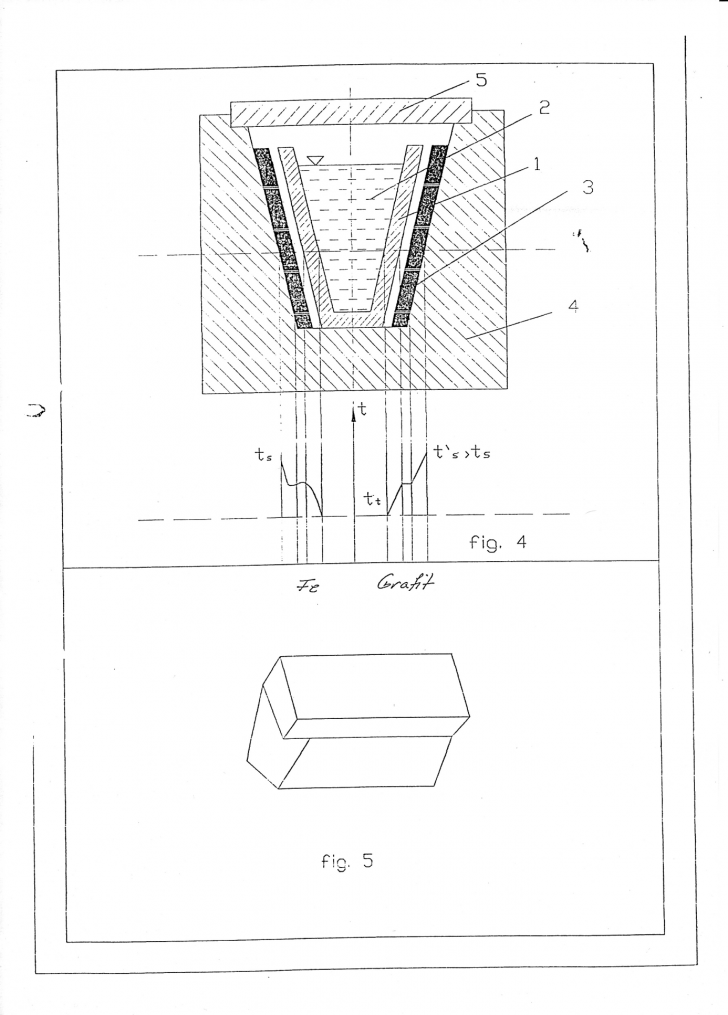
Dupa constructie: - cuptor cu creuzet ( fig.4 ) care poate fi rabatabil ( se poate roti pentru a turna continutul);
cuptoare cu flacara (fara creuzet) in figura 4 este exeplificat cuptorul cu creuzet ce are componentele:
1 - creuzet 2- baia de metal topit 3 - sursa de incalzire 4- captusala
5 - capac.
Creuzetul poate fi confectionat din fier sau grafit. Fierul se dizolva in Al topit si la solidificare se formeaza compusi foarte duri cu Al sau cu Al+Si la un loc. Acesti compusi micsoreaza propietätile mecanice ale aliajului.
Pentru a se inlatura acest dezavantaj creuzetui se vopseste, dar in timp, pe masura ce vopseua dispare devine ineficient Se prefera creuzetul de grafit chiar daca tenperatura sursei trebuie sa fie mai mare.
Modul de turnare Si alierea
Pentru a elabora aliaie de Al de la industria metalurgica parvin industriei constructiei de masini sub forma de blocuri de Al pur tehnic : 93,5 % - 99,7 % puritate (fig. 5 ).
Din acest motiv se utilizeaza prealiaje, materiale ce au temperatura de topire mai mica decat temperatura de topire a componenteior.Exemple: temperatura de topire : Al- 660 °C; Mg-650 °C; Si-1427 °C; Cu - 1060°C; Ni-1450; Cr-1890°C
Exista douà categorii de prealiaje:
1. contin elemente cu punct de topire mai mic sau egal cu cel al Al, cum ar fi Mg. Nu apar dificultati majore, daca se elaboreaza un prealiaj poate fi turnat in stare topita in topitura de Al. Se poate face turnarea si fara aliere.
