|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Un ghid al utilizatorului pentru instalare,
configurarea si functionarea lui MACH3
Prefata
Orice masina unealta este potential periculoase. Masinile
sunt controlate de computere potential mai periculoase decat cele manual, pentru ca, de
exemplu, o computer este destul de
pregatit pentru a roti un 8 "dezechilibrate din fonta, de patru
maxilarului Chuck la 3000 rot / min,
pentru a se apuca de treaba un panel-teren router cutter adanc intr-o
bucata de lemn de stejar sau sa moara de cleme exploatatie dumneavoastra de lucru
la masa .
Acest manual Incearca sa-ti dau de
orientare precautii privind siguranta si tehnici dar pentru ca nu stim de detalii cu
privire la masina dvs. sau de conditiile locale putem accepta nici o responsabilitate pentru executarea de
orice masina sau de orice daune sau prejudiciul cauzat prin folosi. Este responsabilitatea
dumneavoastra sa va asigurati-va ca va
intelege implicatiile a ceea ce ati proiecta si construi si pentru a se
conforma cu legislatia si codurile de practica se aplica
pentru dvs. tara sau de
stat
Daca va aflati in orice indoiala, trebuie sa caute
indrumare de la o calificare profesionala expert , mai degraba decat
riscul de ranire a tine sau pentru altii .
Acest document este destinat pentru
a oferi suficiente detalii despre modul in care software-ul Mach3Mill
interactioneaza cu masina dvs. instrument, cum este configurat
pentru diferite metode de axa de unitate si despre limbile de intrare si formatele
suportate de programare pentru a va permit sa punerea in aplicare a unui sistem puternic
CNC pe o masina cu pana la sase axe controlate. Tipic masini unelte care pot fi controlate
sunt mori, routere, plasma taiere tabele .
Desi Mach3Mill posibilitatea de
a controla cele doua axe a unui strung pentru activarea sau profil
similar, un program separat (Mach3Turn)
si documentele justificative este in curs de dezvoltate pentru a suport de functionalitatea completa
a unei strunguri etc .
Un document in format online wiki Personalizarea Mach3 explica in detaliu
cum sa-si modifice ecran machete, de a elabora propriile ecrane si Wizards si sa
interfata hardware speciale pentru a dispozitive
Vi se recomanda sa se
alature unul sau ambele online, forumuri de discutii pentru Mach3.
Link-uri sa adere la acesta sunt la
www.machsupport.com Tu ar trebui
sa fie constienti de faptul ca, in timp ce aceste foruri
au multi ingineri cu o vasta gama
de experienta ca participanti, acestea nu constituie un substitut pentru o masina de
instrument de asistenta al producatorului de retea.
Daca cererea dumneavoastra necesita acest nivel de sprijin atunci ar trebui
sa cumpere in sistem de la un distribuitor local sau de un OEM cu o retea de distributie. In acest
fel vei primi beneficiile Mach3 cu posibilitatea de a-pe site-ul suport
Anumite portiuni din text in
acest manual sunt tiparite "greyed afara". Ele in general,
descrie caracteristici de gasit in
masina controlere, dar care nu sunt in prezent puse in aplicare in
Mach3
Descrierea unui greyed afara
facilitate aici nu este de a fi luat ca un angajament de a punerea acesteia in aplicare la un moment dat
in viitor .
Multumiri sunt datorate la
numeroase persoane, inclusiv original echipa care a lucrat, la nivel
national Institutul de Standarde
si Testare (NIST), pe de EMC de proiect si de utilizatorii Mach3 fara a caror
experienta, materiale si constructiv comentarii acestui manual
nu ar fi putut fost scrise. Creditele
sunt acordate pentru utilitati si caracteristici individuale, deoarece acestea
sunt descrise in organismul de
manual
ArtSoft Corporation este dedicat
pentru imbunatatirea continua a produselor sale, atat de
sugestii pentru
imbunatatiri, corecturi si clarificari va fi primit cu
recunostinta. Art Fenerty
si John Prentice afirma dreptul lor de a fi identificate ca fiind autorii
acestui lucru .
Dreptul de a face copii ale acestui
manual se acorda numai in scopul de a evalua si / sau folosirea licenta sau
demonstratie copii ale Mach3. Aceasta nu este permisa, in
conformitate cu prezentul dreapta,
pentru terte parti de a taxa pentru copii din acest manua l.
Toate eforturile au fost realizate pentru a face ca acest manual complet
si cat mai exacte posibil, dar nici
o garantie sau de fitness este implicat. Informatiile furnizate este
pe o "ca atare". De autorilor si
editor de raspundere si nici nu au nici responsabilitatea pentru
orice persoana fizica sau juridica cu privire la orice pierderi sau daune care
rezulta din informatiile continute in acest manual, Prefata
Modul de utilizare a manualului este acoperit de licenta in conditiile in care trebuie sa fiti de acord, atunci cand Mach3 instalarea software-ului. Windows XP si Windows 2000 sunt marci comerciale inregistrate ale Microsoft Corporation. Daca celelalte marci comerciale sunt utilizate in acest manual, dar nu a recunoscut, va rugam sa notifice ArtSoft Corporation deci acest lucru poate fi remediata in editiile ulterioare.
2.
Introducerea sistemelor de prelucrare CNC.
2.1 parti ale unui sistem de
prelucrare
Acest capitol va va prezenta terminologia utilizata in restul acestui
manual si va permite sa
intelegem din punct de vedere al diferitelor componente intr-o numeric, controlat de morarit sistem.
Principalele componente ale unui sistem de control numeric mill sunt prezentate
in figura 1.1
Productie (CAD / CAM) program sau
programe pe un computer (1). De iesire din aceasta program, care este o parte si de program
este de multe ori in "G-code" este transferata (printr-o retea
sau probabil floppy disc) (2) la
masina Controller (3). The Machine Controller este responsabil de interpretare a participa la
programul de control al instrument care va reduce la lucru. De axe de Masini (5) sunt mutate de
suruburi, rafturi sau de siguranta care sunt alimentat de servo motoare sau stepper
motoare. Semnalele de
Desi o masina de
frezat este ilustrata, masina poate fi un router sau o plasma sau
laser Cutter. A separate manual descrie
Mach3 controlul unui strung, verticale etc sondor Frecvent masina Controller poate controla
Pornirea si oprirea de la ax motor (sau chiar de control al vitezei sale), se poate intoarce de racire
si de pe jos si se va verifica faptul ca un program sau o parte Machine Operator (6) nu sunt incercarea de a
muta orice axa de dincolo de limitele sale. The Machine Controller are, de asemenea, ca
butoanele de control, o tastatura, potentiometru knobs, un manual generator de impulsuri (MPG) volan, sau
un joystick-ul, astfel incat operatorul poate controla Figura 1.1 - Tipic NC sistem de prelucrare
Utilizarea masina de
manual si de a porni si opri rularea parte din program. The
Machine Controller dispune de un display
de operator, astfel incat sa stie ce se intampla .
Deoarece comenzile de G-un cod de
program poate solicita complicat coordonat miscari de masina axele masinii Controller
trebuie sa fie capabil de a efectua o multime de calcule in "timp real" (de exemplu, o
taiere Helix necesita o multime de trigonometrical calcul). In trecut aceasta a facut-o un scump
echipament.
2.2 Cum se incadreaza in Mach3 .
Mach3 este un pachet software care
ruleaza pe un PC si transforma-l intr-un foarte puternic
si economic pentru a inlocui
Machine Controller (3), in figura 1.1. Pentru a rula Mach3 aveti nevoie de Windows XP (sau Windows 2000)
in mod ideal, sa fie difuzate pe un 1GHz cu un procesor de 1024 x 768 pixeli rezolutie ecran. O
masina de birou va oferi mult o performanta mai buna decat cele mai multe laptop-uri
si de a fi considerabil mai ieftin. Puteti, desigur utilizare acest computer pentru orice alte functii
in atelier (cum ar fi (1), in figura 1.1 - ruleaza un CAD / CAM pachet) atunci cand nu este
controlul masinii. Mach3 comunica
in principal printr-o (sau optional doua) paralel (imprimanta)
porturi si, daca dorit, un
serial (COM) port .
Driverele pentru masina dvs. a
axei motoare pas impulsuri trebuie sa accepte si un semnal de
directie. Practic toate stepper
motor driver-ele de lucru in acest fel, la fel ca si AC DC moderne sisteme
de servo cu digital codificatoare.
Atentie, daca nu sunteti de conversie a unei vechi NC
masina al carei servos mai resolvers folosi pentru a masura pozitia de axe ca va trebui
sa ofere un complet nou unitate
pentru fiecare axa.
3. O
prezentare generala a Mach3 Machine Controller software .
Tu esti inca cititi acest lucru, evident, Mach3 crezi ca ar
putea fi un avantaj in atelier-va!
Cel mai bun lucru de facut acum este de a descarca gratuit demonstratie versiune a software-ului
si incercati sa-l de pe computerul dumneavoastra. Tu nu au nevoie de o masina pentru a fi conectat
in sus, intr-adevar, in prezent, este mai bine sa nu avem unul .
Daca ati cumparat un
sistem complet de la un revanzator apoi o parte sau toate instalarea acestor masuri ar putea avea
de facut pentru tine deja.
3.1 Instalare .
Mach3 este distribuit de catre ArtSoft Corp, prin Internet. Il
descarcati pachetul ca o
auto instalarea fisierului (care, in prezent de eliberare, este de
aproximativ 8 megaocteti). Aceasta va rula pentru o perioada
nelimitata ca o demonstratie versiune cu cateva limitari de
viteza, de dimensiunea
de locuri de munca, care pot fi efectuate si de specialisti cu
caracteristici acceptate. Cand cumparati un permis acest lucru va "debloca" demonstrarea
versiune aveti deja instalat si configurat. Detalii complete despre preturi si optiuni
sunt pe site-ul ArtSoft Corporation www.artofcnc.ca
3.1.1 Descarcarea .
Download-eaza pachetul de la www.artofcnc.ca
folosind butonul dreapta al mouse-ului si Save Target ca pentru a pune de auto-a instala
fisierul in directorul de lucru convenabil orice (poate Windows Temp). Ar trebui sa fie
conectat
3.1.2
Instalarea .
Nu aveti nevoie de o masina unealta conectat inca. Daca esti doar incepator ar fi mai bine sa nu aiba o legatura.
Nota in cazul in care prin cablu
sau cabluri de la masina instrument sunt conectat in PC. Oprire PC, masina
unealta si unitati
de stocare si deconectati de
25 de aderenta conector (i) de
la partea din spate a PC-ului. Acum trece
Cand executati fisierul descarcat, veti fi ghidati prin instalarea de obicei pasi Windows pentru un program, cum ar fi acceptarea conditiilor de licenta si selectand folderul pentru Figura 3.1 - Programul de instalare ecran Privire de ansamblu asupra Mach3 software.
Pe de instalare terminate de dialog ar trebui
sa se asigure ca sistemul de initiere este verificata si faceti clic pe Terminare. Acum,
veti fi spus inainte de a reporni orice Mach3 ruleaza
software-ul
De imagine de fundal in timpul
instalarii este standard Mach3Mill ecran - nu va faceti
griji Mach3Turn asa cum este, de
asemenea, sa fie instalat. Pe de
instalare terminate de dialog ar trebui sa se asigure ca Load Mach3
Driver si instala Engleza
Wizards sunt verificate si apoi faceti clic pe Terminare. Acum,
veti fi spus inainte de a reporni executa
orice Mach3 software.
3.1.3 vitale re-boot .
Acest lucru este vital reboot. Daca nu o facem, atunci veti avea mari
dificultati in ceea ce poate numai fi depasite prin utilizarea Windows Panoul de control
pentru a dezinstala driverul manual. Astfel Va rugam sa reporniti sistemul acum .
Daca sunteti interesat sa stie de ce este necesara
repornirea sistemului apoi cititi mai departe, altfel trece la
sectiunea urmatoare .
Desi Mach3 va aparea
pentru a fi un singur program, atunci cand sunt utilizati, este de
fapt compune din doua
parti: un driver care este instalat ca parte a Windows cum ar fi o
imprimanta sau retea
sofer si o interfata grafica (GUI) .
De conducator auto este cel
mai important si ingenios parte. Mach3 trebuie sa aiba
posibilitatea de a trimite foarte exactitate timpul de semnale pentru a controla axe de masina
unealta. Windows place sa fie in taxe si executa programe de utilizator normal, atunci cand
acesta nu are nimic de a face mai bine in sine. Deci Mach3 nu poate fi un "program normal de
utilizator"; acesta trebuie sa fie la cel mai mic nivel din interiorul
Windows (care este manere intrerupe). In
plus, pentru a face acest lucru, la viteze mari, posibil, necesar (fiecare
axa se poate acorda o atentie
45,000 de ori pe secunda), conducatorul auto trebuie sa tune
propriul cod. Windows nu aproba de acest
(e un truc pe care joaca virusi), asa trebuie sa fie
solicitat sa se acorde permisiune
speciala. Acest proces necesita repornirea sistemului. Deci, daca nu
ati facut re-boot apoi Windows
va da ecran albastru de deces si soferul va fi corupt. Singura
cale de iesire din aceasta va fi pentru a elimina manual driverul .
Avand in vedere aceste avertismente infricosator, este corect sa spun ca a reporni este necesar doar atunci cand in care conducatorul auto este primul instalat. Daca va veti actualiza sistemul cu o versiune mai noua apoi reporniti nu este vital. Secventa de instalare cu toate acestea inca nu va rog sa o faci. Windows XP cizme rapid, in mod rezonabil, ca nu este mult mai grea pentru a face acest lucru de fiecare data.
3.1.4 comode desktop icoane .
Deci trebuie restartata! Expertul de instalare va fi creat pe desktop
icoane pentru principalele programe.
Mach3.exe este, de fapt, codul de interfata cu utilizatorul.
Daca il rulati, va va intreba care Profil pe care doriti sa o utilizati.
Mach3Mill, Mach3Turn etc comenzi rapide care se executa aceasta cu un
profil definita printr-o "/ p"
argument in tinta de comenzi rapide. De obicei, veti angaja
aceste pentru a porni cerute de
sistem .
In prezent, este util sa setati unele pictograme pentru comenzi
rapide pe desktop pentru a Mach3 alte programe.
Utilizati Windows Explorer (rightclick Start) si facand clic dreapta pe DriverTest.exe dosar.
Glisati acest
comanda rapida pe desktop .
Alte programe cum ar fi un ecran proiectant si un manipulator pentru screenset fisiere sunt disponibile ca o descarcare
separata.
Figura 3.2 - DriverTest de rulare
3.1.5
Testarea de instalare .
In prezent, este foarte recomandat
pentru a testa sistemul. Asa cum am mentionat mai sus, nu este o
Mach3 simplu program. Este nevoie de
mari libertati cu Windows pentru a efectua sau loc de
munca; aceasta inseamna el nu
va functiona pe toate sistemele din cauza mai multi factori. De
exemplu, sistemul de QuickTime Monitor
(qtask.exe) ruleaza in fundal poate ucide-l acolo va fi si alte
programe care probabil nu sunt la
curent, chiar sunt de pe sistemul dvs., care pot face acelasi lucru.
Windows si nu poate incepe multe
procese in fundal; unele apar ca pictograme in sistem tray (dreapta jos a ecranului), iar altele nu
apar ele in nici un fel. Alte posibile surse de eratic functionare sunt retea locala de
conexiuni, care poate fi configurat pentru a detecta automat viteza. Ar trebui sa configurati aceste
efective viteza 10 Mbps sau 100 Mbps de
retea. In cele din urma o masina care a fost navigarea pe Internet
poate avea castigat unul sau mai
multe de o serie de "robot" tip de programe spion pe care ceea ce faceti
si trimite date pe ,net a lor
originators. Acest trafic poate interfera cu Mach3 si nu este ceva ce vreti, oricum. Folositi un
motor de cautare pentru termeni precum "Spybot" pentru a gasi software-ul pentru a pune in ordine calculatorul
dumneavoastra .
Datorita acestor factori, este
important, desi nu sunt obligatorii, pe care le testa sistemul dvs. atunci cand ceva suspect este
gresita sau vrei doar sa verifice ca o instalare au mers
bine. Faceti dublu clic pe icoana
DriverTest pe care le-ati stabilit. Are ecran este aratat in figura
3.2. Aveti posibilitatea sa
ignorati toate cutiile cu exceptia pulsul frecventa. Ar
trebui sa fie destul de constant in
jur de 25,000 Hz a ta, dar poate varia, chiar destul de mult. Aceasta se
datoreaza faptului ca Mach3 utilizeaza Windows ceas pentru a calibra sale puls de timp si,
in cel mai scurt timp, pe o scara, de Windows ceasul poate fi afectata de alte procese de incarcare
a computerului. Deci, s-ar putea sa de fapt, fie cu ajutorul unui "nesigure" ceas (Windows unu) pentru a
verifica Mach3 si obtine astfel de falsa impresie ca Mach3 de timp este variabil .
Practic, daca tu a vedea un
ecran similar cu figura 3.2, cu doar mici spikes pe Timer Variante grafic si o constanta Puls
Freqency, totul functioneaza bine atat de aproape de DriverTest program si sa
treceti la sectiunea Ecrane de mai jos .
Windows "experti" ar putea fi
interesat pentru a vedea alte cateva lucruri. Alb dreptunghiular Fereastra este un tip de sincronizare
Analyzer. In cazul in care se executa afiseaza o linie cu mici variatii indicate. Aceste variatii
sunt modificari in calendarul de la un ciclu de a intrerupe alt. Nu ar trebui sa existe linii de mai
mult de ¼ inci, sau de pe un 17 "pe ecran cel mai sisteme. Chiar si in cazul in care
exista variatii posibile in care sunt mai jos de pragul necesar
pentru a crea calendarul
bataiala asa incat, atunci cand masina dvs. este conectat
instrument ar trebui sa efectueze o circulatie de test, pentru a vedea daca jogging si G0/G1
muta sunt netede .
Este posibil sa fi unul din doua lucruri se intampla cu tine, atunci cand
ruleaza de test care poate indica o problema.
1) "Driver nu a fost gasit sau
instalate, persoana de contact de Arta.", Aceasta inseamna ca
soferul nu este incarcata in Windows pentru un motiv. Aceasta se poate intampla XP pe sistemele
care au o coruptie lor de
conducator auto de baze de date, reincarcare Windows este de
vindecare, in acest caz. Or, este posibil sa fie ruleaza Win2000. Win2000 are un bug /
"facilitate", care interfereaza cu incarcarea sofer. Aceasta poate fi necesar sa
fie incarcate manual se vedea sectiunea urmatoare .
2) In cazul in care sistemul spune,
preluarea 3 2 1 .. si apoi reboots, una din cele doua
lucruri a s-au produs. Fie nu ati
repornirea sistemului, atunci cand a cerut (ti-a spus!!) Sau driverul este
deteriorat sau in imposibilitatea de a
fi utilizate in sistemul dumneavoastra. In acest caz, urmati
sectiunea urmatoare si se indeparteaza sofer manual, apoi reinstalati. In
cazul in care acelasi lucru se intampla, va rugam sa
anuntati ArtSoft utilizand de
e-mail link-ul de pe www.artofcnc.ca
si vi se va da de orientare.
Cateva sisteme au Placi de baza,
care au hardware pentru APIC de timp, dar a caror BIOS codul nu-l folosesc. Aceasta va confunda
Mach3 instala. Un fisier batch SpecialDriver.bat este disponibil in Mach3 folderul de instalare.
Cauta-l cu Windows Explorer si
faceti dublu clic pe el pentru al executa. Acest lucru va face ca Mach3
sofer de utilizare mai in
varsta i8529 Interrupt Controller. Veti avea nevoie pentru a repeta
acest proces, ori de cate ori descarca o versiune actualizata a Mach3 instalarea ca noua
versiune va inlocui speciale de
conducator auto. Fisierul OriginalDriver.bat reverses aceasta
schimbare
3.1.6 Driver Test dupa un accident
de circulatie, Mach3 .
Daca, indiferent de motiv, au
o situatie cand se ruleaza in cazul in care se avariaza Mach3 -
acest lucru intermitenta, ar putea
fi o problema hardware sau un software de bug-ul - atunci trebuie sa
rulati DriverTest.exe cat mai
curand posibil dupa Mach3, nu a reusit. Daca intarziere de
doua minute apoi Mach3 de
conducator auto pentru a nu va cause Windows ca de obicei cu "Blue Screen
de moarte". Rularea DriverTest
reinitializeaza soferului la o stare stabila, chiar
daca Mach3 dispare in mod neasteptat. Puteti gasi, dupa un accident
de circulatie, care nu reuseste sa gaseasca
soferul prima data, este difuzat. In acest caz, pur si simplu rulati-l din nou, ca
prima faza ar trebui sa repari lucrurile.
3.1.7 Note pentru manualul de instalare
si un conducator auto-instalare .
Ai nevoie doar de a citi si
de a face aceasta sectiune, daca nu au trecut cu succes
rula DriverTest program. De conducator auto (Mach3.sys) pot fi
instalate si dezinstalate manual, folosind Windows panoul de control. Casetele de dialog difere
usor intre Windows 2000 si Windows XP dar pasii sunt identice
¨ Deschideti panoul de control si faceti dublu-clic pe icoana
sau linie pentru System .
¨ Selectati hardware si faceti clic pe Adaugare hardware
expertul. (Asa cum am mentionat in fata lui Mach3 sofer de lucrari la cel mai mic
nivel din Windows). Windows va cauta pentru orice nou efective de hardware (si gasi nici
unul) .
¨ Spune expertul ati instalat deja-l si apoi procedati la
urmatorul ecran .
¨ Va fi afisata o lista de componente hardware. Defilati in
partea de jos a acestei si selectati Adaugare nou dispozitiv hardware si pentru a
trece la ecranul urmator .
¨ La urmatorul ecran nu doriti sa Windows cautare pentru
sofer asa selectati Instala hardware-ul pe care am manual selecta dintr-o lista
(Complex) .
¨ Lista va sunt prezentate va include o intrare pentru Mach1 / 2 pulsing
motor. Selectati acest lucru
si merg la ecranul urmator .
¨ Faceti clic pe Obtinere disc, pe ecranul urmator punct de
fisier selector pentru a va Mach3 (C: Mach3, in mod implicit). Windows ar trebui sa
gasiti fisierul Mach3.inf. Selectati acest dosar si faceti clic pe Open.
Windows va instala driverul. Conducatorul auto poate fi dezinstalat mai simplu
¨ Deschideti panoul de control si faceti dublu-clic pe icoana
sau linie pentru System .
¨ Selectati hardware si faceti clic pe Device Manager .
¨ Va fi afisata o lista de dispozitive si driver-ele lor.
Mach1 Pulsing motor de-a soferului
Mach3 Driver cadrul acestuia. Utilizati + pentru a extinde copac,
daca este necesar. Rightclick pe
Mach3 Driver da posibilitatea sa-l dezinstalati. Acest lucru va
elimina fisierul Mach3.sys din
folderul Windows. Copia in Mach3 va mai fi acolo.
Nu exista un punct la nota finala. Windows aduce aminte de toate
informatiile cu privire la modul in care
Mach3 au configurat intr-un fisier de Profil. Aceasta informatie
nu este eliminat de catre ONU, instalarea de
sofer si stergerea fisierelor alte Mach3 astfel ca vor
fi in continuare, ori de cate ori se face upgrade de sistem.
Cu toate acestea, in foarte putin probabil in cazul in care aveti
nevoie de un total instalare curata de la zero
atunci ai nevoie pentru a sterge. XML profil fisier sau a unor
fisiere.
3.2 Ecrane .
Acum sunteti gata sa
incercati un "uscata rula" Mach3. Acesta va fi mult mai usor
sa-ti arat cum sa va setati real masina unealta cand au
experimentat cu Mach3 de genul asta. Puteti "pretinde" la masina si de a invata multe,
chiar daca nu v-ati luat un CNC masina unealta
inca. Daca au luat o, apoi
asigurati-va ca nu, nu este conectat
Mach3 este conceput astfel incat este foarte
usor pentru a personaliza sau ecrane pentru a se potrivi cu modul in
care locul de munca .
Aceasta inseamna ca
puteti vedea ecrane ar putea sa arate exact ca cele din Anexa 1.
Daca exista Privire de
ansamblu asupra Mach3 software sunt
diferente majore atunci furnizorul Dvs. de sistem ar trebui sa
aiba un anumit set de revizuit capturi de ecran pentru a se potrivi cu sistemul dumneavoastra
Faceti dublu-clic pe icoana
Mach3Mill pentru a rula acest program. Ar trebui sa vezi Mill Programul
Run ecran similar cu cel din Anexa 1
(dar cu diferite DROs stabilit la zero, nici un program incarcat etc.) Notice rosu Resetare
buton. Acesta va avea un fulger rosu / LED verde (simulare de o
lumina emitting diode) de mai sus este
si niste LED-uri galben aprins. Daca faceti clic pe butonul
de atunci galben LED-uri iesi
si aprinde LED-ul verde se transforma in solid. Mach3 este gata de
actiune! .
Daca nu se poate reseta,
atunci problema este, probabil, ceva conectat la portul dvs. paralel sau porturi (un "dongle", probabil) sau PC-ul
a avut anterior Mach3 instalat pe acesta cu un neobisnuit de alocare de port-pin la urgenta Stop
(impiedica de semnal). Printr-un click pe Offline buton ce trebuie sa fie in masura sa
resetati sistemul. Cea mai mare parte a testelor si demonstratii in acest capitol nu va
functiona decat daca este Mach3 reinitializati din
opri Mod.
3.2.1 Tipuri de obiect pe ecrane .
Veti vedea ca programul Executare ecran este alcatuit din
urmatoarele tipuri de obiect:
¨ Butoane (de exemplu, Resetare, Stop Alt-S, etc) .
¨ DROs sau Digital Masina. Ceva cu un numar afisat va fi un DRO.
De cele mai importante sunt, desigur, de
pozitiile curente ale X, Y, Z, A, B si C axe .
¨ LED-uri (in diferite marimi si forme) .
¨ G-cod afisa fereastra (cu propriile sale defilati bare) .
¨ Toolpath de afisare (necompletat patrati de pe ecran in
momentul de fata) Exista
in continuare un important tip de control care nu se afla in programul de
Executare ecran :
¨ MDI (Manual de date de intrare) linie Butoane si MDI linie sunt dvs.
Consumul Mach3. DROs poate fi
afiseaza de Mach3 sau pot fi utilizate ca intrari de tine.
Culoare de fond modificari, atunci
cand se introduce.
G-cod si Toolpath
afiseaza fereastra de informatii sunt fromMach3 pentru tine.
Tu poate, totusi, atat de
manipulare a acestora (de exemplu, defilare de G-cod fereastra,
panoramarea, rotatie si panning
in Toolpath afisaj)

Figure 3.3 - The screen selection buttons
3.2.2
Folosrea butoanelor si comenzilor rapide .
Pe ecrane cele mai multe butoane
standard au o tastatura hotkey. Acest lucru va fi afisat dupa ce
a nume de pe butonul de sine, intr-o
eticheta sau in apropierea acesteia. Apasand tasta numit atunci cand
pe ecran este afisata este
aceeasi ca si clic pe butonul cu mouse-ul. S-ar putea dori sa
incercati sa utilizati in comenzi rapide de la tastatura si mouse-ul pentru a activa
si dezactiva de ax, la randul sau, pe de inundatii si de
racire a trecerea
Intr-un atelier de lucru, este
convenabil sa se reduca la minimum ori, atunci cand aveti nevoie
pentru a utiliza un mouse .
Fizice trece pe un panou de control pot fi utilizate pentru a controla Mach3 de
utilizare a tastaturii Figura 3.3 -
ecran de butoane de selectie (de
exemplu, Ultimarc IPAC). Acest plugsin in serie cu tastatura si trimite Mach3 "pretinde" keypresses care activa butoane cu comenzi rapide .
In cazul in care un buton nu apare pe ecran curent apoi sa tastatura comenzi rapide nu este
activ.
Exista anumite speciale comenzi rapide de la tastatura, care sunt la
nivel global in toate ecranele. Capitolul 5
arata modul in care acestea sunt stabilite.
3.2.3 Date de intrare pentru a DRO .
Aveti posibilitatea de a introduce
noile date in orice DRO, facand clic pe intr-o cu mouse-ul, un click pe sale tasta rapida
(apasati tasta in cazul in care set), sau prin utilizarea global hotkey pentru a selecta DROs si se deplaseaza la cel pe care
doriti cu arrow chei) Incercati sa intre intr-o feedrate
ca 45.6 de program Run ecran. Trebuie
sa apasati tasta Enter pentru a accepte noua valoare sau tasta Esc pentru a reveni la pe cel anterior. Backspace Stergere
si nu sunt folosite atunci cand se
introduce
Atentie: Aceasta nu este
intotdeauna cu bun-simt de a-ti pune proprie de date intr-un DRO. De exemplu de afisare a ax dvs. reale de viteza este
calculata de catre Mach3. Orice valoare pe care le introduceti vor fi suprascrise.
Puteti pune valori in axa DROs, dar
nu ar trebui sa va face acest
lucru pana cand ati citit capitolul 7, in detaliu. Acesta nu este o
modalitate de a muta instrument!
3.3
jogging .
Va puteti muta instrument relativ la orice loc de pe dumneavoastra de lucru manual, prin
utilizarea diferitelor tipuri de jogging. Desigur, la unele masini, de instrument se va muta si pe altii,
va fi masina de masa sau de slide-uri care muta. Vom folosi cuvintele "muta instrument" aici
pentru simplitate. De jogging
controalele sunt de o "zbura-out" ecran. Acest lucru este demonstrat si de
ascuns, prin utilizarea Tab-cheie de pe
tastatura. Figura 3.4 ofera o vedere de flyout .
Aveti posibilitatea sa
utilizati tastatura pentru jogging. Sagetile de la
tastatura sunt stabilite in mod implicit pentru a va oferi jogging pe axele X si Y si Pg Sus /
PgDn jogs pe axa Z. Aveti posibilitatea sa configurati aceste re
- chei (a se vedea capitolul 5) pentru a se potrivi cu preferintele
proprii. Aveti posibilitatea sa utilizati cheile jogging cu
privire la orice ecran cu Jog ON / OFF
buton pe ea .
In figura 3.4 se va vedea ca Pasul LED-ul este afisat aprins. De Jog
butonul Mod Comuta intre
continua, Pasul si MPG moduri, In mod continuu a ales va axa jog atata timp cat va
tineti tasta jos. De viteza de
jogging este stabilita de catre Slow Jog Procentajul DRO. Puteti
introduce orice valoare de la 0,1% la
100% pentru a primi, indiferent de viteza pe care o doriti. In sus
si in jos de langa butoanele de ecran acest DRO va modifica valoarea sa in pasi de 5%.
Figure 3.4 - Jog controls (use Tab key to show and hide this)
Daca te trage in jos tasta Shift, atunci va jogging apar la 100%, indiferent de viteza suprascrie
setarea. Acest lucru va permite sa jog rapid la apropierea destinatie, precum si pozitia
cu acuratete. In Pasul mod, fiecare
de presa al unei jog cheie se va muta axa de distanta indicata
in Pasul DRO. Aveti posibilitatea
sa setati aceasta valoare la ceea ce va place.
Circulatia va fi la curent Feedrate. Puteti ciclu printr-o lista predefinita de
Pasul dimensiuni cu ciclul Jog Pasul buton. Figura 3.4 - Jog
controale (utilizarea Tab-cheie pentru a
afisa si a ascunde acest
lucru) Privire de ansamblu asupra Mach3
software Rotary codificatoare poate fi
interfaced (prin portul paralel de intrare PINS)
De o alta optiune pentru
jogging este un joystick conectat
Daca aveti un real
joystick-ul si are o acceleratie de control, atunci acest lucru poate fi
configurat fie pentru a controla viteza
jog suprascrie sau de control a hranei pentru animale rata suprascrie (a se
vedea capitolul 5 din nou).
O astfel de joystick-ul este o
modalitate ieftina de a oferi foarte flexibil, control manual al
masina dvs. instrument. In plus,
puteti folosi mai multe joysticks (strict pe axelor Human Interface
Devices) prin instalarea de
producator profiler a software-ului sau, chiar mai bine, de utilitate
KeyGrabber livrat cu Mach. Acum ar fi un moment bun pentru a incerca
toate jogging optiuni pe sistemul dumneavoastra. Nu uitati
ca sunt comenzi rapide de la
tastatura pentru butoane, asa ca de ce nu-i identifice si
sa incercati-le. Tu in curand
ar trebui sa gaseasca un mod de lucru care se simte confortabil.
3.4 Manual de date de intrare (MDI)
si invatamant .
3.4.1 MDI .
Folositi mouse-ul sau tastatura de comenzi rapide pentru a afisa MDI
(Manual de date de intrare) ecran.
Acest lucru are o singura linie de introducere de date. Aveti posibilitatea
sa faceti clic pe ea pentru a selecta din aceasta sau de a folosi
apasati Enter care va selecta
in mod automat. Puteti orice tip
valabil linie care ar putea aparea
intr-o parte program si va fi
executat cand apasati Enter.
Puteti aruncati linie prin
apasarea Esc. De Backspace cheie
poate fi folosite pentru corectarea
greselilor in dumneavoastra
tastand. Daca stiti
ca unele G-codul de comenzi atunci ai putea sa le afara. Daca
nu, atunci incercati: G00 X1.6 Y2.3
Care se va muta de instrument de coordonate X = 1.6 unitati
si Y = 2-3 unitati. (G este zero nu G O scrisoare). Veti vedea axa DROs pentru
a trece la noile coordonate. Incercati mai multe comenzi (sau G00 la locuri diferite). In cazul
in care utilizati in sus sau in jos sagetile de la tastatura, in timp ce in MDI linie se va
vedea ca Mach3 defilati cu tine inainte si inapoi prin istoria de comenzi pe care le-ati
folosit. Acest lucru face usoara de a repeta o comanda fara a trebui sa re-tip-o.
Cand selectati de MDI linie va fi observat un flyout oferindu-va o caseta de
previzualizare a amintit acest text .
O linie de MDI (sau ca un bloc de
linie de G-cod este uneori numit) poate avea mai multe comenzi pe el, iar acestea vor fi executate in
"sensibile" pentru astfel cum sunt definite
3.4.2 Predarea .
Mach3 pot amintesc o succesiune de linii pe care le introduce folosind MDI
si scrieti-le intr-un fisier.
Acest lucru poate fi apoi executati din nou si, din nou, ca un cod
G-program.
Figura 3.5 - In mijloc de predare-un dreptunghi
Pe de MDI ecran, faceti clic pe butonul Start Invatati. LED-ul de
langa ea va lumina pentru a reaminti va ca va aflati de predare. Tip intr-o serie de
MDI linii. Mach3 va executa-le ca
te apasati reveni dupa
fiecare linie si pastreaza-le
intr-un conventional numit Invata-fisier. Cand au terminat, faceti clic pe Stop
Invatati. Puteti scrie
propriile dvs. cod sau sa
incercati :
g21
tipF100
g1x10y0
g1x10y5
x0
y0
Toate sunt 0 zerouri in acest sens .
Inainte faceti clic pe Load / Editare si Du-te
Cand s-au folosit de redactor atunci va fi capabil de a corecta orice
greseli si de a salva program
intr-un fisier de propria alegere.
