|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Masini de brosat
Masinile de brosat sunt masini-unelte specializate in realizarea pieselor prin procedeul brosarii.
Principiul brosarii a fost prezentat in figura 2.8, pentru un caz concret, dar prelucrarile prin brosare sunt de o mare diversitate, prin acest procedeu putandu-se prelucra atat suprafete interioare cat si exterioare, circulare sau plane, simple sau profilate, la o precizie dimensionala, de forma si de pozitie de ordinul ´ 0,01 [mm] si cu productivitati foarte mari.
Elementul cel mai important din cadrul unui sistem tehnologic de prelucrare prin brosare este scula aschietoare (brosa), care determina direct precizia de prelucrare, aceasta fiind de regula o scula dimensionala, profilata, fabricata din otel rapid.
Dupa natura miscarii principale brosele pot fi de doua tipuri: liniare, realizand prelucrarea printr-o miscare de translatie (fig.2.8), si circulare, la care miscarea principala este o miscare de rotatie (fig.5.106).
De obicei, prelucrarile prin brosare se realizeaza dintr-o singura trecere, utilizand o scula singulara; atunci cand aceasta ar avea insa o lungime prea mare, de aici decurgand o serie de dezavantaje legate de posibilitatea de realizare a brosei la precizia necesara, rigiditatea redusa si exploatarea greoaie (sau chiar imposibila), se recurge la solutia set de brose, prelucrarea realizandu-se din mai multe treceri.
Masinile de brosat au o cinematica simpla si o constructie robusta, impusa de fortele de aschiere care au valori foarte mari (´ ´ 105 [N]). Caracteristicile principale ale masinilor de brosat sunt: lungimea maxima a cursei brosei si forta maxima de tragere.
Cele mai raspandite sunt masinile de brosat liniar, care dupa directia de executie a miscarii principale pot fi orizontale si verticale (mai rar inclinate).
Masinile de brosat orizontale se utilizeaza in principal la prelucrarea suprafetelor interioare, care necesita scule de lungimi mari.
Principiul constructiv si functional al acestor masini este prezentat in figura 5.53, in care s-au evidentiat urmatoarele elemente: 1 - batiu; 2 - brat suport; 3 - suport portbrosa;
Fig.5.53
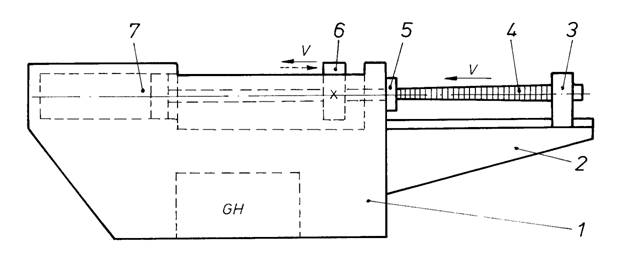 Fig.5.53
Fig.5.53
- brosa (scula); 5 - dispozitiv de prindere a piesei; 6 - dispozitiv de prindere a brosei; 7 - motor hidraulic de actionare; GH - grup hidraulic.
Brosa, introdusa prin piesa (prevazuta cu un alezaj initial apropiat de dimensiunile suprafetei prelucrate) este fixata in dispozitivul de prindere si actionare 6, iar la celalalt capat este rezemata pe suportul mobil 3, care se deplaseaza odata cu scula pe ghidajele bratului 2.
Actionarea masinilor de brosat se realizeaza aproape in exclusivitate cu sisteme hidraulice, deoarece acestea corespund cel mai bine cerintelor acestor masini. La masina prezentata, actionarea capului de lucru 6 este asigurata de motorul hidraulic 7, alimentat de grupul hidraulic GH. Reglarea vitezei principale de aschiere v (intre 3.10 [m/min]) se realizeaza utilizand pompe de debit reglabil, lungimea si pozitia cursei - cu ajutorul limitatoarelor de cursa, iar inversarea sensului (pentru aducerea sculei in pozitia initiala) - cu ajutorul distribuitoarele hidraulice, sau utilizand pompe reversibile.
Masinile de brosat verticale se construiesc mai ales pentru prelucrarea suprafetelor exterioare, dar si ca masini de brosat universale, putand prelucra atat suprafete exterioare cat si interioare. Ele prezinta avantajul ca ocupa o suprafata de productie mai mica si au o deservire mai usoara.
Fig.5.54
Principiul
constructiv si functional al masinilor verticale de
brosat este redat in figura5.54,in care s-au notat: 1 - batiu; 2 - masa reglabila; 3-dispozitiv
de prindere a piesei;
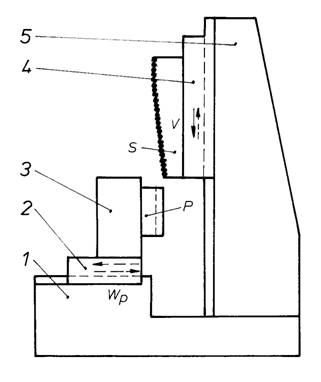 Fig.5.54
Fig.5.54
-sanie portscula; 5-montant.
Sania portscula 4 executa miscarea principala de aschiere v, iar masa 2 mis-carea de pozitionare wp. Aceste masini pot lucra si in ciclu semiautomat: initial masa 2 este retrasa in vederea schimba-rii piesei, dupa care aceasta se apropie in miscare wp pana in pozitia prestabilita unde se blocheaza si se comanda cobo-rarea saniei 4 in miscarea v; la termina-rea cursei active se retrage masa 2, iar apoi si sania 4, in vederea evitarii frecarii sculei de piesa la cursa de intoarcere.
Pe sania 4 se poate monta la partea inferioara un dispozitiv de prindere a broselor de interior, astfel incat masina
capata un caracter universal.
Pentru fabricatia de serie foarte mare sau de masa se construiesc masini de brosat speciale, cu prelucrare continua, la care brosa este fixa, iar piesele, fixate in dispozitivele de prindere, sunt trecute succesiv prin dreptul sculei, unde are loc prelucrarea. Dispozitivele de prindere ale pieselor sunt fixate pe o masa rotativa sau pe un lant special cu deplasare continua, schimbarea semifabricatului facandu-se din mers.
Copyright © 2025 - Toate drepturile rezervate