2. contin elemente cu punct de topire mai mare decat a Al - se elaboreza prealiaje ce se toarna in blocuri dupa care se retopesc odata cu Al. Exista trei metode de elaborare a prealiajeior cu elemente cu punct de topire mare: topim elementele prealijaului impreuna ( metoda ce nu se mai foloseste ); introducem bucati din solide apartinand elementelor cu temperatura cu punct de topire mai inalt in topitura celuilalt ( Al); introducem topitura metalului cu punct mai inalt in topitura celuilalt material. Astfel se pastreaza 20% in stare solida, care apoi se introduce treptat odata cu incalzirea pentru racirea baii. Pentru a evita supraincalzirea ei, incalzire ce favorizeaza absorbtia de gaze si oxidarea ce duc la aparitia de porozitati, reducem fluiditatea la turnare. Exemple de prealiaje folosite:
- Al-Cu 50% Al+50% Cu (categoria a 2 a de materiale);
- Al-Si silumin 13%Si+87% Al;
- silicoaluminium 50% Si + 50% Al (material ce necesita multe saruri si dezoxidante)
- Al-Ni 10% Ni+ 90% Al;
- Al- Mn 5% (10%) Mn - 95% ( 90% );
- Al - Cu - Ni - Mn ( Cu, Ni, Mn formeaza prealiajul);
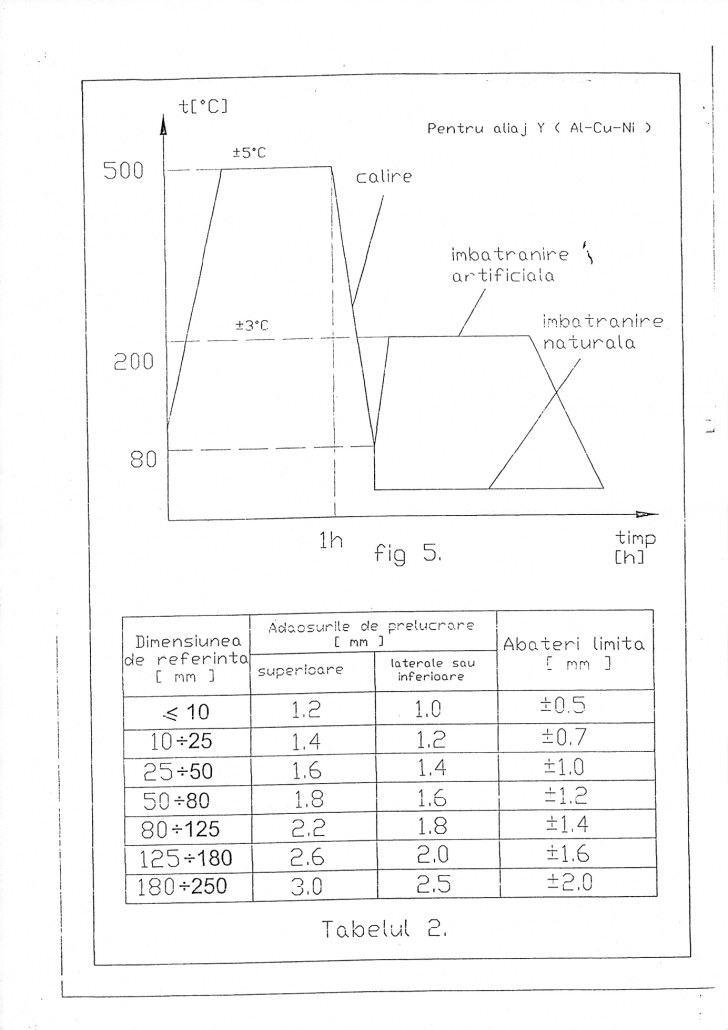
Tratamente termice apiicate aliajelor de Al pentru pistoane
In general se aplica doua tipuri de tratamente termice:
calire urmate de racire in apa;
imbatranire artificiala;
Aceste tratamente termice urmaresc:
obtinerea unor valori maxime pentru caracteristicile mecanice si anume:
rezistenta la rupere;
limita de curgere;
rezistenta la oboseala;
duritatea;
eliminarea tensiunilor interne introduse la elaborarea semifabricatului;
asigurarea stabilitatii dimensionale (evitarea fenomenului de crestere in timp a materialului). Se constata ca solubilitatea elementelor de aliere in Al in faza solida scade foarte mult cu scaderea temperaturii.Ex: Al-Cu - solubilitatea Cu in Al la a) 550°C este de 5.65 % b) 200 °C este de 0.5 %. Cu in exces paraseste reteaua cristalina formand nisie compusi duri AlCu2 ce se aglomereaza formand cristale mari ce determina scaderea proprietatilor mecanice pe de o parte, iar pe de alta parte produce o crestere a volumului. Daca metalul topit care contine Cu, la soliditate maxima este racit brusc, Cu nu mai are timp sa precipite, insa la temperatura obisnuita, solutia ramane metastabila (suprasaturata), deci in timp indeiungat Cu incepe sa precipite sub forma acestui compus, rezultànd o crestere a volumului materialului.Acest lucru este periculos deoarece prin cresterea volumului materialului se poate depasi uzura, determinand scsderea jocurilor dintre piston si cilindru, chiar anularea, situatie in care pistonui se gripeaza. De aceea este necesar ca aceasta precipitare sa se faca intr-un timp mai scurt Inainte de prelucrarea mecanica astfel incat dupa finisare piesele sa nu se mai modifice. Astfel, se aplica imbatranirea artificiala la 200 °C, timp de cateva ore.Calirea (incalzire ia temperaturi mai mari aprox. 500 oC) are rolul de a asigura o solubilitate cat mai mare a Cu in Al. Acest lucru se constata si la alte elemente de aliere cum ar fi; Si, Ni, Mg, Mn. In general aceasta curba de tratament este specifica si se determina pentru fiecare aliaj in parte. Proprietatile sunt foarte sensibile la acestea.