Figura 3.6 - program de invatat sa fie difuzate
3.5 Wizards - CAM fara un software dedicat CAM
Mach3 permite utilizarea addon ecrane care permit destul de complexe de
automatizare sarcini face de catre
utilizator de a furniza relevante informatii. In acest sens ele sunt mai degraba ca socalled Wizards mult in Software Windows
ca ghid te prin informatii
necesare pentru o activitate. De clasic
Windows Expertul va manipula sarcini
importatoare o linie
fisier la o baza de date sau foaie de calcul. In Mach3, exemple de Wizards includ taiere
circular de buzunar, o grila de foraj gauri, digitalizarea o
suprafata de un model parte.
Figura 3.7 - Tabel de Wizards din meniul Wizard
Este usor sa incercati una. In programul de Executare ecran
faceti clic pe Load Wizards. Un tabel de Wizards instalat pe sistemul dumneavoastra va fi afisat
(figura 3.7). Ca un exemplu, faceti clic pe Circulara pentru linia de buzunar, care este
in standard Mach3 versiune, si faceti clic pe Executare. In prezent, Mach3 ecran afisat va fi
inlocuit de un aratat in figura 3.8. Acesta afiseaza pe ecran cu unele
optiunile implicite. Observati ca puteti alege sa
lucreze in unitatile de
in, pozitia de centru de buzunar, modul in care instrumentul este de a
intra pe material si asa mai departe.
Nu toate optiunile ar putea fi
relevante pentru calculatorul dumneavoastra. Ati putea, de exemplu,
trebuie sa setati ax de
viteza manual. In acest caz, puteti sa ignorati de control
de pe ecran Wizard. Cand sunteti
multumit cu de buzunar, faceti
clic pe Post Cod buton. Acest scrie o
Gcode o parte de program si
incarca o in Mach3. Acesta este
doar un automatizare a ceea ce aveti
de facut in exemplul de pe
predare. De toolpath ecran se
afiseaza transele de
carne care se va face. Puteti
sa va revizuiti parametri
pentru a lua mai mic taieturi sau orice
altceva si re-post Cod.
Daca doriti, puteti
salva setarile, astfel incat data
viitoare cand veti rula theWizard
initiala
de date va fi ceea ce este in prezent defin
Figura 3.8 - Circulara de buzunar cu defaults
Cand faceti clic pe Exit va vor fi returnate la principalele Mach3 ecrane si poate rula Expertul a generat-o parte de program. Acest proces va fi de multe ori sa fie mai rapida decat cea a lectura aici.
3.6
Rularea G-un cod de program .
Acum este timpul pentru a edita o intrare si partea de program. Veti
fi in mod normal, posibilitatea de a edita programe fara a lasa Mach3, dar,
asa cum inca nu am configurat sa stiu care este redactor la
utilizare, este mai usor de a
stabili programul afara Mach3. Utilizati Windows Notepad pentru a intra in urmatoarele linii
intr-un fisier text si salvati-l intr-un convenabil dosar (My Documents, probabil), ca
spiral.tap Trebuie sa alegeti
toate fisierele din Salvare ca tip drop-down sau Notepad va adauga.
TXT pentru a filename Mach3 dvs. si
nu va putea sa-l gasiti.
g20 tip F100
g00 x1 y0 z0
g03 x1 y0 z-0.2 i-1 j0
g03 x1 y0 z-0.4 i-1 j0
g03 x1 y0 z-0.6 i-1 j0
g03 x1 y0 z-0.8 i-1 j0
g03 x1 y0 z-1.0 i-1 j0
g03 x1 y0 z-1.2 i-1 j0
m00
Din nou, toate la "0" zero-uri sunt
in acest sens. Nu uitati sa apasati tasta Enter dupa
M0. Utilizati File> Load G-cod
meniul pentru a incarca acest program. Veti observa ca acesta
este afisat in Gcode fereastra.
Rulati programul de pe ecran,
puteti incerca in vigoare de la inceputul ciclului, Pauza, Stop,
si Rewind butoane si comenzi
rapide .
Pe masura ce rulati
programul este posibil sa observati ca linia
evidentiata se muta intr-un mod deosebit in G-cod fereastra. Mach3 citeste mai departe
si planurile sale se muta pentru a se evita toolpath avand la incetini mai mult decat in necesar. Acest
lucru se reflecta in lookahead pe ecran si, atunci cand pauza.
Puteti merge la orice linie de
cod de derulare a afisa astfel de linie este evidentiata. Apoi,
aveti posibilitatea sa Fugi de aici utilizare .
Nota: Aveti trebuie intotdeauna sa va rula programe de pe un hard-disk nu o discheta sau USB "cheie". Mach3 nevoile de mare viteza de acces la dosar, pe care le-harti in memorie. Programul fisier nu trebuie sa fie doar in citire.
3.7 Toolpath de afisare .
3.7.1 Vizualizarea toolpath .
Programul dispune de un ecran Run
necompletat patrat pe el atunci
cand este prima Mach3 incarcate. In cazul in care in spirala programul este incarcat se va vedea
aceasta schimbare la o cerc in interiorul
unui patrat. Pe care o cautati direct jos de pe toolpath pentru a programat o
parte, adica in Mach3Mill
perpendicular pe care o cautati
Figura 3.11 Toolpath
de
Ecranul este ca un model de sarma calea de instrument va urma
plasate in interiorul unei sfere clar.
Prin glisarea mouse-ul peste fereastra puteti roti "sfera" si
asa a se vedea modelul de din
diferite unghiuri. Setul de axe, in coltul din stanga sus-ti
arat ce directii sunt X, Y si Z.
Deci, daca glisati mouse-ul de la centru in sus intr-o directie
de "domeniu" va transforma in care
va arata axa Z si veti putea sa vedeti ca
cercului este de fapt, o spirala
taiat in jos (in sens negativ, Z). Fiecare din cele G3 linii in Spirala de program de mai sus atrage un
cerc in timp ce simultan scaderea instrument 0.2 in Z directie. De asemenea, puteti vedea
initiala G00 muta, care este o linie dreapta. Puteti,
daca doriti, sa prezinte un display ca conventionale
izometric vedere al toolpath. Cu cateva
minute de "joc", va da incredere in ceea ce se poate face. Dvs. de
afisare poate fi o culoare
diferita de cea indicata in figura 3.11. Culorile pot fi configurate.
Vedea Capitolul 5
3.7.2 Panning si panoramarea de
toolpath de afisare .
Toolpath de afisare poate fi
marita prin glisarea cursorului in fereastra cu tasta Shift deprimat.
Toolpath de afisare poate fi panned in fereastra prin glisarea cursorului
in fereastra cu butonul dreapta al
mouse-ului a avut loc. Dublu-clic pe
toolpath restabileste fereastra pe ecran pentru a vizualiza original
perpendicular cu nici un zoom aplicate .
Nota: Nu se poate Pan sau Zoom
de masina in timp ce instrumentul se executa.
3.8 Alte caracteristici ecran .
In cele din urma, este in valoare de navigare prin unele dintre celelalte
Wizards si toate ecranele. Ca o
mica provocare ati putea dori sa vad daca pot identifica
urmatoarele caracteristici utile: .
¨ Un buton pentru estimarea in momentul in care o parte de program va avea
sa curga de la real masina unealta
¨ de controale pentru a superior feedrate selectat in partea de program .
¨ DROs, care sa ofere, in masura in circulatie a unui instrument
in toate axele de incarcat parte program
¨ Un ecran, care va permite sa infiinteze informatii ca in
cazul in care doriti ca axa Z pentru a fi puse pentru a face X si Y se muta in
siguranta de la apasarea cleme etc .
¨ Un ecran, care va permite sa monitorizeze logica nivele (zero
si unu) cu privire la toate intrarile Mach3s si a rezultatelor.
4.
Hardware probleme de conectare si de masina unealta .
Acest capitol va spune cu privire
la aspectele legate de hardware-ul de conexiuni. Capitolul 5 ofera detalii despre configurarea Mach3
de utilizare a conectat elemente .
Daca ati cumparat o
masina, care este deja echipate pentru a fi conduse de Mach3 atunci va trebui, probabil, nu pentru a citi
acest capitol (cu exceptia de general interes). Furnizorul dvs. va fi dat unele documentare privind modul
de conecta parti ale
sistemului dvs. impreuna .
Cititi acest capitol pentru a
descoperi ce se asteapta Mach3 aceasta se intampla pentru a
controla si cum va puteti
conecta pana componente standard precum stepper motor driver-ele
si micro-switch-uri. Noi vom
presupune ca va puteti intelege simplu schematic circuit diagrame; daca nu, atunci acum este
momentul pentru a primi ajutor. La prima
lectura s-ar putea sa nu vreau sa deranjez cu sectii
dupa 4.6
.
4.1 siguranta - a
subliniat .
Orice masina unealta
este potential periculoase. Acest manual Incearca sa-ti dau orientari cu privire la siguranta
si tehnici de precautie, dar pentru ca nu stim detalii despre masina dvs. sau de
conditiile locale putem accepta nici o responsabilitate pentru executarea de orice masina
sau de orice daune sau prejudiciul cauzat de utilizarea sa .
Este responsabilitatea dumneavoastra sa va
asigurati-va ca va intelege implicatiile a ceea
ce va proiecta si construi
si pentru a se conforma cu legislatia si codurile de
practica aplicabile in cazul dvs.
de tara sau de stat.
Daca va aflati in orice indoiala, trebuie sa caute
indrumare de la o calificare profesionala expert , mai degraba decat riscul de
ranire a tine sau pentru altii
.
4.2 Ce Mach3 poate controla .
Mach3 este un program foarte
flexibil, proiectat pentru a controla masinile ca freze (si,
desi nu au fost descrise aici, de cotitura utilaje). Caracteristicile
acestor utilaje folosite de Mach3 sunt:
¨ Unele controale utilizator. O oprire de urgenta (opri) buton
trebuie sa fie furnizate cu privire la fiecare Masina
¨ Doua sau trei axe, care sunt la dreapta la fiecare alte unghiuri (la
care se face referire ca X, Y si Z)
¨ Un instrument care se muta de la un lucru. De origine a axelor este
stabilita in fata de
lucru. Relativa circulatie poate, desigur, sa fie de (i) de
instrument in miscare (de exemplu,
dintr-un condei ax frezare muta instrument in directia Z sau un
strung instrument montat pe o cruce
slide-o sa si se muta de instrument in directiile X si
Z) sau (ii) de catre masa de lucru
si de miscare (de exemplu, pe un genunchi de tip mill tabelul se
muta in X, Y si Z directii) Si
la alegere :
¨ Unele comutatoare de spus in cazul in care instrumentul este in "Home"
pozitia
¨ Unele switch-uri pentru a defini limitele permise relativa
circulatie a unui instrument
¨ A controlat "ax". The "ax" ar putea roti instrument (mil.) sau de lucru (cotitura).
¨ suplimentare de pana la trei axe. Acestea pot fi definite ca rotative
(de exemplu, circulatia lor este masurata in grade) sau liniara. Una dintre axele liniare
suplimentare pot fi slaved pentru a X
sau Y sau Z axa. Cei doi se vor muta impreuna, in orice moment, ca
raspuns la o parte Hardware
probleme si conectarea masina unealta programului si se muta la jogging,
dar ele vor fi referite fiecare separat. (a se vedea Configurarea slaved axe pentru mai multe detalii) .
¨ Un comutator sau switch-uri care se imbuca gardienii pe masina
¨ Controale pentru modul in care este livrat de racire (de inundatii
si / sau Mist) .
¨ A sonda in instrument care permite titularului digitalizarea unei existente
parte .
¨ codificatoare, cum ar fi liniara bareme de sticla, care poate
afisa pozitia a unor parti din Masina
¨ functii speciale .
Cele mai multe conexiuni intre
masina dvs. si PC-ul sa ruleze Mach3 sunt efectuate prin
intermediul paralel (imprimanta) port
(s) de la computer. O simpla masina vor doar nevoie de un port;
o un complex va avea nevoie de doua .
Conexiunile de control de
functiile speciale ca un LCD, un instrument-changer, axa cleme sau o swarf transportor poate fi, de
asemenea, efectuate prin intermediul unui dispozitiv ModBus (de exemplu, un PLC
sau Homann desenelor si modelelor
ModIO controller). Butoanele pot fi
interfaced de o "tastatura emulator", care genereaza pseudo-cheie in
prese raspuns la semnalele de
intrare. Mach3 va controla toate cele
sase axe, coordonarea lor simultana circulatie cu liniar interpolare sau efectua interpolare
circulara pe doua axe (din X, Y sau Z), in timp ce simultan liniar interpolating de alte patru
cu unghi fiind swept de interpolare
circulara. Instrumentul poate muta, astfel, intr-un ingusteaza
elicoid cale, daca este necesar! De Rata de alimentare in timpul acestor miscari se mentine
la valoarea solicitata de dvs. parte a programului, sub rezerva limitarilor de
acceleratie si de viteza maxima de axe. Aveti
posibilitatea sa mutati axe de
mana, cu diferite controale de jogging .
Daca mecanismul de masina
dvs. este ca un robot de brat sau o hexapod apoi Mach3 nu va fi posibilitatea de a controla, din cauza
cinematic calcule ca ar fi necesara pentru a se refera la
"instrument" in pozitia X, Y si Z coordonate la lungimea si de
rotatie a masinii de arme ..
Mach3 pot comuta de pe ax, prin rotatie, in ambele sensuri, si
trece-l jos. De asemenea, poate
control rata la care acesta roteste (rot / min) si monitorizeze
pozitia unghiulara pentru ca operatiunile de
taiere fire.
Mach3 pot transforma cele doua tipuri de racire si dezactiva .
Mach3 va monitoriza opri si poate lua act de functionare a switch-uri
de referinta, paza imbuca
limita si comutatoare Mach3 va
pastra la temperaturi de proprietati de pana la 256
diferite instrumente. In cazul in care, cu toate acestea, masina dvs.
are automat un instrument de schimb sau
de revista, atunci va trebui sa-l controla pe tine .
4.3 impiedica de control .
Fiecare masina de instrument trebuie sa aiba una sau mai multe de
urgenta Stop (opri) butoane; de obicei, cu un mare si rosu, ciuperci cap. Acestea
trebuie sa fie echipate astfel incat sa puteti ajunge cu
usurinta de la un oriunde s-ar putea sa fie, atunci cand sunt de operare a masinii.
Fiecare buton ar impiedica de a opri toate activitate in masina cat
de repede este posibil, in conditii de siguranta;
ax de rotatie ar opri si axe trebuie sa opreasca in
miscare. Acest lucru ar trebui sa se intample
fara a se bazeaza pe software-ului - deci este vorba de relee si
contactoare. Circuitul
ar trebui sa-i spuneti Mach3 ce ati facut si acolo
este o speciale, obligatorii pentru aceasta intrare. El / ea
in general, nu va fi suficient de bun pentru a opri AC de putere pentru o opri,
deoarece
energiei stocate in DC uniformizare condensatori pot permite motoare pentru a
rula pe unele considerabile pentru timp .
Masina nu ar trebui sa poata fugi din nou, pana la un "reset" a
fost apasat butonul. In cazul in care
Impiedica de buton se blocheaza atunci cand impins masina nu ar
trebui sa inceapa, atunci cand aceasta versiune de cotitura sau cap.
Acesta nu va fi, in general, posibilitatea de a continua o parte de prelucrare
dupa o impiedica de tine, dar si de Masina va fi cel putin in siguranta. Hardware probleme si conectarea
masina unealta
4.4 PC port paralel .
4.4.1 de port paralel si a istoriei sale .
Cand IBM proiectat initial PC (160K floppy unitate de disc, 64kbytes de
RAM!) Au a furnizat o
interfata pentru conectarea
imprimantelor folosind o 25 dirijor
cablu. Acest lucru este fundatia a
Parallel port avem pe cele mai multe
PC-urile de azi. Avand in vedere ca este un foarte simplu mod de a
transferul de date nu a fost folosite
pentru multe alte lucruri mult de
conectare a imprimantelor.
Puteti transfera fisiere intre
PC-ul, atasati copia
protectie "dongles", conecta
periferice ca scanere si Zip drive,
desigur, de control si masini unelte, folosind-o. USB este
preluarea multe dintre aceste
functii, iar acest lucru convenabil sa paraseasca
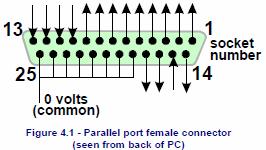
portul paralel gratuit pentru Mach3. Conectorul
de pe PC este un mod de 25 de sex feminin "D" conector. Prize sa vazut din
spate de PC-ul sunt prezentate in figura
4.1. Sagetile da directia fluxului de informatii
relativ
Nota: Convertoare plug care
intr-un port USB si un conector 25 PIN-ul nu va conduce
masina, chiar daca acestea sunt perfect potrivite pentru a
simplifica sarcina de a conecta o imprimanta.
4.4.2
Logica semnale
La prima lectura, ati putea dori sa trece la urmatoarea
rubrica si intoarceti-va aici, daca aveti de a obtine implicat cu nitty-pietricele de
interfata circuite. Acesta va fi probabil util sa-l cititi
cu
documentatia pentru Axa unitate electronica.
Toate semnalele de iesire
si de intrare Mach3 la acesta sunt binar digital (adica zero si
unu) Aceste semnalele sunt tensiuni
furnizate de iesire insigne sau furnizate de intrare PINS de paralela
port. Aceste tensiuni se masoara in raport cu al computerului 0 volt
linie (care este conectat pin la 18 la
25 de port conector).
Primul succes de familie (74xx serie) de circuite integrate utilizate TTL
(transistortransistor
logica). In TTL circuite, orice tensiune intre 0 si 0.8 volti se
numeste "lo", precum si orice tensiune
intre 2.4 si 5 volti se numeste "Max". Conectarea unui negativ de
tensiune sau ceva de genul asta
de peste 5 volti la o intrare TTL va produce smoke.1 de port paralel a
fost initial construit utilizand
TTL si pana in ziua de azi aceste tensiuni si defini "lo"
si "buna" semnale. Observati ca in cel mai grav caz este doar 1.6 volti
diferenta intre ele.
Este, desigur, arbitrara
daca am spune ca a "lo" reprezinta o logica unul sau o
logica zero.
Cu toate acestea, dupa cum este explicat mai jos, "lo" = o mai bine este,
de fapt, in cele mai multe practice interfata circuite.
Pentru un semnal de iesire
pentru a face ceva, unele actual, va trebui sa debitului in circuit
conectat la acesta. In cazul in care
este "buna" curent va curge de pe computer. In cazul in care este "lo"
curent va curge in computer. Cele mai
multe curente pe care le-ati curge in, mai greu este de a pastra tensiune aproape zero, astfel ca mai
aproape de limita permisa de 0,8 volti "lo" va deveni.
In mod similar, curent care curge
dintr-o "Max" va face sa fie mai mica de tensiune si mai aproape
de 2.4 limita inferioara de
volti. Deci, cu prea mult curent diferenta intre "lo" si
"buna" va fi
chiar mai putin de 1.6 volti si lucrurile vor deveni nesigure.
In cele din urma, este demn de remarcat esti permis de aproximativ 20 de ori mai mult
curent care curge intr-o "lo" decat sunt permise curge afara de o "Max".
1 Unii oameni cred ca circuite integrate de lucru intr-un fel, prin
utilizarea de fum. Desigur, nimeni nu a vazut vreodata un lucru dupa ce a scapat de fum!
Deci, aceasta inseamna ca este cea mai buna de a atribui logica
1 pentru a fi un "lo" semnal. Destul de evident, acest lucru este denumit activ lo logica. Principalul
dezavantaj al practice este ca dispozitivul conectat la de port paralel a de a avea o aprovizionare
volt 5 la acesta. Aceasta este, uneori, luat de la calculator joc port sau de la o priza de alimentare in
dispozitiv care este conectat.
Revenind la semnalele de intrare, computerul va avea nevoie de a fi furnizat cu
unele curente (mai putin de 40
microamps) pentru "Max" intrarile si va furniza unele (mai putin
de 0.4 miliamperi) pentru "lo" intrarilor.
Placi de baza calculator modern, deoarece combina mai multe functii,
inclusiv in paralel
port, intr-un singur cip avem experienta in cazul in care sistemele
de tensiuni doar asculta de "buna" si "lo" reguli. S-ar putea constata ca o masina
unealta care a fugit si de la vechiul sistem, devine temperemental cand faceti upgrade de la
computer. PINS 2 la 9 sunt susceptibile de a fi similare proprietati (in care sunt date de
pin, atunci cand imprimarea). Pin 1 este, de asemenea, vitale in tiparire,
dar de alta iesire PINS sunt
putin utilizate si pot fi mai putin puternic intr-o cu atentie
"optimizate" design. Un buna
izolare breakout bord (a se vedea sectiunea urmatoare) va protejeaza
de aceste electrice probleme de
compatibilitate.
4.4.3 electrice zgomot si
costisitoare de fum
Figura 4.2 - trei exemple din punct de vedere comercial
Chiar daca omit precedent pct. citi mai bine ai fi avut-o pe asta! Vei vedea ca PINS 18 - 25 sunt
conectat la 0 volt parte si de alta a computer de alimentare cu energie. Toate semnalele in interiorul si in afara PC sunt
relativ la acesta. Daca va
conectati multe fire lung la el, mai ales in cazul in care rula in apropierea
fire de inalta transporta curenti
de motoare, apoi aceste fire vor avea curenti apoi se varsa in care
creeaza tensiuni care sunt ca
si zgomot poate provoca erori. S-ar putea poate chiar de avarie la
computer.
Axa ax si poate conduce, pe care le
va conecta
Pentru aceste doua motive
esti foarte recomanda sa cumpar un aparat numit-o "izolarea
breakout bord ". Acest lucru va va furniza terminale care sunt usor pentru
a se conecta la, separat
0 volt (comuna) pentru unitati de stocare, switch-uri etc
acasa si va evita depasesc permisa
curente si in afara de port. Acest breakout bord, pe unitatea
dumneavoastra de stocare electronica si alimentare cu energie ar trebui sa fie ingrijit instalat
intr-un caz de metal, pentru a reduce riscul de interferenta cu
dvs. vecinii "semnalele de radio si
televiziune. Daca va construiti un "cuib de sobolan",
atunci te invitam scurt circuite si
tragedie. Figura 4.2 arata trei comerciale breakout panouri. Aici se incheie in predica!
4.5 Axa unitate optiuni
4.5.1 Steppers si Servos
Exista doua tipuri posibile de forta motrice pentru Axa
drive:
¨ Stepper motor
¨ Servo motor (fie AC sau DC)
Oricare dintre aceste tipuri de autovehicule pot apoi unitatea de axe prin leadscrews (plain-sau-minge de nuci), curele, lanturi, sau rack si pinion.
Mecanice metoda va conduce determina
viteza si cuplul necesara
si, prin urmare, nici un angrenaj necesara
intre motor si masina.
Figura 4.3 - Small DC servo motor cu encoder (stanga)
Proprietati a unui bipolara
stepper conduce vehicule cu motor, sunt:
1. Low cost
2. Simpla 4-sarma conexiune la
motor
3. Min intretinere
4. Motor viteza limitata la aproximativ 1000 rpm si cuplul limitat la
aproximativ
5. Din motive practice pe o masina unealta steppers nevoie pentru
a fi condus de un tocat micro-controller
pasit pentru a asigura buna functionare la orice viteza cu
rezonabil eficienta.
6. Ofera deschide bucla de control, ceea ce inseamna, este posibil
sa se piarda in conformitate cu pasi mari incarcare si acest lucru nu poate
fi imediat evidente la masina utilizator.
Pe de alta parte, un servo motor de unitate este de:
1. Relativ costisitoare (in special in cazul in care acesta are un motor de
curent alternativ)
2. Are nevoie de cabluri atat pentru motor si codificare
3. Intretinere de perii se cere pe Motoare
4. Motor viteza 4000 rot / min si un plus practic nelimitat de cuplu (daca
bugetul poate
stand-o!)
5. Ofera bucla inchisa de control astfel de unitate este
intotdeauna cunoscuta pozitia de a fi corect (sau o vina conditie va fi ridicata) si de cutie de viteze Hardware probleme si conectarea
masina unealta
In practica, stepper motor drive va oferi performante satisfacatoare
cu conventionale masini
unelte, pana la o Bridgeport turnulet mill sau un 6 "centru de
inaltime strung cu exceptia cazului in care doriti exceptionale, de precizie si viteza de
operare.
Este demn de care doua
avertismente aici. In primul rand servo sisteme pe masini vechi sunt,
probabil, nu digital; adica, ele nu
sunt controlate de o serie de impulsuri pas si un semnal de directie.
La utiliza un vechi motor cu Mach3 va fi
nevoie sa se debaraseze de resolver (care a dat
pozitie) si se potrivesc cu un quadrature codificare si va
trebui sa inlocuiasca toate electronica.
In al doilea rand pazi de uzat stepper motoare cu exceptia cazului in
care puteti obtine producatorului de date pentru pe ei. Acestea ar putea fi concepute pentru a
5-faza de operare, este posibil sa nu functioneze bine cu un
modern tocat micro-controller
pasit si ar putea avea un evaluat de cuplu mult mai mici decat
in aceeasi dimensiunea moderna
motor .. Cu exceptia cazului in care va puteti testa le,
le-ati putea gasi ca au fost accidental demagnetised si asa mai fi inutil. Daca nu
esti cu adevarat convins de abilitatile
dumneavoastra si de
experienta, atunci axa unitati ar trebui sa fie curent
produselor achizitionate de la furnizori care sa le sprijine. Daca achizitionati de
drept atunci va trebui sa cumpere doar o singura data.
4.5.2 Doing Axa unitate calcule
Un set complet de calcule pentru axa drive-ar fi foarte complicat si oricum
te Probabil ca nu avea toate datele
necesare (de exemplu, ceea ce este de maxim taiere vigoare tine doriti sa utilizati). Unele
calcul este, cu toate acestea, este necesar pentru succes.
Daca cititi manualul pentru o privire de ansamblu, atunci s-ar putea
sa vrea sa sariti peste aceasta sectiune.
Mai multe detalii cu privire la calcule sunt prezentate in capitolul 5.
Exemplu 1 - MILL TABELUL CROSS slide
Incepem cu verificarea minim posibil muta la distanta. Aceasta este o
limita absoluta de a exactitatea
muncii efectuate pe masina. Noi vom verifica apoi rapid de viteze
si de cuplu. Ca un exemplu, sa
presupunem ca ati sunt proiectarea o moara cross-slide (axa Y)
de unitate. Vei
utilizeaza un surub cu un 0.1 "pitch singur fir de start si o
minge de nuci. Vrei sa obiectiv pentru o
minim de 0.0001 muta ". Acest lucru este de 1 / 1000 de o revolutie a
motor ax in cazul in care este cuplat direct
la surub.
Slide cu stepper motor
Minima pas cu un stepper motor depinde de modul in care aceasta este controlata.
Nu sunt, de obicei, 200 completa
pasi pe revolutie. Ai nevoie de a utiliza micro-pasit pentru
buna functionare a lungul intreaga
gama de viteze de hrana pentru animale si multe controlere va va
permite sa aiba 10 de micro-pasi pe completa pas. Acest sistem ar da 1 / 2000, de
o revolutie ca minim pas care este in regula.
Inainte uita la rapid posibil pentru hrana animalelor de viteza. Sa
presupunem, conservator, care a maxim motor
de viteza este de 500 rot / min. Acest lucru ar da un rapid de 50 de inci
/ minut sau aproximativ 15 secunde pentru
a completa slide calatorie. Acest lucru ar fi
satisfacatoare, desi nu au fost spectaculoase.
La aceasta viteza de
micro-pasit cu motor de unitate electronica nevoie 16666 (500 *
200 * 10 / 60) impulsuri pe
secunda. 1 GHz pe un PC, Mach3 pot genera 35000 impulsuri pe
secunda simultan, pe fiecare din
cele sase axe posibil. Deci, nu exista probleme aici.
Acum, trebuie sa alegeti cuplului ca masina va fi nevoie. O
modalitate de a masura acest este
de a crea masina de taiat grele in care credeti ca vor face
vreodata si, cu un timp parghie
(sa zicem 12 ") de pe slide handwheel, sa-l de la sfarsitul cu o
balanta cu arc (de set de primavara
bucatarie scales). De cuplu pentru taiat (in uncii-inch) este
echilibrul lectura (in uncii) x 12.
In alt mod este de a utiliza un autovehicul, dimensiunea si specificatia
ca stii de lucrari pe
altcineva de masina cu acelasi tip de surub si slide!
Ca de viteza rapida de
alimentare a fost rezonabil, ar putea lua in considerare incetinirea tine-o jos
de transmisie 2:1 (probabil de un
dintat transmisie prin curele), care ar fi aproape dublu de cuplu
disponibil pe insuruba.
Slide cu servo motor
Din nou, ne uitam la marimea un pas. A servo motor are un encoder
sa-i spun sa unitate electronica,
unde este. Aceasta consta intr-o slotted disc si va genera patru
"quadrature" impulsuri pentru fiecare
slot in disc. Astfel, un disc cu 300 sloturi genereaza 300 de cicluri
pe Hardware probleme si conectarea
masina unealta revolutie
(CPR) Acest lucru este destul de scazut pentru codificatoare comerciale.
De codificare electronica va iesire
1200 quadrature conteaza pe revolutie (QCPR) din arbore motor.
Unitatea electronica de servo
de obicei, se va transforma un motor de quadrature conta pe
intrare pas puls. Unele inalta specificatie servo electronica
pot multiplica si / sau a diviza
impulsurile pas de o constanta (de exemplu, cu un pas pulsul se muta
cu 5 quadrature impulsuri sau 36/17 impulsuri).
Acest lucru este adesea numit electronice angrenaj.
Ca si viteza maxima de un servo motor este in jur de 4000 rot / min
am sigur va avea nevoie de o viteza reducere de pe disc mecanice. 5:1 pare sensibil. Aceasta ofera o
miscare de
0.0000167 "pas pe care este mult mai buna decat cea ceruta (
Ce viteza maxima rapid vom ajunge? 35000 pas cu impulsuri pe
secunda ajungem 5.83
revolutii [35000 / (1200 * 5)] din leadscrew pe secunda. Aceasta este
OK, la circa 9 secunde
de 5 "de calatorie din diapozitiv. Observati, totusi,
ca viteza este limitat de rata de la pulsul
Mach3 nu cu motor de viteza. Acest lucru este de numai aproximativ 1750 rot /
min in exemplul. Limitarea
ar fi chiar mai rau, daca encoder-a dat mai multe impulsuri pe
revolutie. Acesta va fi adesea
necesare pentru a utiliza servo electronica cu transmisie electronica
pentru a trece peste aceasta limitare, daca
au ridicat conta codificatoare.
In cele din urma s-ar putea verifica pe disponibile cuplului. Pe un servo
motor mai putin marja de siguranta este
necesare decat cu un stepper motor de servo pentru ca nu poate suferi de
"pierdut pasi". In cazul in care
cuplului cerute de masina este prea mare atunci motor mai supraincalzirea sau
unitatea
electronica ridica o supra-curent vina.
Exemplul 2 - ROUTER brat articulat DRIVE
Pentru un brat articulat router ar putea avea nevoie de o
calatorie de cel putin 60 "pe axa si un brat articulat
pentru ballscrew
aceasta lungime va fi costisitoare si dificil de protejat de praf.
Multi designeri s-ar fi
pentru un lant si sprocket drive.
S-ar putea alege un minim de 0.0005 pas ". Un lant sprocket drive de 20 de
dinti cu 1 /
pitch lant ofera 5 "brat articulat circulatie pe
revolutie a sprocket. Un stepper motor (zece
micro-pasi) ofera 2000 pasi pe o revolutie atat de reducere
5:1 (centura sau cutie de viteze), este necesara
intre motor si sprocket arbore. [0.0005 "=
Cu acest design, daca vom ajunge la 500 rot / min de stepper apoi rapid de
alimentare de 60 "ar fi,
neglija accelerare si decelerare timp, luati-un interval de 8.33
secunde.
Cuplul de calcul de pe aceasta masina este mai dificila
decat cu crucea diapozitiv ca, cu
masa de brat articulat sa fie mutat, inertie, in timpul de
accelerare si decelerare, este
, probabil, mult mai important decat forte de taiere. Experienta
a altora sau experimente
va fi cel mai bun ghid. Daca va inscrieti in ArtSoft grup de
utilizatori de pe Master5/Mach1/Mach3
Yahoo! veti avea acces la experienta a sute de alti utilizatori.
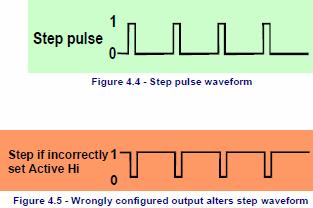
4.5.3 Cum Pasul Dir si semnale de munca
Mach3 pune outne puls
(logica 1) cu privire
pentru fiecare pas pe care axa este
pentru a face. Dir de productie va
au fost stabilite inainte de pas
puls apare.
Logica de unda va fi
asa se arata in figura 4.4.
Decalajul intre
impulsurile vor fi mai mici de
mai mare viteza de
pasi.
Unitate electronica de obicei
utilizarea de active Lo
Etapa de configurare pentru
si semnale de Dir. Mach3 ar trebui sa fie atat de setup aceste
rezultate sunt active Min. Daca acest lucru nu este facut
Pasul puls
0
1
Figura 4.4 - Pasul puls de unda
Pasul daca incorect
Set active Max
0
1
Figura 4.5 - in mod gresit configurat iesire modifica pas de
unda
Hardware probleme si conectarea masina unealta
Utilizarea Mach3Mill 4-8 Rev 1.84-A2
atunci Pasul semnal inca merge in sus si in jos, dar crede ca
unitatea de decalaje intre
impulsuri sunt impulsurile si viceversa, iar aceasta adesea cauze
foarte dur sau nesigure ruleaza
de la motor. The "inversat" impulsuri sunt prezentate in figura 4.5.
4.6 Limita si comutatoare Home
4.6.1 Strategii
Limita de switch-uri sunt folosite pentru a preveni orice liniar
Axa se deplaseaza prea departe si asa mai provoaca daune
structura de masina. Puteti rula un
masina fara ele, dar cea mai mica greseala
infiintarea poate provoca o multime de scump daune.
O axa pot, de asemenea, au un Home trece. Mach3
poate fi comandata de a muta unul (sau toate) cu axe
de origine pozitie. Acest lucru va trebui sa fie facut
ori de cate ori sistemul este pornit, astfel incat sa
stie unde axe sunt pozitionate in prezent.
Daca nu furnizati o Home trece apoi te
va trebui sa jog pe axe de la un ochi de referinta
pozitie. De origine a comuta pe o axa pot fi la
in orice pozitie si va coordona defini acest
locatie. Astfel, de origine, switch-uri nu trebuie sa
Masina este la zero.
mounted on the table is tripped by bed
of machine
Dupa cum veti vedea, fiecare
axa ar putea nevoie de trei parametri (de exemplu, limita de switch-uri la
cele doua capete ale
de calatorie si de o casa comutator). Asadar, o
moara de baza ar necesita noua port paralel inputuri pentru ei.
Acest lucru nu este mult mai bun ca un port paralel doar are 5 intrari!
