|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
CONTROLUL DIMENSIUNILOR SI SUPRAFETELOR CU CALIBRE LIMITATIVE
1. GENERALITATI. CLASIFICAREA CALIBRELOR
In general, metodele de masurare si control, sunt extrem de variate. Stabilirea metodei de masurare adecvate facandu-se in functie de dotarea tehnica a intreprinderii, caracteristicile productiei, marimea seriei de fabricatie (productie individuala, de serie mica, de serie mare sau de masa), precizia de masurare impusa, parametrul masurat. In principiu metodele pentru masurarea si controlul dimensiunilor sunt mai simple, mai complicate fiind cele pentru masurarea si controlul abaterilor de forma dar mai ales cele de pozitie reciproca.
In functie de scopul urmarit si de metoda de masurare aleasa se stabileste si mijlocul. Respectiv mijloacele de masurare necesare.
Calibrele limitative sunt mijloace speciale folosite pentru verificarea (controlul) pieselor in productia de serie mare si de masa cu o productivitate corespunzatoare. Prin verificarea cu ajutorul calibrelor limitative nu se determina valorile sau abaterile efective ale dimensiunilor, ci se stabileste numai daca acestea se incadreaza intre limitele admise. In consecinta, timpul de control se reduce considerabil si se inlatura diferite erori proprii majoritatii mijloacelor de masura si control. [1-2], [6-8]
Dupa tipul de suprafete pe care le controleaza:
a) - calibre pentru suprafete (dimensiuni) exterioare
b) - calibre pentru suprafete (dimensiuni) interioare
Cele pentru controlul suprafetelor exterioare au forma de inel sau potcoava, iar cele pentru suprafetele interioare au forma de tampon (cilindric complet, cilindric incomplet, sferic, e.t.c.), deci suprafetele active ale calibrelor constituie, in general, negativul suprafetelor de controlat. [1-2], [6 ]
Dupa forma dimensiunii sau suprafetei controlate calibrele sunt: [1]
a) - calibre pentru verificarea arborilor sau alezajelor cilindrice
b) - calibre pentru controlul dimensiunilor care formeaza ajustaje plane (lungimi, grosimi, e.t.c.)
c) - calibre pentru controlul distantei dintre axele a doua aleyaje
d) - calibre pentru controlul distantei dintre axa unui alezaj si o suprafata plana, e.t.c
Dupa destinatia lor calibrele se clasifica in : [1], [6-8]
a) - calibre de lucru, folosite de muncitorii care executa piesele pe masini-unelte
b) - calibre de control, folosite de personalul de control tehnic
c) - calibre de receptie, folosite de personalul de receptie
d) - contra calibre, folosite pentru controlul calibrelor
Dupa dimensiunea limita pe care o verifica se deosebesc: [1], [7-8]
a) - calibre partea ' Trece ' T
b) - calibre partea ' Nu trece ' NT
2 PRINCIPIUL DE LUCRU AL CALIBRELOR LIMITATIVE
Principiul de verificare cu ajutorul calibrelor, aplicabil oricaror calibre, va fi exemplificat pentru arbori ti alezaje cilindrice.
Alezajele trebuie sa aiba diametrele efective cuprinse intre Dmin si Dmax (fig. 1.), Cu ajutorul partea ' Trece ' T, care trebuie sa treaca prin alezajele considerate corespunzatoare controlate, se verifica daca acestea au diametrul
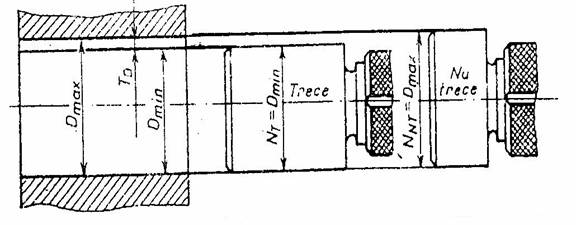
Fig.1. Schema de principiu pentru verificarea alezajelor cu ajutorul calibrelor limitative
D ≥ Dmin. Alezajele prin care nu trece calibrul T sunt considerate rebut recuperabil (printr-o prelucrare suplimentara). Teoretic, dimensiunea nominala a calibrului T este egala cu Dmin . Cu calibrul partea ' Nu trece ' NT, care nu trebuie sa treaca prin alezajele controlate, se verifica daca acestea au diametrul efectiv D ≤ Dmax. Alezajele prin care trece calibrul NT sunt considerate rebut nerecuperabil. [1-2], [6], [8-9], c Teoretic, dimensiunea nominala a calibrului NT este egala cu Dmax .