Tratamentul poate fi facut numai in cuptoare automate cu reglare foarte precisa a temperaturii (ex: cuptorul electric cu rezistenta). Semifabricatele daca sunt matritate se introduc in bai de saruri apoi se incalzesc.
La semifabricatele matritate se face calire si imbatranire artificiala, la cele turnate se face numai imbatranire artificiala. In cazul nostru de semifabricat turnat in cochila racirea find destul de rapida, echivaleaza cu un tratament termic de calire, iar daca piesele turnate s-ar mai supune unui astfel de tratament termic de calire, tensiuniie ar fi foarte mari, rezultand crapaturi, fisuri ce nu ar mai putea fi inlaturate prin imbatraniri.
Itinerariui tehnologic de turnare in cochila a aliajelor de Al.
Pregatirea pentru turnare: operatii successive:
preincaizirea cochilei la 200-250 C;
paralel incalzirea miezurilor metalice aezate pe cuptor deasupra oglinzii metaluiui topit;
- curatirea interiorului cochiiei se face cu razuitorul sau saberul, de corpuri straine sau de resturi de metal topit;
- vopsirea interiorului cochiiei cu o solutie de grafit in apa pentru reducerea vitezei de racire si neaderenta materialului topit in materialul cochilei;
- frecare cu grafit a placii de baza pe portiunea pe care se aseaza si aluneca cochila;
- incalzirea cochilei la 250-300 °C.
Turnarea efectiva:
operatia 1: verificarea suprafetelor de inchidere a cochilei, pentru a nu avea
resturi de metal topit, corpuri ce se inlatura cu manusa;
- operatia 2: inchiderea
cochilei (formata din doua semicochile care unite
formeaza o cutie asigurata cu zavor);
- operatia 3: se curata cu manusa metalul topit de la turnarea anterioara, de pe miezuri;
- operatia 4: introducerea simultana a miezurilor laterale in cochila;
- operatia 5: introducerea miezului central cu lovituri usoare de levier;
operatia 6: introducerea simultana a miezurilor pentru alezajul umerilor;
- operatia 7: turnarea metalului topit in cochila - se indepärteaza cu fundul lingurii vopsite pelicula de pe suprafata aliajului topit din cuptor (aceasta pelicula contine impuritati, dar si saruri de protectie si dezoxidare);
- se scoate cu lingura aliajul la temperatura de 700 ± 10 C si se toarna de la inältimea de aprox. 90 mm in cochila calda timp de cca. sase secunde in felul urmator:
doua secunde, jet mare pentru a evita racirea accentuata, care la o temperatura insuficienta nu mai poate umple bine forma peretilor subtiri ai mantalei;
doua secunde se scade viteza jetului pentru a lasa aerul din cochlia sa iasa;
ultimele doua secunde se creste iar viteza jetului, pentru a asigura presiunea hidrostatica necesara unplerii partii superioare.
- operatia 8: restul metalului topit din lingura se varsa in cuptor, se scutura lingura de pelicula oxidata si se aseaza pe oglinda cuptorului pentru a fi mentinuta calda. Se asteapta doua trei minute pentru solidificarea metalului turnat in cochila, apoi se face demontarea in ordine inversa;
- operatia : se scoate miezul central si se raceste in apa cu grafit, apoi se aseaza pe un support.