Problema poate fi rezolvata in
trei moduri:
¨ Limita comutatoare sunt conectate la extern logica (probabil in unitate
electronica)
si aceasta logica se stinge de unitati, atunci cand se
atinge limita. Separata
switch-uri de referinta sunt conectate la intrarile Mach3
¨ Un aderenta pot partaja toate intrarile pentru o axa
si Mach3 este responsabil pentru
controleaza ambele limite de detectare si acasa
¨ Comutatoarele pot fi interfaced de o tastatura emulator.
Prima metoda este cea mai buna si obligatorii pentru o foarte
mare, scump sau rapid in cazul in care masina
nu puteti avea incredere in ei si software-ul de configurare pentru a
preveni deteriorarea mecanica. Switch-uri
conectat la unitatea electronica poate fi inteligent si permite doar
de la o miscare
comuta in cazul in care limita este lovit. Acest lucru este mai sigur decat
dezactivarea limitele astfel un utilizator poate jog de
masina off limitele sale, dar nu se bazeaza pe care au o unitate
de sofisticate.
Pe o mica masina cand se utilizeaza cea de-a doua metoda,
este inca posibil sa folositi doar 3 intrari
tip de masina - a se vedea Slaving) si doar doua
switch-uri sunt necesare ca o limita si
referinta pot partaja o trecere.
Tastatura are un emulator mult mai lent
timpul de raspuns ca port paralel, dar este
satisfacatoare pentru limita de switch-uri de pe o
masina
fara highspeed fluxuri. Pentru detalii cu privire la
arhitectura vezi Mach3 costumizare
manual.
4.6.2 Comutatoarele
Exista mai multe optiuni pe care trebuie sa le faca
atunci cand selectati comutatoare:
bed of machine
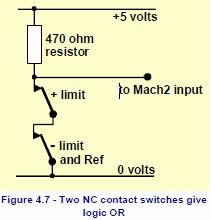
Daca vi se intampla sa
aiba doua comutatoare
o partajare de intrare, atunci ele trebuie sa fie
conectat, astfel ca este un semnal de logica "1" in cazul in
fie trece este operat (adica de
logice sau functia). Acest lucru este foarte usor cu
switch-uri mecanice. Daca au
in mod normal sunt inchise de contacte si cu fir
in serie, asa cum este aratat in figura 4.7, apoi
ei vor da un semnal de active Max daca
fie trece este exploatat. Retineti ca, pentru
functionarea care aveti nevoie pentru a "trage"
de intrare in port paralel. La fel de
switch-uri mecanice poate transporta o
semnificative curente o valoare de 470R este afisata care da un
curent de aproximativ 10 miliamperi.
Ca de cabluri la switch-uri ar putea fi destul de lung si de natura
sa ridicata de zgomot, asigurati-va
ca aveti o conexiune buna la 0 volt partea de intrare (cadrul masina
dvs.
unealta nu va fi satisfacator) si ia in considerare utilizarea
de cablu ecranat cu scut conectat la
principalul motiv terminal de controlor.
Daca utilizati electronice comutatoare ca un slotted detector cu un
LED si foto-tranzistor, apoi
veti avea nevoie de un fel de una sau poarta (care ar putea fi un
"fir-sau" in cazul in care un active Lo de intrare este
condusa de colector deschis tranzistori).
Switch-uri optice, daca la o parte de lichid de racire, ar trebui
sa fie OK pe o masina pentru prelucrarea metalelor
dar sunt de natura sa nu functioneaza cu praf de lemn.
Nu utilizati magnetic comutatoare (switch-uri sau stuf Hall efect
dispozitive) pe o masina care poate
taiat metal feros sau swarf va "puf-up" magnetul.
Repetabilitatea din punct de operare, in special cu comutatoare mecanice, este
foarte
depinde de calitatea de a trece si rigiditatea sa montare si
actuating parghie.
De configurare in figura 4.6 va fi foarte imprecis. Repetabilitatea este foarte
important pentru un
comutator pentru a fi utilizate
pentru acasa.
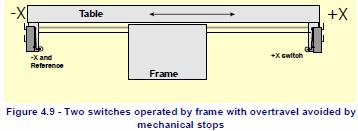
Overtravel este
circulatie a
care trece
apare dupa ce
a operat.
Cu o limita
se poate trece
cauzate de
inertie a
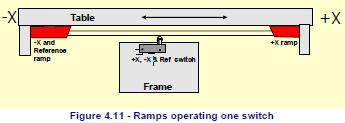
conduce. Pe o optice trece ca figura 4.7 apoi cu conditia ca anemoscop
este destul de mult va exista
nu poate fi dificultati. Un microswitch poate fi dat overtravel
arbitrare de catre un role de operare pe el
de un sol (vezi figura 4.11). Panta de la sol nu, cu toate acestea, se
reduce de repetabilitate
de functionare a comuta. Este, de multe ori
posibilitatea de a folosi un comutator pentru ambele limite
prin furnizarea de doua rampe sau vanes.
4.6.3 In cazul in care pentru a monta
switch-uri
Alegerea montarea de pozitie pentru
switch-uri este de multe ori un compromis intre
mentinandu-le departe de swarf si praf
si de a folosi flexibile, mai degraba decat
fix cabluri.
(note the dog is on limit switch)
De exemplu, cifrele 4.6 si 4.8 sunt
atat
montat sub masa, in ciuda faptului
Figura 4.8 - Optical comuta de pe masa cu anemoscop pe
pat de masina
Tabelul-X + X
Rama
-X si
Referinta
+ X comuta
Figura 4.9 - Doua switch-uri operate de cadru cu overtravel evitate prin
mecanice se opreste
Figura 4.10 - Mill cu instrument
(nota de caine este la limita comutator)
Hardware probleme si conectarea masina unealta
Utilizarea Mach3Mill 4-10 Rev 1.84-A2
care au nevoie de un
deplaseaza prin cablu, astfel cum a fost
acestea sunt mult mai
mai bine protejate
acolo.
S-ar putea sa-l gasiti
convenabil sa
avea o miscare
cu cablu
fire in el pentru
doua sau mai multe axe (de exemplu, X si Y axe a unui brat
articulat router-ar fi putut trece pe
brat articulat in sine si o bucla de cablu foarte scurt pentru
axa Z ar putea intra in celelalte doua). Nu
fi tentati sa partajati un cablu multi-mod de a comuta intre
motor si cabluri. Este posibil sa doriti sa
rula doua cabluri impreuna si acest lucru nu va cauza probleme
in cazul in care ambele o ecranat (cu
panglica sau folie) si scuturile sunt fundamentate la un punct comun
de la electronice de unitati.
S-ar putea gasi util sa se uite la masini comerciale si de
imagini de exemple cu privire
Master
4.6.4 Cum Mach3 utilizeaza partajate
comutatoare
Aceasta sectiune se refera la configuratia de masini
mici, in cazul in care Mach3, mai degraba decat
impiedica de externe logica este controlat de switch-uri.
Pentru o deplina intelegere a acestui va va avea, de asemenea,
sa cititi sectiunea de la capitolul 5 cu privire la
configurarea Mach3, dar principiul de baza este usoara. Va
conectati la doua switch-uri pentru a limita
o intrare (sau de un singur parametru si doua vanes sau rampe). Va defini,
pentru a Mach3, o directie
in calitate de directie pentru a calatori in miscare atunci
cand cauta o trimitere trece. Limita comuta
(anemoscop sau la sol), care la sfarsitul celui de-al axa este, de
asemenea, de origine trece.
In utilizare normala, atunci cand este in miscare Mach3 o axa
si isi vede limita de intrare va deveni activa
inceta sa ruleze (cum ar fi o impiedica) si o limita de
afisare care trece a fost impiedicat. Vi se va
incapabil sa se miste de axe cu exceptia cazului in care:
1) Auto limita suprascrie este pornit (cu un buton de comutare pe ecranul
Setari). In acest
caz, puteti sa faceti clic pe Reinitializare si jog
off limita trece. Ar trebui apoi trimitere
Masina
2) faceti clic pe butonul de ignorare limitele. Un rosu aprinde
LED-ul va avertizeaza din temporara
suprascrie. Acest lucru va permite din nou si sa va Resetare jog
off comutatorul si apoi se va transforma
in sine si a aprinde LED-ul este dezactivat. Din nou, ar trebui sa
referinta masina. O intrare poate
de asemenea, sa fie definite pentru a trece peste limita de switch-uri.
Retineti, totusi, desi utilizeaza Mach3 limitat viteza
jogging ca nu veti fi prevenite,
In ambele cazuri, de la jogging in continuare pe comutator si poate
crashing axa intr-un
mecanice opri. Ia mare grija.
4.6.5 corelarea in actiune
Cand cererea corelarea (prin buton sau G-code) axa (sau axe), care au domiciliu
switch-uri se va deplasa definit (la o viteza redusa selectable) in
directia definit pana la
home trece functioneaza. Axa apoi se va muta din nou in alta
directie, astfel incat sa fie in afara
comuta. In perioada de referinta nu li se aplica limitele.
Cand aveti o axa de referinta atunci zero sau o alta
valoare, care este infiintat in
Config> membru de dialog, pot fi incarcate in axa DRO, ca o
masina de coordona absoluta. Daca
apoi sa utilizati zero de origine comuta pozitie este, de
asemenea, masina de zero pozitia de axa. Daca
de referinta merge in sens negativ, a unei axe (de obicei pentru X
si Y) de s-ar putea obtine
referinta pentru a incarca ceva de genul -0.5 "in DRO. Acest
lucru inseamna ca tara de origine este de o jumatate de
inch clar de limita. Acest deseuri un pic de axa de calatorie,
dar daca se abate de la tine, atunci cand
jogging
O alta modalitate de a rezolva aceasta problema.
Tabelul-X + X
Rama
-X si
Referinta
la sol + X,-X & Ref comuta
+ X rampa
Figura 4.11 - rampe de operare un comutator
Hardware probleme si conectarea masina unealta
Rev 1.84-A2 4.11 Utilizarea Mach3Mill
Daca soliciti Mach3 la jog referinta, inainte de a trece de pe atunci
se va deplasa in
directie opusa (pentru ca spune ca esti deja pe
acasa comutator) si opreste atunci cand
ai se da jos din comutator. Acest lucru este unul bun, atunci cand aveti
un comutator separat de origine sau sunt pe
limita de referinta de la sfarsitul celui de-al axei.
Daca, totusi, sunteti pe de alta Limita comutator (si
Mach3 nu poate sti acest lucru, deoarece acestea sunt partajate), apoi se
muta pentru axa mai departe de
reale de acasa pana la punct se avariaza. Deci, sfatul este
intotdeauna jog atent la limita de jos
switch-uri, apoi de referinta. Este posibil pentru a configura mach3
astfel ca nu va automat jog
off de origine a comuta daca sunt preocupati de aceasta
problema.
4.6.6 Alte Acasa si Limita optiuni si ponturi
Acasa nu trece aproape de limita comuta
Este, uneori, nu foarte comod de a avea de origine a comuta la o limita de
calatorie. Luati in considerare o
mare se deplaseaza coloana etaj mill sau un mare raboteza-mill. Z
calatorie pe coloana ar putea fi de 8
picioare si ar putea fi destul de lent, fara a afecta
performanta globala de taiere a
masina. Daca, totusi, pozitia este de origine din
partea de sus a coloanei, atunci ar putea sa coreleze
implica aproape 16 de metri de lent Z calatorie. In cazul in care
pozitia de referinta a fost aleasa o jumatate de drum
apoi coloana de data asta poate fi redus la jumatate. O astfel de
masina ar fi separata de origine a comuta
pentru axa Z (prin urmare, necesita o alta intrare in port paralel,
dar numai patru intrari intr-un
trei axe de masini) si-ar folosi de capacitatea de a stabili Mach3
orice valoare pentru o axa DRO,
dupa referinta, pentru a face masina-Z zero sa fie in
partea de sus a coloanei.
Separate de inalta precizie de origine a comuta
The X si Y axe pe o masina de mare precizie, ar putea avea o
casa pentru a comuta
atinge precizia ceruta.
Limita de switch-uri din mai multe axe conectat impreuna
Mach3 deoarece nu ia nici o notificare din care limita de care axa a
impiedicat, atunci toate
limitele pot fi hranite ORed impreuna si intr-o singura
limita de intrare. Fiecare axa poate, atunci trebuie sa
proprii de referinta trece conectat la intrare de
referinta. O masina de inca trei axa numai nevoile
patru intrari.
Home trece de mai multe axe conectat impreuna
Daca sunteti cu adevarat scurt a resurselor pentru a Mach3
atunci puteti sau de origine, switch-uri, precum si
define toate intrarile acasa pentru a fi ca un semnal. In acest caz,
puteti numai o axa de referinta, la o data
- Deci, ai nevoie pentru a elimina REF Toate butoanele de pe ecran - si casa ta
comutatoare
trebuie sa fie la sfarsitul calatoriei lor pe axe.
Slaving
Pe un brat articulat de tip Miller router sau in cazul in care cele
doua "picioare" de brat articulat sunt conduse de catre separate
Motoarele apoi fiecare motor trebuie sa fie condusa de propria
axa. Sa presupunem de brat articulat se muta in
Y apoi directia axei A ar trebui sa fie definite ca un liniar (de
exemplu, ne-rotatie) si axa A ar trebui sa
pentru a fi slaved Y - a se vedea capitolul 5, pe Configurarea Mach3 pentru
detalii. Ambele axe ar trebui sa aiba
limita intrerupatoare si acasa. In timpul utilizarii
normale cat si Y A va fi trimis exact acelasi pas si
comenzi de directie Mach3. In cazul in care o operatiune de
referinta se realizeaza atunci axe va
fugi impreuna pana la final parte de referinta care se
misca doar de pe switch-uri de origine.
Aici se vor muta, astfel incat fiecare opreste aceeasi
distanta de pe propriul trece. Corelarea
Prin urmare, vor corecta orice tiraj (de exemplu, din squareness) din brat
articulat care ar fi putut
a aparut atunci cand masina este oprit sau ca urmare a pierdut
pasi.
4.7 ax de control
Exista trei modalitati diferite in care Mach3 poate controla
"ax" sau se poate ignora
toate aceste si controlul manual.
1. Relay / contactor de control a autovehiculelor Pe (in sensul acelor de
ceasornic sau de ceasornic) si cu motor
De pe
2. Motor pas si controlata de catre Directia de impulsuri
(de exemplu, este un ax cu motor servo)
3. Motor controlate de catre un puls latime modulata semnal
Hardware probleme si conectarea masina unealta
Utilizarea Mach3Mill 4-12 Rev 1.84-A2
1. ON / OFF de control motor
M3 si un ecran de buton se va solicita ca ax incepe intr-o directie
in sensul acelor de ceasornic. M4 va
solicita ca ax incepe intr-o directie de ceasornic. M5 solicita ca ax
se opreste. M3 si M4 pot fi configurate pentru a activa externe
iesire semnale care pot fi
asociate cu iesire insigne pe paralel porturi. Apoi sarma aceste
rezultate (probabil prin
relee), pentru a controla motor contactoare pentru calculatorul
dumneavoastra.
Desi acest sunet simplu, in practica, trebuie sa fii foarte
atent. Cu exceptia cazului in care ati
adevar nevoie de a rula ax "pe dos" ar fi mai bine pentru a trata M3
si M4 ca
acelasi sau, pentru a permite M4, pentru a activa un semnal care sa
nu se conecteze la nimic.
In mod evident, este posibil, intr-o eroare de situatie, in sensul acelor
de ceasornic si de semnale de ceasornic pentru a
fi activ impreuna. Acest lucru poate cauza contactoare scurt la priza de
alimentare. Special
mecanic interlocked mers contactoare pot fi obtinute si, daca
aveti de gand sa se permita
ax-va pentru a rula de ceasornic, atunci trebuie sa folositi o.
O alta dificultate este ca
"G-code" definitie spune ca este legal sa emita un ax M4 in
cazul in care se executa
in sensul acelor de ceasornic in cadrul unui M3 (si vice-versa). In cazul in
care unitatea este un ax AC motor, doar
schimbare de directie, atunci cand ruleaza la viteza
maxima, se va impune foarte mari forte de pe
mecanice unitate de masina si, probabil, va sufla din AC fitil
sau excursie-un circuit
spargator. Pentru siguranta aveti nevoie de timp
pentru a introduce intarzieri cu privire la aplicarea sau contactoare
utilizati o unitate moderna invertor care va permite de a
schimba directia cu un motor care ruleaza.
A se vedea, de asemenea, nota cu privire la un numar limitat de activare
Relay Semnale in sectiunea privind
Lichid de racire.
2. Pasul si Directia de control motor
Daca va este un ax cu motor servomotor cu un pas si
directia de unitate (cum ar fi axa drive)
apoi puteti configura doua semnale de iesire pentru a controla
viteza si directia de rotatie.
Mach3 va tine cont de o variabila pas scripete conduce vehicule sau
de cutie de viteze intre motor si
de arbore. Pentru detalii complete vezi Tuning Auto de la capitolul 5
3. PWM de control motor
Ca o alternativa
al carui semnal de datoria ciclu este procentul de viteza
maxima, pe care le solicita. Ai putea, de
exemplu, conversia de datoria ciclu de semnal de la o tensiune (semnal PWM de
la 0% din timp
da 0 volti 50% ofera 5 volti si 100% ofera 10 de
volti) si de a folosi aceasta pentru a controla un
inductie cu motor, cu o frecventa variabila Invertor
unitate. Alternativ de semnal PWM
ar putea fi utilizate pentru a declansa un triac intr-un simplu DC viteza
de controler.
Figurile 4.12 si 4.13
Arata pulsul latime la
aproximativ 20% din
ciclului si 50% din
ciclu.
Pentru ca PWM
ax semnal de viteza pentru a fi
s-au transformat in curent continuu
(de fapt, un direct de tensiune
este, in general, utilizate ca de intrare la viteza variabila drive,
dar stii ce ne referim) de
puls semnal ca trebuie sa transformat. In esenta un circuit
este folosit pentru a gasi medii de puls
latime modulata semnal.
Circuitul poate fi o
simplu condensator si
rezistenta sau sa fie mult mai
complexe in functie (a)
cu privire la modul liniar pe care doriti
relatia dintre
latimea si finale
tensiunea de iesire si (b) cu privire la
viteza de reactie
aveti nevoie de schimbare puls latime.
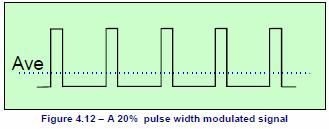
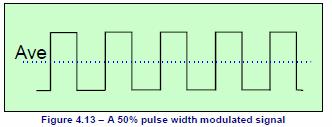
Trebuie sa aiba grija cu
electronica, astfel cum a intrarilor de multe ieftine PWM de
viteza
controlere nu sunt izolate de la retea. Mai multe detalii pot fi
gasite in discutie
si imagini din zona Mach2DN site si prin utilizarea "PWM convertizor"
sau "PWM Digispeed", asa cum
un termen de cautare Google sau de la dumneavoastra preferat motor de
cautare.
PWM este un semnal de iesire de pe ax Pasul PIN. Veti avea nevoie
pentru a avea o deosebita
de precautie pentru a opri cu motor cu un debit mic, folosind Motor
In sensul acelor de ceasornic / iesirile de ceasornic.
Nota: Multi utilizatori au constatat ca PWM si alte
viteza variabila ax unitati sunt de multe ori o
serioasa sursa de zgomot electrice care pot cauza probleme cu masina
de axa-drive,
limita trece senzor etc Daca utilizati o astfel de unitate ax noi
va recomandam sa folositi
un izolate optic breakout bord si scut pentru a avea grija de cabluri
si rula puterea de cabluri
cativa centimetri distanta de cabluri de control.
4.8 lichid de racire
Semnalele de iesire pot fi folosite pentru a controla sau de supape pentru
pompe de inundatii si de aburi de racire. Acestea sunt
activat prin butoanele de ecran si / sau M7, M8, M9.
4.9 cutit directia de control
Rotary axa A poate fi configurat astfel incat este roteste pentru a se
asigura ca un instrument ca un cutit este tangential
la directia de miscare in G1 se muta din X si Y. Aceasta permite
punerea in aplicare a unei
de vinil sau de tesatura de taiat cu cutitul pe deplin controlate.
Nota: in versiunea curenta acest caracteristici nu
functioneaza cu ARCS (G2/G3 muta). Este dvs.
responsabilitatea de a programului curbe ca o serie de G1 miscarile.
4.10 Digitise sonda
Mach3 poate fi conectat la o persoana de contact digitalizarea sonda
pentru a face un model de masurare si
digitalizarea sistem. Nu este un semnal de intrare, care indica faptul
ca sonda a facut si de contact
dispozitie pentru o iesire de a solicita ca un lectura este
luata de un non-contact (de exemplu, cu laser) sonda.
Pentru a fi util sondei trebuie sa aiba un scop precis sferica
(sau cel putin o parte a unui
sfera) montat in ax cu centru de precizie pe centerline de ax si
un punct fix distanta de la un punct fix in directia Z (de exemplu,
ax nas). Pentru a fi capabile
de cercetare non materiale metalice (si mai multe modele de digitalizare
se va face in spuma,
MDF sau plastic) sondei cere sa faca (sau pauza) a trece cu un minut
de deviere
sale, in orice tip (XY sau Z) de directie). In cazul in care sonda este de
a fi utilizate cu un automat de toolchanger
De asemenea, atunci ea trebuie sa fie "fara fir".
Aceste cerinte sunt o provocare majora pentru un designer de
sonda pentru a fi construit intr-o casa
atelier de sonde si comerciale sunt
nu sunt ieftine.
O caracteristica de dezvoltare este
puse in aplicare pentru a permite folosirea unui
laser sonda.
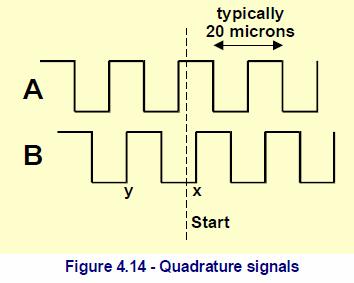
4.11 liniare (sticla scara)
codificatoare
Un
B
Porni
Y x
de obicei
20 microni
Figura 4.14 - Quadrature semnale
Hardware probleme si conectarea masina unealta
Utilizarea Mach3Mill 4-14 Rev 1.84-A2
Mach3 are patru perechi de intrari pentru fiecare dintre care un encoder
cu quadrature rezultate pot fi
conectat (de obicei, acestea ar putea fi "de sticla scara"
codificatoare - a se vedea figura 4.15. Mach3 va
afisa pozitia de fiecare din aceste codificatoare de pe un dedicat
DRO. Aceste valori pot fi
incarcat de la salvat si la
principalele axe DROs.
In interiorul sau in caz de codificare
este un pahar (sau, uneori,
plastic) a hotarat, cu benzi de linii
(e.g adesea 10 microni larg)
separate de aceeasi marime
clar spatiu. O lumina stralucitoare
pe o phototransistor prin
de guvernamant ar da un semnal
Ca o in figura 4.14. Unu
ciclu complet corespunde
la o miscare de 20 de
microni.
Figura 4.15 - Glass scara encoder (asteptarea instalare)
O alta lumina si
phototransistor situat 5 microni departe de prima s-ar putea da
semnal B sfert dintr-un ciclu de
O explicatie completa este destul de lung, dar veti observa
ca un semnal de modificari la fiecare 5 microni
de circulatie, astfel incat, in functie de dimensiunile
rezolutie este de 5 microni. Va pot spune in ce fel se
misca
de succesiune de modificari. De exemplu, daca B merge de la lo la hi
cand A este hi (punctul x) atunci
Ne indreptam spre dreapta a marcat incepe intrucat, daca se duce de
(punctul y), atunci suntem in miscare de la stanga la inceput.
Mach3 asteapta semnale de logica. Niste
sticla scales (e.g anumite Heidenhain
modele) sa prezinte un analog sinewave.
Acest lucru permite inteligent electronica a
interpola la o rezolutie mai mare
mult de 5 microni. Daca doriti sa utilizati
aceste decat aveti nevoie pentru a patrat off
de unda cu un operationale
amplificator / comparator. TTL iesire
codificatoare se va conecta direct la
de intrare insigne de port paralel, dar, ca de zgomot va da false conteaza, ele
sunt mai bine
interfaced prin ceea ce este cunoscut ca un Schmitt declansa chip.
Baremele de nevoie de o aprovizionare DC
(de multe ori de volti 5) de lumini, precum si orice conducator
auto chipsuri in ele.
Nota:
(a) pe care nu le puteti utiliza cu usurinta o scala
liniara, ca feedback-ul de codificare pentru o unitate servo
ca cea mai mica sau backlash elasticitate in mecanica conduce va face
servo
instabila.
(b) nu este usor pentru a se conecta la rotativ codificatoare pe servo
motor de codificare
DROs. Acest lucru ar fi atractive pentru manualul de functionare a axelor
cu pozitia
citire. Problema este ca la 0 volt (comuna) in interiorul servo disc
utilizat pentru
codificatoare de motor este aproape sigur nu acelasi 0 volt ca PC-ul sau
breakout bord.
Conectarea acestora impreuna vor cauza probleme - a nu fi tentati
sa o facem!
(c) Principalul beneficiu de a folosi liniar codificatoare pe axe liniare este
ca lor masuratori
nu depinde de exactitatea sau backlash a conduce surub, curele, lanturi
etc
4.12 ax index puls
Mach3 are o intrare pentru una sau mai multe impulsuri generate de fiecare
revolutiei de la ax. Se utilizeaza
aceasta pentru a afisa viteza reala de la ax, pentru a coordona
circulatia instrumentul si
locul de munca, atunci cand taierea fire si pentru a orientating
instrument pentru partea din spate plictisitor conserve ciclu. El / ea
poate fi utilizat pentru hrana animalelor de control pe o pe-REV, mai
degraba decat pe minut baza.
Figura 4.15 - Glass scara encoder (asteptarea instalare)
Figura 4.16 - Encoder DROs
Hardware probleme si conectarea masina unealta
Rev 1.84-A2 4.15 Utilizarea Mach3Mill
4.13 Charge pompa - un puls monitor
Mach3 va iesire un puls constant de tren a caror frecventa
este de aproximativ 12.5 kHz pe
una sau ambele in paralel porturile ori de cate ori se executa corect.
Acest semnal nu va fi
Mach3 acolo in cazul in care nu a fost incarcat, se impiedica in mod sau
in cazul in care generatorul de impulsuri de tren nu reuseste
intr-un fel. Puteti utiliza acest semnal de a percepe un condensator
printr-o pompa de diode (de unde si
nume), a caror productie, arata Mach3 lui de sanatate,
permite-ti axa ax si unitati de stocare, etc
Aceasta functie este adesea pusa in aplicare in comercial
breakout panouri.
4.14 Alte functii
Mach3 a cincisprezece OEM Trigger semnalele de intrare pe care o puteti
aloca pentru uz propriu. Pentru
exemplu, acestea pot fi utilizate pentru a simula click pe un buton sau pentru
a apela un utilizator scris macro-uri.
In plus, exista patru factori de utilizator, care poate fi interogat in
macro-uri de utilizator.
# 1 de intrare pot fi folosite pentru a inhiba ruleaza din partea
programului. De asemenea, poate fi conectat
Gardienii
Detalii complete de arhitectura de intrare Emulation sunt date in Mach3
costumizare wiki.
De configurare de dialog este definit in sectiunea 5.
Relay de activare a rezultatelor care nu sunt utilizate pentru ax de
racire si poate fi folosit de tine si
controlate de utilizator, in scris macro-uri.
Si un final ne-am gandit - inainte de a va dus cu prea multe de
punere in aplicare a
caracteristici, in acest capitol, amintiti-va ca nu aveti
un numar nelimitat de
intrari / iesiri. Chiar si cu doua porturi paralele
exista doar zece intrari pentru sprijinirea tuturor
functii si, cu toate ca o tastatura emulator care va ajuta
la mai multe intrari, acestea nu pot fi
utilizat pentru toate functiile. Este posibil sa fi pentru a utiliza
un dispozitiv pentru a ModBus dramatic extinde
personalizat de intrare / iesire.
Configurarea Mach3
Rev 1.84-A2 5-1 Utilizarea Mach3Mill
5. Configurarea Mach3 pentru masina dvs. si unitati de
stocare
Daca ati cumparat o masina unealta cu un computer
care executa Mach3 apoi te
probabil ca nu va trebui sa cititi acest capitol (cu
exceptia afara de interes general).
Parerea furnizor va probabil au instalat software-ul si Mach3 aranjat-o
si / sau va fi dat instructiuni detaliate cu privire la ce sa
fac.
Va sunt recomandate pentru a se asigura ca aveti un exemplar pe
suport de hartie a cum este Mach3
configurat sa ai nevoie de a re-instala software-ul de la zero.
Mach3 stocand aceste informatii intr-un fisier XML care puteti
vizualiza.
5.1 O strategie de configurare
Acest capitol contine o multime de foarte fine detalii. Ar trebui,
totusi, la concluzia ca
Procesul de configurare este simplu, daca luati-o pas cu pas, de
testare, astfel cum te duci. Un
buna strategie este de a trece in zbor prin capitol si apoi
lucrati cu el de pe computerul dumneavoastra si
masina unealta. Vom presupune ca ati instalat deja
Mach3 pentru uscat ruleaza
descrise in Capitolul 3.
Practic toate munca pe care o va face in acest capitol se bazeaza pe
casete de dialog a ajuns de
Config
pe care o alegeti logica intrarea din meniul de configurare.
5.2 initial de configurare
Primul dialog este de a utiliza Config> porturi si PINS. Acest dialog
are multe file dar initiala
unul este, asa cum este aratat in figura 5.1.
5.2.1 Definirea adrese de port (e) de a utiliza
Daca vi se intampla numai pentru a
utiliza un port paralel, si este una de pe computerul dumneavoastra este
Placi de baza, atunci implicit adresa de Port 1 din 0x378 (adica
Hexadecimal 378) este de aproape
cu siguranta corect.
Daca folositi unul sau mai multe PCI add-on carduri de atunci va
trebui sa descoperi la adresa
pe care fiecare raspunde. Nu exista standarde! Run theWindows Panoul
de control de
Windows
Device Manager buton. Extindeti arborele de postul "Ports (COM &
LPT)."
Figura 5.1 - Porturi si Axei selectie fila
Configurarea Mach3
Utilizarea Mach3Mill 5-2 Rev 1.84-A2
Faceti dublu clic pe primul sau ECP LPT port. Proprietatile sale
vor fi afisate intr-o fereastra noua.
Alegeti Resurse fila. Primul numar in primul rand IO gama
este adresa la utilizare.
Nota valoarea in jos si aproape de dialog Proprietati.
Nota: ca instalarea sau eliminarea PCI orice carte poate schimba adresa
unui port paralel PCI
carte, chiar daca nu v-ati atins-o.
Daca aveti de gand sa folositi un al doilea port
repetati punctul de mai sus pentru el.
Inchideti Manager dispozitive, Proprietati sistem si Panoul
de control Windows.
Introduceti-va adresa de e primul port (nu prevad 0x prefix sa
spun este ca Hexadecimal Mach3
acest lucru presupune). Daca este necesar verifica activat pentru port 2
si introduceti adresa sa.
Acum, dati clic pe butonul Apply pentru a salva aceste valori. Acesta este
cel mai important. Mach3 nu va
amintesc de valori, atunci cand trece de la tab-ul la fila sau aproape de Port
& Pins dialog
cu exceptia cazului in care sa aplicati.
5.2.2 Definirea motor de frecventa
Mach3 de conducator auto poate functiona la o frecventa de
25000 Hz (impulsuri pe secunda), 35000 Hz sau
45000 Hz in functie de viteza de procesor si alte sarcini pus pe-o
atunci cand
ruleaza Mach3.
Frecventa ai nevoie depinde de rata maxima puls care aveti
nevoie pentru a conduce la orice axa
sa inceput de viteza. 25,000 Hz, probabil, vor fi potrivite pentru
sistemele de stepper motor. Cu un 10
micro-pas, ca un conducator auto Gecko 201, veti avea in jur de 750
RPM de la un standard de 1.8o
stepper motor. High puls tarife sunt necesare pentru servo-drive care au de
inalta rezolutie ax
codificatoare de pe motor. Mai multe detalii sunt prezentate in sectiunea
despre tuning auto.
Calculatoare cu o viteza de 1 GHz ceas aproape sigur va rula la 35000 Hz,
astfel incat sa puteti
alege aceasta, daca aveti nevoie de o mai mare rata pas (de exemplu,
daca aveti foarte bine pitch conduce suruburi).
Demonstrarea versiune va difuza numai la 25000 Hz. In plus, daca este
Mach3 cu forta
apoi inchis la re-start acesta va reveni in mod automat la 25.000 Hz
operatiune. Real
frecventa in care ruleaza sistemul este afisat pe ecran
standard de diagnostic.
Nu uitati sa faceti clic pe butonul Apply inainte de a incepe.
5.2.3 Definirea speciale
Veti vedea casetele de selectare pentru o varietate de speciale de
configurare. Ar trebui sa fie de selfexplanatory
Daca aveti de hardware-ul de pe sistem. Daca nu, atunci
lasati apoi
bifat.
Nu uitati sa faceti clic pe butonul Apply inainte de a incepe.
5.3 Definirea semnalelor de intrare si iesire pe care le va folosi
Acum, ca s-au stabilit in configuratia de baza este timpul
pentru a defini contributia pe care si
Semnalele de iesire va fi gata de utilizat si care port paralel si
PIN-ul va fi utilizat pentru
fiecare. Documentatia pentru breakout bord pot oferi consultanta
in ceea ce iesirile de a utiliza
in cazul in care acesta a fost conceput pentru a fi utilizate cu Mach3 sau de
bord pot fi livrate cu un schelet
Profil (. XML) fisier cu aceste conexiuni deja definite.
5.3.1 Axa ax de iesire si semnale pentru a fi utilizate
Prima vedere Motor Rezultate fila. Aceasta va arata ca figura 5.4.
Definiti in cazul in care unitatile de X, Y si Z axe sunt
conectate si faceti clic pentru a obtine o checkmark
pentru a permite acestor axe. Daca dvs. de interfata hardware
(de exemplu, Gecko 201 stepper driver)
necesita un activ-lo semnal se asigura ca aceste coloane sunt
verificate pentru pas si
Dir (ECTIUNEA) semnale.
Daca aveti un rotativ sau slaved axe atunci ar trebui sa permita
si sa configurati aceste.
Configurarea Mach3
Rev 1.84-A2 5-3 Utilizarea Mach3Mill
In cazul in care se intinde de viteza va fi controlata de catre
parte, apoi ati terminat aceasta fila. Faceti clic pe
Aplicati buton pentru a salva datele de pe aceasta fila.
5.3.2 semnalele de intrare pentru a fi
utilizate
Acum selectati fila semnale de intrare. Aceasta va arata ca figura 5.5.
Presupunem ca ati ales una de origine / limita de strategii de
Daca ati utilizat o strategie si de limita de switch-uri
sunt conectate impreuna si sa declanseze o
Opri sau dezactiva axa drive prin unitatea electronica atunci nu
aveti nici un control de
Limita
Cu doua strategie va avea, probabil, de origine comuta pe X, Y
si Z axe. Ingadui
Home comutatoare cutii pentru aceste axe si defini Port / pin la care
fiecare este conectat.