Ca si alezajele, arborii trebuie sa aiba diametrul efectiv cuprins intre dmin si dmax (fig.2.):
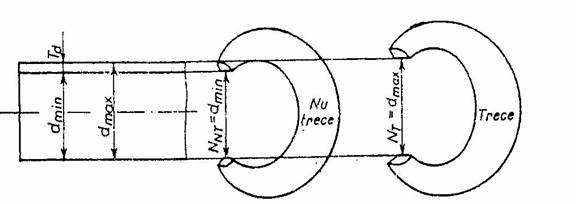
Fig.2. Schema de principiu pentru verificarea arborilor cu ajutorul calibrelor limitative
Cu calibrul partea ' Trece ' T, prin care trebuie sa treaca arborii controlati considerati corespunzatori se verifica daca acestia au diametrul efectiv d ≤ dmax . Arborii care nu trec prin calibrul T, sunt considerati rebut recuperabil ( printr-o prelucrare suplimentara). Teoretic, dimensiunea nominala a calibrului T este egala cu dmax . Cu calibrul partea NT, prin care nu trebuie sa treaca arborii controlati, se verifica daca acestia au diametrul efectiv d ≥ dmin . Arborii care trec prin calibrul NT reprezinta rebut nerecuperabil. Teoretic, dimensiunea nominala a calibrului NT este egala cu dmin .
In figurile urmatoare sunt prezentate cateva tipuri constructive de calibre (fig.3. si fig.4.):

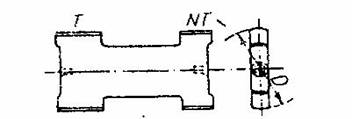
Fig.3. Exemple de calibre pentru verificarea alezajelor
a) calibru tampon simplu T-NT ; b) calibrul tampon dublu T-NT;
c)calibrul plat bilateral
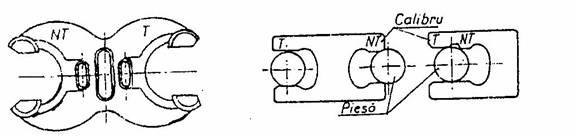
Fig. Exemple de calibre pentru verificarea arborilor a) calibru potcoava dublu T-NT; b) calibrul plat bilateral T-NT; c) calibrul plat unilateral T-NT
In mod normal, partea ' Trece ' T, daca are forma negativului suprafetei prelucrate se executa cu o lungime mai mare decat partea ' Nu trece ' NT pentru a face o verificare complexa (dimensionala, de forma sau de pozitie), dar practic, pentru a reduce consumul si greutatea se renunta adesea la acest principiu. [1-4], [6-9], [11]
3. SISTEMUL ISO DE TOLERANTE PENTRU CALIBRE SI CONTRACALIBRE
Fiind mijloace de control, calibrele se executa la o preciyie mult mai mare decat a pieselor de controlat : toleranta calibrului constituie in general 1/3 ÷ 1/10 din toleranta dimensiunii verificate.