- operatia 11: se scot miezurile pentru bolt, se racesc si se aseaza;
- operatia 12: se deschise cochila;
- operatia 13: se taie reteaua de turnare;
3. PROCESUL TEHNOLOGIC DE PRELUCRARE MECANICA
3.1 Stabilirea adaosurilor de prelucrare
Acestea se prevad numai pe suprafetele ce urmeaza a fi prelucrate prin aschiere. Marimea adaosurilor de prelucrare depinde de mai multi factori:
procedeul de turnare; turnarea in cochila face parte din clasa a-I-a de precizie;
complexitatea formei; o piesa mai complexa ingreuneaza umplerea formei si in consecinta se prevad adaosuri de prelucrare mai mari;
A) piese simple fara miezuri
B) piese simple cu miezuri
pozitia suprafetei pe care se prevede adaos de prelucrare in timpul turnarii; pe suprafetele din partea superioara, unde se aduna impuritäti, se prevad adaosuri de prelucrare mai mari in raport cu cele laterale sau inferioare ( vezi tabelul 5 ):
|
Dimensiunea de referinta [mm ] |
Adaosuri de prelucrare [mm ] |
Abateri limita [mm] |
|
|
superioare |
laterale sau inferioare |
||
|
<10 | |||
|
2.3 +1.6 |
|||
Abateri limita la masa ( clasa a-I-a ):
<1Kg + 1 %
1-10 Kg +3%
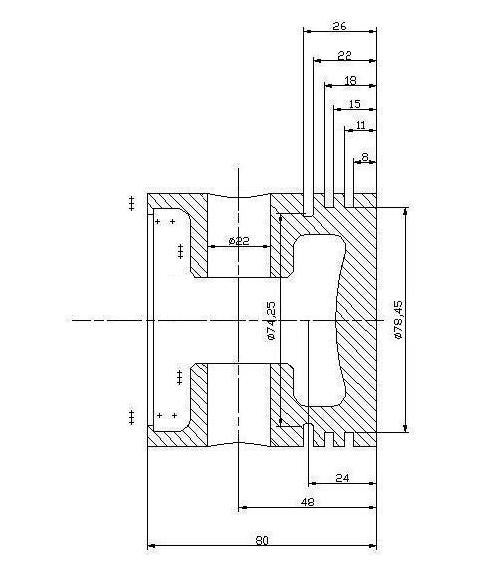
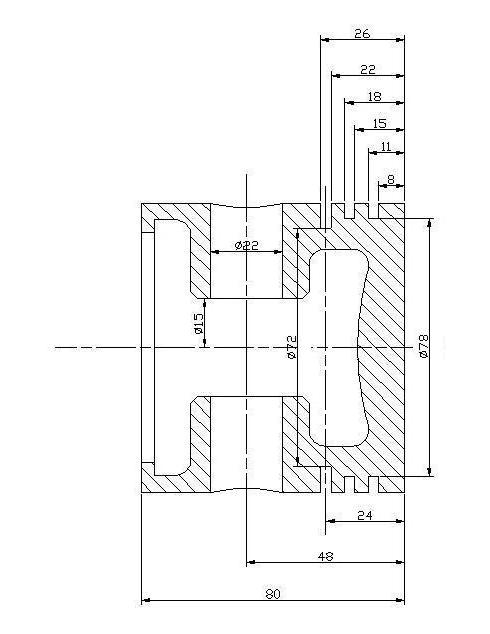
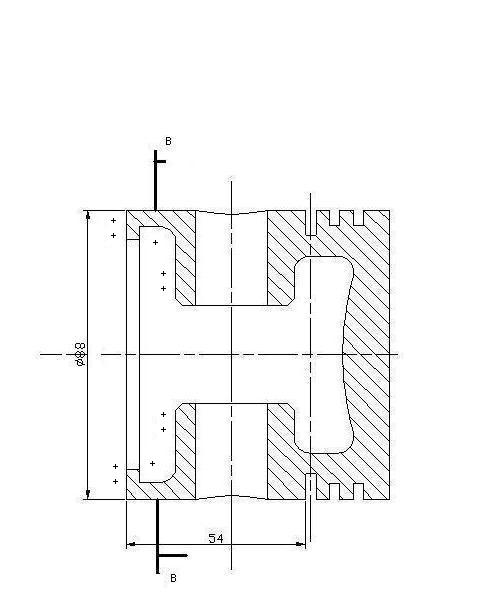
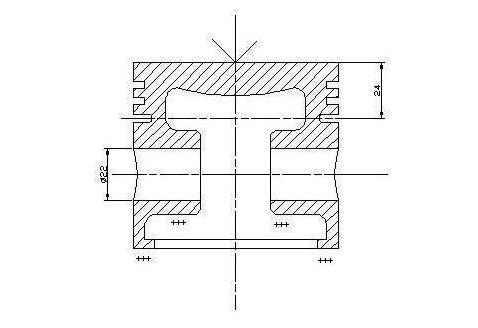
In figura 7 este prezentata o schita a pistonului pe care s-au stabilit suprafetele pe
care se prevad adaosuri de prelucrare, detalierea acestora facandu-se in tabelul 6.