Daca vi se combina si limitele de origine trece atunci ar trebui
sa permita Limit -, de
Limita Home + + si pentru fiecare axa si aloca aceeasi
aderenta
Notice bara de derulare pentru a accesa
restul de masa, care nu este vizibil in figura 5.5.
# 1 de intrare este special prin faptul ca poate fi folosit pentru a
inhiba ruleaza o parte de program de siguranta atunci cand
Gardienii nu sunt la locul lor. Celelalte trei (# 1 si in cazul in care nu
sunt utilizate pentru paza conexa) sunt
disponibile pentru uz propriu si poate fi testata in codul de
macro-uri. # 4 de intrare pot fi
utilizat pentru a conecta un externe pushbutton trece la punerea in aplicare a
functiei singur pas. Tu
ar dori sa le configurati mai tarziu.
Activeaza si defini Index Puls daca aveti un ax senzor doar
cu un singur slot sau marca.
Activeaza si defini Limite de ignorare, daca nu sunteti
lasat Mach2 control dvs. limita intrerupatoare si
aveti un buton extern care va presa, atunci cand aveti nevoie
pentru a jog off o limita. Daca
nu au nici un parametru, atunci puteti utiliza un ecran de buton pentru a
obtine aceeasi functie.
Activeaza si defini impiedica de a indica
opri.
Activeaza si defini OEM Trigger intrarilor daca doriti
semnale electrice sa poata apela OEM
butonul de functii fara un ecran buton fi nevoie sa fie
furnizate.
Activeaza si defini Temporizare daca aveti un senzor ax cu
mai mult de un slot sau marca.
Activati Probe pentru digitalizarea si THCOn, THCUp si THCDown
pentru controlul unui Plasma
torta.
Daca aveti un port paralel, atunci aveti la dispozitie 5
intrari; cu doua porturi exista 10
(sau cu pin 2 - 9 definite ca intrari, 13). Este foarte frecvente pentru a
afla care le sunt de scurta
semnalele de intrare in special daca sunt, de asemenea, va avea unele
intrari pentru sticla scari sau alte
codificatoare. Este posibil sa trebuiasca sa compromis de
lucruri care nu are ca o fizice Limita de ignorare
comutator pentru a salva de semnale!
Puteti, de asemenea, in considerare, folosind o tastatura emulator
pentru anumite semnale de intrare.
Faceti clic pe butonul Apply pentru a salva datele de pe aceasta
fila.
5.3.3 imitat semnalele de intrare
Daca verifica imitat coloana pentru o intrare atunci Port / numarul
de pin si activ-lo de stat
pentru faptul ca semnalul va fi ignorat, dar de la intrarea in Hotkey
coloana vor fi interpretate. Cand
un element cheie in jos mesajul este primit cu codul care se potriveste cu
un Hotkey valoarea apoi ca semnalul este
considerate a fi activ. In cazul in care o cheie-up este mesajul primit, atunci
este inactiv.
Cheia-cheie in sus si in jos, semnale de obicei provin de la un emulator
de tastatura (cum ar fi
Ultimarc IPAC sau Hagstrom), care este declansat de switch-uri conectate
la intrarile sale. Acesta
permite mai multe switch-uri pentru a fi simtit mult de rezerva PINS pe
paralel porturi dar nu poate fi
intarzieri semnificative timp inainte de a trece schimbare este vazut
si, intr-adevar, un element-cheie in sus sau in jos-cheie
mesaj poate obtine pierdut de Windows.
Figura 5.6 - Productia de semnale
Imitat semnalele nu pot fi folosite pentru
Index sau calendarul si nu ar trebui sa fie utilizate pentru opri.
5.3.4 Semnale de iesire
Folositi tab-ul de iesire semnale pentru a defini rezultate care aveti
nevoie. A se vedea figura 5.6.
Va doresc, probabil, doar pentru a utiliza un Activati iesire (ca
toate unitatile axa pot fi
conectat la el). Intr-adevar, daca nu sunteti folosind gratuit
pompa / puls monitor facilitate apoi te
poate permite dvs. axa unitatile sale de la iesire.
De iesire # semnalele sunt pentru a fi utilizat pentru a controla un stop /
start ax (in sensul acelor de ceasornic si, optional,
de ceasornic), de inundatii si Mist pompe de racire sau de
supape si de control de catre propriul dvs.
personalizat Mach3 butoane sau macro-uri.
Tariful Pump linie trebuie sa aiba posibilitatea de definit si,
daca va breakout bord accepta aceasta
puls de intrare pentru a confirma continuu functionarii corecte a
Mach3. Charge Pump2 este utilizat in cazul in
aveti un al doilea breakout bord conectat la cel de-al doilea port sau
doriti, pentru a verifica
functionare a celui de-al doilea port in sine.
Faceti clic pe butonul Apply pentru a salva datele de pe aceasta
fila.
5.3.5 Definirea intrarilor encoder
De Encoder / MPGs tab-ul este folosit pentru a defini legaturile si
rezolutia liniara
codificatoare sau Manualul Puls generatoare (MPGs) utilizate pentru jogging de
axe.
De Encoder / MPGs tab-ul este folosit pentru a defini legaturile si
rezolutia liniara
codificatoare sau Manualul Puls generatoare (MPGs) utilizate pentru jogging de
axe. Acesta este acoperit aici
Pentru completitudine de descriere a Config> Ports & PINS.
Acest dialog nu are nevoie de un activ-lo coloana ca, in cazul in care codificatoare
conta gresit modul in care se
este necesar doar pentru a swap de pin alocate pentru A si B
intrarilor.
5.3.5.1 codificatoare
Considerat de pe unitatea de valoare ar trebui sa fie stabilite pentru a
corespunde cu rezolutia de codificare. Astfel
o scala liniara, cu hotararile la 20 microni produce un conta la
fiecare 5 microni (amintiti-va de
quadrature semnal), care este de 200 conteaza pe unitate (milimetri).
Daca aveti Native unitati stabilit ca
inch ar fi de 200 x 25,4 = 5080 conteaza pe unitate (inch). Viteza de
valoare nu este
utilizat.
Figura 5.7 - Encoder intrari
5.3.5.2 MPGs
Considerat de pe unitatea de valoare este folosit pentru a defini numarul
de quadrature conteaza ca trebuie sa fie
generate pentru Mach3 pentru a vedea circulatie a MPG. Pentru a 100 CPR
encoder, o cifra de 2 este
potrivit. Pentru mai mare de hotarare ar trebui sa creasca
pentru a obtine aceasta cifra mecanice
sensibilitate pe care o doriti. Am gasit 100 de lucrari de bine
cu 1024 CPR codificatoare.
Viteza valoare determina scalarea de impulsuri trimise la axa fiind
controlat de
MPG. Cu cat este mai mica valoare a dat in Viteza cu atat mai rapid axa se
va muta. Valoarea acesteia este cel mai bun
stabilite de experiment pentru a da un confortabil, atunci cand viteza de
filare a MPG la fel de rapid ca este
confortabil.
5.3.6 Configurarea ax
A doua fila pe Config> Ports & Pins este ax Setup. Acest lucru este
folosit pentru a defini modul in
dumneavoastra si care se intinde de racire este de a fi controlate.
Puteti opta pentru a permite de a face Mach3
nimic cu ea, la randul sau, de pe ax si off sau de a avea control
total, de la viteza prin utilizarea unui
Puls Latime modulata (PWM) semnal sau un pas si directia de
semnal. De dialog este afisat in
figura 5.8.
5.3.6.1
control de racire
Cod M7 se poate intoarce de inundatii pe lichid de racire, se poate
intoarce M9 Mist de racire si pe M9 pot transforma toate
lichid de racire off. De inundatii Mist sectiunea de control de
dialog care defineste de semnale de iesire
urmeaza sa fie folosite pentru a pune in aplicare aceste
functii. Portul / Pins pentru rezultate au fost deja
definite pe fila Semnale de iesire.
Daca nu doriti sa utilizati aceasta functie
verifica Dezactivati inundatii / Mist relee.
5.3.6.2 ax releu de control
In cazul in care se intinde de viteza este controlata de mana
sau prin utilizarea unui semnal PWM apoi Mach3 pot defini
directie sale si, atunci cand a porni si opri-l (ca raspuns
outputs. Portul / Pins pentru rezultate au fost deja definite pe fila Semnale
de iesire.
Daca controlul de ax cu pas si Directia atunci nu aveti
nevoie de aceste controale. M3,
M4 si M5 va controla pulsul tren generate in mod automat.
Daca nu doriti sa utilizati aceasta functie
verifica Dezactivati ax relee.
5.3.6.3 Motor Control
Verificati Utilizati Motor de control, daca doriti sa
utilizati PWM sau Pasul si directia de control al
ax. Atunci cand acest lucru este verificat atunci puteti alege intre PWM
de control si de Pasul / Dir
Motor.
Figura 5.8 - ax Setup
PWM de control
Un semnal PWM este un semnal digital, un "patrat" val in cazul in care
procentul de la data la care
semnalul este specifica mare procent din viteza maxima a autovehiculelor
la care ar trebui sa ruleze.
Deci, sa presupunem ca aveti un autovehicul si PWM conduce
cu viteza maxima de 3000 rot / min atunci
Figura 4.12 ar rula cu motor de la 3000 x 0,2 = 600 RPM. In mod similar
semnalul in figura
4.13 ar rula la 1500 rpm.
Mach3 are pentru a face un compromis in ce mai multe latimi de puls-l pot
produce impotriva
cat de mare o frecventa de unda poate fi patrat. Daca
frecventa este de 5 Hz
25000 Hz cu un nucleu de viteza poate iesire 5000 viteze diferite.
Mutarea in 10Hz reduce
prezenta la diferite viteze de 2500, dar acest lucru inca se ridica
la o rezolutie de unul sau doi RPM.
A scazut frecventa patrat val creste in momentul in care le
va lua pentru a conduce vehicule cu motor
observa ca o schimbare de viteza a fost solicitat. Intre 5 si 10
Hz ofera un bun
compromis. Aleasa de frecventa este inscris in caseta de PWMBase
frecv.
Multe unitati de stocare si motoare au o viteza
minima. In mod obisnuit, pentru ca de racire cu ventilator
este foarte
ineficiente, cu un debit mic intrucat mare de cuplu si de curent ar putea
fi inca cerut. De
Minim PWM% caseta va permite sa se stabileasca procentul de
viteza maxima la care Mach3
vor inceta sa mai scoate in evidenta semnal PWM.
Ar trebui sa fie constienti de faptul ca PWM unitate
electronica poate, de asemenea, avea o viteza minima
stabilirea si ca Mach3 troliu de configurare (vezi pct. xx) va
permite sa setati minim
viteze. In mod normal, ar trebui sa urmareasca scripete pentru a
seta limita usor mai mare decat cel minim
PWM% sau hardware-limita in care acest lucru va clip de viteza si / sau a
da un mesaj de eroare de bun-simt
, mai degraba decat doar oprirea acestuia.
Pasul si Directia de motor
Acest lucru poate fi o variabila de turatie controlate cu pas
impulsuri sau o unitate servo.
Aveti posibilitatea de a utiliza Mach3 roata de configurare (vezi
sectiunea 5.5.6.1) pentru a defini un minim
de viteza, daca acest lucru este nevoie de motor sau sa
electronica.
5.3.6.4 Modbus ax de control
Acest bloc permite setarea unui port analog Modbus pe un dispozitiv (de
exemplu, o Homann
ModIO) pentru a controla viteza ax. Pentru detalii, consultati
documentatia de ModBus
dispozitiv.
5.3.6.5 General Parametri
Acestea va permit sa controleze intarziere dupa inceperea sau
oprirea ax inainte Mach3
va executa mai multe comenzi (adica un locui). Aceste intarzieri pot fi
folosite pentru a permite timp pentru
acceleratie, inainte de o taietura se face si, pentru a
oferi o protectie de la software-ul merge
direct de la sensul acelor de ceasornic pentru a ceasornic. A locui ori sunt
inscrise in secunde.
Imediat Relay off inainte de intarziere, daca va trece de verificat releu
de pe ax, cat mai curand in
M5 este executat. Daca acesta ramane pe bifat pana la spin-jos
intarziere perioada a trecut.
5.3.6.6 roata de raporturi
Mach3 detine controlul asupra vitezei de dvs. ax motor. Ai program ax
viteze
prin S cuvant. De Mach3 scripete sistem va permite sa se
defineasca relatia
intre aceste diferite scripete pentru patru sau setarile de cutie de
viteze. Este mai usor de inteles modul in care aceasta
lucrari dupa tuning dvs. ax motor deci este descrisa la punctul
5.5.6.1 de mai jos.
5.3.6.7 functii speciale
Mod de laser trebuie sa fie intotdeauna cu exceptia bifat pentru
controlul puterea unui taiere cu laser
de feedrate ..
Utilizati ax feedback-ul in modul de sincronizare ne-ar trebui sa fie
verificate.
Configurarea Mach3
Utilizarea Mach3Mill 5-8 Rev 1.84-A2
Bucla inchisa ax de control, atunci cand verifica, pune in
aplicare un program servo bucla care incearca
pentru a se potrivi cu viteza reala ax vazut de Index sau Temporizare
senzorul cu care a cerut
de S cuvant. Exact viteza de ax nu este probabil sa fie important,
asa incat sa nu se
probabil la necesitatea de a utiliza aceasta caracteristica in
Mach3Turn.
Daca va face sa-l utilizati atunci P, I si D variabile
ar trebui sa fie stabilite in intervalul 0 - 1. P controleaza
obtine de la o bucla si excesiv de valoare va face ca viteza de
vibra, sau de vanatoare, in jurul
solicitat solutionarea valoare, mai degraba decat pe ea. D amortizare
variabila se aplica atat de stabilizare
aceste oscilatii, prin utilizarea de derivative (rata de schimbare) din
viteza. Am nevoie de variabila
pe termen lung, tinand cont de diferenta dintre real si a
solicitat acest lucru si creste viteza de
precizie in starea de echilibru. Tuning aceste valori este asistata prin
utilizarea de dialog deschis de
Operator> calibra ax.
Ax Viteza medie, atunci cand verifica, pentru a cauzelor Mach3 medie de
timp intre
index / impulsurile de sincronizare pe parcursul mai multor revolutii,
cand acesta este decurg real ax viteza.
S-ar putea sa-l gasiti util, cu o foarte mica inertie
ax sau o unitate de control in cazul in care tinde
pentru a da pe termen scurt variatiile de viteza.
5.3.7 Mill Options "
Rezultatul final, fila pe Config> Ports & Pins este Mill Optiuni. A se
vedea figura 5.9.
Z-inhiba. Z-inhiba Pe caseta permite
aceasta functie. Max Adancime ofera cele mai mici Z valoarea la care se va axa muta.
Persistenta validare isi aduce aminte de stat (care pot fi schimbata de un ecran de comutare) de
la rula pentru a rula de Mach3. Digitalizarea:
de 4 Axa Point Clouds caseta permite inregistrarea de stat a A axa , precum si X, Y si Z. Add Axa Litere a
Coordonate prefixele de date cu axa Numele
din punct de nor fisier. THC
optiuni: caseta de nume este auto-explicativ. Despagubiri G41, G42: Advanced
Despagubiri Analiza validare se transforma intr-o lookahead analiza mai
amanuntita, care va reduce riscul de gouging cand
compensatoare pentru Cutter diametru
(folosind G41 si G42), pe forme complexe. Homed adevarat atunci cand nu Home comutatoare: Va face ca sistemul
pare sa fie referite (adica LED-uri
verzi), in orice moment. Acesta ar trebui sa fi folosita numai in
cazul in care nu Home comutatoare sunt definite in conformitate cu Porturi & Pins Consumul fila.
Figura 5.9 - Mill Optiuni Tab
5.3.8 Testare
Software-ul dvs. este acum configurat suficient pentru a face anumite teste
simple cu
hardware. Daca nu este convenabil pentru a se conecta la intrarile
din manualul de switch-uri, cum ar fi
Prima apoi faceti acest lucru acum.
Run Mach3Mill si afisarea Diagnostice ecran. Acest lucru are o
banca de LED-uri cu modul de manifestare al logica nivel de intrarile si
iesirile. Asigurati-va ca extern de urgenta Stop
semnal nu este activa (Red LED nu
clipeste de urgenta) si apasati pe butonul rosu
Resetare de pe ecran. Sale LED-ul nu se
va mai clipeste.
Daca aveti orice iesirile asociate cu lichid de racire sau
de ax de rotatie, atunci puteti utiliza
relevante, butoanele de pe ecran de diagnostic pentru a activa si
iesirile de pe jos. Masina ar trebui sa de asemenea, raspunde sau de a putea
monitoriza tensiuni de semnale cu o multimeter.
Urmatoarea opera de origine sau de limita intrerupatoare. Ar trebui
sa vedeti LED-uri corespunzatoare imbujora galben lor, atunci cand semnalul este activ.
Aceste teste se va lasa sa vezi ca-ti port paralel se
adreseaza in mod corect si la intrarile si rezultatele sunt corect conectate.
Daca aveti doua porturi si toate sunt semnale de test, pe
de o apoi s-ar putea sa ia in considerare o
temporar trece de configurare, astfel incat una din tara de origine sau de
a limita comutatoare este
conectat prin aceasta, astfel incat sa puteti verifica
functionarea lor corecta. Nu uitati pe butonul Apply
atunci cand fac acest fel de testare. Daca totul este bine, atunci ar
trebui sa restabili buna de
configurare.
Daca aveti probleme la fel, ar trebui sa-i acum ca acest lucru
va fi mult mai usor ca, atunci cand
a incepe sa incerc sa conduca axe. Daca nu aveti un
multimeter apoi va trebui sa cumpar
sau sa imprumute o logica sonda sau un adaptor D25 (reale cu
LED-uri), care va permit sa monitorizeze de stat de la insigne. In esenta
care aveti nevoie pentru a descoperi daca (a) in semnale si de
la computer sunt incorecte (de exemplu,
Mach3 nu faci ceea ce iti doresti sau astepta) sau (b) semnalele nu
sunt Notiuni de baza intre D25
conector si masina dvs. instrument (de exemplu, un cablurile
electrice sau de configurare problema
cu breakout bord sau masina). 15 minute de ajutor de la un prieten pot lucra minuni in aceasta situatie, chiar
daca numai cu atentie pentru a explica el / ea care-i problema
ta si cum te-au uitat deja de
aceasta!
Veti fi uimiti cat de des acest tip de explicatie opreste
brusc cu cuvintele dori
" Oh! Vad de ce trebuie sa fie o problema, e .."
5.4 Definirea setup unitati
Cu functii de baza de lucru, e timpul sa configura axa unitati. Primul lucru
pentru a se decide
daca doriti sa defineasca proprietatile lor
in Metrice (milimetri) sau Inch
unitati. Veti putea pentru
a rula programe parte, fie in unitati de care optiune pe care o alegeti. De matematica
pentru configurare va sa fie
putin mai usor, daca alegeti acelasi sistem ca unitatea de tren (de exemplu, ballscrew) a
fost facut inch Deci un surub
cu 0.2 "plumb (5 tpi) este mai usor pentru a configura
in inch decat in milimetri. In mod similar o conduce 2mm Surub va fi mai usor in milimetri.
De
multiplicare si / sau de divizare nu este de 25.4 dificile, dar este doar ceva sa se
gandeasca la altceva. Nu
exista, pe de alta parte, un usor avantaj in avand de configurare de unitati
sa fie de unitati in care de obicei, locul de munca. Acest
lucru este ca puteti bloca DROs
pentru a afisa in acest sistem, indiferent de program este de a face parte
(de exemplu trecerea de unitati de G20 si G21).
Deci, alegerea este a ta. Utilizati configurare> Configurare
Unitati de a-si alege MMS sau inch (vezi figura 5.10).
Odata ce ati facut o alegere nu trebuie sa-l schimbi,
fara cale de intoarcere peste tot urmatorii pasi sau confuzie totala va domnie! O
caseta de mesaj aminteste de acest lucru atunci cand utilizarea de configurare> Configurare de
unitati.
5.5
Tuning motoare
Ei bine, dupa toate ca detaliu Acum este timpul pentru a lua
lucrurile in miscare - literalmente! Aceasta sectiune descrie setarea axa conduce si, in cazul in care
viteza va fi controlata de catre Mach3, cu ax de unitate.
In ansamblu, strategia pentru fiecare axa este: (a) pentru a calcula cat
de multe impulsuri pas trebuie sa fie trimisa de unitate pentru fiecare unitate (inch sau
mm) de circulatie a instrumentului sau de masa, (b) de a stabili maxima de viteza pentru
autovehicule si (c) pentru a seta necesare accelerare / decelerare rata.
Va sfatuim sa trateze cu o axa de la un moment dat. S-ar putea sa
doriti sa incercati sa rulati de motor mecanic inainte de a fi conectat la
masina unealta.
Deci, pana acum conecta puterea de a va axa sofer
electronica si dublu verifica cablurile electrice
intre sofer electronica si va breakout bord / calculator.
Sunteti pe cale de a se amesteca mare
putere de calcul si de aceea este mai bine pentru a fi in
siguranta mult fum!
5.5.1 Calcularea pasi pe unitate
Mach3 pot efectua in mod automat un test muta pe o axa si calcula
pasii de pe unitate, dar
Acesta este probabil cel mai bine pentru tuning stanga, astfel incat sa
prezinte teoria generala aici.
Numarul de pasi Mach3 trebuie sa trimita pentru o unitate
de circulatie depinde de mecanice
unitate (de exemplu, teren de ballscrew, angrenare intre motor si
surub), de proprietati de
stepper motor sau de codificare pe servo motor si de micro-sau
intarirea electronice angrenare in
unitate electronica. Ne uitam
la aceste trei puncte, la randul sau, apoi a le aduce impreuna.
5.5.1.1 Calculare mecanice unitate
Vi se va calcula numarul de rotatii ale arbore motor (motor pe revs
unitate) pentru a muta axa de o unitate. Aceasta va fi probabil mai mari decat
pentru un inch si
mai putin de o ora de milimetri, dar acest lucru nu face nici o
diferenta de calcul care este mai usor
realizat pe un calculator, oricum.
Pentru un surub si piulita de care aveti nevoie brut
pitch de surub (adica sirul creasta creasta la
distanta) si de
numarul de incepe. Inch suruburile pot fi specificate in threads per
inch (tpi). Teren este 1/tpi (de exemplu,
un teren de 8 tpi singur incepe surub este de 1 ¸ 8 = 0,125 ")
In cazul in care este surub multiple incepe multiplica brut pitch de
numarul de inceput pentru a obtine pitch eficient. Eficienta surub smoala este, prin urmare, la
distanta de axa se muta pentru o
Revolutia de la surub.
Acum puteti calcula surub revs pe unitate Surub revs pe unitate = 1 ¸ eficiente
surub pitch
In cazul in care surub este direct determinata de la motor, atunci
acest lucru este cu motor revs per unitate. In cazul in care motor are o viteza, lant sau
transmisie prin curele cu surub Nm cu dintii de pe motor si a
uneltelor NS dinti pe surub
uneltele apoi:
motor revs pe unitate = surub revs pe unitate x NS ¸ Nm De exemplu, sa presupunem nostru 8 tpi
surub este conectat la motor, cu o curea cu o dintat 48 dinte scripete pe surub si o
roata de 16 de dinti pe motor atunci motor ax pitch ar fi de 8 x 48 ¸ 16 = 24 (Sugestie: sa
pastrati toate cifrele de pe calculator la fiecare etapa a calcul, pentru a evita erori de rotunjire)
Ca o masuratoare exemplu, sa presupunem doua incepe
surub are 5 milimetri intre sirul crestele (adica pitch eficient este de 10 de milimetri)
si acesta este conectat la motor cu 24 de roata de pe dinte Motor arbore si un dinte 48 scripete pe
surub. Deci, de surub revs pe unitate = 0,1 si motor revs pe unitate ar fi 0.1 x 48 ¸ 24 =
0,2
Pentru un raft si pinion dintat sau curea sau lant unitate de
calcul este similar.
Gasiti teren de centura dinti lant sau link-uri. De
siguranta sunt disponibile si in metric imperial
pitches cu 5 sau 8 milimetri comuna metrice pitches si 0.375 "(3 /
de siguranta si pentru lant. Pentru un raft si
gaseasca dinte pitch. Acesta este cel mai bun facut de
masurare total spanning
distanta de 50 sau chiar 100 decalaje intre dinti.
Retineti ca, deoarece sunt standard de unelte facute la un diametral pitch, lungimea
dvs. nu va fi un numar rational, deoarece include in constanta
p (pi = 3.14152 )
Pentru toate unitatile vom apela acest dinte pitch.
In cazul in care numarul de dinti pe pinion / sprocket / roata
de pe ax principal care conduce
Rack
Astfel, de exemplu cu un 3 / 8 "si un lant de 13 dinte sprocket, care
este pe motor ax apoi
Motor revs pe unitate = 1 ¸ (0.375 x 13) = 0,2051282. In trecere observam
ca aceasta este
destul de "inalt orientate" si ar putea avea nevoie de un motor
suplimentar de reducere de cutie de viteze pentru a satisface cerintele de cuplu. In acest caz se
inmulteste cu motor revs pe unitate de reducere a ratei de cutie de viteze. motor revs pe unitate = ax revs pe unitate x
NS ¸ Nm
De exemplu, o cutie 10:1 ar da 2.051282 revs per inch.
Pentru axele rotative (de exemplu, mese rotative sau impartirea
capete) este unitatea de masura. Trebuie sa calcula pe baza raportului de viermi. Acest
lucru este adesea 90:1. Deci, cu un motor conduce direct
de la motor la vierme ar da 0.5 revs pe unitate.
5.5.1.2 Calculare motor pasi pe
revolutie
De baza pentru rezolvarea tuturor moderne stepper motoare este de 200 de
pasi pe revolutiei (adica pe 1.8o pas). Nota: unele mai vechi steppers
sunt pasii pe 180 rev. dar tu nu sunt susceptibile de a le indeplini,
daca pe care il cumpara
sprijinit noi sau aproape noi echipamente.
De baza pentru o rezolutie de servo motor depinde de codificare pe
ax. De codificare
Rezolutia este, de obicei, citat in CPR (cicluri pe revolutie) Pentru
ca productia este, de fapt,
doua semnale de quadrature rezolutie efectiva va fi patru timp
aceasta valoare. Ti-ar astepta
la un CPR in interval de aproximativ 125 - 2000 corespunzatoare pentru a
500-8000 pasi pe revolutie.
5.5.1.3 Calculare Mach3 pasi pe
motor revolutie
Avem foarte puternic recomandam sa utilizati
micro-pasit unitate electronica de stepper
motoare. Daca nu face acest lucru si de a folosi sau de-o
jumatate de pas de unitate, atunci va fi nevoie de mult motoare mai mari si va avea de suferit
din rezonante ca limita de performanta la unele viteze.
Unele micro-drive-au pasit un numar fix de micro-etape (de
obicei 10) in timp ce altele
poate fi configurat. In acest caz veti gasi 10 de a fi un bun
compromis valoare de a alege.
Acest lucru inseamna ca va trebui sa Mach3 trimite 2000
impulsuri pe revolutie pentru un stepper axa conduce.
Unele servo-drive necesita un puls pe quadrature conta de la motor encoder
(astfel
oferindu-1200 pasi pe rev pentru un encoder 300 CPR. Altele includ
electronice capitalului in cazul in care puteti multiplica de intrare pasi catre un intreg
valoarea si, uneori, de impartire a rezultat de
un alt valoarea. Multiplicarea pasi de intrare pot fi foarte utile cu
Mach3 ca viteza de servo motoare mici cu
o inalta rezolutie codificare poate fi limitat de puls rata maxima pe care poate genera
Mach3.
5.5.1.4 Mach3 pasi pe unitate
Deci, acum putem calcula in final:
Mach3 pasi pe unitate = Mach3 pasi pe rev x Motor revs pe unitate
Figura 5.11 arata de dialog pentru Config> Motor Tuning. Faceti
clic pe un buton pentru a selecta axa care
va sunt configurarea si introduceti valoarea calculata de
Mach3 pasi pe unitate in caseta
mai sus pe butonul Salvare .. Aceasta valoare nu trebuie sa fie un
numar intreg, astfel incat sa puteti realiza ca precizie de mult doriti. Pentru a evita
uita mai tarziu, faceti clic pe Salvare Axa Setari acum.
5.5.2
Setarea maxima de viteza cu motor
Totusi, folosind Config> Tuning Motor de dialog, asa cum ati muta
cursorul Velocity veti vedea o
grafic de viteza impotriva timp si pentru o scurta imaginar muta. Axa
accelereaza, poate
ruleaza la viteza maxima, iar apoi decelerates. Setati
viteza la maxim de acum. Utilizati
Glisorul Accelerare de a modifica rata de accelerare / decelerare (acestea sunt
intotdeauna aceleasi ca reciproc)
Dupa cum ati utiliza glisante valorile din Velocity si Accel
cutii sunt actualizate. Viteza este in
unitati pe minut. Accel este in unitati pe second2. Accelerarea
valori este, de asemenea, sa dat in GS da
o impresie subiectiva a fortelor, care va fi aplicat pe un masiv de
masa sau lucru.
Perioada maxima de viteza puteti afisa va fi limitat de
rata de maxim puls
Mach3. Presupunand ca ati configurat acest la 25.000 Hz si 2000
pasi pe unitate, atunci
Viteza maxima posibila este 750 de unitati pe minut.
Acest lucru este de maxim, cu toate acestea, nu neaparat in conditii
de siguranta pentru motor, mecanismului de antrenare sau
masina; este doar Mach3 ruleaza "din greu". Puteti face
calculele necesare sau nu
unele studii practice. Sa tocmai il incerce mai intai.
5.5.2.1 practice teste de viteza a autovehiculelor
L-ai salvat pe axa dupa stabilirea pasii de pe unitate. OK de dialog
si asigurati-va ca
tot ce este alimentat in sus. Faceti clic pe butonul Resetare asa
sale LED glows continuu.
Du-te inapoi
Graficul de aproximativ 20% din viteza maxima. Apasati cursorul
in sus-cheie de pe tastatura. Axa
ar trebui sa se deplaseze, in plus de directie. Daca nu mai
ramane departe apoi alege o viteza mai mica. Daca se
acceseaza cu crawlere
apoi alege-o mai mare viteza. Cursorul Down cheie va face rula un alt mod (de
exemplu,
Minus de directie).
In cazul in care directia este gresita atunci, Salvare axa
si fie (a) a schimba setarea Min active
pentru Dir PIN de axa in Config> porturi si PINS> tab-ul de iesire
Pins (si Aplicati-o) sau (b)
verifica caseta corespunzatoare in Config> Motor inversarii pentru
axa pe care il utilizati. Tu
akso pot, desigur, doar opri si revers o pereche de conexiuni fizice la
cu motor de la unitatea electronica.
In cazul in care un stepper motor hums sau striga atunci trebuie fir este
incorect sau se incearca de a conduce
este mult prea repede. Etichetarea stepper fire (in special, 8 fire de motoare)
este uneori foarte
confuz. Veti avea nevoie pentru a se referi la motor si sofer
documentatia electronica.
Figura 5.11 - Motor tuning de dialog
Configurarea Mach3
Rev 1.84-A2 5.13 Utilizarea Mach3Mill
In cazul in care un servo motor departe ruleaza cu viteza maxima
sau flicks si indica o sa vina pe sofer apoi sa
armature (sau encoder) conexiuni nevoie de mers (a se vedea dvs. servo
electronica
documentatia pentru mai multe detalii). Daca aveti probleme
aici, atunci va fi multumit daca
ati urmat sfatul de a cumpara curent si a sprijinit in mod
corespunzator produselor - cumpara dreptul, cumpara
o data!
Cele mai multe unitati de stocare va lucra bine cu un minim de 1
microsecunda pulsul latime. Daca aveti
probleme cu miscarile de test (de exemplu, cu motor pare prea zgomotos)
verificati mai intai ca-ti pas impulsuri
nu sunt ghilimele (de Min activa fiind stabilit incorect pentru Pasul pe
iesire Pins fila de porturi
si PINS) atunci s-ar putea sa incerce cresterea puls latime de,
sa zicem, 5 microsecunde. Pas
si Directia de interfata este foarte simpla, dar, pentru ca "un
fel de lucrari", atunci cand este configurata
grav, poate fi dificil de vina-gasi, fara a fi foarte
sistematica si / sau de uitat la
impulsuri, cu un osciloscop.
5.5.2.2 Motor viteza maxima calcule
Daca va simtiti in care doriti sa calculeze
viteza maxima motor apoi cititi aceasta sectiune.
Exista multe lucruri care definesc viteza maxima de o axa:
¨ viteza maxima permisa de motor (probabil 4000 rot / min pentru
servo sau 1000 rot / min pentru
stepper)
¨ viteza maxima permisa de ballscrew (depinde de lungimea, diametrul,
cum sa
capete sunt suportate
¨ viteza maxima de transmisie prin curele sau reducere de cutie de viteze
¨ Viteza maxima care conduce Electronics va sustine fara nici o
greseala de semnalizare
¨ Viteza maxima de a mentine ungere de masina diapozitive
Primele doua in aceasta lista este cel mai probabil sa
va afecteze. Veti avea nevoie pentru a se referi la
producatori "caietului de sarcini, calcula permise viteze de surub
si motor si se refera
la aceste unitati pe secunda, de axa de circulatie.
Setati aceasta valoare maxima in cutie de viteza
Motor Tuning pentru axa implicate.
Mach1/Mach2 de Yahoo! forum on-line este un loc util pentru a primi sfaturi de
la alte Mach3
utilizatorilor, la nivel mondial, cu privire la acest fel de subiect.
5.5.2.3 automata de pasi pe unitatea de
S-ar putea sa nu fie capabil sa masoare de angrenare
de axa conduce vehicule sau de a sti exact de pitch
un surub. Cu conditia puteti masura cu acuratete
mutat de la distanta de o axa, probabil, utilizand
dial test indicator si Gage blocuri, atunci
Mach3 poate lua masuri pentru a calcula pe unitate
care ar trebui sa fie configurat.
Figura 5.12 arata buton pe setarile
ecran pentru a initia acest proces. Vi se va
pentru a vi se axa pe care doriti sa le
calibra.
Apoi, trebuie sa introduceti un nominala a muta
distanta. Mach3 va face aceasta mutare. Fi
gata sa apasati pe butonul opri in cazul in care acesta pare
sa
se va prabusi din cauza dvs. existent
setari sunt prea departe.
In cele din urma, dupa mutare, vi
se va cere pentru a masura si intra exact distanta care
a fost mutat. Aceasta va fi utilizata pentru a calcula valoarea reala
a Pasii pe unitate de masina dvs. axa.
Figura 5.12 - Automatic pasi pe unitate
Configurarea Mach3
Utilizarea Mach3Mill 5-14 Rev 1.84-A2
5.5.3 Decizia privind accelerarea
5.5.3.1 inertie si fortele
Nr motor este capabil de a schimba viteza de un mecanism instantaneu. Un cuplu
este necesar pentru a da
unghiular ritmului de rotatie parti (inclusiv motorul
propriu-zis) si cuplul convertit la
vigoare de mecanism (surub si piulita, etc) are scopul de a
accelera masina de piese si de instrument
sau de lucru. O parte din forta de asemenea, se duce la
depasirea frecare si, bineinteles, sa faca
unealta de taiat.