Daca la dimensiunea calibrelor de lucru partea ' Nu trece ' NT se prevede o toleranta obisnuita de executie, la dimensiunea calibrului de lucru partea ' Trece ' T este prevazuta in afara tolerantei obisnuite de executie si o asa numita toleranta de uzura (un strat de material ce se consuma in perioada de exploatare a calibrului). Aceasta deoarece suprafata activa a calibrului partea ' Trece ' T se uzeaza mult mai mult decat partea ' Nu trece ' NT , care vine in contact cu piesele controlate numai in mod accidental [1]
4. CALIBRE PENTRU CONTROLUL ALEZAJELOR CILINDRICE
Dimensiunea nominala a calibrului T, (notata cu Tnou) este egala cu diametrul minim al alezajului Dmin plus o valoare z (fig.):
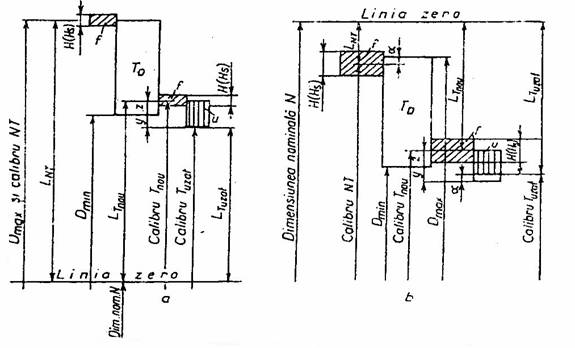
Fig. Pozitiile campurilor de toleranta ale calibrelor pentru verificarea alezajelor
D ≤ 180 mm
Tnou = (Dmin
+z) ![]() H/2 = (N + LT nou)
H/2 = (N + LT nou)
![]() H/2
H/2
Tuzat = ( Dmin +z -u ) = Dmin -y = N + LT uzat
NT = Dmax ![]() H/2 = ( N + LNT
)
H/2 = ( N + LNT
) ![]() H/2
H/2
D ≤ 180 mm
Tnou = ( Dmin +
z ) ![]() H/2 =(N + LT nou )
H/2 =(N + LT nou )
![]() H/2
H/2
Tuzat = ( Dmin
+z -u ) = Dmin -y +![]() = N + LT uzat
= N + LT uzat
NT =( Dmax - ![]() )
) ![]() H/2 = ( N + LNT
)
H/2 = ( N + LNT
) ![]() H/2
H/2
Dimensiunea nominala a
calibrului T (notata cu Tnou) este egala cu diametrul
minim al alezajului (Dmin), plus o valoare z. Toleranta de
fabricatie notata cu H pentru calibrele tampon cilindrice si cu
HS pentru cele sferice, este data simetric fata de
dimensiunea nominala (![]() H/2 ). Toleranta de uzura incepe de la mijlocul
tolerantei de fabricatie si ajunge sub diametrul minim la
distanta y. (la calibrele pentru verificarea alezajelor cu treptele de
precizie 9÷ 16 , y = 0 ). Astfel dimensiunea calibrului uzat este egala cu
Dmin - y (dimensiuni sub 180 mm) si cu Dmin- y +
H/2 ). Toleranta de uzura incepe de la mijlocul
tolerantei de fabricatie si ajunge sub diametrul minim la
distanta y. (la calibrele pentru verificarea alezajelor cu treptele de
precizie 9÷ 16 , y = 0 ). Astfel dimensiunea calibrului uzat este egala cu
Dmin - y (dimensiuni sub 180 mm) si cu Dmin- y + ![]() (dimensiuni sub 180
mm). ( α - zona de siguranta pentru compensarea erorilor de
masurare ) Dimensiunea nominala a calibrului NT este egala cu
diametrul maxim al alezajului, Dmax (dimensiuni sub 180 mm) si
cu Dmax -
(dimensiuni sub 180
mm). ( α - zona de siguranta pentru compensarea erorilor de
masurare ) Dimensiunea nominala a calibrului NT este egala cu
diametrul maxim al alezajului, Dmax (dimensiuni sub 180 mm) si
cu Dmax -![]() ( dimensiuni peste 180 mm). Toleranta de
fabricatie a calibrului NT este data simetric fata de
aceasta dimensiune nominala
( dimensiuni peste 180 mm). Toleranta de
fabricatie a calibrului NT este data simetric fata de
aceasta dimensiune nominala
Dimensiunile nominale ale
calibrelor pentru Tnou , Tuzat, NT se pot determina
si cu ajutorul valorilor LT nou, LT uzat si LNT ce reprezinta
diferensa dintre respectivele dimensiuni nominale si dimensiunea
nominala a alezajelor verificate. Valorile z, y, ![]() , treptele de precizie, valorile LT nou, LT
uzat si LNT,
abaterile limita la dimensiuni si tolerantele de forma ale
calibrelor pentru verificarea alezajelor sunt date in STAS 8221 ÷ 8223 -68.