3.2 Stabilirea itinerariului tehnolnic de prelucrare mecanica
In general, itinerariul tehnologic de prelucrare mecanica are 3 parti: -etapa de degrosare ( operatiile 1 - 4); -etapa de semifinisare (operatiile 5-9 ); - o etapa de finisare ( operatiile 9 - 12 ); intre aceste etape sau la final sunt prevazute cateva operatii auxiliare (tratament termic, proba hidraulica, acoperire galvanica, etc.). Astfel, itinerariul tehnologic este format din:
1. Strunjirea
de degrosare a suprafetei cilindrice exterioare si a capului pistonului:
pistonul se prinde pe suprafata interioara neprelucrata cu ajutorul unui
dispozitiv extensibil: rolul acestei operatii
este de a asigura o grosime
2. Strunjirea de degrosare a bazei mantalei si a braului interior care constituie suprafata principala de asezare pentru operatiile urmatoare;
3. Strunjirea de degrosare a alezajeior umerilor (se poate realiza pe strung sau pe o masina de alezat); prinderea se face pe braul mantalei, centrarea dupa suprafata, exterioara a umerilor neprelucrata si care nu se mai prelucreaza, iar strangerea se face pe suprafata capului;
4. Strunjirea de degrosare a canalelor pentru segmenti; operatia se realizeaza pe strung, pistonul este prins de baza mantalei, strans pe capul pistonului; la productie de masa strunjirea se face concomitent cu un dispozitiv port-cutit multiplu;
5. Tratament termic; uzuala este imbatrinirea artificiala;
6. Proba hidraulica prin interiorul pistonului; se face pe un stand special avand grija ca gaurile bolturilor sa fie astupate;
7. Strunjirea de semifinisare a bazei mantalei si a braului interior sau a suprafetei de centrare de sub umeri; pistonul este prins pe suprafata exterioara degrosata; aceasta operatie vizeaza refacerea principalei baze de aezare;
8. Strunjirea de semifinisare a suprafetei cilindrice exterioare in 2 trepte de diametru (mai mare pentru manta si mai mic pentru regiunea port-segmenti) si a suprafetei plane a capului pistonului; prinderea se face pe baza mantalei cu strangerea pe capul pistonului;
9. Strunjirea de semifinisare a alezajeior umerilor; prinderea se face pe braul mantalei, centrarea dupa suprafata exterioara a umerilor neprelucrata si care nu se mai prelucreaza, iar strangerea se face pe suprafata capului;
10. Strunjirea de semifinisare a canalelor pentru segmenti; operatia se realizeaza pe strung, pistonul este prins de baza mantalei, strans pe capul pistonului; la productie de masa strunjirea se face concomitent cu un dispozitiv port-cutit multiplu;
11. Prelucrarea gdurilor de ulei din fundul canalelor segmentilor de ungere; operatia se realizeaza prin gaurire; la productia de masa se poate folosi o masina de alezat multiax ce prezina avantajul prelucrarii concomitente a tuturor gaurilor;
12. Strunjirea de finisare ovala a mantalei;
13. Strunjirea de finisare a alezajeior umerilor;
14. Strunjirea de finisare a flancurilor superioare si inferioare a canalelor segmentilor de compresie;
15. Ajustarea masei pistonului; operatia se executa prin strunjire din braul interior astfel incit masa pistonului sa se incadreze in tolerantele impuse;