Mach3 va accelera (si viteza) cu motor de la un anumit rata (de exemplu, o
linie dreapta de viteza
curba de timp) In cazul in care autovehiculele pot oferi mai mult de cuplu
decat este necesar pentru taiere, frecare si
fortele de inertie care urmeaza sa fie furnizate la dat
accelerarea ratei atunci totul este bine. In cazul in care cuplul se
insuficient, atunci ea va fie in scadere de viteza (in cazul in care
un stepper) sau de servo pozitia de eroare va creste. Daca
servo de eroare este prea mare, atunci va conduce, probabil, un semnal de vina
conditie, dar, chiar daca
ca nu, de precizie de taiere va avea de suferit. Acest lucru va fi
explicat in
mai multe detalii in curand.
5.5.3.2 Testarea accelerare diferite valori
Incercati sa pornesc si opresc masina dvs. cu setari
diferite de Accelerare glisanta in
Motor Tuning dialog. La mica accelerare (panta dulce pe grafic),
veti putea
sa aud de viteza ramping in sus si in jos.
5.5.3.3 De ce vrei, pentru a evita o mare eroare de servo
Cele mai multe miscari facute intr-o parte de program sunt
coordonate, cu doua, sau mai mult, axe se deplaseaza
impreuna. Astfel, intr-o miscare de
de doua ori viteza de axa Y. Este nu numai coordoneaza
miscarile la viteza constanta, dar
se asigura ca viteza ceruta relatie se aplica in
timpul de accelerare si decelerare, dar
accelerarea toate Propuneri la o viteza determinate de "mai lent" axa.
Daca specificati o acceleratie prea mare pentru o anumita
axa Mach3 apoi isi va asuma-l pot folosi
aceasta valoare, dar ca, in practica, axa GAL-uri in spatele ceea ce
este comandata (de exemplu, servo de eroare este
mare), apoi a taiat calea in lucru va fi inexacte.
5.5.3.4 Alegerea o accelerare valoare
Este foarte posibil, stiind toate masele de piese, momente de inertie ale
motorului si
suruburi, fortele de frecare si de cuplu disponibil de la motor
pentru a calcula ce
accelerare pot fi realizate cu o anumita eroare. Ballscrew si liniar
slide producatori "
cataloage includ adesea esantion calcule.
Cu exceptia cazului in care doriti ca in final de
performanta de la masina dvs., va recomandam
stabilirea
valoare, astfel incat test porneste si opreste sunetul
"confortabil". Imi pare rau ca nu foarte stiintifice, dar
pare sa dea rezultate bune!
5.5.4 Salvarea si testarea axa
In cele din urma nu uitati sa faceti clic pe Salvare pentru
a salva Axa Setari accelerarea ratei inainte de a va deplasa
pe.
Acum ar trebui sa va verificati calcule folosind MDI sa
faca o mutare definit G0. Pentru
un dur verifica puteti utiliza un otel regula. O mai
precisa, de test se poate face cu o linie de testare
Indicator (DTI) / Ceas de joc si un instrument de masura bloc.
Strict aceasta ar trebui sa fie montat in
toolholder dar pentru o moara conventionale pe care le puteti utiliza
in cadrul masinii ca ax
nu trece de la cadrul in XY avion.
Sa presupunem ca sunt testare a axei X si sa aiba un 4
"Gage bloc.
Utilizati MDI ecran pentru a selecta inch unitati absoluta
si coordonatele. (G20 G90), infiintat o scoaba
pe masa si Jog axa asa DTI sonda atinge-o.
Asigurati-va ca termina printr-o miscare in
in minus X directie.
Rotiti bezel la zero de lectura. Acest lucru este ilustrat in figura
5.13.
Configurarea Mach3
Rev 1.84-A2 5.15 Utilizarea Mach3Mill
Acum folosesc Mach3 MDI
ecran si sa faceti clic pe G92X0
buton pentru a seta un offset si
zero, prin urmare, de axa X
DRO.
Mutare in tabelul de
de G0 X4.5. Decalajul
ar trebui sa fie aproximativ o jumatate de
inch. Daca nu este acolo, atunci
este ceva grav gresit
cu calculele de
pasii de pe unitatea de valoare.
Verifica si de a corecta acest lucru.
Introduceti Gage bloc si pentru a
trece
cum a fost atat de jog efectele backlash in mecanismul vor fi eliminate. De
lectura
pe DTI va va da eroare de pozitionare. Acesta ar trebui sa fie
numai pana la o mii sau cam asa ceva. Figura 5.14
Gage arata in pozitie.
Scoateti Gage si G0 x0 pentru a verifica valoarea zero. Repeta de 4
"de test pentru a obtine un set de,
probabil, 20 valori si se vedea cum reproductibile de pozitionare
este. Daca v-ati mari variatii
apoi mai este ceva in neregula mecanic. Daca v-ati consecvent
erori atunci poti sa-l bine
tune pasii pe unitate pentru a atinge o valoare maxima precizie.
Urmatoarea ar trebui sa verificati
ca axa nu pierde pasi in repetate se muta la viteza. Elimina
Gage de bloc. Utilizati MDI G0 x0 si de a verifica zero pe DTI.
Utilizati editorul de a introduce urmatorul program:
F1000 (adica mult mai rapid posibil, dar Mach3 va limita de viteza)
G20 G90 (Inch si absolute)
M98 P1234 L50 (rula subroutine de 50 de ori)
M30 (stop)
O1234
G1 X4
G1 x0 (a face o alimentare rata muta si muta inapoi)
M99 (retur)
Faceti clic pe Start pentru a Cycle rulati-l. Verificati
daca miscare sunete buna.
Cand se termina DTI, desigur, ar trebui sa cititi zero. Daca
aveti probleme atunci va
Trebuie sa fin tune de viteza maxima de accelerare a axei.
5.5.5 Se repeta de configurare de alte axe de
Cu incredere va fi castigat cu prima axa, ar trebui sa fie
capabile sa rapid
repetati procesul pentru celelalte axe.
Figura 5.13 - Stabilirea unui pozitia zero
Figura 5.14 - Gage bloc in pozitia
Configurarea Mach3
Utilizarea Mach3Mill 5-16 Rev 1.84-A2
5.5.6 ax motor setup
In cazul in care viteza de ax motor este fix sau controlate de mana atunci
puteti ignora acest
sectiune. Daca motorul este pornit si in afara acestuia, in
ambele sensuri, de Mach3, atunci acest lucru va avea
fost setup cu releu rezultate.
Daca Mach3 este pentru a controla viteza ax, fie de un servo unitatea care
accepta Pasul si
Directia de impulsuri sau de catre un PulseWidth modulata (PWM) motor
controller apoi aceasta sectiune
va spune cum sa va configurati sistemul.
5.5.6.1 Motor de viteza, ax de viteza si pulleys
Pas, si directia si
PWM atat va permit sa
de control al vitezei de
motor. Cand sunt
de prelucrare si de ceea ce ati
parte a programului (S
word) sunt in cauza, cu
este viteza de ax.
Motorul si ax
viteza sunt, desigur,
legate de pulleys sau
unelte conectarea acestora. Noi vom folosi termenul de "roata" pentru a
acoperi ambele tipuri de unitate, in acest
manual.
Daca nu aveti motor viteza de
control a alege scripete 4 cu o mare viteza maxima
ca 10,0000 rot / min si. Acest lucru va preveni Mach3 plangandu daca
executati un program cu un S
spune cuvantul, solicitand 6000 rot / min.
Mach3 nu poate sti, fara a fi spus de catre tine,
masina operator, ceea ce raportul este de scripete
selectat la un moment dat asa ca sunt responsabile de acest lucru. De
fapt, este dat de informatii
in doua etape. Cand sistemul este configurat (adica ceea ce faci
acum) ai defini pana la
4 disponibile roata de combinatii. Acestea sunt stabilite de
dimensiunile fizice ale pulleys sau raporturile
orientate in cap. Apoi, in momentul in care o parte de program este in curs de
rula operator care defineste
camion (1 la 4) este in uz.
Masina de roata de raporturi sunt stabilite pe Config> porturi si
Pins de dialog (figura 5.6) in cazul in care
viteza maxima de patru seturi de scripete este definit, impreuna cu
un implicit pentru a fi
utilizat. Viteza maxima este de viteza la care se intinde in cazul in
care se vor roti cu motor este cel
viteza maxima. Viteza maxima este realizat de catre 100% in
latime puls PWM si de
Motor Tuning "ax Axa" pentru Pasul si directie.
Ca un exemplu, sa presupunem pozitia vom numi "roata de
motor la ax si viteza maxima de motor este de 3600 rot / min.
Roata de maxim 1
viteza pe Config> Logic va fi stabilit la 720 rot / min (3600 ¸ 5).
Roata de 4 ar putea fi un pas de
4:1. In acelasi motor viteza sa viteza maxima va fi setat la 14400
rpm (3600 x 4).
Celelalte pulleys ar fi rapoartele intermediare. De pulleys nu trebuie sa
fie definite in
viteze de crestere, dar numerele ar trebui sa se refere, in unele
logic mod de a controalelor la
masina unealta.
De viteza minima valoare se aplica in mod egal tuturor pulleys
si este exprimata ca procent din
viteza maxima si este, desigur, de asemenea, procentul minim de
semnal PWM raportul. In cazul in care un
viteza mai mica decat acest lucru este solicitat (de
roata de a schimba raportul da o viteza mai mica gama. De
exemplu, cu o viteza maxima de
10000 rpm pe roata de 4 si un procent minim de 5%, apoi S499-ar cere
o
roata de diferite. Aceasta facilitate este pentru a evita de operare
a autovehiculelor sau de controler de la o viteza
de mai jos sa minima de rating
Mach3 foloseste de roata de raportul de informatii, dupa
cum urmeaza:
¨ In cazul in care o parte de program executa o S cuvant sau o valoare
este introdusa in setul de viteza
DRO atunci valoarea este in comparatie cu viteza maxima de curent
Figura 5.15 - ax roata de disc
Configurarea Mach3
Rev 1.84-A2 5.17 Utilizarea Mach3Mill
selectat camion. In cazul in care a solicitat de viteza este mai mare
decat valoarea maxima, atunci o eroare
apare.
¨ In caz contrar, procentul de maxima pentru camion care a fost
solicitata
si acest lucru este folosit pentru a seta PWM latime sau Pasul impulsuri
sunt generate de faptul ca pentru a produce
Procentul maxim de viteza, in conformitate cu motor in Motor Tuning pentru
"ax
Axa ".
Ca un exemplu, sa presupunem de max ax de viteza pentru scripete # 1
este de 1000 rot / min. S1100-ar fi
o eroare. S600-ar da un impuls latime de 60%. In cazul in care maxim Pasul
si Directia de viteza
este de 3600 rot / min apoi motorul ar fi "calcat" de la 2160 rot / min
(3600 x 0,6).
5.5.6.2 Puls latime modulata ax controler
Pentru a configura ax motor pentru PWM de control, verifica ax Axa activat
si
PWM de control de pe cutii de port si Pins, portul imprimantei si Axa
Selectia fila Page (figura
5.1). Nu uitati sa se aplice modificarile. Definiti o
productie de aderenta pe Semnale de iesire
Selectia fila Page (figura 5.6) pentru ax Pasul. Acest PIN trebuie sa
fie conectat la dvs.
PWM motor de control electronica. Nu aveti nevoie de un ax pentru
Directia de asa set acest PIN
la 0. Aplicati modificarile.
Definiti externe de activare semnale in porturi si Pins si
Configure> Dispozitive de iesire pentru a
comuta PWM controler de pornire / oprire si, daca este necesar,
pentru a stabili directia de rotatie.
Acum, pentru a trece
caseta. Valoarea aici este frecventa de squarewave a caror
latime puls este modulata.
Acesta este un semnal care apare pe ax Pasul PIN. Cu cat este mai mare
frecventa te
alege de aici mai repede controllerul tau va fi in masura
sa raspund la modificari de viteza, dar mai mici
"Rezolvare" a ales viteze. Numarul de diferite viteze este motorul puls
frecventa ¸ PWMBase frecv. Astfel, de exemplu, daca se
executa la 35,000 Hz si
seta PWMBase la 50 Hz, exista 700 discret viteze disponibile. Aceasta este
aproape
cu siguranta suficiente cu privire la orice sistem real, ca un motor
cu viteza maxima de 3600 rot / min
ar putea, teoretic, sa fie controlate in pasi de mai putin de 6
rot / min.
5.5.6.3 Pasul si Directia ax controler
Pentru a configura ax motor pentru Pasul si directia de control,
verifica ax Axei
Enabled cutii pe Port si Pins, portul imprimantei si Axa
Selectia fila Page (figura 5.1).
Lasa-PWM de control bifat. Nu uitati sa se aplice
modificarile. Definiti iesire pe PINS
Semnalele de iesire de selectie fila Page (figura 5.6) pentru ax Pasul
si ax
Directie. Aceste pin trebuie sa fie conectat la unitatea dvs. motor
de electronice. Aplicati modificarile.
Definiti externe de activare semnale in porturi si Pins si
Configure> Dispozitive de iesire pentru a
comuta ax motor controller de pornire / oprire, daca doriti, pentru a
lua puterea in afara de motor, atunci cand
ax este oprit de catre M5. Acesta nu va fi rotative oricum Mach3 desigur
ca nu va fi
trimite impulsuri pas, dar, in functie de driverul de proiectare, poate fi
inca dissipating putere.
Acum, pentru a trece
o revolutie. Deci, pasii pe unitate sunt numarul de impulsuri
pentru o REV (de exemplu, 2000 pentru o
De 10 ori de micro-pasit conduce vehicule sau de 4 x linia dintr-o
servomotor encoder sau de
echivalent cu angrenare electronice).
Vel de cutie ar trebui sa se stabileasca la numarul de revs pe
secunda, cu viteza maxima. Deci, un 3600 rot / min
autovehiculelor ar trebui sa fie setat la 60. Acest lucru nu este posibil,
cu o linie de inalta conta pe encoder
cont de rata maxima puls fromMach3. (de exemplu, o linie de 100 codificare
permite 87.5 revs
pe secunda, pe un sistem de 35000 Hz). In general, ax va necesita un motor
puternic
a carui unitate electronica este, probabil, pentru a include
electronice angrenaj care overcomes acest
constrangere.
Accel de cutie poate fi stabilit de experiment pentru a oferi o buna porni
si opri la ax. Nota:
ca, daca doriti sa introduceti o foarte mica
valoare in caseta de Accel ati face acest lucru, mai degraba prin
tastarea
decat utilizand Accel glisanta. Un ax rula-up timp de 30 de secunde este
foarte posibil.
Configurarea Mach3
Utilizarea Mach3Mill 5-18 Rev 1.84-A2
5.5.6.4 Testarea ax unitate
Daca aveti un kilometraj sau stroboscope atunci puteti
masura viteza de ax dvs.
masina. Daca nu, va trebui sa-l judecator de ochi
si, folosindu-va de experienta.
Pe Mach3 Setari ecran, alege un camion, care va permite 900 rot / min. Set
de centura sau de cutie de viteze
de pe masina de la pozitia corespunzatoare. Rulati programul de
pe ecran set de ax
de viteza impuse la 900 rot / min si o pornim rotatie.
Masura sau estimare de viteza. Daca este gresit
va trebui sa revizuiasca calculele dumneavoastra si
configurare.
Puteti, de asemenea, verifica viteze pe toate pulleys in acelasi fel,
dar cu potrivit set
viteze.
5.6 Alte configurare
5.6.1 Configurarea se intoarce acasa si softlimits
5.6.1.1 corelarea viteze si directie
De configurare> Home / Softlimits de dialog va permite de a defini ceea
ce se intampla in momentul in care o trimitere
operatie (G28.1
sau un buton de ecran)
se face.
Figura 5.16 arata
de dialog. De
Viteza% este folosit pentru a
evita crashing in
de stop de o axa
cu viteza maxima, atunci cand
Caut
referinta trece.
Cand sunt
corelarea, Mach3
nu are nici o idee de
pozitia de o axa.
In directia aceasta
se muta in depinde de Acasa neg casetele de selectare. Daca in
cauza este bifata caseta de atunci
Axa se va muta in minus pana
de intrare este deja activ atunci aceasta se va muta in plus directie. In
mod similar in cazul in care caseta este
bifat apoi axa se muta in plus, pana la directia de intrare este
activa si minus
directie in cazul in care acesta este deja activ.
5.6.1.2 Pozitia acasa comutatoare
In cazul in care caseta de Auto Zero este verificat apoi axa DROs va fi
stabilit
Referinta
reale de zero). Aceasta poate fi utila pentru a reduce la minim se
intoarce acasa pe un timp foarte mare si lent axa.
Este, desigur, necesare pentru a limita si-au separat de
referinta in cazul in care switch-uri de referinta
nu se trece la sfarsitul anului o axa.
5.6.1.3 Configurati Soft Limite
Asa cum sa discutat mai sus cele mai multe implementari de
limita intrerupatoare implica unele compromisuri si
lovindu-le accidental, va fi nevoie de interventie de catre operator si
poate solicita
sistem pentru a fi resetate si re-difuzare. Soft limitele pot oferi o
protectie impotriva acestui tip de
incomod accident.
Software-ul va refuza, pentru a permite axe pentru a va deplasa in afara
declarat larga de soft
limitele de
fiecare axa. Cand jogging miscare devine aproape de limita de
viteza, atunci ei vor fi reduse in cazul in
in interiorul unui Slow Zona care este definita in tabel.
Figura 5.16 - se intoarce acasa (referinta)
Configurarea Mach3
Rev 1.84-A2 5.19 Utilizarea Mach3Mill
In cazul in care Slow Zona este prea mare atunci va reduce zona de lucru a
masinii.
Daca acestea sunt prea mici, apoi te lovesc risc de hardware limitele.
Definite limitele se aplica doar atunci cand au trecut cu privire la
utilizarea software-ului Limitele butonul comutare --
a se vedea limitele si Miscellaneous control de familie pentru a afla
detalii.
In cazul in care o parte program incearca sa se mute dincolo de o
limita de moale apoi se va ridica o eroare.
De softlimits valori sunt, de asemenea, folosit pentru a defini taiere
plic daca masina este selectat pentru
toolpath de afisare. Puteti gasi le utile pentru aceasta, chiar
daca nu sunt preocupati de
limitele reale.
5.6.1.4 G28 Prima locatie
G28 de coordonatele defini pozitia in valoare absoluta, coordonatele
la care se va axe
muta in momentul in care o G28 este executat. Ele sunt interpretate in actuala
unitati (G20/G21) si nu
ajustata automat, in cazul in care unitatile de sistem este
schimbat.
5.6.2 Configurarea Sistemului Hotkeys
Mach3 are un set de
hotkeys globale, care poate
fi utilizate pentru jogging sau
pentru a introduce valorile in
MDI linie etc Aceste
chei sunt configurate in
Sistemului Hotkeys
Setup de dialog (figura
5,17). Click pe
buton pentru a cere
functiei si apoi apasati
cheie pentru a fi utilizat ca
hotkey. Valoarea sa va
fi afisat pe
de dialog. Aveti grija sa
duplicat evita utilizarea
un cod in care acest lucru poate provoca
grava confuzie.
Acest dialog permite de asemenea coduri de externe butoane folosite ca OEM
Declansarile care urmeaza a fi definite.
5.6.3 Configurarea Backlash
Mach3 va incerca sa compenseze
backlash in axa unitate de mecanisme de
incercarea de a aborda fiecare necesar
coordona de la aceeasi directie. In timp ce
Acest lucru este util in aplicatii cum ar fi foraj sau de
plictisitor, nu poate depasi problemele cu
masina de taiere in continuu.
De configurare> Backlash de dialog va permite sa
da o estimare de la distanta care
Axa trebuie sa creati o copie de rezerva pentru a se asigura de
la backlash este
luate pana in momentul final "transmite" circulatie
se face. Viteza cu care aceasta circulatie este
trebuie sa se faca, de asemenea, specificate. A se vedea figura 5.18
Nota: (a) Aceste setari sunt utilizate numai atunci cand
backlash compensare este activat de
validare.
(b) Backlash de compensare este o "ultima instanta"
in cazul in care mecanice design de masina dvs.
Figura 5.18 - Backlash configurare
Figura 5.17-Hotkeys si OEM declansa de configurare
Configurarea Mach3
Utilizarea Mach3Mill 5-20 Rev 1.84-A2
nu poate fi imbunatatit! Folosind aceasta va dezactiva general
de "viteza constanta" caracteristici ar
"Colturi".
© Mach3 nu este in masura sa onoreze pe deplin axa
acceleratie atunci cand parametrii compensatoare
pentru backlash asa stepper sistemelor in general, va trebui sa fie
detuned, pentru a evita riscul de a pierde pasi.
5.6.4 Configurarea Slaving
Mari, cum ar fi masini de brat articulat routere sau mori adesea
nevoie de doua unitati de stocare, una pe fiecare parte a
brat articulat de la sine. In cazul in care aceste deveni din pas, atunci
va brat articulat "raft" si axa transversala
nu trebuie sa fie perpendicular pe axa lunga.
Puteti folosi Config> Slaving pentru a configura Mach3 deci o unitate
(sa zicem de axa X) este principala
poate conduce vehicule si de un alt sclav la ea (probabil C configurat ca
axa liniara, mai degraba decat rotativ).
A se vedea figura 5.19
In timpul utilizarii normale acelasi numar de impulsuri pas va
fi trimis la master si slave axe
cu viteza si acceleratie fiind determinata de "mai incet"
din cele doua.
In cazul in care o operatiune de referinta este solicitat
acestea vor muta impreuna, pana la trecerea de acasa
unul este detectat. Acest lucru va conduce doar de pe pozitia a trece in
mod obisnuit, dar in alte
Axa va continua pana la trecerea este detectat atunci cand acesta va fi
amplasat in afara acestuia. Astfel, pereche
de axe va fi "patrat in sus" pentru a trece de origine pozitii,
precum si orice tiraj, care a
aparut fi eliminate.
Desi Mach3 tine de master si
sclavi axe in pas, DRO de sclav
Axa nu va afisa compensa aplicate de catre
Instrumentul de masa, etc dispozitiv compensa valorile sale
mai, astfel, de a fi confuz operator. Noi
Prin urmare, recomandam sa folositi
Designer ecran pentru a elimina axa DRO
legate de control si de la toate ecranele
cu exceptia Diagnostice. Salvare ca noul design
cu un nume, altele decat implicit si de a folosi
View> Load Screen meniu pentru a incarca o in
Mach3.
5.6.5 Configurarea Toolpath
Config> Toolpath va permite sa definiti modul in care este
afisat toolpath. De dialog este afisat in
Figura 5.20
Originea sfera, atunci cand verifica, afiseaza o pata
de cerneala de la punctul de a afisa toolpath
reprezentand X = 0, Y = 0,
Z = 0
3D Compass, atunci cand
verificate, arata sagetile
ilustrand directii de
pozitiva X, Y si Z in
toolpath ecran.
Machine granitelor, atunci cand
verificate afiseaza o caseta de
care sa corespunda
setarile de Softlimits
(indiferent daca sunt sau nu
pornit).
Instrumentul de pozitie, cand
controlate, show de curent
pozitia de instrument pe
prezenta.
Figura 5.20 Configurati Toolpath
Jog Urmati Mode, atunci cand
verifica, cauze de linii reprezentand toolpath pentru a muta relativ
la fereastra ca instrument este jogged. Cu alte cuvinte, instrumentul este
fixat in pozitia de toolpath
afisa fereastra.
ShowTool ca mai sus centerline, la randul sau, se refera
toolposts).
Arata strung Obiectul permite reprezentarile 3D a obiectului, care vor fi
produse de catre
toolpath (Mach3Turn numai)
Culori pentru diferite elemente de pe ecran poate fi configurat. Luminozitatea
de fiecare din cele
primar culorile rosu verde albastru sunt stabilite pe o scala de la 0 la
1, pentru fiecare tip de linie. Sugestie: Folositi o
program ca Photoshop pentru a face o culoare care iti place sa RGB si
imparti valori de 255
(foloseste scara 0 la 255) pentru a obtine valori pentru Mach3.
A-axa valorilor va permit sa specificati pozitia si
orientarea de
configurate ca rotativ si pe ecran este activat de rotatii O caseta.
Resetare avion pe Regen reverts de afisare a toolpath afisa la curent
avion
ori de cate ori acesta se regenereaza (prin dublu clic sau faceti clic pe
buton).
Cutie Grafic afiseaza o caseta de la granitele de
instrument de circulatie.
5.6.6 Configurare initiala de stat
Config> membru deschide o caseta de dialog care va permite sa
definiti in moduri care sunt active, atunci cand
Mach3 este incarcata (de exemplu, starea initiala a
sistemului). Acesta este prezentat in Figura 5.21.
Propunere mode: Constant viteza seturi G64, G61 exacta Stop seturi. Pentru
detalii cu privire la aceste optiune
vezi Constant Velocity si exacta Stop la capitolul 10.
Mod de la distanta: absolute seturi G 90, Inc seturi G91
Active avion: XY seturi G17, YZ seturi G19, G18 seturi XZ
I / J Mod: In plus, aveti posibilitatea sa setati la
interpretarea sa fie introduse pe I & J in arc miscarile. Acesta
este prevazuta pentru compatibilitatea cu diferite CAM post-procesor
pentru a incerca si alte
masina de controlori. In mod Inc IJ I si J (centrul punct),
astfel cum sunt interpretate in raport cu
punctul de plecare pentru un centru format arc.
Acest lucru este compatibil cu NIST EMC. In
valoare absoluta, IJ
Modul I si J sunt coordonate de la centru in actualul sistem de coordonate
(de exemplu, dupa
Cererea de lucru, instrument si G92 compensa). Daca cercurile nu
intotdeauna pentru a afisa sau pentru a reduce in mod corespunzator
(in special, evident de catre acestia fiind prea mari, daca
acestea sunt departe de origine), apoi in mod este IJ
nu sunt compatibile cu ai parte de program.
Figura 5.21 - membru initial de configurare
Configurarea Mach3
Utilizarea Mach3Mill 5-22 Rev 1.84-A2
O eroare in aceasta setare este cea mai frecventa cauza de intrebari
din partea utilizatorilor, atunci cand incearca
sa taie cercuri.
Initializarea Sir de caractere: este un set de coduri valide G-pentru a
seta dorit initial, atunci cand starea de Mach3
este pornit. Acestea sunt aplicate dupa valorile stabilite in butoane
radio de mai sus atat mai
trece peste ele. Utilizati butoanele radio, acolo unde este posibil pentru
a evita confuzia. Daca Utilizati init pe
ALL "Reseteaza" este verificat atunci aceste coduri vor fi aplicate
totusi Mach3 este reset - de exemplu,
dupa o impiedica de conditie.
Alte casete de validare:
Persistenti Jog Mode, daca verificate, va amintiti de Jog Mode
ati ales intre
ruleaza de Mach3Mill.
Persistenti compenseaza, in cazul in verificate, va salva locul de
munca si instrument compenseaza in permanenta tabele
pe care ati ales intre ruleaza de Mach3Mill. Vezi, de asemenea, Optional
Offset Salvare.
Optional Offset Salvare, in cazul in verificate, va solicita, pentru a
verifica daca doriti sa-l faca de fapt nici o salva
solicitat in persistenti compensa.
Copiere G54 din G59.253 la pornire, daca este verificat, va re-initiaise
de G54 offset (de exemplu locul de munca
offset 1) valori de la locul de munca offset 253 valori Mach3, atunci cand
este pornit. Verificati daca aceasta
doresc sa isi inceapa activitatea G54 de a fi mereu un sistem de
coordonate fix (de exemplu, masina de a coordona
sistem), chiar in cazul in care un utilizator ar putea avea precedent
modificat-o si salvat un non-standard set de valori.
O discutie mai multe dintre aceste optiuni este data in
capitolul 7.
Nu FRO pe coada, daca verificate, va amana aplicarea ratei de
alimentare suprascrie pana la
coada de comenzi care asteapta sa fie puse in aplicare este
gol. Aceasta este, uneori, este necesar de a
evita mare de permise sppeds sau accelerare cand cresterea FRO mai sus de
100%.
Home Sw siguranta, daca verificate, va impiedica miscare de
o axa in cazul in care se intoarce acasa in timpul acasa
trece este deja activ. Acest lucru este util pentru a preveni deteriorarea
mecanica pe o masina care
parts limita de switch-uri de la ambele capete ale axei cu un Home.
Rot scurt, daca este verificat, face orice rotativ axa trata pozitia
administreaza sub un unghi Modulo
360 de grade si mutati de catre cel mai scurt traseu pentru
aceasta pozitie.
Debug acest rula, in cazul in verificate, ofera in plus pentru a
diagnostica programul designer. Pe o folositi pe
Art's cerere speciala.
Utilizati Watchdogs, daca verificate, declanseaza si
se impiedica de Mach3 pare sa nu se executa corect.
Este posibil sa aveti nevoie sa debifati-l, daca ai
gresit EStops pe computere cu mai lent
ca operatiunile de incarcare Wizards.
Enhanced Pulsing, daca este verificata, se va asigura cea mai mare
precizie de sincronizare impulsuri (si, prin urmare,
smoothness de stepper drive), pe cheltuiala suplimentara centrale procesor
timp. Tu
in general ar trebui sa selectati aceasta optiune.
Run Macropump, daca verificate, va pe stattup cautati un
fisier MacroPump.m1s in macro
dosar pentru profilul curent si va rula in fiecare Milli 200 de secunde.
Auto Screen Mareste, daca verificate, va provoca Mach3 pentru a
mari orice ecran, si toate
obiecte de pe el, daca are mai putine pixeli decat actualul PC Mod
ecran atat de necesar pentru a se umple
intregul ecran zona.
Incarcati in impiedica de pompa, daca verificate,
pastreaza tariful pompa de iesire (sau rezultate), chiar
atunci cand se impiedica de detectat. Acest lucru este necesar pentru logica a
unor panouri breakout
Z este 2.5D la iesirea # 6, in cazul in verificate, controale de iesire #
6 in functie de pozitia curenta in
program de sistem de coordonate de la axa Z. Daca Z> 0.0 apoi de iesire
# 6 va fi activ. Tu
trebuie sa aiba o axa Z configurat pentru a utiliza aceasta
caracteristica, dar sa Pasul si Directia de rezultate pot fi
configurat la un inexistent PIN-ul, de exemplu, de pin 0, Port 0.
Shuttle Accel controalele de reactie a Mach3
controlul executarii de linii de GCode.
Lookahead determina numarul de linii de GCode ca interpret poate
tampon pentru
executie. Aceasta nu necesita in mod normal, tuning.
Configurarea Mach3
Rev 1.84-A2 5.23 Utilizarea Mach3Mill
Jog incremente in Cycle Mode: ciclul Pasul butonul Jog va incarca valorile
din lista
in Pasul DRO, la randul sau. Acest lucru este adesea mai convenabil decat
sa tastati in Pasul DRO.
Cod special de valoarea 999 pentru a comuta
Referinta Switch Loc: Aceste valori definesc masina
coordona pozitia care urmeaza sa fie stabilit pe
corelarea, dupa apasarea Home comutator (daca este
prevazut) pentru fiecare axa. Valorile sunt
absoluta in pozitii de configurare de unitati.
5.6.7 Configurarea alte elemente Logic
Functiile de configurare> Logic de dialog (figura 5.22) sunt descrise
mai jos.
G20/G21 control: Daca Blocare DROs de a
infiinta unitati este verificat apoi, chiar daca si
G20
G21 va modifica modul in care X, Y, Z etc cuvinte sunt interpretate (inch sau
milimetri) de DROs va
afiseaza intotdeauna in Unitatea de instalare de sistem.
Instrumentul de schimbare: Un instrument M6 schimba cererea poate fi ignorat
sau utilizate pentru a apela M6 macrocomenzile
(q.v.). Daca Auto Instrumentul Schimbator este verificat apoi
M6Start/M6End de macro-uri va fi numit, dar
Ciclul de incepere nu este nevoie sa fie presat la orice etapa.
Unghiular proprietati: O axa definita ca unghiulara se
masoara in grade (care este de a spune
G20/G21 nu modifica interpretare a A, B, C de cuvinte)
Programul final sau M30 sau inapoi: defineste actiune (e) de a avea
loc la sfarsitul anului sau o inapoi de dvs.
o parte de program. Verificati functiile necesare. Atentie:
Inainte de verificare a elementelor pentru a elimina
compenseaza si pentru a efectua G92.1, ar trebui sa fie absolut
clar cu privire la modul in care aceste caracteristici de lucru sau de
Este posibil sa aflati ca in situatia actuala a
coordonate foarte diferit de ceea ce va asteptati
la sfarsitul unui program.
Debounce interval / Index Debounce: este numarul de Mach 2 impulsuri pe
care o trecere trebuie sa fie
stabil de semnal pentru a fi considerate valabile. Deci, pentru un sistem care
ruleaza la 35000 Hz, 100
ar da despre a 3 millisecond debounce (100 ¸ 35000 = 0,0029 secunde). Indicele
puls
si a altor substante de acest fel au independente setari.
Programul de siguranta: Cand verificate permite Input # 1, ca de
siguranta acoperi imbuca.
Editor: Numele fisierului executabil din editor pentru a fi numit de catre
G-a edita codul de buton.
Butonul "Rasfoire" permite unui fisier adecvat (de exemplu, C:
windows notepad.exe) pentru a fi gasit.
Serial de iesire: Defineste portul COM numarul urmeaza sa
fie utilizate pentru productia de serie si canal
baud de rata la care ar trebui sa iesire. Acest port poate fi scris
de
Figura 5.22 - Logic de dialog de configurare
Configurarea Mach3
Utilizarea Mach3Mill 5-24 Rev 1.84-A2
macro-si poate fi utilizat pentru a controla functiile speciale de o
masina (de exemplu, LCD display, toolchangers,
Axa cleme, swarf transportoare, etc,)
Alte casetele:
Persistenti DROs, daca este verificata, atunci se va axa DROs au
aceleasi valori ca la pornire
Mach3, atunci cand este inchis. Retineti ca pozitiile de
fizica axe sunt putin probabil sa fie
conservele de masina unealta in cazul in care este alimentat in
jos, in special cu micro-stepper unitati.
Dezactivati dalta / concavitate controale, in cazul in bifat, apoi,
in timpul taietor de compensare (G41 si
G42), Mach3 va verifica in cazul in care diametrul de instrument este prea mare
pentru a cut "insider colturi", fara
gouging la locul de munca. Bifati caseta pentru a dezactiva
avertismentul.
Plasma Mode, daca verificate, acest control al punerii in aplicare a Mach3
viteza constanta se muta
pentru a se potrivi cu caracteristicile de plasma taietori.
Nu unghiular discriminare: Aceasta este, de asemenea, numai relevante pentru
constant viteza de lucru. Cand
bifat Mach3 trateaza schimbarile de directie ale caror
unghi este mai mare decat valoarea stabilita in
CV-ul unghiular Limita DRO ca exact stop (chiar daca modul de CV-ul este
setat), pentru a evita excesiv
de rotunjire colturi ascutite. Detalii complete de Constant Velocity mode sunt
date in capitolul 10.