, treptele de precizie, valorile LT nou, LT
uzat si LNT,
abaterile limita la dimensiuni si tolerantele de forma ale
calibrelor pentru verificarea alezajelor sunt date in STAS 8221 ÷ 8223 -68.
Calibrele tampon nu se verifica cu ajutorul contracalibrelor ci cu ajutorul unor aparate universale: optimetrul, microscopul universal , e.t.c. . [1-2], [8-9],
5 CALIBRE PENTRU CONTROLUL ARBORILOR CILINDRICI
Dimensiunea nominala a
calibrului T, notata cu Tnou, este egala cu diametrul
maxim prescris al arborelui dmax minus o valoare z1. (fig.6.) Toleranta de
fabricatie, notata cu H1, este data simetric
fata de aceasta dimensiune nominala (![]() H1/2). Toleranaa de uzura incepe de la
mijlocul tolerantei de fabricatie si ajunge peste diametrul
maxim la o distanta y1 (la
H1/2). Toleranaa de uzura incepe de la
mijlocul tolerantei de fabricatie si ajunge peste diametrul
maxim la o distanta y1 (la
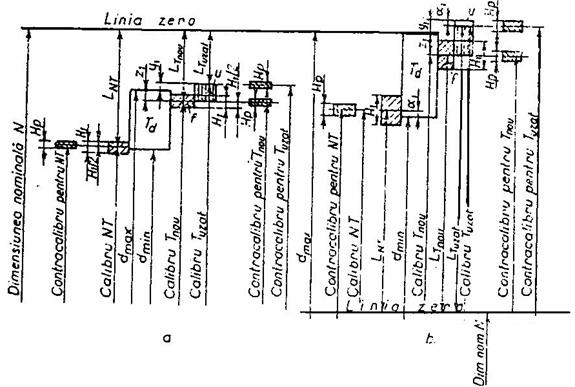
Fig.6. Pozitile campurilor de toleranta ale calibrelor pentru verificarea arborilor
D ≤ 180 mm
Tnou = (Dmin
+z1) ![]() H1/2 = (N +
LT nou)
H1/2 = (N +
LT nou) ![]() H1/2
H1/2
Tuzat = ( Dmin +z1 +u ) = Dmin +y 1= N + LT uzat
NT = Dmax ![]() H1/2 = ( N
+ LNT )
H1/2 = ( N
+ LNT ) ![]() H1/2
H1/2
CTnou = (N + LT
nou) ![]() HP/2
HP/2
CTuzat
= (N + LT uzat ) ![]() HP/2 (3)
HP/2 (3)
CTNT = ( N + LNT
) ![]() HP/2
HP/2
D ≤ 180 mm
Tnou = ( dmax+
z1 ) ![]() H1/2 =(N +
LT nou )
H1/2 =(N +
LT nou ) ![]() H1/2
H1/2
Tuzat = ( dmax
+y1 -![]() ) = dmin -z1 +u = N + LT uzat
) = dmin -z1 +u = N + LT uzat
NT =( dmin - ![]() 1)
1) ![]() H1/2 = ( N
+ LNT )
H1/2 = ( N
+ LNT ) ![]() H1/2
H1/2
CTnou
= (N + LT nou) ![]() HP/2 (4)
HP/2 (4)
CTuzat = (N +
LT uzat ) ![]() HP/2
HP/2
CTNT = ( N + LNT
) ![]() HP/2
HP/2
Calibrele pentru verificarea arborilor cu treptele de precizie (9 ÷ 16, y1 =0 ). Astfel dimensiunea calibrului uzat este egala cu dmax + y1 ( dimensiuni sub 180 mm) si cu dmax + y1 - α1 (dimensiuni peste 180 mm). (-α1 - zona de siguranta pentru comportarea erorilor de masurare ) Dimensiunea nominala a calibrului NT este egala cu diametrul minim al arborelui, dmin )pentru dimensiuni sub 180 mm ) si cu dmin + α1 (pentru dimensiuni peste 180 mm).
Toleranta de fabricatie a calibrului NT este data simetric fata de dimensiunea lui nominala.
Contracalibrele pentru verificarea calibrelor de lucru au ca dimensiuni nominale, dimensiunea nominala a calibrului Tnou , dimensiunea de uzura a calibrului Tuzat , respectiv dimensiunea nominala a calibrului NT; tolerantele contracalibrelor (HP) sunt date simetric fata de aceste dimensiuni.