16. Cositorire; operatia se executa la sectia de acoperiri galvanice;
17. Sortare si marcare; pistoanele se sorteaza si se marcheaza dupa alezajul boltului si masa pistonului;
18. Control final; se verifica toate dimensiunile, calitatea suprafetelor si masa pistonului;
19. Spalare;
20. Ambalare;
21. Depozitare.
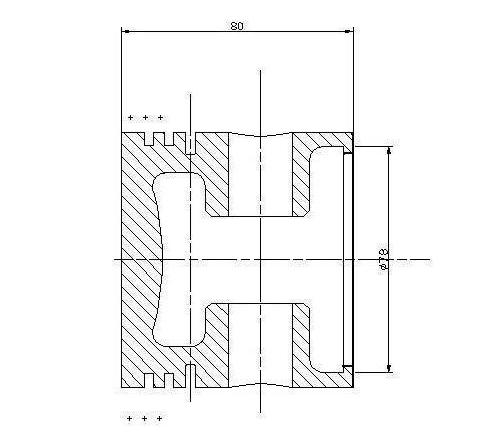
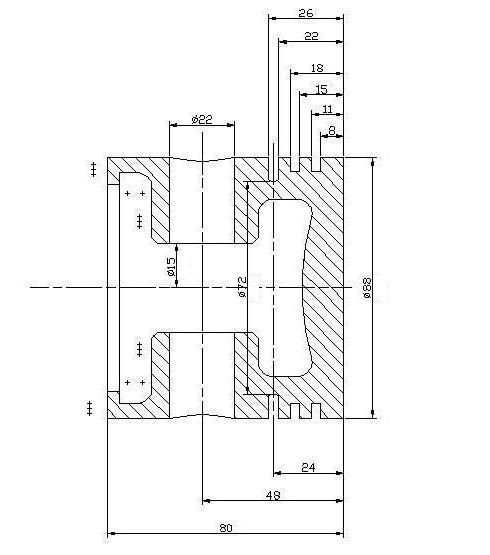
In tabelul 7 se prezinta, corelat cu figura S, adaosurile de prelucrare pe fiecare suprafata pentru fiecare operatie.
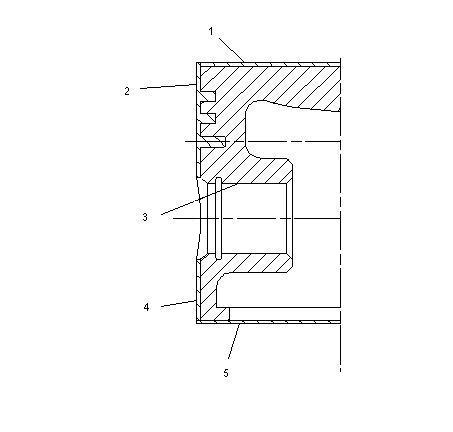
Figura 7
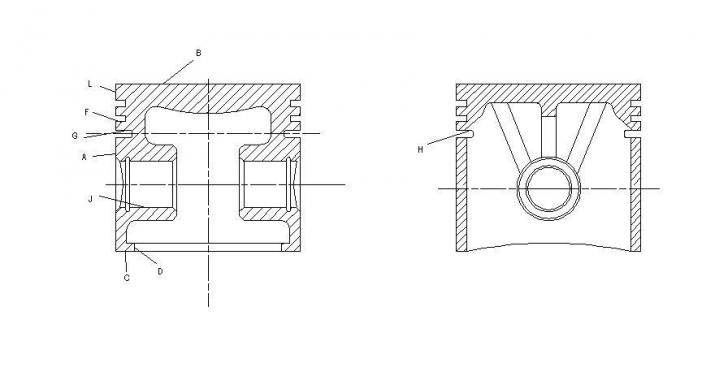
Figura 8
|
Suprafata |
Adaos total de prelucrare |
Adaos de prelucrare interoperatii |
|||||
|
Degrosare |
Semifinisare |
Finisare |
|||||
|
Nr. Op |
mm |
Nr. Op |
mm |
Nr. Op |
mm |
||
|
A | |||||||
|
B | |||||||
|
C | |||||||
|
D | |||||||
|
F |
Din plin |
Din plin | |||||
|
G |
Din plin |
Din plin |
|
||||
|
H |
Din plin |
Din pfin | |||||
|
J | |||||||
|
L | |||||||
|
Pozitia |
Tipul suprafetei |
Pozitia in timpul tumarii |
Adaosuri minime de prelucrare [mm] |
Abateri limita [mm] |
|
plana circulara |
inferioara |
±1.4 |
||
|
cilindrica exterioara |
laterala | |||
|
conica |
laterala | |||
|
plana inelara |
superioara |
2.2 | ||
|
cilindrica interioara |
laterala |
±1.4 |
Tabelul 6
Operatia 1
Operatia 1
1.Strunjirea de degrosare a suprafetei cilindrice exterioare si plane a capului pistonului;
a) Sectia - prelucrari mecanice;
b) Masina unealta - strung paralel;
c)Suprafata de asezare - suprafata interioara neprelucrata;
d)Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e)Scula - cutit normal de strung;
f)Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza mica de rotatie si scula miscarea de avans ( longitudinal pentru suprafata cilindrica exterioara si transversal pentru suprafata frontala); avans si adancimi de aschiere mare;
h)Verificatoare - subler;
2.Faze
a)Prindere;
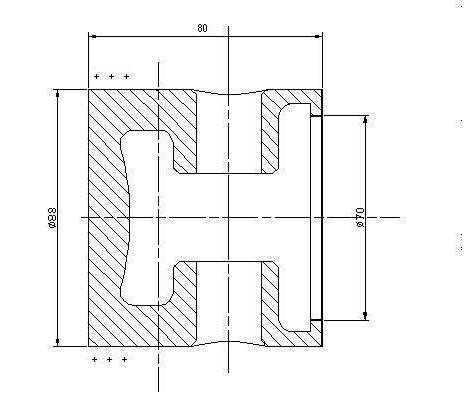
b)Strunjit cilindric exterior cota Φ 88;
c)Strunjit plan cota Φ80;
d)Control;
e)Desprins asezat;
Operatia 2
Operatia 2
1.Strunjirea de degrosare a bazei mantalei si a braului interior:
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - suprafata exterioara degrosata
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal
al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza
mica de rotatie si scula miscarea de avans ( longitudinal pentru suprafata cilindrica interioara si transversal pentru suprafata frontala); avans si adancimi de aschiere mari
h) Verificatoare - subler
2.Faze:
a) Prindere
b) Strunjit plan cota Φ80
c) Strunjit cilindric interior cota Φ70
d) Control
e)Desprins asezat
Operatia 3
Operatia 3
1.Strunjirea de degrosare a alezajelor umerilor:
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - braul mantalei
Suprafata de strangere - suprafata capului pistonului
Suprafata de centrare - suprafata exterioara a umerilor neprelucrata