FeedOveride persista, daca verificate, apoi selectate feed suprascrie
vor fi pastrate la sfarsitul
de o parte de program rulat.
Se lasa Wave imagini, daca verificate, permite Windows. WAV sunetul
clipurilor de a fi jucat de Mach3.
Acest lucru poate fi utilizat, de exemplu pentru a semnala erori sau
atentia cerute de masina.
Se lasa vorbire, daca verificate, Mach3 permite de a utiliza Microsoft
Speech agent de sistem
mesaje de informatii si "dreptul de buton" Ajutor de tip text. Vezi
discursul cu privire la optiunea de Windows
Panoul de control pentru a configura vocea pentru a fi utilizate, viteza de
vorbire etc
G04 param locui in milisecunde, daca verificate apoi comanda G4 5000 va
oferi o locui
in stare de functionare de 5 secunde. In cazul in care controlul este
bifat-l da un locui de 1 ora 23 minute 20
secunde!
Setare taxe la pompa 5kHz laser pentru nivelul de asteptare: "In
aceasta setare taxa de pompe de iesire sau
iesire (e) sunt un semnal de 5 kHz (pentru compatibilitate cu unele
lasere), mai degraba decat standard
12.5kHz semnal.
Utilizati Safe_Z: Daca verificat apoi Mach3 vor sa profite de
pozitia Safe Z definite.
Nota: Daca utilizati o masina fara sa
coreleze ca operatiunea initiala, atunci este mai sigur de a
parasi aceasta optiune necontenit, fara ca
sa coreleze masina sistem de coordonate este
arbitrare.
Instrumentul de Selectiile persistente, daca este verificat, isi aminteste
selectate instrument la inchidere a Mach3.
5.7 Cum Profil de informatii sunt stocate
In cazul in care programul este rulat Mach3.exe va prompt tu pentru profilul de
fisiere sa utilizati. Acest lucru va
fi, in general, in Mach3 dosar si va avea extensia. XML. Aveti
posibilitatea de a vizualiza si a imprima
Profil de continutul de fisiere cu Internet Explorer (ca XML este o
marca-up limbajul folosit pe
pagini de web)
Comenzi rapide sunt stabilite de catre sistemul de instalare pentru a rula
cu Mach3.exe implicit Profile pentru o Mill
si pentru Valorificarea (adica Mach3Mill si Mach3Turn).
Puteti crea propriile comenzi rapide fiecare
cu un alt profil deci un calculator poate controla o varietate de masini
unelte.
Acest lucru este foarte util daca aveti mai mult de o
masina si au nevoie de valori diferite pentru
Motor tuning, sau au diferite limita si acasa comuta
aranjamente.
Puteti fie sa rulati Mach3.exe si alegeti din lista de
profile disponibile sau puteti seta
pana extra rapide specifica faptul ca profilul de utilizat.
Intr-o scurtatura, pentru a incarca de profil este dat in "/ p"
argument in tinta de comenzi rapide
proprietati. Ca un exemplu, ar trebui sa inspecteze
proprietatile de Mach3Mill de comenzi rapide.
Acest lucru poate fi realizat, de exemplu, prin clic dreapta de comenzi rapide
si a alege Properties din
din meniu.
Configurarea Mach3
Rev 1.84-A2 5.25 Utilizarea Mach3Mill
O. Fisier XML pentru un profil poate fi editat cu un editor de externe,
dar sunteti foarte puternic
sfatuiti sa nu se face acest lucru, daca nu sunt pe deplin
familiarizat cu fiecare, in sensul de intrare in
fisiere ca unii utilizatori au intampinat foarte ciudat cu efecte
mis-fisiere formatate. Notice
faptul ca anumite tag-uri (de exemplu, pe ecran layout) sunt create doar
atunci cand a construit-o in valoare implicita este
suprascrise folosind Mach3 meniuri. Este mult mai sigur de a utiliza Mach3 de
configurare al meniuri pentru a
actualizare XML profiluri.
Cand un nou profil este creat apoi un dosar pentru stocarea sale macro-uri vor
fi create. Daca sunteti
"Clonarea" de la un profil cu macro-uri personalizate, atunci trebuie sa
aiba grija de a copia orice astfel de
macro-uri personalizate in noul profil.
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6-1 Utilizarea Mach3Mill
6. Mach3 controleaza si executa o parte de program
Acest capitol este destinat pentru referinta pentru a explica pe
ecran cu conditia
de Mach3 de infiintare si functionare a unui loc de munca de pe
masina. Este de relevanta
la masina de operatori si de-o parte pentru programatori care vor sa
dovedeasca lor
programe pe Mach3.
6.1 Introducere
Acest capitol se refera la o multime de detalii. Ati putea sa
frunzari pct. 6.2 si apoi uita-te la
sectiuni si introducerea de programe de editare parte, inainte de a
reveni la detaliile de toate
ecran.
6.2 Cum controalele sunt explicate in acest capitol
Desi la prima vedere s-ar putea sa se simta descurajat de
larga de optiuni si a datelor afisate de
Mach3, aceasta este, de fapt, a organizat, in cateva grupuri logice. Ne referim
la aceste ca Familiile
Controale. In mod de explicare a termenului de "control", aceasta se
refera la ambele butoane si lor
asociate comenzi rapide de la tastatura utilizate pentru a opera Mach3,
precum si informatiile afisate de
DROs (digital read-out), etichete sau LED-uri (light emitting diode).
Elementele de control din fiecare familie sunt definite de trimitere in acest
capitol. Familiile
sunt explicate in ordinea importantei, pentru cei mai multi
utilizatori.
Totusi, ar trebui sa tineti cont de faptul ca valoarea
reala a ecranelor de Mach3 nu include toate
de control dintr-o familie de familie in cazul in care este folosit. Acest
lucru poate fi de a creste lizibilitatea a unei
special ecran, pentru a evita sau accidentale modificari la partea a fi
prelucrate intr-o productie
mediu
Un ecran Designer este conditia care
permite controale pentru a fi eliminate sau adaugate de la ecranele
dintr-un set de ecrane. Puteti modifica sau ecrane de design de la zero,
astfel incat sa puteti adauga orice
controale la un ecran special, daca aplicatia dvs. necesita
acest lucru. Pentru detalii, a se vedea Mach3
Costumizare wiki.
6.2.1 Screen trecerea de control
Aceste controale apara pe fiecare ecran. Acestea permit trecerea intre
ecrane si, de asemenea,
afisa informatii despre starea actuala a sistemului.
6.2.1.1 Resetare
Aceasta este o comutare. Cand sistemul este Resetare LED glows constant, taxa
pompa puls
monitor (daca sunt activate) va iesire impulsuri si
iesirile Activati ales va fi activ.
6.2.1.2 Etichete
De "inteligente etichete" afisa ultima "eroare" mesaj, de moduri de
curent, numele de fisier de
in prezent un program incarcat parte (daca este cazul) si de
profilul care este in uz.
6.2.1.3 Screen selectie butoane
Aceste butoane trecerea de la ecranul de afisare a ecranului. De comenzi
rapide de la tastatura sunt date
dupa nume. Din motive de claritate, in toate cazurile, atunci cand acestea
sunt scrisori in care acestea sunt in partea superioara caz. Tu
nu ar trebui, totusi, utilizeaza tasta Shift cand apasand de
comenzi rapide.
6.2.2 Axa control de familie
Aceasta familie se refera la situatia actuala a
instrumentului (sau mai precis, de
controlate cu punct).
De axe au urmatoarele controale:
6.2.2.1 Coordonarea valoare DRO
Acestea sunt afisate in curent unitati (G20/G21) cu
exceptia cazului in care la blocat de configurare de unitati pe
Config> Logic de dialog. Valoarea este de a coordona din punct de controlat
afisate in
sistem de coordonate. Aceasta va fi, in general, in sistem de coordonate de la
locul de munca actual Offset
(initial 1 - adica G54), impreuna cu orice G92 compensa
aplicate. Aceasta poate fi, cu toate acestea au trecut la
afisa absolute Machine coordonate.
Puteti scrie o noua valoare in orice Axa DRO. Aceasta va modifica
actuala Offset
face controlat punct in actualul sistem de coordonate fi valoarea pe care
le-ati stabilit. Tu
sunt sfatuiti sa infiinteze de lucru compenseaza cu
ajutorul compenseaza ecran pana cand nu sunt pe deplin
familiarizati cu
de lucru cu mai multe sisteme de coordonate.
6.2.2.2 referite
LED verde este in cazul in care axa a fost referinta (de exemplu, se
afla intr-o cunoscuta pozitia efectiva)
Fiecare axa de referinta poate fi folosind Ref Toate buton.
Individual axe poate fi referinta pe
Diagnostice de ecran
¨ In cazul in care nu home / comutator de referinta este definit de
axa, atunci nu va axa de fapt
fi mutata, dar, daca Auto Zero DRO cand este verificata in homed
Config> corelarea,
apoi absolut masina coordona de la pozitia actuala a axei
va fi stabilit
la valoarea definita pentru axa in Home / Referinta comuta
locatii in masa
de configurare> membru de dialog. Aceasta este de cele mai multe ori la
zero.
¨ In cazul in care exista o casa / comutator de referinta
definite pentru axa si nu se ofera o
activa Ref de intrare in cazul in care se solicita, apoi axa vor fi
mutate in
Figura 6.2 - Axa control de familie
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6-3 Utilizarea Mach3Mill
directie sunt definite in Config> referinta pana la
intrare nu devin active. El / ea
apoi sprijina pe o distanta scurta, astfel incat de intrare
este inactiv. In cazul in care este deja de intrare
activa atunci axa doar muta aceeasi distanta
scurta in pozitia inactiv.
Daca Auto Zero DRO cand este verificata in homed Config> corelarea
atunci
absoluta masina coordona de la pozitia actuala a
axa va fi stabilit la
valoare definite pentru axa in Home / Referinta comuta locatii
in masa
Config> membru de dialog.
De-a Ref Toate buton nu trece de axe, dar se opreste ele fiind in stare de
referinta.
6.2.2.3 Machine coordonatele
De MachineCoords buton afiseaza absoluta masina de
coordonate. LED avertizeaza asupra faptului ca
absoluta coordonatele sunt afisate.
6.2.2.4 Scala
Scala factori pentru orice axe poate fi stabilit de catre G51 si pot
fi eliminate prin G50. In cazul in care un factor de scara
(altele decat 1.0) este setat, atunci este aplicat la coordonate atunci cand
acestea apar in G-cod (de exemplu, ca X
cuvinte, Y cuvinte etc.) Scara LED flash va ca un memento ca o scara
este stabilit pentru o axa.
Valoarea definite de G51 va aparea, si pot fi stabilite, in Scala
DRO. Valori negative
oglinda coordonatele despre relevante axei.
6.2.2.5 Softlimits
Softlimits de buton permite softlimits valori definite in Config> intoarce
acasa / limite.
Verificati 6.2.2.6
Pe butonul Verificati, care este aplicabil numai daca aveti
acasa switch-uri, se va muta la ele
pentru a verifica daca exista pasi ar fi fost pierdute in timpul
operatiunilor de prelucrare precedent.
6.2.2.7 Diametrul / Raza de corectie
Rotary axe poate avea dimensiuni aproximative de lucru definita prin
rotatie
Diametrul de control de familie. Aceasta dimensiune este utilizat atunci
cand faceti amestec feedrate calculele pentru
coordonate in miscare de rotatie inclusiv axe. LED indica faptul
ca un non-zero, valoarea este
definite.
6.2.3 "Mutare la" controale
Exista mai multe butoane de pe diferite ecrane concepute pentru a
face-o mai usor pentru a muta instrument (controlate) la o
anumita locatie (de exemplu, pentru un instrument de schimbare).
Acesti
butoane includ: Mergi Zs pentru a muta toate axele la zero, Goto
Instrumentul de Schimb, Mergi
In plus, va amintesc Mach3 doua seturi diferite de
coordoneaza si du-te la ei, la cerere. Acestea sunt
controlata de catre Setare punct de referinta si Goto
Ref Point,
Set de variabile si de pozitie si Goto Variabila
Pozitia
Figura 6.4 - controlata punctul
amintiri & Invata
6.2.4 MDI si Invatati control de
familie
G-linii de cod
(blocuri) pot fi
a intrat, pentru
imediate
executie, in
MDI (Manual de date
De intrare) linie. Acest lucru este
selectate de catre
clic in aceasta sau de
Figura 6.4 - controlata punctul
amintiri & Invata
Figura 6.5 - MDI linie
MDI tasta rapida (apasati
tasta Enter in configuratia implicita). Cand
linie de MDI este activ isi schimba culoarea si o caseta de
flyout
indicand recent introdus comenzi este afisata.
Un exemplu este aratat in figura 6.5. Cursorul in sus si
jos arrow chei pot fi folosite pentru a selecta din flyout
, astfel incat sa puteti sa reutilizati o linie pe care le
au deja
introduse. Tasta Enter cauze Mach3 pentru a executa
linie de curent MDI si ramane activa de introducere a
un alt set de comenzi. CES cheie goleste linie
si de-selecteaza-l. Trebuie sa va amintesc ca, atunci cand
este
selectate toate tastatura de intrare (de la intrare si o
tastatura
emulator sau personalizat tastatura) se inscrie in linia de MDI
, mai degraba decat de control Mach3. In special, jogging
cheile nu va fi recunoscut: trebuie sa Esc dupa introducerea
MDI.
Mach3 poate aminti MDI toate liniile pe care le executa
le si pastreaza-le intr-un fisier folosind Invatati
instalatiei. Faceti clic pe Start de predare, pentru a introduce
comenzi necesare
apoi faceti clic pe Stop Invatati. LED clipeste pentru a
reaminti
va ca va aflati intr-Invata-Mode. Comenzile sunt
scrise in fisier cu numele conventionale
"C: / Mach3/GCode/MDITeach.tap" Daca faceti clic pe Load / Editare
va incarca acest fisier Mach3 in cazul in care acesta poate fi rulat sau
edited in mod obisnuit - aveti nevoie pentru a trece la programul de
Run ecran pentru al vedea. Daca doriti sa pastrati un
anumit set de
predat comenzi atunci ar trebui sa Editati fisierul si de a
folosi
Salvare ca in editor pentru a da propriul nume si pune-l
intr-un folder convenabil.
6.2.5 jogging control de familie
Jogging controale sunt colectate de pe un ecran care
flys-out in folosinta, atunci cand este apasata tasta Tab
de pe
tastatura. Este ascuns de un al doilea apasati de Tab.
Acest lucru este ilustrat in figura 6.6 /
Ori de cate ori se tari? OFF buton este afisat pe ecran curent atunci axe
de
Masina poate fi jogged folosind (a) jog hotkeys - inclusiv un MPG conectat
prin intermediul unui
tastatura emulator: de hotkeys sunt definite in Configurati Axa
hotkeys, (b) MPG handwheel
(e) de conectat la un encoder pe port paralel; Modbus sau un dispozitiv (c)
joysticks interfaced
ca USB Human Interface Devices; sau (e) ca o caracteristica de
mostenire, un compatibil cu Windows analogice
joystick-ul.
In cazul in care Jog ON / OFF buton nu se afiseaza sau este de a
toggled OFF apoi jogging nu este
permis pentru motive de siguranta.
6.2.5.1 Hotkey jogging
Exista trei moduri de transport. Continua, si Pasul MPG care
sunt selectate de catre Jog Mode
buton si indicat de LED-uri.
Continuu modul muta axa sau axele la definit jog lent in timp ce rata de
hotkeys sunt
deprimat
De jogging viteza cu hotkeys utilizat in mod continuu, astfel cum este stabilit
un procent de rapid
traversa rata de Slow Jog Procentajul DRO. Acest lucru se poate seta (in
intervalul 0,1% la 100%)
prin tastarea in DRO. Ea poate fi nudged in incremente de 5% de la butoane sau
hotkeys lor.
Acest Slow Jog Procentul poate fi suprascrise de deprimant Shift cu tasta
rapida (apasati tasta e). O
LED-ul de langa Cont. LED-ul indica aceasta viteza
maxima jogging este selectat
Pasul Mod muta axa de o majorare (asa cum este definita de Jog
Increment DRO) pentru
fiecare keypress. Actuala feedrate (asa cum este definita de cuvant
F) este folosit pentru aceste miscari.
Figura 6.6 - jogging control
familie
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6-5 Utilizarea Mach3Mill
Dimensiunea de majorare poate fi setat prin tastarea acestuia in Pasul DRO sau
valori pot fi stabilite in acest
DRO cu bicicleta printr-un set de 10 valori definibile de utilizator, folosind
ciclul Jog Pasul buton.
Incremental mod este selectat de catre butonul comutare sau, in cazul in
continua Mode temporar
selectate de catre exploatatie Ctrl in jos, inainte de efectuarea
jog.
6.2.5.2 Parallel port sau Modbus MPG jogging
Pana la trei quadrature codificatoare conectate la porturile paralele sau
ModBus pot fi
configurate ca MPGs pentru jogging, folosind butonul Mod Jog pentru a selecta
MPG Jog Mode.
Axa ca MPG va jogs este indicat de LED-uri si instalate axe sunt
cycled
prin intermediul de Alt-un buton pentru MPG1, Alt-B pentru MPG2 si Alt-C
pentru MPG3.
Peste grafic al MPG descurc sunt un set de butoane pentru selectarea MPG mode.
In MPG Velocity Mode viteza axa circulatie este legata de viteza de
rotatie
a MPG cu Mach3 asigurandu-se ca accelerarea axa de viteza si de
sus in cazul in
onorat. Aceasta ofera o simt foarte natural de a axa circulatie.
Pasul MPG / Velocity Mod
in prezent functioneaza ca viteza mode.
In modul de fiecare singur pas ", faceti clic pe" de
(cu distanta stabilit ca pentru hotkey Pasul jogging). Doar o cerere
la un moment dat va fi
permis. Cu alte cuvinte, in cazul in care axa este deja in miscare de un
"click" vor fi ignorate. In
Multi-pas modul, clicuri vor fi numarate si in coada de
actiune. Retineti ca acest lucru inseamna ca
pentru
pasi mari ritm rapid de la volan poate insemna ca axa muta o
considerabila
distanta si pentru o perioada de timp dupa ce roata
circulatie a oprit. Pasii sunt
implementate cu federativ dat de
de MPG Feedrate DRO
Aceste moduri sunt pas de utilizare, in special
a face foarte bine controlate, miscarile
cand infiintarea de lucru pe o masina. Tu
Se recomanda pentru a incepe sa utilizati Velocity Mode.
6.2.5.3 ax Speed control de familie
In functie de design de dvs.
masina, masina poate fi ax
controlata in trei moduri: (a) Viteza este
fix / set de mana, si a pornit de jos
parte; (b) Viteza fix / set de mana,
pornit si in afara de M-coduri, prin intermediul
externe, de activare a rezultatelor, (c) Viteza set
de Mach3 sau folosind PWM pas / directie
conduce.
Acest control al familiei este important
doar pentru cazul ©.
S DRO are valoarea sa in momentul cand un set S cuvant este folosit intr-o
parte de program. Este de dorit
ax de viteza. De asemenea, poate fi stabilit prin tastarea in DRO.
Mach3 nu va permit sa incercati sa setati-o (in nici
un fel) la o viteza mai mica decat cea stabilita in min
Viteza sau mai mare decat cea stabilita in Max Speed pe Config> Port
& Pins ax fila Configurare pentru
roata de ales.
In cazul in care este configurat Index de intrare si un senzor care
genereaza impulsuri ca ax se invirte
este conectat
DRO nu poate fi stabilit de tine - utilizeaza S DRO pentru a comanda o
viteza ..
6.2.6 Feed control de familie
6.2.6.1 Feed unitati pe minut
The Prog Feed DRO da rata de alimentare in curent unitati (inci
/ milimetri pe minut). El / ea
este stabilita de catre F cuvant pe o parte a programului sau prin
tastarea in F DRO. Mach3 va avea ca scop de a utiliza
Figura 6.6 - ax viteza de control de familie
Mach3 controleaza si executa o parte de program
Utilizarea Mach3Mill 6-6 Rev 1.84-A2
aceasta viteza ca rata reala a coordonat
circulatie a instrumentului prin intermediul materialului. Daca
rata acest lucru nu este posibil din cauza
viteza maxima permisa de orice axa atunci
Rata efectiva de alimentare va fi atins cel mai inalt.
6.2.6.2 Feed unitati pe rev.
Ca taietori moderne sunt adesea specificat de
permis taiat pe "tip", poate fi convenabil sa se
specifica a hranei pentru animale pe revolutie (de exemplu, pentru hrana
animalelor pe varful
x numarul de sfaturi privind instrument). The Prog Feed DRO
ofera feed rata curenta in unitatile
(inch / mm) pe rev de ax. El / ea este
stabilite de catre F cuvant pe o parte a programului sau prin tastarea
in DRO.
O revolutie a ax poate fi
determinata de catre S DRO sau de masurat
viteza de numarare a indicelui impulsuri. Config> Logic are o validare
pentru a defini care va Mach3
adopta.
Pentru a folosi Feed unitati / rev, Mach3 trebuie sa stii
valoarea aleasa de masura a vitezei
de ax (de exemplu, trebuie sa fi fost (a) definit intr-un cuvant sau S
datele introduse de
in ax viteza de control de familie sau (b) Index trebuie sa fie conectate
pana la masura reala
ax de viteza).
Observati ca in valori numerice de control vor fi foarte diferite cu
exceptia cazului in care se intinde de viteza
este apropiat de 1 rpm! Deci, folosind o alimentare pe minut figura cu hrana
pentru animale pe rev modul va
probabil produce un accident de circulatie, dezastruoase.
6.2.6.3 Feed afisa
Valoarea reala a hranei pentru animale in functiune pentru a permite
coordonate motiune de toate axe este afisat in
Unitati / min si unitati / rev. In cazul in care se
intinde de viteza nu este stabilit si cele reale ax de viteza nu
este
masurat atunci Feed pe rev valoare va fi de sens.
6.2.6.4 Feed suprascrie
Cu exceptia cazului in care M49 (Dezactivati feedrate suprascrie)
este in uz, de feedrate pot fi suprascrise manual,
in intervalul de 20% la 299%, prin introducerea unui procent din DRO.
Aceasta valoare poate fi nudged
(in trepte de 10%), cu butoane sau comenzi rapide de la tastatura si
de a fi reinitializati la 100%. De
LED avertizeaza de un suprascrie este in functiune.
De FRO DRO afiseaza calculat rezultat din aplicarea procentului
suprascrie la setul
feedrate.
6.2.7 Programul de control Rularea de familie
Aceste controale se ocupe de executie a unui program incarcat parte
sau de comenzi de pe un MDI
linie.
6.2.7.1 Ciclul Start
Siguranta avertisment: Retineti ca, din ciclul butonul
Start va fi, in general, incepe de ax si axa
circulatie. Aceasta ar trebui sa fie configurat pentru a cere "doua
parte" operatiune si daca sunt
alocarea de propriul hotkeys acesta nu ar trebui sa fie o singura
apasare de tasta.
6.2.7.2 FeedHold
Feedhold de buton se va opri la un ordin de o parte de program cat mai repede
posibil, dar
intr-un mod controlat pentru a putea fi reluata de Cycle Start. De ax
si de racire va
ramane pe dar poate fi oprit manual, daca este necesar.
Cand in FeedHold puteti jog de axe, a inlocui o spart instrument etc
Daca ati oprit
ax sau lichid de racire in general, atunci va dori sa le la randul
sau, inainte de a continua. Mach3
Figura 6.7 Feed control de familie
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6-7 Utilizarea Mach3Mill
va cu toate acestea, amintiti-va axa pozitii la data de FeedHold
si a reveni la ele
inainte de a continua o parte a programului
6.2.7.3 Stop
Stop halte axa miscare cat mai repede posibil. Aceasta poate duce la
pierdut pasi (in special pe
stepper motoare axe) si a reporni nu poate fi valabil.
6.2.7.4 Rewind
Rewinds in prezent de o parte de program incarcat.
6.2.7.5 Single BLK
SingleBLK este o comutare (indicator cu LED-uri). In mod unic Bloc-un ciclu de
incepere va
executa urmatoarea singura linie de o parte de program si apoi
introduceti FeedHold.
6.2.7.6 Reverse Run
Reverse Run este o comutare (indicator cu LED-uri). Ar trebui sa fie
utilizat dupa un Feed Stai sau Single
Bloc si urmatorul ciclu de incepere va determina o parte de program
pentru a se executa in revers. Acest lucru este
deosebit de utila in recuperarea de la un arc de pierdut conditie
taiere in plasma sau un instrument rupt.
6.2.7.7 Linia Numar
Linie DRO este de ordinal numar de liniei curente in G-cod afisa
fereastra (incepand
de la 0). Retineti ca acest lucru nu este legat de "N cuvantul"
numar de linie.
Puteti scrie in acest DRO pentru a seta liniei curente.
6.2.7.8 Fugi de aici
Fugi de aici efectueaza o fals rula o parte din program, pentru a stabili
ce modal de stat
(G20/G21, G90/G91 etc) ar trebui sa fie si apoi solicita pentru
o miscare pentru a pune la punct de controlat
in pozitia corecta de la inceputul celei de-a randul, in conformitate
Numarul. Nu ar trebui sa incerce sa
Fugi de aici, in mijlocul unei subroutine.
6.2.7.9 Setare urmatoarea linie
Ca Fugi de aici, dar fara a pregatitoare sau de modul de
stabilire a muta.
6.2.7.10 Block Stergere
Pe butonul de stergere Comuta bloc Delete "trece". Daca este
activat apoi linii de cod pe care-G
inceapa cu un caracter slash - de exemplu - nu va fi executat.
Figura 6.8 - Program de familie sa fie difuzate
Mach3 controleaza si executa o parte de program
Utilizarea Mach3Mill 6-8 Rev 1.84-A2
6.2.7.11 Optional Stop
Sfarsit de buton Comuta optionale Stop "trece". Daca este
activat, atunci comanda va M01
fi tratate ca M00.
6.2.8 Fisier de control de familie
Aceste controale, figura 6.9, sunt implicate cu dosar de partea
dumneavoastra de program. Ele ar trebui sa fie
evident in functiune.
6.2.9 Instrumentul detalii
In acest instrument Detalii grup, figura 6.9, controale de afisare
curenta instrument, pentru a compensa sa lungime si diametru
si, pe sistemele cu un Digities de intrare, permite sa se
in mod automat la zero
Cu exceptia cazului in care instrumentul schimba cereri sunt ignorate
(Config> Logic), pe care intampina un M6 va Mach3
pentru a trece
LED-uri. Aveti in continuare (dupa schimbarea de instrument),
facand clic pe
Ciclul de incepere.
In timpul scurs de curent de locuri de munca este afisat in
ore, minute si secunde.
6.2.10 G-Code Toolpath si control
familie
In prezent, programul incarcat parte este afisat in G-cod fereastra.
Liniei curente este
evidentiate si pot fi mutate, folosind bara de derulare pe fereastra.
Toolpath de afisare, figura 6.10, arata calea pe care a controlat punct
vor urma in
X, Y, Z avioane. In cazul in care o parte de program este de a executa calea
este overpainted in culoarea
selectate in Config> Toolpath. Acest overpainting este dinamic si nu
este conservat, atunci cand
schimba ecrane sau, intr-adevar modifice punctul de vedere al toolpath.
La ocazii, veti gasi ca pe ecran nu exact urmeze calea
planificate. El / ea
se produce din urmatoarele motive. Mach3 prioritises de sarcini este de
facut. Trimiterea exacte
pas impulsuri la masina unealta este prima prioritate. Desen de
instrument este o cale mai mica prioritate.
Mach3 va atrage puncte de pe afisaj toolpath, ori de cate ori are timp
liber si-l uneste aceste
puncte de liniile drepte. Deci, daca timpul este scurt, doar cateva puncte
va fi elaborata si cercurile va
Figura 6.10 - Toolpath de familie
tendinta de a aparea ca poligoane
in cazul in care sunt foarte simple parti notabile. Aceasta este
nimic de-a
va faceti griji.
Programul de Simulate Run buton va executa G-cod, dar fara nici un
instrument de circulatie,
si permite de timp pentru a face parte pentru a fi estimate.
Programul Limitele date va permite sa verificati de maxim
excursie de controlat
punctul de a fi rezonabil (de exemplu, nu de frezat sus de pe masa).
Captura de ecran arata de asemenea si unele axa DROs Porneste
programul de controale.
Daca ati definit softlimits care sa corespunda cu
dimensiunea de masina dvs. de masa, atunci este
adesea util de a utiliza modului de afisare buton pentru a comuta de la
modul de locuri de munca pentru a Tabelul pentru a afisa
toolpath in raport cu masa. A se vedea figura 6.11
Toolpath de afisare poate fi
rotit de stanga si faceti clic pe
glisarea mouse-ul in el. El / ea
poate fi marita prin trecerea de-a plecat
clic si de lunga durata si
poate fi panned prin glisare
un click dreapta.
De buton va regenera
regenerati de toolpath
de afisare de
in prezent, cu permis
dependinte si G92 compensa.
Nota: Este foarte important
pentru a se regenera la toolpath
dupa schimbarea valorilor compensa ambele corecte pentru a obtine un efect
vizual si, pentru ca este
utilizat pentru a efectua calcule atunci cand se utilizeaza G42 si
G43 pentru cutter compensare ..
6.2.11 lucru compensate instrument de
masa si de control de familie
Instrumentul de lucru Offset si tabele pot fi accesate din meniul de
operator si, desigur, in termen de
o parte de program, dar este de multe ori cel mai convenabil de a manipula prin
intermediul acestei familii. A se
la capitolul 7 pentru detalii de tabele si tehnici, cum ar fi "Atingerea".
Pentru ca de la baza G-cod definitii de lucru Offset si
Instrumentul de tabele usor de lucru in
moduri diferite.
Atentie: Schimbarea la locul de munca si Instrumentul
compenseaza in uz de fapt nu va muta instrument pe
masinii, desi, desigur, se va modifica axa DRO lecturi. Cu toate
acestea, o mutare G0,
G1, etc), dupa stabilirea
compensa noi va fi in
nou sistem de coordonate.
Trebuie sa intelegem
ceea ce faci daca te
dorinta de a evita erori pe
calculatorul dumneavoastra.
6.2.11.1 lucru compenseaza
Mach3 foloseste in mod implicit
Locul de Munca Offset numarul 1.
Alegerea orice valoare de la
1 la 255, care intra si ea
in curent de lucru
Offset DRO, va face
Offset ca locul de munca actual.
Locul de Munca se compenseaza
uneori numit dispozitiv
Compensa.
Figura 6.12 - lucru compenseaza familie
Tastarea in DRO este echivalenta cu o
parte de program emitent G55 la 59 sau G58.1
(q.v.).
De asemenea, puteti seta curent compensate de sistem, folosind butoanele
de armatura.
Aveti posibilitatea de a modifica valoarea de offset pentru valorile
actuale compensate de sistem, tastand in
relevante partea Offset DROs. (Partea a offset este inca un alt nume de
munca si de fixare
compensa!)
Valorile pot fi, de asemenea, stabilite in aceste DROs, prin mutarea de axe la
un loc si facand clic pe dorit ca
Selectati Setare sau buton. De axele X si Y si Z axa sunt
stabilite in usor diferite moduri. Z este
mai usor de inteles acest lucru ne va descrie primul.
Z compensate de obicei, va fi creat cu un "maestru instrument" in ax. Z pentru
alte instrumente de
va fi corectata de instrument de masa. Un instrument de
masura bloc sau, uneori, chiar si o bucata de folie sau
Lucrarea este slid intre instrument si partea de sus de la locul de
munca (daca acest lucru este de a fi Z = 0,0) sau de masa (in cazul
in
Aceasta este pentru a fi Z = 0,0). Axa Z este foarte usor jogged in jos
pana
instrumentul. Grosimea de gaj este inscris in Gage Bloc Inaltime DRO
si Setare Z
se face clic pe buton. Aceasta va infiinta Z valoarea curenta de
lucru, astfel incat compensate instrument este cel
a dat inaltime.
Procesul pentru X si Y este similar cu exceptia ating ar putea fi
realizat pe orice din patru parti
de o parte si trebuie sa se ia de la diametrul de instrument (sau
sonda) si de
grosime de orice instrument de masura a fi folosite pentru a da
"simt", pentru a atinge proces.
De exemplu, pentru a seta marginea de jos o bucata de material sa fie
Y = 0.0 cu un instrument de
diametrul de 0.5 "si un
diametrul de instrument plus de doua ori in gaj) si faceti clic
pe Selectati butonul pe care este in cercanat
Figura 6.12.
In functie de configuratie si de a compensa persistenti
compensa Salvare in Config> membru de
Noile valori vor fi adus aminte de o serie de Mach3 la altul.
6.2.11.2 Tools
Instrumente sunt numerotate de la 0 la 255.
Instrumentul numar este selectat de catre
T cuvant intr-un program sau o parte
care intra in numarul din T DRO.
Compensa sale sunt aplicate numai in cazul in care acestea
sunt pornit de Instrumentul Offset
ON / OFF comuta buton (sau de
echivalent G43 si G49, in parte
program)
In Mach3Mill numai
Diametrul sunt utilizate pentru instrumente. De
diametru pot fi inscrise in DRO
si Z-offset (adica de compensare
instrument pentru lungime) sa fie introdus direct sau prin ating. Setul
Instrumentul Offset facilitate de lucrari
exact asa cum set Z cu compenseaza cu locul de munca.
Instrumentul de offset de date se face persistente intre se executa in
acelasi mod ca si locul de munca Offset date.
6.2.11.3 de acces direct pentru a compensa
Tabele
Tabelele pot fi deschise si editate direct
utilizand Salvati de lucru compenseaza si Instrumentul de
Salvare
Compensa butoane sau operatorul> Meciuri (adica
Locul de Munca compenseaza) si operator> Tooltable meniuri.
6.2.12 Diametrul de rotatie de control
familie
Dupa cum este descris in Feedrate control de familie, este
posibil sa se defineasca aproximative marimea unui
Figura 6.14 - cu diametre de rotatie
Mach3 controleaza si executa o parte de program
rotit de lucru, astfel incat axa viteza de rotatie poate fi corect
incluse in amestec
feedrate. Relevante diametre sunt inscrise in DROs din aceasta familie.
Axa de control a Familiei avertizare cu LED (e) de la indicata stabilirea
unor valori non-zero
aici.
Valorile nu sunt necesare daca rotativ circulatie nu trebuie sa
fie coordonate cu axe liniare. In acest
cazul adecvat F cuvant pentru grade pe minut sau pe grade rev ar trebui sa
fie programat.
6.2.13 tangential de control de familie
Pe o masina pentru a reduce de vinil sau de tesatura este foarte util
sa se
utiliza o axa rotativ pentru a controla directia ca cutit
puncte. Aceasta va reduce cel mai bine daca tangential la
directia in
care X si Y sunt axe se deplaseaza in orice moment.
Mach3 va controla O axa ca asta pentru G1 miscarile.
In mod clar punctul de cutitul trebuie sa fie cat mai apropiat de
axa despre care o transforma si aceasta axa trebuie sa
fie paralele
la axa Z de la masina.