Dimensiunile nominale Tnou , Tuzat, si NT se pot calcula ti cu ajutorul valorilor LT nou, LT uzat , si LNT ce reprezinta diferentele dintre respectivele dimensinuni nominale si dimensiunea nominala a arborilor verificati. Valorile z1, y1, α1 , LT nou ,LT uzat , LNT , treptele de precizie, abaterile limita la dimensiune si tolerantele de forma pentru calibrele si contracalibrele sunt date in STAS 8221 ÷8223 -68. . [1-2], [8-9]
6 TOLERANTELE CALIBRELOR PENTRU CONTROLUL SUPRAFETELOR CE FORMEAZA AJUSTAJE PLANE
In general,pentru dimensiunile suprafetelor ce formeaza ajustaje plane, se pot adopta tolerante ISO , (STAS 8100/1,2,3 - 88) Tolerantele calibrelor si contracalibrelor utilizate pentru controlul acestor dimensiuni se stabilesc conform STAS 8221÷ 8223 -68 sau uneori cu relatii specifice (5):
![]() , pentru L,l ≤ 100 mm
, pentru L,l ≤ 100 mm
![]() , pentru L,l >100 mm
, pentru L,l >100 mm
Dimensiunile plane exterioare vor fi asimilate cu dimensiunile arborilor cilindrici, iar dimensiunile plane interioare cu cele ale alezajelor cilindrice. In ceea ce priveste pozitiile campurilor de toleranta ale calibrelor in raport cu toleranta dimensiunii, se recomanda ca ele sa se stabileasca conform fig.7.
Dupa cum se vede, se respecta principal, pozitiile prevazute in STAS 8221 ÷8223 -68 cu deosebirea ca si dimensiunile nominale ale calibrelor Tnou se iau egale cu valorile limita corespunzatoare ale dimensiunilor controlate.
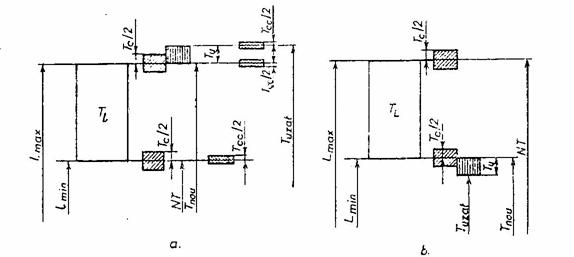
Fig.7. Pozitiile campurilor de toleranta ale calibrelor plane
Tnou = Lmin ![]() To /2 Tnou
= lmax
To /2 Tnou
= lmax ![]() To /2
To /2
Tuzat = lmax + T0 (6)
Tuzat = Lmin - T0 NT = lmin ![]() To /2
To /2
CTnou
= lmax ![]() Toc /2
Toc /2
NT = Lmax ![]() To /2 CTuzat =
(lmax +Tu)
To /2 CTuzat =
(lmax +Tu) ![]() Toc /2
Toc /2
CNT = lmin
![]() To c/2
To c/2
Tolerantele contracalibrelor pentru verificarea calibrelor potcoava sau similare sunt aproximativ egale cu o treime din toleransa calibrului. [1]
7. CONTROLUL PRECIZIEI DE FORMA SI POZITIE RELATIVA A SUPRAFETELOR
In afara de precizia dimensionala, calitatea fabricatiei in constructii de masini depinde foarte mult si de pozitia formei geometrice a suprafetelor acestora si de pozitia corecta a elementelor componente.
Controlul preciziei de forma macrogeometrica al ondulatiei si rugozitatii, precum si bataii suprafetelor se executa cu metode si mijloace adecvate, alegerea acestora facandu-se in functie de scopul urmarit, precizia necesara, marimea seriei de fabricatie, dotarea tehnica a intreprinderii, e.t.c.
O serie de metode si aparate de masura si control vor fi cunoscute si insusite in cadrul activitatii de laborator.
In fig.8. - 10. sunt prezentate exemple de calibre pentru verificarea profilelor, iar in fig.11. un calibru complex pentru controlul asimetriei.