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza mica de rotatie si scula miscarea de avans longitudinal; avans si adancimi de aschiere mari
h) Verificatoare - subler
2.Faze:
a) Prindere
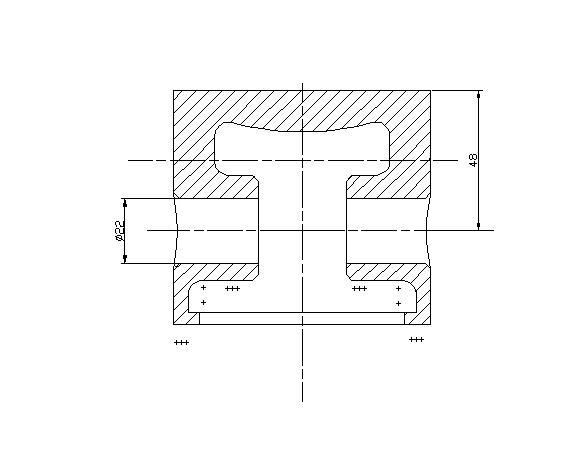
b) Strunjit cilindric interior cota Φ22
c) Control
d) Desprins asezat
Operatia 4
Operatia 4
1.Strunjirea de degrosare a canalelor pentru segmenti
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - baza mantalei
Suprafata de strangere - suprafata capului pistonului
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit de retezat
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu special
g) Regim de aschiere - piesa executa miscarea principala cu viteza mica de rotatie si scula miscarea de avans transversal; avans si adancimi de aschiere mari
h) Verificatoare - cale
2. Faze
a) Prindere
b) Strunjit cilindric exterior cota Φ74.25
Strunjit plan cota 3.1
Strunjit cilindric exterior cota
Strunjit plan cota 3.5
c) Control
d) Desprins asezat
Operatia 5
Operatia 5
1.Strunjirea de semifinisare a bazei mantalei si a braului interior
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - suprafata exterioara degrosata
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal
al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza medie de rotatie si scula miscarea de avans (longitudinal pentru suprafata cilindrica interioara si transversal pentru suprafata frontala); avans si adancimi de aschiere medii
h) Verificatoare - subler 2.Faze
a) Prindere
b) Strunjit plan cota 80
c) Strunjit cilindric interior cota Φ78
d) Control
e)Desprins asezat
Operatia 6
Operatia 6
1.Strunjirea de semifinisare a suprafetei cilindrice exterioare in 2 trepte de diametru si plane a capului pistonului
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - suprafata interioara
Suprafata de strangere - suprafata camerei de ardere
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal
at strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza medie de rotatie si scula miscarea de avans( longitudinal pentru suprafata cilindrica exterioara si transversal pentru suprafata frontala ); avans si adancimi de aschiere medii
h) Verificatoare - subler
2.Faze
a) Prindere
b) Strunjit cilindric exterior cota Φ 88 pentru capul pistonului
Srunjit cilindric exterior cota Φ88 pentru manta
c) Control
d)Desprins asezat
Operatia 7
1.Strunjirea de semifinisare a alezajelor umerilor
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - braul mantalei
Suprafata de strangere - suprafata capului pistonului
Suprafata de centrare - suprafata exterioara a umerilor neprelucrata
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza medie de rotatie si scula miscarea de avans longitudinal; avans si adancimi de aschiere medii
h) Verificatoare - subler
2.Faze
a) Prindere
b) Strunjit cilindric interior cota Φ22
c) Control
d) Desprins asezat
Operatia 8
Operatia 8
1.Strunjirea de semifinisare a canalelor pentru segmenti
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - baza mantalei
Suprafata de strangere - suprafata capului pistonului