Functia este activata de tangential de control
. buton. In cele mai multe aplicatii nu exista o limita a
unghiului de cutit prin care pot fi
transformat intr-un colt in timp ce este in material. Aceasta valoare
este definita in Ridicati Unghiul. Orice colt
in cazul in care schimbarea este necesara in unghi mai mare de
Ridicati Unghiul va determina axa Z pentru a crescut cu
valoarea in Ridicati Z, cutitul si apoi se vor intoarce Z va scadea astfel
ca re-intra in material in
noua directie.
Figura 6.15 - tangential de control
familie
6.2.14 limitele si diverse
de control de familie
6.2.14.1 de intrare de activare 4
De activare a semnalului de intrare 4 pot fi configurate pentru a
da un hard cu fir singur pas functie
echivalente cu butonul unice in programul de
Rularea de control de familie.
6.2.14.2 Limitele de ignorare
Mach3 poate utiliza software-ul pentru a trece peste limita
switch-uri conectate la intrarile sale.
Acest lucru poate fi automat adica jogging efectuate imediat dupa o
resetare nu va fi
supuse unor limite, pana la axa jogged este in afara
limita de switch-uri. Toggle buton si de avertizare
LED pentru Limita Auto de ignorare acest control.
Ca o alternativa limite pot fi blocate in
utilizand suprascriu Limitele comuta. Utilizarea sa este
indicat de LED-uri.
Observati ca aceste controale nu se aplica in cazul in limita
switch-uri sunt cu fir la unitatea de electronice sau de a
impiedica de activa. In acest caz, o externe
electrice suprascriu trece vor fi necesare pentru a
dezactivam trece in timp ce circuitul jog off
pe ei.

6.2.15 Setari de sistem de control
familie
Nota: controale in aceasta familie nu sunt
intr-un singur loc pe ecrane lansat cu
Figura 6.17 - Setari de sistem, Safe Z
controalelor etc
Figura 6.15 - tangential de control
familie
Mach3 controleaza si executa o parte de program
Utilizarea Mach3Mill 6-12 Rev 1.84-A2
Mach3. Veti avea nevoie pentru a cauta de ei pe programul de
Executare, Setari si Diagnostice
ecrane.
6.2.15.1 Unitati
Aceasta pune in aplicare comuta G20 si G21 coduri pentru a schimba curent
unitati de masura.
Vi se recomanda sa nu se face acest lucru decat in mica parte
fragmente din program pe
cont de faptul ca locul de munca si Instrumentul de Offset
Offset tabele sunt stabilite intr-un set de unitati.
6.2.15.2 Safe Z
Aceasta familie va permite sa definiti Z de valoare, care
este clar de cleme si parti ale
lucru. Se vor fi utilizate pentru a se intoarce acasa si de a schimba
instrument.
6.2.15.3 CV Mode / unghiular Limit
Aceasta a condus este aprins in cazul in care se executa in sistem de
"Constant Velocity" mode. Aceasta va da
fine si mai repede decat operatiunea "exacta opri" mode, dar
poate cauza unele rotunjire la
colturi ascutite in functie de viteza de axa unitati.
Chiar si atunci cand sistemul este in CV-ul
Mod de un colt, cu o schimbare de directie mai acuta decat valoarea
data in unghiular
Limita DRO se va face ca in cazul in exacta Stop a fost selectat. Detalii
complete despre acest sunt date
sub Constant Velocity de la capitolul 10.
6.2.15.4 Offline
Aceasta comutare si de avertizare
LED-ul "intrerupe" toate
semnalele de iesire de Mach3.
Acest lucru este destinat pentru
masina de instalare si testare.
Utilizarea sa in timpul unei parti
Programul va determina pe toti
felul de pozitionare
probleme.
6.2.16 Encoder control de familie
Aceasta familie afiseaza valorile de la axa codificatoare
si le permite sa fie transferate de la
si de la principalele axe DROs
Zero butonul va reseta corespunzatoare encoder DRO la zero.
Pentru a DRO buton de exemplare de valoare in principalele axe DRO (de exemplu,
se aplica acest valori ca
G92 compensate).
Greutatea DRO buton incarca encoder DRO corespunzatoare din
principalele axe DRO.
6.2.17 Z automate de control de familie
Mach3 are
posibilitatea de a stabili o mai mica
limita pentru muta in
Axa Z. Vedea
Config> Logic de dialog
pentru stabilirea statica
din acest inhiba-Z
valoare.

Exista, de asemenea, o familie de
control care permite acest lucru inhiba Z valoarea care urmeaza a fi
stabilite in timp ce pregateste
si, inainte de executarea unui cod G-program. Acest lucru este prezentat
in Figura 6.19.
Codul de program, care ar putea fi de multe ori o DXF HPGL sau de import,
astfel incat sa se face o singura
taiate sau un set de reduceri la sfarsit dorit Z adancime (probabil,
Z =
lucru este Z = 0). In ultima comanda ar trebui sa fie un M30 (Rewind)
Figura 6.18 - Encoder control de familie
Figura 6.19 - Z automate de control
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6.13 Utilizarea Mach3Mill
Folosind automate de control de control Z (a) set de Z-inhiba de valoare
prima roughing cut (probabil Z = -0,05) (b) de Jos-Z pentru a inhiba succesive
taiat adancimi
(am putea permite 0.1 ca instrument are cateva reactii de sprijin).
Toata treaba va avea nevoie de sapte
trece, pentru a ajunge
va face in mod automat de serie de reduceri la cresterea Z profunzime. De
DROs urmari
progrese decrementing L ca acestea sunt efectuate si actualizarea Z-inhiba
valoare. In cazul in care
anumit numar de L nu ajunge la o parte a programului a solicitat Z
profunzime atunci puteti actualizare
L DRO si reporniti programul.
6.2.18 laser Trigger iesire de familie
Mach3 va iesire un puls pe Digitise Trigger Out Pin
(daca este definit) in cazul in care X sau Y axe trec prin declansa
puncte.
Laser Trigger grup de control va permite sa definiti
grila de puncte in actuala unitati si in raport cu un
Datum arbitrare.
Faceti clic pe laser Grila zero in cazul in care este controlat de la
punctul
dorit grila origine. Definiti pozitii din grila de linii in
X si Y si faceti clic pe axe Toggle, pentru a permite
productia de
impulsuri, ori de cate ori o axa traverseaza o grila linie.
Aceasta facilitate este experimental si pot schimba in mai tarziu
versiuni.
6-2-19 Custom controale familii
Mach3 permite o masina de constructor, care ar putea fi dumneavoastra sau
furnizor, pentru a adauga o serie intreaga
de caracteristici de ecrane personalizat, care pot avea DROs, LED-uri si
butoane care sunt utilizate de catre
VB Script programe (fie atasat la butoanele de la nivel macro sau rula
fisiere). Exemple de
aceste instalatii sunt prezentate in Mach3 costumizare manual. Aceste
exemplu cum arata, de asemenea,
Mach3 diferite ecrane pot uita pentru a se potrivi cu diferite aplicatii,
chiar daca acestea le exercita
in esenta, aceeasi functie ceruta de o masina
de frezat sau un router.
Figura 6.20 - Digitise Puls
familie
Mach3 controleaza si executa o parte de program
Utilizarea Mach3Mill 6-14 Rev 1.84-A2
6.3 Utilizarea Wizards
Mach3 Wizards sunt
o prelungire a
Invata-instalatie care
va permite sa definiti
unele prelucrari mecanice
operatiuni, utilizand o
sau mai multe speciale
ecrane. TheWizard
va genera Gcode
pentru a face
necesare reduceri.
Exemple de Wizards
include o prelucrare
circular de buzunar,
foraj o serie de
gauri si gravare
text.
Greutatea Wizards
buton afiseaza un tabel de Wizards instalat pe sistemul
dumneavoastra. Dumneavoastra alegeti un necesar
si faceti clic pe Executare. Expertul de ecran (sau, uneori, in una
din mai multe ecrane) va fi afisata.
Capitolul 3 cuprinde un exemplu pentru morarit un buzunar. Figura 6.22 este
theWizard pentru gravura
text
Wizards s-au contribuit, de mai multi
autori si in functie de scopul lor, exista
usoara diferente in butoanele de control. Fiecare Expertul va
avea totusi un mijloc de a posta
G-cod pentru a Mach3 (Scrie marcat in figura 6.22), precum si un mijloc de
a se intoarce in principal
Mach3 ecrane. Cele mai multe Wizards va permit sa va
salvati setarile, astfel incat sa fie difuzate theWizard
din nou ofera aceleasi valori initiale pentru DROs etc
Figura 6.21 - Alegerea unui Wizard
Figura 6.22 - The Wizard Scrie ecran
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6.15 Utilizarea Mach3Mill
Figura 6.23 arata o sectiune a Toolpath ecran dupa Scrie buton
este apasat pe
Figura 6.22.
The Last Wizard butoane ruleaza expertul
tine cel mai recent utilizate fara probleme de
selectand-o din lista.
De conversatie buton opereaza un set de Wizards concepute de moda
noua Solutions. Acesti
sunt furnizate cu Mach3, dar necesita o licenta separata
pentru ele sa fie utilizate pentru a genera codul.
6.4 Se incarca G-o parte de cod de program
Daca aveti o
existente, o parte de program
care a fost scris de catre
o parte sau CAD / CAM
pachet apoi te
incarcare-o in Mach3
Incarcati folosind GCode
buton. Tu
alege fisierul din
un standard Windows
fisier dialog deschis.
Ca alternativa, puteti
alege dintr-o lista de
recent utilizate fisiere
care este afisata
de recenta Fisiere
ecran de buton.
Cand dosarul este ales, Mach3 va
incarca si analizeaza codul. Acest lucru va genera o toolpath
pentru aceasta, care va fi afisat, si va stabili programul Extrema.
Incarcate de cod de program va fi afisat in lista de cod G-fereastra.
Puteti derula
prin aceasta miscare a subliniat linie de curent, utilizand bara de
derulare.
Figura 6.23 - Dupa rularea Scrie expertul
Figura 6.24 - Se incarca G-Code
Mach3 controleaza si executa o parte de program
Utilizarea Mach3Mill 6-16 Rev 1.84-A2
6.5 Editarea o parte de program
Cu conditia pe care le-ati definit un program pentru a fi utilizat in
calitate de G-code editor (in Config> Logic),
Aveti posibilitatea sa editati codul printr-un clic pe butonul
Editati. Nominalizat editorul dvs. se va deschide intr-o noua
fereastra cu codul incarcate in acesta.
Cand ati terminat de editare ar trebui sa salvati fisierul
si iesiti din editor. Acest lucru este
probabil cel mai usor de facut, prin utilizarea aproape caseta si
raspunsul Da la "Vrei sa
salva modificarile? "dialog.
In timp ce editarea, Mach3 este suspendata. Daca faceti clic pe
fereastra in care va arata a fi blocat
sus. Puteti sa recupereze de intoarcere pentru editor si
inchidere.
Dupa editarea revizuit cod va fi analizat din nou si folosite pentru
a regenera de toolpath
si Extrema. Aveti posibilitatea sa regenerati de toolpath
in orice moment, folosind butonul regenera.
6.6 Manual de pregatire si ruleaza o parte de program
6.6.1 introducerea-un program de scris
Daca doriti sa scrieti un program "de la zero", atunci
puteti face acest lucru prin rularea
editor afara Mach3 si salvand fisierul sau puteti folosi butonul
Editati, cu nici o parte
program incarcat. In acest caz, va trebui sa Salvare ca completat
fisierul si iesiti din editor.
In ambele cazuri va trebui sa folositi File> Load G-cod pentru a
incarca noul program in Mach3.
Atentie: Erori in linii de cod sunt, in general, ignorate. Nu trebuie
sa se bazeze pe fiind dat
o sintaxa verifica.
6.6.2 Inainte de a rula o parte de program
Este, de bune practici pentru o parte de program pentru a nu face presupuneri
cu privire la starea de masina
atunci cand aceasta incepe. Este, prin urmare, ar trebui sa includa
G17/G18/G19, G20/G21, G40, G49, G61/G62,
G90/G91, G93/G94.
Mach3 controleaza si executa o parte de program
Rev 1.84-A2 6.17 Utilizarea Mach3Mill
Ar trebui sa se asigure ca axe sunt cunoscute intr-o pozitie de
referinta - probabil, prin utilizarea
Ref Toate buton.
Ai nevoie de a decide daca programul incepe cu un S cuvant sau in cazul in
care aveti nevoie pentru a seta
ax viteza de mana sau de a introduce o valoare in S DRO.
Veti avea nevoie pentru a se asigura ca o metoda
corespunzatoare de feedrate este stabilit inainte de orice G01/G02/G03
comenzi
sunt executate. Acest lucru poate fi realizat printr-un cuvant sau F
introducerea datelor in F DRO.
Inainte este posibil sa aveti nevoie pentru a selecta un instrument
si / sau la locul de munca Offset.
In cele din urma, cu exceptia cazului in care acest program a fost
dovedit a fi valabil, ar trebui sa incerce rula un loc uscat,
taiere "de aer" pentru a vedea ce se intampla nimic groaznic.
6.6.3 Rularea program
Tu ar trebui sa monitorizeze premiera de orice program cu mare
grija. Puteti gasi pe care le-ati
nevoia de a trece peste rata de alimentare sau, poate, ax de viteza,
pentru a reduce sau de a trancanit
optimizarea productiei. Cand doriti sa faceti modificari,
ar trebui sa faceti acest lucru, fie pe "zbor"
sau de a folosi in pauza, va face modificari si faceti
clic pe Start Cycle.
6.7 Construirea G-codul de importatoare alte
fisiere
Mach3 va converti fisierele din DXF, HPGL sau JPEG
format in G-cod, care va face o reprezentare
dintre ele.
Aceasta se face utilizand File> Import
HPGL / BMP / JPG sau File> Import> DXF meniu.
Au ales un tip de fisier, va trebui sa incarcati
fisierul original. Vi se solicita de la parametrii
define de conversie si a hranei pentru animale si de racire
comenzi pentru a fi incluse in program parte. Tu
de import de date. Mach3 a pentru a crea o. TAP de lucru fisier care
contine generate
G-code, asa ca vi se va cere de catre un fisier de dialog
pentru a salva un nume si pentru acest dosar.
The. TAP fisier este apoi incarcate in Mach3 si puteti rula ca
cu nici o alta parte de program.
Detalii complete cu privire la procesele de conversie si de parametrii
acestora sunt prezentate in capitolul 8.
7. Coordonarea sistemelor, instrument de
masa si fixtures
Acest capitol explica modul in Mach3 functioneaza exact unde
vrei sa spui, atunci cand
adresati-va de instrument pentru a trece la o anumita
pozitie. Ea descrie ideea unui
sistem de coordonate, defineste Machine sistem de coordonate si
arata cat de
puteti specifica lungimi a fiecarui instrument, functia de lucru
intr-o
Accesoriu si, in cazul in care aveti nevoie pentru a, pentru a
adauga propriile variabila compensa.
Este posibil sa-l gasiti grele intampla in prima citire.
Va sugeram sa incercati
tehnicile, folosindu-va propria masina unealta. Nu este
usor pentru a face acest lucru doar
"birou" Running Mach3 ca ai nevoie pentru a vedea in cazul in care un
instrument este real si te
va trebuie sa inteleaga simplu G-codul de comenzi ca G00 si
G01.
Mach3 pot fi utilizate fara o intelegere de acest capitol, dar
te
va constata ca folosind concepte face de creare a locurilor de munca
de pe masina este
foarte mult mai rapid si mai fiabile.
7.1 Machine sistem de coordonate
Ati vazut ca cele mai multe
Mach3 ecrane au DROs etichetate "X Axa", "Axa Y" etc Daca
se va face parte cu precizie si a reduce la minim posibilitatea de a
va instrument crashing in
tot ce trebuie sa inteleaga exact ce inseamna aceste
valori, in orice moment, atunci cand sunt
de infiintare a unui loc de munca sau sa execute o parte de
program.
Acest lucru este mai usor de a explica uita la o masina. Am ales o
masina care imaginar
face mai usor de a vizualiza modul in care functioneaza sistemul
de coordonate. Figura 7.1 arata ce se
placea.
Este o masina pentru producerea de desene cu un pix sau stilou simtit
evacuate pe suport de hartie sau
carton. Se compune dintr-o fix de masa si o cilindrice pen-titular,
care poate trece de la stanga si la
dreapta (X directie), fata si spate (Y directie)
si in sus si in jos (Z-directie). Cifra
arata un patrat care tocmai a fost desenat pe hartie.
Figura 7.2 arata Machine sistem de coordonate masurile care (va
permite un cuvant de spus in inch) de la
suprafata din tabelul de la ei de jos in coltul din stanga. Dupa
cum veti vedea in coltul din stanga jos
de hartie este de
X
In cazul in care punctul de condei a fost la colt de masa, atunci, pe acest
sistem, ar fi in
Acasa sau la care face referire pozitie. Aceasta pozitie
este adesea definit de pozitia Home
switch-uri care se muta la masina, cand acesta este pornit. In
orice caz, va exista o
Masa
Pen-titular
Figura 7.1 - baza de tragere Machine
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-2 Rev 1.84-A2
pozitia zero pentru fiecare axa a numit masina de zero absolut. Vom
reveni la cazul in care
Prima de fapt ar putea fi puse pe o masina reala.
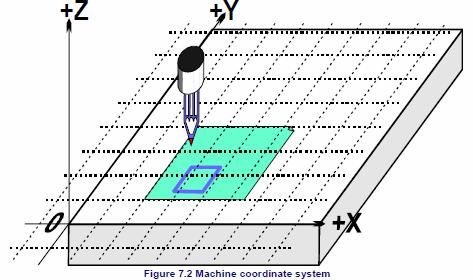
Ati vazut ca cele mai multe
Mach3 ecrane au DROs etichetate "X Axa", "Axa Y" etc Daca
se va face parte cu precizie si a reduce la minim posibilitatea de a
va instrument crashing in
tot ce trebuie sa inteleaga exact ce inseamna aceste
valori, in orice moment, atunci cand sunt
de infiintare a unui loc de munca sau sa execute o parte de
program.
Acest lucru este mai usor de a explica uita la o masina. Am ales o
masina care imaginar
face mai usor de a vizualiza modul in care functioneaza sistemul
de coordonate. Figura 7.1 arata ce se
placea.
Este o masina pentru producerea de desene cu un pix sau stilou simtit
evacuate pe suport de hartie sau
carton. Se compune dintr-o fix de masa si o cilindrice pen-titular,
care poate trece de la stanga si la
dreapta (X directie), fata si spate (Y directie)
si in sus si in jos (Z-directie). Cifra
arata un patrat care tocmai a fost desenat pe hartie.
Figura 7.2 arata Machine sistem de coordonate masurile care (va
permite un cuvant de spus in inch) de la
suprafata din tabelul de la ei de jos in coltul din stanga. Dupa
cum veti vedea in coltul din stanga jos
de hartie este de
X
In cazul in care punctul de condei a fost la colt de masa, atunci, pe acest
sistem, ar fi in
Acasa sau la care face referire pozitie. Aceasta pozitie
este adesea definit de pozitia Home
switch-uri care se muta la masina, cand acesta este pornit. In
orice caz, va exista o
Masa
Pen-titular
Figura 7.1 - baza de tragere Machine
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-2 Rev 1.84-A2
pozitia zero pentru fiecare axa a numit masina de zero absolut. Vom
reveni la cazul in care
Prima de fapt ar putea fi puse pe o masina reala.
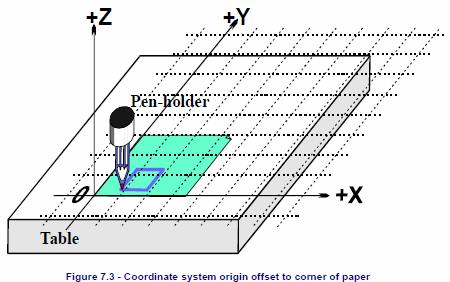
Punctul de condei, la fel ca la
sfarsitul anului o taiere instrument, este in cazul in care lucrurile
se intampla si se numeste
Punctul controlate. Axa DROs in Mach3 intotdeauna afisate coordonatele de
Punctul controlat fata de unele sistem de coordonate. Motivul pentru
care aveti pentru a citi acest
capitol este ca nu este intotdeauna convenabil de a avea zero-uri de
masurare a coordona
sistem de la un post fix, locul de masina (la fel ca si la colt de
masa, in exemplul nostru).
Un exemplu simplu va arata de ce e asa.
Urmatoarele parte de program pare, la prima vedere, potrivit pentru
tragere de 1 "patrat in Figura
7.1:
N10 G20 F10 G90 (infiintat unitati imperial, o incetinire a
furajelor rata, etc)
N20 G0 Z2.0 (ridicati pen)
N30 G0 X0.8 Y0.3 (rapida in jos stanga patrat)
N40 G1 Z0.0 (pen-jos)
N50 Y1.3 (putem lasa afara de G1 ca am facut doar unul)
N60 X1.8
N70 Y0.3 (merge in sensul acelor de ceasornic rotund SHAPE)
N80 X0.8
N90 G0 X0.0 Y0.0 Z2.0 (pen muta-te din drum si ridicati-l)
N100 M30 (la sfarsitul programului)
Chiar daca nu se poate inca urmati toate codul este usor
pentru a vedea ce se intampla. De exemplu
de pe linia N30-a spus ca masina este controlata pentru a muta punctul de a X =
0.8, y = 0.3. Prin linia N60
de punct va fi controlata de
Axa 1.8000 X Y Z 1.3000 Axa Axa 0.0000
Problema, desigur, este ca piata nu a fost stabilita pe hartie, ca si
in figura 7.1
dar pe masa de langa coltul. Partea program scriitor a
masurata de la coltul
de hartie, dar a masinii este de masurare de la masina de
pozitia zero.
7.2 Locul de Munca compensa
Mach3, la fel ca toti controlerii de masina, va permite
sa mutati origine a coordona sistemul de
sau, cu alte cuvinte, in cazul in care masurile de la (de exemplu, in
cazul in care pe masina este de a considerat a fi
zero pentru miscarile de X, Y, Z etc)
Aceasta se numeste compensare a coordona system.Figure 7.3 arata ce
s-ar intampla daca am putea compensa actual sistem de coordonate pentru a
colt de hartie. Amintiti-va de G-code intotdeauna muta
controlata punct la
numerele indicate in actualul sistem de coordonate.
Ca de obicei, acolo va fi un fel de fixare in coli de hartie, unul cate unul,
in pozitia sa aratat,
compensa acest lucru se numeste offset si 0, 0, 0 este punctul de
origine a acestui coordona
sistem.
Acest lucru este atat de util a compensa faptul ca exista mai multe
modalitati de a face aceasta folosind Mach3 dar ele sunt
toate organizate folosind compensa ecran (vezi Anexa 1 pentru un screenshot)
7.2.1 Setarea origine de lucru la un anumit punct de
Cel mai evident mod consta din doua etape:
1. De afisare a compensa ecran. Mutare controlate Point (pen) pentru cazul
in care doriti ca noi
origine pentru a fi. Acest lucru poate fi realizat de jogging sau, daca se
poate calcula cat de mult este de la
pozitia actuala a putea utiliza G0s cu manuala a datelor de
intrare
2. Faceti clic pe butonul Touch de langa fiecare dintre axe in
curente de lucru Offset parte a
ecran. La prima atingere, veti vedea ca existente coordona a atins
axa
este pus in partea de offset DRO si axa DRO reads zero. Ulterioare atinge
pe
alte axe de coordonate curent copie de la zero si a compensa faptul
ca axa DRO.
Daca te intrebi ce sa intamplat atunci urmatoarele poate ajuta. De
lucru sunt compensate valori
intotdeauna adauga numerele in axa DROs (de exemplu, actuala coordonate de
controlat
punct) pentru a da absolut masina coordonate din punct de controlat.
Mach3 va afisa
absoluta coordonate din punct de controlat, daca faceti clic pe
butonul de masini Coords. De
Clipeste LED-ul sa te avertizez ca coordonatele afisate
sunt cele absoluta.
Nu este un alt mod de stabilire a compensa care pot fi utilizate daca
stiti pozitia
in cazul in care doriti ca noi sa fie origine.
In coltul din hartie este, de ochi, in jur de 2.6 "si dreptul de
punct de la colt de masa. Sa presupunem ca aceste cifre sunt suficient de
exacte pentru a fi
utilizat.
1. Tip 2.6 si 1.4 in X si Y Offset DROs. Axa DROs se va schimba (de
avand compensa scazute de la ei). Amintiti-va ce nu s-au mutat
efectiv
pozitia de la punctul controlata atat de coordonatele sale trebuie
sa se modifica atunci cand va deplasati
origine.
Masa
Pen-titular
+ Z + Y
Figura 7.3 - sistem de coordonate origine compensate la colt de hartie
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-4 Rev 1.84-A2
2. Daca vrei sa ai putea verifica toate este bine prin utilizarea MDI
linie a G00 x0 Y0 z0. De
pen-ar fi sa atingeti tabelul de la colt de hartie.
Am descris folosind munca compensa numarul 1. Puteti folosi orice
numar de la 1 la 255.
Doar una este in uz, in orice moment, iar acest lucru poate fi ales de
catre DRO compensa pe ecran sau
prin utilizarea G-coduri (G54
Rezultatul final, modul de stabilire a unui lucru este compensat prin tastarea
unui nou valoare intr-o axa DRO. De
curent de lucru compensate va fi actualizat, astfel incat controlate punct de
la care se face referire este de valoare in prezent in
axa DRO. Observati ca masina nu trece, este doar faptul ca
la originea
sistem de coordonate a fost schimbat. Zero-X, Y-Zero etc butoane sunt
echivalente cu
tastati 0 in axa DRO corespunzatoare.
Sunteti sfatuit sa nu foloseasca aceasta metoda
final pana cand nu sunteti sigur, utilizand munca compensa faptul
ca
au fost infiintate cu ajutorul compenseaza ecran.
Deci, pentru a recapitula de exemplu, prin compensare de curent sistem de
coordonate de un offset de lucru noi
pot atrage patrat la locul potrivit pe hartie, oriunde ne-am inregistrat-o
jos la
masa.
7.2.2 Home practica intr-o masina
Asa cum am mentionat mai sus, desi pare ingrijit la prima
vedere, de multe ori nu este o idee buna de a avea
Home Z pozitie la suprafata a tabelului. Mach3 are un buton pentru a
Referinta toate
axe (sau puteti sa le Referinta individual). Pentru un
efectiv de masini care a home
switch-uri instalate, aceasta se va muta fiecare axe liniare (sau ales axa),
pana la trecerea acestuia este
operat apoi muta usor de pe ea. Absoluta masina sistem de coordonate
origine (de exemplu,
masina de zero), atunci este setat la dat X, Y, Z etc valori -
frecvent 0.0. Puteti, de fapt,
defini o non-valoare zero pentru switch-uri de origine, daca doriti,
dar ignora acest lucru pentru acum!
Z trece de acasa este, in general, stabilite la cel mai inalt Z
pozitia in tabelul de mai sus. Desigur, daca
de referinta este pozitia masina coordona Z = 0.0 apoi
toate pozitiile de lucru sunt mai mici
si va fi negativ Z valori in masina coordonate.
Din nou, daca acest lucru nu este in totalitate clar, in prezent, nu
va faceti griji. Avand controlate Point (instrument)
La o parte, atunci cand este in mod evident, homed, practic, comod si este
usor de a utiliza
compensate de lucru (e) de a stabili un sistem de coordonate convenabil pentru
un material de pe masa.
7.3 Ce zici de diferite
lungimi de instrument?
Daca se simt increzator masura apoi
este timpul pentru a vedea cum se rezolva o alta
practic problema.
Sa presupunem ca acum vreti sa adaugati un rosu
dreptunghi de desen.
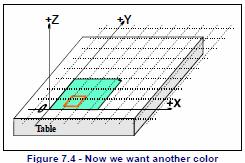
Noi jog de axa Z si pune in rosu
stilou in titularului in loc de albastru
unu. Din pacate pix de culoare rosie este mai mult decat
de un albastru atat de cand vom merge la actualul sistem de coordonate de
origine tip smashes in
tabel. (Figura 7.5)
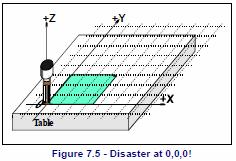
Mach3, ca si alte controlere CNC, a
o modalitate de stocare de informatii cu privire la
unelte (pixuri, in sistemul nostru). Acest instrument
Tabelul va permite sa-i spuneti de sistem
aproximativ 256 pana la diferite instrumente.
Pe de compensa ecran se va vedea
spatiu pentru un numar si Unealta
informatii despre acest instrument. De DROs
sunt etichetate Z-offset, diametru si T.
Ignorati DRO Touch de corectare si
Masa
+ Z + Y
Figura 7.5 - Dezastru la 0,0,0!
Masa
+ Z + Y
Figura 7.4 - Acum ne-o dorim o alta culoare
Coordonarea sistemelor, instrument de masa si fixtures
Rev 1.84-A2 7-5 Utilizarea Mach3Mill
sa asociat butonul marcat ON / OFF pentru acum.
In mod implicit, va trebui Instrumentul # 0 selectat, dar isi
compenseaza va fi oprit.
Informatii despre instrument diametru este de asemenea utilizat pentru Cutter
Compensatii (Qv)
7.3.1 Presettable unelte
Ne vom asuma masina dvs. are un toolholder
sistem care va permite sa va puneti un instrument in
in exact aceeasi pozitie de fiecare data.
Acest lucru ar putea fi o moara cu o multime de chucks
sau ceva de genul un automata Chuck
(figurile 7.10 si 7.11 - in cazul in care centrehole
de instrument este inregistrata fata de un
PIN-ul). In cazul in care instrumentul de pozitie este diferit in fiecare
timp, atunci va trebui sa infiinteze in
compensa de fiecare data cand il modificati. Acest lucru va
fi descris mai tarziu.
La noi in desen masina, sa
presupunem de
pixuri inregistra intr-o gaura orb care este 1 "
adanc in stilou titular. Pix de culoare rosie este
4.2 "lung si albastru, un 3-
1. Sa presupunem ca masina a fost referite / homed si un offset de lucru
definit pentru
colt de hartie cu Z = 0.0 fiind de masa, folosind in partea de jos
fata de gol stilou
titularului. Ti-ar jog axa Z a spus pana la 5 "si a se potrivi cu pix
albastru. Enter" 1 "(care va
fi albastra pen) in Instrumentul de numarul DRO, dar nu faceti
clic pe Offset ON / OFF pentru a PE inca. Jog
Z in jos pentru a atinge hartia. Axa Z DRO ar citi 2.7 ca stiloul tije 2.7 "
din titularului. Apoi, faceti clic pe butonul de Touch Z compensate. Acest
lucru ar incarca
(2.7 ") in Z compensate de Instrumentul # 1. Facand clic pe Offset ON /
OFF comuta ar lumina
LED-uri si de a aplica instrument compensate si astfel axa Z DRO va
citi 0.0 Ai putea trage
patrat prin rularea de exemplu, o parte de program ca si pana
acum.
2. Inainte de a folosi creion rosu ar trebui sa jog pe axa Z sus
(spun
albastru stilou si pune in rosu. Fizic schimbarea de tarcuri,
evident, nu se modifica
axa DROs. Acum tu ar opri instrument compensate LED, selectati
Instrumentul # 2, jog
Touch si la colt de hartie. Acest lucru ar infiintat instrument
2 Z compensate de la 3,2 ".
Trecerea Pe de offset pentru Instrumentul # 2 din nou, vor fi afisate Z =
0.0 pe axa DRO, astfel incat
o parte de program ar atrage Piata Rosie (mai mult de un albastru).
3. Acum, ca instrumentele de 1 si 2 se instituie puteti
schimba-le cat de des doriti si sa obtina
corect curent sistem de coordonate, prin selectarea corespunzatoare
instrument numarul si
trecerea acesteia pe compensa. Acest instrument de selectie si de
trecerea de pe si de pe poate compensa
fi realizat in parte de program (T cuvant, M6, G43 si G49) si exista
DROs pe
Programul standard de Executare ecran.
7.3.2 non-presettable unelte
Unele instrument titulari nu au o modalitate de a refitting-un anumit
instrument exact in acelasi loc in fiecare
timp. De exemplu, collet de un ruter este, de obicei, plictisit prea adanc in
jos de instrument. In acest
caz s-ar putea fi inca in valoare de infiintare a unui instrument
offset (sa zicem cu instrument # 1) de fiecare data cand este
schimbat. Daca o faci in acest fel puteti sa faca uz de mai
mult de un offset de lucru (a se vedea 2
si 3 de aderenta fixtures ilustrat de mai jos). Daca nu
aveti un dispozitiv fizic poate fi la fel de
usor sa-si redefineasca Z de la locul de munca
compenseaza compensa de fiecare data cand schimbati instrument.
7.4 Cum a compensa valorile sunt stocate
Cele 254 de lucru compenseaza sunt stocate intr-un tabel, in Mach3. 255 de
instrument compensa si diametre
sunt stocate intr-o alta masa. Puteti vedea aceste tabele,
folosind lucru compenseaza masa si
Instrumentul de compensa Tabelul compensa butoanele de pe ecran. Aceste tabele
au spatiu suplimentar pentru
informatii care nu este utilizat in prezent de catre Mach3
Figura 7.6 - Endmill intr-un presettable titular
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-6 Rev 1.84-A2
Mach3 general va incerca sa-si aminteasca de valori pentru toate
activitatile si de la un instrument compensa rula
de program la altul, dar te va solicita la inchiderea programului, pentru a
verifica daca
vrei sa faci orice pentru a salva valori modificate. Casetele de selectare pe
Config> membru de dialog (q.v.)
va permit sa schimbati acest comportament astfel incat sa
fie in mod automat Mach3 va salva de valori
fara deranjeaza sa va intreb sau nu va salva automat.
Cu toate acestea, automate de economisire optiuni sunt configurate,
puteti folosi butonul Salvare pe
dialoguri, care afiseaza tabelele de la vigoare a salva o sa
apara.
7.5 tragere la sorti de copii - Meciuri
Acum imaginati dorim sa ne bazam pe multe foi de
hartie. Acesta va fi dificil de banda in fiecare dintre
acelasi loc pe masa si asa va fi necesar
pentru a seta compensa lucru de fiecare data. Mult mai bine
ar trebui sa aiba o farfurie cu insigne lipit de
aceasta si de a utiliza pre-perforate de hartie sa se inscrie pe
insigne. Tu, probabil, vor sa recunoasca acest lucru ca pe o
exemplu tipic de un dispozitiv care a fost mult timp
folosite in masina magazine. Figura 7.7 arata
masina atat de dotat. Ar fi comuna pentru
de fixare a avea dowels sau similare asa ceva
ca intotdeauna mounts in acelasi loc pe
masa.
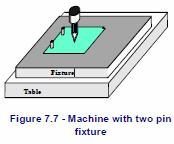
S-ar putea muta acum curente sistem de
coordonate
prin stabilirea de lucru pentru a compensa # 1 coltul din
hartie pe real dependinte. Rularea de exemplu
Programul ar atrage patrat exact ca inainte.
Aceasta, desigur, va avea grija de diferenta de Z
coordonatele cauzata de grosime de armatura.
Putem sa punem noi bucati de hartie pe insigne si
obtine patrat exact in locul potrivit, pentru fiecare
cu nu mai mult de infiintare.