Profilele se controleaza cu calibre profilate (calibre sablon), care controleaza profilul propriu-zis, (asa- numitele calibre singulare, fig.8.) sau profilul si pozitia acestuia (asa - numitele calibre complexe, fig.9.).
In cazul calibrelor singulare este posibil ca , la acelasi calibru sa se materializeze dimensiunea (raza) maxima si dimensiunea (raza) minima (fig.8.).
Calibrele profilate complexe se construiesc in doua variante:
cu profil suprapus peste piesa de controlat, in care verificarea se face cu ajutorul unui liniar (fig.10)
cu profilul conjugat piesei de controlat, la care verificarea se face prin fanta de lumina (fig.9. c,d)
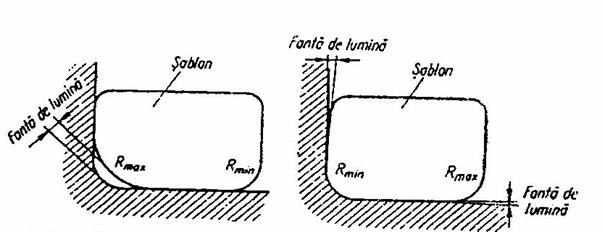
Fig. 8. Calibru profilat singular
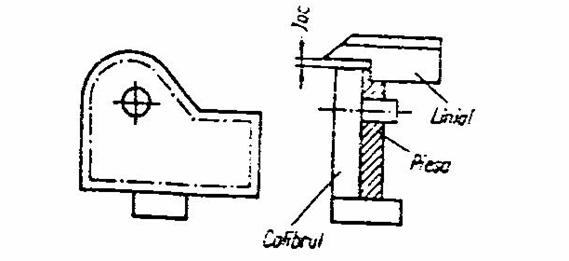
Fig. Calibrul profilat (suprapus piesei) cu linial de control
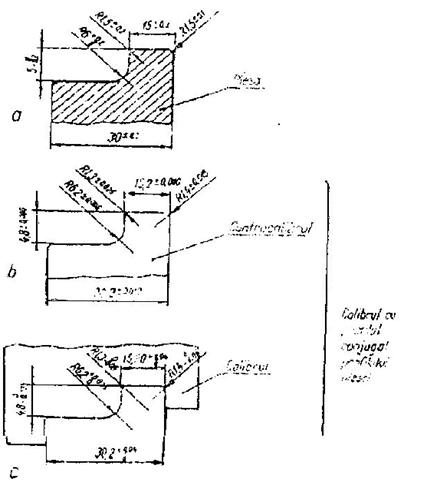
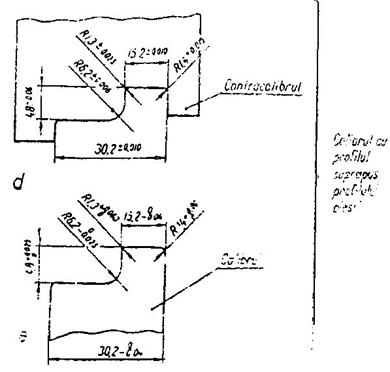
Fig.9. Calibre profilate
Ambele calibre se executa cu ajutorul contracalibrelor.
Acestea asigura interschimbabilitatea in timp a calibrelor.
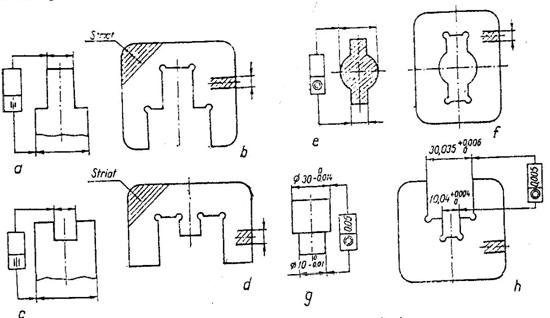
Fig.11. Controlul asimetriei:
a, c, e, g ) piese ; b, d, f, h) calibre
Controlul asimetriei se face cu calibre complex care verifica atat poztia reciproca a unor suprafete cat si forma suprafetelor.
In fig.11. se dau cateva exemple de asimetrie precum si constructia calibrelor respective.
Copyright © 2025 - Toate drepturile rezervate