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit de retezat
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu special
g) Regim de aschiere - piesa executa miscarea principala cu viteza media de rotatie si scula miscarea de avans transversal; avans si adancimi de aschiere medii
h) Verificatoare - cale
2.Faze
a) Prindere
b) Strunjit cilindric exterior
Strunjit plan cota
Strunjit cilindric exterior
strunjit plan
c) Control
d)Desprins asezat
Operatia 9
Operatia 9
1.Strunjirea de finisare ovala a mantalei
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - suprafata interioara
Suprafata de strangere - suprafata camerei de ardere
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins
in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu
normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza
mare de rotatie si scula miscarea de avans longitudinal; avans si adancimi de aschiere mici
h) Verificatoare - subler
2.Faze
a) Prindere
b) Strunjit cilindric exterior cota Φ88
c)Control
d)Desprins asezat
Operatia 10
Operatia 10
1.Strunjirea de finisare a alezajelor umerilor
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - braul mantalei
Suprafata de strangere - suprafata capului pistonului
Suprafata de centrare - suprafata exterioara a umerilor neprelucrata
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza mare de rotatie si scula miscarea de avans longitudinal; avans si adancimi de aschiere mici
h) Verificatoare - subler
2.Faze
a) Prindere
b) Strunjit cilindric interior cota Φ22
c)Control
d)Desprins asezat
Operatia 11
Operatia 11
1.Strunjirea de finisare a flancurilor superioare si inferioare a canalelor segmentilor de compresie
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - baza mantalei
Suprafata de strangere - suprafata capului pistonului
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins
in universalul strungului
e) Scula - cutit de retezat
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu special
g) Regim de aschiere - piesa executa miscarea principala cu viteza
mare de rotatie si scula miscarea de avans transversal; avans si adancimi de aschiere mici
h) Verificatoare - cale
2.Faze
a) Prindere
b) Strunjit plan cota 3
c) Control
d)Desprins asezat
Operatia 12
1.Ajustarea masei pistonului prin strunjire din braul interior
a) Sectia - prelucrari mecanice
b) Masina unealta - strung paralel
c) Suprafata de asezare - suprafata exterioara a regiunii port-segmenti
d) Dispozitivul de prindere a piesei - dispozitiv special extensibil prins in universalul strungului
e) Scula - cutit normal de strung
f) Dispozitivul de prindere a sculei - dispozitiv port-cutit multiplu normal al strungului
g) Regim de aschiere - piesa executa miscarea principala cu viteza mare de rotatie si scula miscarea de avans longitudinal; avans si adancimi de aschiere mici
h) Verificatoare - subler
2.Faze
a) Prindere
b) Strunjit cilindric interior cota
c) Control
d)Desprins asezat
Copyright © 2025 - Toate drepturile rezervate