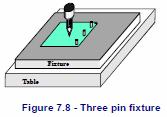
S-ar putea sa aiba, de asemenea,
un alt dispozitiv pentru o perioada de trei-balmes
hartie (Figura 7.8) si-ar putea dori sa swap intre doi si trei
de aderenta pentru fixtures
diverse locuri de munca atat de
munca compensate # 2
ar putea fi definit
in coltul din
de hartie pe
codul PIN de trei dependinte.
Puteti, desigur
defini orice punct de pe
de fixare in calitate de
originea sa compenseze
sistem de coordonate.
Pentru desen
masina ne-ar
vrea sa faca din
coltul din stanga jos
de hartie se
X = 0 & y = 0 si
suprafata superioara a dependinte fi Z = 0.
Aceasta este comun pentru un dispozitiv fizic pentru a putea fi utilizate
pentru mai mult de un loc de munca. Figura 7.9
arata cele doua si trei gaura fixtures combinate. Ti-ar avea,
desigur, doua intrari in
compensate de lucru care sa corespunda compensa pentru a fi utilizate
pentru fiecare. In figura 7.8 curenta
Sistem de coordonate este afisata set de utilizare a doua gaura
hartie optiune.
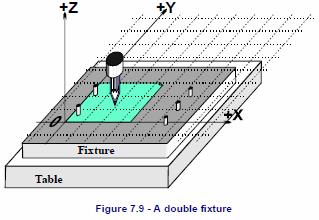
7.6 practice de "Atingerea"
7.6.1 Sfarsit mori
Pe o masina unealta manuala este destul de usor de
simt pe manere in cazul in care un instrument este de a atinge
de lucru, dar pentru precise de lucru este mai bine sa se
au un balon (probabil, o bucata de hartie sau
de plastic de la o ciocolata) sau bilet de instrument de masura,
astfel incat sa
pot spune, atunci cand acesta este in curs de prins. Acest lucru este
ilustrat pe o moara in figura 7.10.
Pe de Offset ecran puteti introduce
grosime de acest balon sau alunecare Gage in
DRO langa Setati Instrumentul Offset buton. Cand
Sret sa utilizati Instrumentul de offset pentru a seta un offset DRO
de asemenea, apoi in grosime de instrument de masura va
sa li se permita pentru
Figura 7.10 - Folosirea unui instrument de
masura, atunci cand se furisa
ating Z compensate pe o moara
De exemplu, sa presupunem ca
ati avut axa DRO
Z = -3.518 cu 0.1002 "aluneca usor detinute.
Alegeti Instrumentul # 3 tastand 3 din Instrumentul DRO.
Introduceti 0.1002 in DRO in Gage Bloc
Inaltime si faceti clic pe Set Instrumentul de offset.
Dupa
a atinge axa DRO reads Z = 0.1002
(i.e controlate Point este 0.1002) si
instrument 3 va fi a compensa Z -0.1002.
Figura 7.11 arata acest proces, chiar inainte de
faceti clic pe Setare Instrumentul de offset.
Daca aveti un exacte cilindrice Gage
si de un nivel rezonabil de dimensiuni de pe suprafata plana
sus de lucru, apoi, folosind aceasta poate fi
chiar mai bine decat jogging in jos la un balon de
sau alunecare Gage. Jog in jos, astfel incat cu role
nu va trece sub instrument. Acum foarte lent jog pana puteti doar
roll-o in conformitate cu acest instrument.
Apoi, puteti sa faceti clic pe butonul Touch. Nu este un avantaj
evident de siguranta in care un jogging
pic prea mare nu face rau, trebuie doar sa incepe din nou. Jogging in jos
la un informator sau de gaj
riscuri de deteriorare a taierea marginilor de instrument.
7.6.2 Edge gasirea
Este foarte dificil de stabilit cu exactitate o moara
la o margine
instrumentul. Un marginea-Finder instrument ajuta
aici, Figura 7.12 arata minus X
margine de o parte fiind gasit.
The Touch Rectificarea poate fi folosit aici
, de asemenea. Veti avea nevoie de raza de
sonda tip si grosime de orice sondare
sau alunecare Gage.
7.7 G52 si G92 compensa
Exista inca doua moduri de a compensa
controlate Punctul G-utilizand codurile G52
si G92.
Atunci cand elibereaza un G52, spune Mach3
de faptul ca pentru orice valoare din punct de controlat
(de exemplu, X = 0, Y = 0) doriti reale
masina de pozitia compensata prin adaugarea
Figura 7.10 - Folosirea unui instrument de masura, atunci cand se
furisa
ating Z compensate pe o moara
Figura 7.12 - Edge-cautator in folosinta pe o moara
Figura 7.11 - Introducerea Z compensata de date
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-8 Rev 1.84-A2
avand in vedere valorile X, Y si / sau Z.
Cand utilizati G92, spune ce vrei Mach3 coordonatele curent
controlata
Punctul de a fi dat de valorile X, Y si / sau Z.
Nici G52 nici G92 muta instrument le este suficient sa adaugati
un alt set de compensa de origine a
Sistem de coordonate curent.
7.7.1 Utilizarea G52
Un exemplu simplu de utilizare a G52 este in cazul in care s-ar putea sa
vrea sa produca doua forme identice
mancat diferite locuri de pe lucru. Codul am uitat la fata atrage un 1
"patrat cu
un colt de
G20 F10 G90 (infiintat unitati imperial, o incetinire a
furajelor rata etc)
G0 Z2.0 (ridicati pen)
G0 X0.8 Y0.3 (rapida in jos stanga patrat)
G1 Z0.0 (pen-jos)
Y1.3 (putem lasa afara de G1 ca am facut doar unul)
X1.8
Y0.3 (merge in sensul acelor de ceasornic rotund SHAPE)
X0.8
G0 X0.0 Y0.0 Z2.0 (pen muta-te din drum si ridicati-l)
Daca vrem un alt patrat, dar cel de-al doilea cu un colt de
codul de mai sus poate fi utilizat de doua ori, dar cu ajutorul G52
sa se aplice si compensate inainte de cel de-al doilea exemplar.
G20 F10 G90 (infiintat unitati imperial, o incetinire a
furajelor rata etc)
G0 Z2.0 (ridicati pen)
G0 X0.8 Y0.3 (rapida in jos stanga patrat)
G1 Z0.0 (pen-jos)
Y1.3 (putem lasa afara de G1 ca am facut doar unul)
X1.8
Y0.3 (merge in sensul acelor de ceasornic rotund SHAPE)
X0.8
G0 Z2.0 (ridicati pen)
G52 X2.2 Y2 (temporar compensate pentru a doua patrat)
G0 X0.8 Y0.3 (rapida in jos stanga patrat)
G1 Z0.0 (pen-jos)
Y1.3 (putem lasa afara de G1 ca am facut doar unul)
X1.8
Y0.3 (merge in sensul acelor de ceasornic rotund SHAPE)
X0.8
G52 x0 Y0 (Scapa de compensa temporar)
G0 X0.0 Y0.0 Z2.0 (pen muta-te din drum si ridicati-l)
Copierea de cod nu este foarte elegant, dar ca este posibil de a avea un cod
G-subroutine (A se vedea
M98 si M99) de cod comun poate fi scris o data si a solicitat ori de
cate ori aveti nevoie de
- De doua ori in acest exemplu.
De subroutine versiune este afisat mai jos. Stiloul sus / jos de comenzi
au fost pana tidied
si subroutine de fapt atrage la 0,0 cu un G52 a fi utilizat pentru
stabilirea colt de ambele
patrate:
G20 F10 G90 (infiintat unitati imperial, o incetinire a
furajelor rata etc)
G52 X0.8 Y0.3 (incepe de la prima patrat)
M98 P1234 (apel subroutine pentru patrat in prima pozitie)
G52 X3 Y2.3 (inceputul celui de-al doilea patrat)
M98 P1234 (apel subroutine pentru patrat la a doua pozitie)
G52 x0 Y0 (Important - a scapa de compensa G52)
M30 (inapoi la sfarsitul anului de program)
Coordonarea sistemelor, instrument de masa si fixtures
Rev 1.84-A2 7-9 Utilizarea Mach3Mill
O1234
(Inceput de subroutine 1234)
G0 x0 Y0 (rapida in jos stanga patrat)
G1 Z0.0 (pen-jos)
Y1 (putem lasa afara de G1 ca am facut doar unul)
X1
Y0 (merge in sensul acelor de ceasornic rotund SHAPE)
X0
G0 Z2.0 (ridicati pen)
M99 (intoarcerea de la subroutine)
Observati ca fiecare G52 se aplica un nou set de compensa care
nu tine cont de orice anterior
emise G52.
7.7.2 Utilizarea G92
Cel mai simplu exemplu este cu G92, la un anumit punct, pentru a seta X & Y
la zero, dar puteti seta
orice valori. Cel mai usor mod de a anula G92 compensa este de a introduce
"G92.1" pe linia de MDI.
7.7.3 Ai grija cu G52 si G92
Aveti posibilitatea de a specifica compensa pe cat mai multe axe, astfel
cum va place, inclusiv de catre o valoare pentru axa
scrisoare. In cazul in care o axa de nume nu este dat atunci sa compensate
ramane nemodificat.
Mach3 utilizeaza aceleasi mecanisme interne pentru G52 si G92
compensa; aceasta nu doar diferit
calcule cu X, Y si Z cuvinte. Daca utilizati G52 si G92
impreuna tine (si chiar
Mach3) va deveni atat de confuz ca dezastru va aparea in mod
inevitabil. Daca chiar doriti sa
dovedi pe care le-ati inteles modul in care acestea
functioneaza, infiintat unele compensa si muta controlate
punct la un set de coordonate, sa zicem X si Y = 2.3 = 4.5. Prezicem
absolut masina
coordonate, ar trebui sa aiba si sa le verifice prin Mach3
afisa masina
coordonate cu "Mach" buton.
Nu uitati sa clara a compensa cand le-au folosit.
Atentie! Aproape tot ce se poate face cu G92 compensa poate fi facut
mai bine, utilizand
locul de munca sau poate compensa G52 compensa. Pentru ca se bazeaza pe
G92 controlate, in cazul in care punctul este la fel de
bine ca axa de cuvinte, in momentul G92 este eliberat, modificari in programe
pot introduce cu usurinta
erori grave, ceea ce conduce la erori.
Multi operatori considera ca este greu pentru a tine cont
de trei seturi de compensa (locul de munca, si Instrumentul de
G52/G92)
si daca confuz va sparge in curand, fie va instrument sau mai
rau masina dvs.!
7.8 Instrumentul de diametru
Presupunem albastru patrat stabilite folosindu-ne de masini este in
plan pentru o gaura in capacul unui
copilului forma Sortare-o cutie in care se va potrivi cub albastru.
Amintiti-va G-coduri de a muta
Punctul controlate. De exemplu, o parte
Programul a atras un 1 "patrat. In cazul in care
instrument este o grosime de pasla stilou apoi gaura
va fi semnificativ mai mici decat 1 "
patrat. A se vedea figura 7.13.
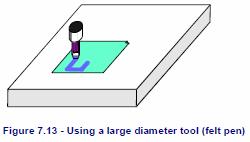
In aceeasi problema in mod evident,
apare cu un endmill / slot exercitiu.
Este posibil sa doriti sa taie un buzunar sau sa fie
lasand o insula. Acestea trebuie
diferite de compensare.
Acest sunet usor de facut, dar in
practica exista mai multe "in draci
in detaliu "in cauza cu
inceputul si sfarsitul celui de-al taiere. Este, de obicei
pentru un Expertul dumneavoastra sau CAD / CAM software-ului pentru a
se ocupa de aceste probleme. Mach3, cu toate acestea, permite o parte de
program pentru a compensa
diametru de ales instrument cu efective de taiere se muta fiind
specificat ca, sa zicem, de 1 "
Figura 7.13 - Folosirea unui instrument de diametru mare (a simtit pen)
Coordonarea sistemelor, instrument de masa si fixtures
Utilizarea Mach3Mill 7-10 Rev 1.84-A2
patrat. Aceasta caracteristica este importanta, in cazul in
care autorul a parte program nu stie exact
diametru de taiat, care va fi folosit (de exemplu, ea poate fi mai mic
decat nominala, datorita repetate
ascutire). Instrumentul de masa va permite sa definiti
diametru de instrumentul sau, este unele aplicatii,
diferenta de diametru nominal instrument real al instrument fi folosit -
probabil, dupa
ascutire multiple. A se vedea capitolul Cutter Despagubiri pentru
detalii complete.
DXF, HPGL si imagine de import
Rev 1.84-A2 8-1 Utilizarea Mach3Mill
8. DXF, HPGL si imagine de import
Acest capitol se refera la importul de fisiere si de conversia
acestora la o parte de programe de
Mach3
Aceasta presupune o intelegere limitata de simplu G-coduri si
functia lor.
8.1 Introducere
Dupa cum veti fi vazut Mach3Mill foloseste o parte de
program pentru a controla instrument de circulatie in
masina unealta. Este posibil sa aveti parte de
programe scrise de mana (spiral.txt este un astfel de exemplu)
sau le-a generat, folosind un CAD / CAM (Computer Aided Design / Computer Aided
De fabricatie) de sistem.
Importarea fisierelor care definesc "grafica", in DXF, HPGL, formate
JPEG sau BMP ofera o
nivel intermediar de programare. Este mai usor decat de codificare de
mana, dar ofera mult mai putin
de control de la masina decat un program de iesire de un CAD /
CAM pachet.
Automate de control Z facilitate (Qv) si repetitive decrementing executare
a inhiba-Z
Valoarea este un instrument puternic pentru a face o serie de roughing taieturi
pe baza importate DXF si
HPGL fisiere.
8.2 DXF de import
Cele mai multe programe CAD va va permite sa iesire un
fisier in format DXF, chiar daca acestea nu
ofera nici o CAM caracteristici. Un fisier va contine o
descriere a incepe si termina de linii
si arce in desen, impreuna cu strat in care sunt stabilite pe. Mach3
va importa
un astfel de dosar si va permite sa atribui un anumit
instrument, hrana pentru animale si de rata "adancimea de taiat",
pentru fiecare
strat. DXF de fisier trebuie sa fie in format text, nu binar, si
va Mach3 doar linii de import,
polylines, cercuri si arce (nu text).
In cursul de import a putea (a) pentru a optimiza de linii pentru a reduce la
minim care nu se muta de taiere.
(b) utilizarea efectiva coordonate de desen sau compensate le astfel incat
partea de jos punct de stanga
este de 0,0, (c), la alegere, de a introduce codurile de control de arc /
fascicul de pe o plasma / laser de taiat si (d)
face de avion de la desen fi interpretata ca Z / X pentru operatiunile
de cotitura.
De import DXF este in meniul Fisier. De dialog in figura 8.1 este
afisata.
Figura 8.1 - DXF import de dialog
8.2.1 Fisier de incarcare
Acest lucru arata cele patru etape ale importatoare de fisier. Pasul
1 este de a incarca fisierul DXF. Facand clic pe
Incarcati fisiere buton afiseaza un fisier de
dialog pentru acest lucru. Figura 8.2 arata un fisier cu doua
dreptunghiuri si de un cerc.
8.2.2 Definirea de actiune pentru
straturi
Urmatoarea etapa este de a defini modul in care liniile de pe fiecare
strat de tragere sunt de a fi tratati.
Faceti clic pe Layer Control buton pentru a afisa caseta de dialog se
arata in figura 8.3.
Porniti strat sau straturi care au linii pe care le doriti sa-l
tai, pentru a alege
utilizare, de adancime de taiat, de feedrate de a utiliza, a se apuca de
treaba rata, de ax de viteza (utilizat doar daca
au un pas / directie sau PWM controler de ax), precum si ordinea in
care doriti ca straturi
taiere. Observati ca "Profunzimea cut" valoare este valoarea Z
pentru a fi utilizate la cut acest lucru, in cazul in care
Figura 8.2 - un desen de opt linii si un cerc
Figura 8.3 - Optiuni pentru fiecare strat
DXF, HPGL si imagine de import
Rev 1.84-A2 8-3 Utilizarea Mach3Mill
suprafata de lucru este Z = 0, va fi o valoare negativa. Comanda
poate fi important pentru problemele
ca taierea gaurilor dintr-o bucata inainte de a se taia din
jurul material.
8.2.3 Conversia optiuni
Inainte sa alegeti optiunile pentru procesul de conversie (vezi
pasul 3 de pe figura 8.2).
DXF informatiei: da Detalii generale de fisier care va sunt utile
pentru diagnostic
scopuri.
Optimizarea: Optimizarea Daca nu este verificat apoi entitatile
(linii, etc) va fi taiat, in ordinea in
care apar in fisierul DXF. In cazul in care se verifica, atunci
acestea vor fi re-a ordonat sa se reduca la minimum
suma de circulatie rapida traversa necesare. Retineti
ca reducerile sunt intotdeauna optimizate pentru a
reduce numarul de instrument modificarile necesare.
Ca trase: Ca trase Daca nu este verificat apoi zero coordonate de G-cod va
fi
"coltul din stanga jos" de la desen. Daca nu este verificat apoi
coordonatele de desen vor
fi coordonate de
Plasma Mode: Daca Plasma Mode este verificat apoi M3 si M5 comenzi
vor fi produse la
randul sau, de arc / laser de pe si din afara intre taieturi.
Daca nu este verificat atunci ax va fi
demarat la inceputul celei de-a parte a programului, a oprit pentru instrument
modificari si, in final, a oprit la
la sfarsitul programului.
Conexiune tól. Doua linii pe acelasi strat va fi luata in
considerare in cazul in care sa se alature la distanta
intre capetele lor este mai mica decat valoarea de acest control. Acest
lucru inseamna ca vor fi taiate
fara a trece la "Rapid avion" se insereaza intre ele. In cazul
in care originalul desen
a fost conceput cu un fel de "snap" activat aceasta facilitate, atunci
probabil ca nu sunt necesare.
Rapid avion: Acest control defineste Z valoarea care urmeaza sa
fie adoptate in timpul trece rapid intre
entitati in desen.
Mod de strung: Daca strung Mode este verificat apoi pe orizontala
(plus X) directia de tragere
vor fi codificate dupa cum Z in G-cod si pe verticala (plus Y)
va fi codificat ca minus X, astfel incat
o parte plan stabilit cu axa orizontala de desen ca sa centerline este
afisat si
cut in mod corect, in Mach3Turn.
8.2.4 Generarea de G-code
La final, apasati Generate G-codul de a efectua pasul 4. Este
conventionala pentru a salva generate Gcode
cu un fisier. TAP extensie, dar acest lucru nu este necesara si
Mach3 nu va introduce
prelungire in mod automat.
Aveti posibilitatea sa repetati pasii de la 2 la 4, sau,
intr-adevar, la 1 la 4 si, atunci cand ati terminat de aceste
clicati Adoptat.
Mach3 va incarca ultima G-codul de fisier pe care le-au generat.
Observati de comentarii
de identificare si numele si data de creatie.
Note:
¨ generat de cod G-a feedrates in functie de straturi importate. Cu
exceptia cazului in care va
ax raspunde
si schimba vitezele in timpul instrument modificari.
¨ DXF intrare este bun pentru forme simple, deoarece doar nevoie de un program
de CAD de baza pentru a
genera fisierul de intrare si functioneaza din plin
precizie de original desen
¨ DXF este bun pentru definirea piese pentru taiere cu laser sau
plasma in cazul in care "instrument"
diametru este foarte mic
¨ Pentru frezare va trebui sa va face propriul manual cote pentru
diametru de
de taiat. De DXF linii va fi calea de centreline a taiat. Acest lucru
este
nu direct, atunci cand sunt forme complexe de taiere.
¨ Programul generate dintr-un fisier DXF nu avea mai multe pentru a trece
in stare bruta
o parte sau clare in centrul unui buzunar. Pentru a atinge aceste automat va fi
nevoie
pentru a utiliza un program de CAM
DXF, HPGL si imagine de import
Utilizarea Mach3Mill 8-4 Rev 1.84-A2
¨ Daca va DXF fisier contine "text", atunci acest lucru
poate fi, in doua forme in functie de
Programul care a generat-o. Literele pot fi o serie de linii. Acestea vor fi
importate in Mach3. Literele pot fi DXF obiecte de tip text. In acest caz, ei
vor
fi ignorat. Nici una dintre aceste situatii va va da G-cod, care va
taia
litere in fontului utilizat in original desen desi liniile de un plan de
font
poate fi satisfacatoare, cu un mic punct sau v-bullnose Cutter. O
plasma sau laser
Cutter va scapa de ajuns taiate pentru a urma schema de litere
si taiat
cu toate ca le aveti pentru a fi siguri ca centrul de litere cum
ar fi "o" sau "A" este
cut inainte de plan!
8.3 HPGL de import
HPGL fisiere contin linii trase cu unul sau mai multe pixuri.
Mach3Mill face aceleasi reduceri pentru
toate stilouri. HPGL fisiere pot fi create de cele mai multe CAD si,
deseori, au filename
extensie. HPL sau. PLT.
8.3.1 Despre HPGL
Un fisier HPGL reprezinta obiecte de la o precizie mai mica decat DXF
si utilizeaza linie dreapta
segmente pentru a reprezenta toate curbele, chiar daca sunt cercuri.
De import pentru HPGL proces este similar cu DXF in faptul ca o. TAP
fisier care este produs
contine G-cod produs din HPGL
8.3.2 Alegerea fisier de import
Filtru de import este accesat de
de dialog. Figura 8.4 arata de import de dialog in sine.
In primul rand alegeti scala corespunzatoare, ca cel care a fost
produs HPGL fisier. Acest lucru este
HPGL de obicei, 40 de unitati pe milimetru (1016 de unitati
per inch). Aveti posibilitatea de a modifica acest pentru a se potrivi
HPGL diferite formate sau la scara dvs. g-codul de fisier. De
exemplu, alegerea 20 (mai degraba decat
40) ar dubla dimensiunea obiectelor definite.
Acum, introduceti numele de fisier care contine date HPGL sau
"Browse" pentru el. Implicit
prelungire pentru navigare este. PLT, deci este convenabil pentru a va
crea imagini cu numele de genul asta.
Figura 8.4 - HPGL filtru de import
DXF, HPGL si imagine de import
Rev 1.84-A2 8-5 Utilizarea Mach3Mill
8.3.3 Import parametrii
Pen-te de control este Z valori (in actuala unitate in care este Mach3 de
lucru) pentru a fi
folosite atunci cand efectuati miscari. Pen-te de obicei, va
trebui sa pozitia de instrument doar deasupra
munci.
Diferite adancimi de taiat si a hranei pentru animale tarife pot fi
programate pentru fiecare dintre "stilouri" folosite pentru a
produce de desen. Puteti alsi defini ordinea in care doriti sa
se faca reduceri. Acesta
permite taierea interiorul unei ojbject inainte de ai taiat-o din stoc!
Verificati daca numai pentru laser tabel este verificat atunci G-cod
va include o M3 (ax Start
In sensul acelor de ceasornic), inainte de a trece
trece
8.3.4 Scris de G-cod fisier
In cele din urma, care au definit de import traduceri, faceti clic pe
Import de fisiere pentru a efectiv de import de date
pentru a Mach3Mill. Vi se va cere pentru a folosi numele de fisier care se
va pastra la temperaturi de
generate de cod. Ar trebui sa introduceti numele complet, inclusiv
extinderea pe care doriti sa
utilizeze sau sa selectati un fisier existent de suprascriere.
Conventional aceasta extindere va fi. TAP.
Dupa scris fisierul faceti clic pe OK pentru a reveni
Note:
¨ filtru de import este condus de suspendare Mach3 si ruleaza
programul de filtru. Daca
ai comuta
atunci acesta va aparea pentru a fi inchis. Puteti continua cu
usurinta, prin utilizarea
Windows task bar, pentru a reveni la filtru si finalizarea procesului de
import. Acest lucru este
similar cu modul in care pentru o parte Editor programe este rulat.
¨ Daca dumneavoastra. TAP fisierul exista deja si este
deschis in Mach3, apoi de import va filtra
nu trebuie sa fie capabili sa scrie in el. Sa presupunem ca
aveti un testate de import si doriti sa schimbati
traducerile de importator, din nou, atunci trebuie sa va
asigurati ca ati aproape de
. TAP fisier in Mach3Mill inainte de repetarea import.
¨ El este, in general, mai usor de a lucra in unitati metrice in
intreaga atunci cand importa HPGL
fisiere.
¨ In cazul in care utilizati "laser Tabelul" optiune cu un cutit
de taiat cu laser sau plasma, atunci va trebui sa
verifica in cazul in care succesiunea M3/M5 si se muta in
directia Z este compatibila
cu initierea si finisare o taietura corect.
¨ Pentru frezare va trebui sa va face propriul manual cote pentru
diametru de
de taiat. De HPGL linii va fi calea de centreline a taiat. Acesta
Alocatia nu este simplu de a calcula, atunci cand sunt complexe de
taiere
forme.
¨ Programul generate dintr-un fisier HPGL nu avea mai multe pentru a trece
de dur
o parte sau de clar in centrul unui buzunar. Pentru a atinge aceste automat va
necesitatea de a utiliza un program de CAM
DXF, HPGL si imagine de import
Utilizarea Mach3Mill 8-6 Rev 1.84-A2
8.4 import Bitmap (BMP si JPEG)
Aceasta optiune va permite sa importe o
fotografie si genera un cod G -
Programul, care va face diferite
nuante de gri diferite adancimi de
taia. Rezultatul este un foto-realiste
gravura.
8.4.1 Alegerea fisier pentru a
import
Filtru de import este accesat de
File
de JPG / BMP pe butonul de dialog.
Primul pas este de a defini fisier
care contine imaginea, utilizand
Incarcati imagine de buton. In cazul in care
fisier este incarcat un dialog va solicita
pentru zona de lucru cu privire la in
care imaginea este de a fi montate. Tu
poate utiliza inch sau unitati metrice ca tine
doresc in functie de G20/21
modul in care va rula parte generate de program. Figura 8.5 arata acest
dialog. De
Mentinerea perspectiva calculeaza automat caseta de Y-size daca
o anumita X-size este
specificate si invers, astfel incat sa se pastreze in raport de
aspect al fotografiei originale. In cazul in care
imaginea este in culori, va fi convertit la monocrom, astfel cum este importat.
8.4.2 Alegeti tipul de a face
Inainte sa selectati
metoda de
face
imagine. Acest lucru este
definirea calea
de la el ca instrument de
"rasterises" de
imagine. Raster
X / Y taieturi lungul
pe axa X
se deplaseaza in Y
Axa de la sfarsitul
fiecare X-line.
Raster Y / X
face raster
linii fi in Y
directie
incrementingX
pentru fiecare linie.
Spirala porneste de la
in afara unui
cerc bounding
de imagine si
se muta la
centru. Fiecare
raster linie este
constituit dintr-un
serie de drept
Figura 8.6 - Definirea Pas-de peste
Figura 8.5 - Dimensiune fotografice de import
DXF, HPGL si imagine de import
Rev 1.84-A2 8-7 Utilizarea Mach3Mill
linii cu inaltimea de
o parte din imagine.
8.4.3 Raster si prestarea spirala
Pe masura ce selectati una dintre aceste metode de raster, vi se
va cere de catre un dialog pentru stepover
valori. A se vedea figura 8.6. Aceste defini distanta dintre linii raster
si a duratei de
scurt segmente care fiecare linie. Numarul total de miscari este
XSize ¸ X-Pas -
Peste x YSize ¸ Y-Step-a lungul si, bineinteles, creste,
dupa cum a patrat de dimensiune a obiectului
si invers patrat de marimea pas de-a terminat. Ar trebui sa
inceapa cu o modesta rezolutie
evita imposibil mare fisiere si lung taiere ori.
8.4.4 Dot difuzarea de redare
Daca alegeti a Dot
Difuzia prestarii
metoda atunci va
fi cerut un
set diferit de
detalii. Dot difuzie
"exercitii" o serie de
puncte, in mod regulat
retelei, in locul de munca.
In mod tipic, acestea vor
fi format de un Vpointed
sau taur-are nas
instrument. Adancimea de
fiecare punct este
determinata de catre
nuanta de gri la
punct de pe imagine.
Numarul de puncte
necesare pentru a acoperi
zona este calculata de catre
filtru pe baza
de forma de
instrument si adancimea
(relief) de gravura
le-ati selectat. Figura 9.7
ilustreaza date
solicitat. Fiecare punct consta intr-o pentru a trece la amplasarea, Z
pentru a trece la o adancime sale si un Z pentru a trece la
mai sus de locul de munca. Trebuie sa-ti pregateasca
imagine cu un editor foto adecvate pentru a avea un
numar rezonabil de pixeli, pentru a controla calcul de sarcina,
atunci cand diffusing de puncte. De
statisticilor obtinute de Verificati Statistici buton va va
oferi o idee despre cat de bun-simt dvs.
alegerea a fost de parametri.
Acum, avand definite de redare tehnica care l-ati stabilit in
siguranta Z la care se muta pe
de lucru va fi realizat si alege daca negru sau alb, este de a fi cea
mai mare adancime taiat.
8.4.5 Scris de G-cod fisier
In cele din urma sa faceti clic pe Conversie efectiv de import
de date in Mach3Mill. Vi se va cere pentru
de a folosi numele de fisier care va stoca codul generat. Ar trebui
sa tastati complet
inclusiv numele de extindere pe care doriti sa utilizati sau
sa selectati un fisier existent de suprascriere.
Conventional aceasta extindere va fi. TAP.
Note:
¨ filtru de import este condus de suspendare Mach3 si ruleaza
programul de filtru. Daca
ai comuta
atunci acesta va aparea pentru a fi inchis. Puteti continua cu
usurinta, prin utilizarea
Figura 9.7 - Dot difuzie parametrii
DXF, HPGL si imagine de import
Utilizarea Mach3Mill 8-8 Rev 1.84-A2
Windows task bar, pentru a reveni la filtru si finalizarea procesului de
import. Acest lucru este
similar cu modul in care pentru o parte Editor programe este rulat.
¨ Daca dumneavoastra. TAP fisierul exista deja si este
deschis in Mach3, apoi de import va filtra
nu trebuie sa fie capabili sa scrie in el. Sa presupunem ca
aveti un testate de import si doriti sa schimbati
traducerile de importator, din nou, atunci trebuie sa va
asigurati ca ati aproape de
. TAP fisier in Mach3Mill inainte de repetarea import.
¨ Veti avea nevoie pentru a defini feedrate a fi utilizate cu ajutorul MDI
sau prin editarea parte
program inainte de a se executa.
¨ Dot Difuzia locuri mare cu privire la indeplinirea cerintelor de axa Z.
Trebuie sa setati
Sigur Z nivel cat mai scazut posibil, pentru a reduce distanta
parcursa si au Z
Axa tuning motor foarte atent stabilit. Lost pasi parte din drum, printr-o
gravura va ruina de locuri de munca!
G si M-codul de referinta
Rev 1.84-A2 9-1 Utilizarea Mach3Mill
9. Cutter compensare
Cutter de compensare este o caracteristica a Mach3 care multi nu au
de a
folosi. Cele mai multe CAD / CAM programe pot fi spus nominala diametru de
dvs.
mill si va iesire parte de programe care taie partea contur sau de
buzunar, care
pe care le-ati stabilit, de la sine, pentru a permite instrument diametru.
Avand in vedere faptul ca
CAD / CAM software-ul are o mai buna imagine de ansamblu a formelor fiind
taiat-o mai
fi in masura sa faca o treaba mai buna decat
atunci cand Mach3 poate evita gouges
interne colturi.
Avand in compensare Mach3 va permite sa: (a) utilizarea unui
instrument diferit in
diametrul de la care programate (de exemplu, pentru ca le-a fi reground)
sau (b) pentru a
utiliza o parte de program, care descrie schema de dorit, mai degraba
decat calea de
centrul de instrument (probabil, unul scris de mana).
Cu toate acestea, ca despagubire nu este banal, este descris in acest
capitol
ar trebui sa aveti nevoie sa-l foloseasca.
Aceasta caracteristica este in curs de dezvoltare si se pot
schimba in mod semnificativ in final
eliberarea de Mach3.
9.1 Introducere in compensare
Asa cum am vazut Mach1
controale de circulatie
Punctul de controlat.
In practica nu instrument
(cu exceptia, probabil, o Vengraver)
este un punct atat de
reducerile se va face la o
alt loc de
Controlata Point
in functie de raza
a taiat.
Aceasta este, in general, mai usor de a
permite CAD / CAM
software-ul pentru a se tine seama
de taiere, atunci cand acest lucru in buzunare sau de plan de forme
Mach3 nu, cu toate acestea, calculele de
sprijin pentru a compensa diametru (raza) din
Cutter. In acest aplicatii industriale are ca scop sa permita un
cutter, care, prin
regrinding, nu este exact la diametrul de instrument asumat in cazul in care o
parte de program a fost
scrisa. Despagubirea poate fi activata de catre operatorul
de masini, mai degraba decat sa necesite
productia de o alta parte de program.
Din fata de aceasta, problema trebuie sa fie usor de rezolvat. Tot ce
trebuie sa faceti este de a compensa
controlate de catre un punct de caz X si Y pentru a permite
instrument raza. Simpla trigonometrie
da distantele in functie de unghiul de directia de taiat face la
axe.
In practica, nu este chiar asa de usor. Exista mai multe
probleme, dar in principal in faptul ca o
masina de-a pentru a stabili o pozitie Z inainte de a incepe
taierea si la acel moment nu se cunosc
directia in care instrumentul urmeaza sa fie in miscare.
Aceasta problema este rezolvata prin furnizarea de "preentry
muta ", care avea loc in material rezidual de la o parte. Acestea se
asigura ca
calcule de compensare poate fi facuta inainte de real parte contur
este taiat. Alegerea
o cale care se va desfasura fara probleme in parte este de
asemenea, schema optimizeaza suprafata termina. O iesire
mutare este folosit uneori pentru a mentine termina la sfarsitul
anului o taietura.
Figura 9.1 - Doua toolpaths posibil pentru a reduce triunghi
G si M-codul de Referinta
Utilizarea Mach3Mill 9-2 Rev 1.84-A2
9.2 doua tipuri de contur
Mach3 manere de compensare pentru doua tipuri de contur:
¨ de contur dat in parte programul de cod este marginea din materiale care nu
este de a fi
prelucrati departe. Noi vom apela acest tip un "material de marginea
contur". Aceasta este un fel
de cod care ar putea fi "parte scris"
¨ de contur dat in codul NC este instrumentul calea care va fi urmat de un
instrument
din exact corect raza. Noi vom apela acest tip un "instrument de cale
contur". Acest lucru este
la fel de cod pe care o CAD / CAM de program ar putea produce in cazul in care
acesta este constient de
destinate Cutter diametru
Interpretul nu are nici o setare care determina tipul de contur, care este
folosit, dar
numerice descriere a contur va fi, desigur, diferite (de aceeasi parte
geometrie)
intre cele doua tipuri de valori si pentru diametre in instrument de
masa va fi diferit pentru
doua tipuri.
9.2.1 Material Edge contur
In cazul in care este contur marginea materialului, in schita de marginea
este descrisa in parte
program. Pentru un material marginea contur, valoarea pentru diametru in tabelul
de instrument este
valorii reale a diametru de instrument. Valoarea in tabelul trebuie sa fie
pozitiv. De NC
un cod pentru o margine de contur material este acelasi, indiferent de
(reala sau destinate) diametru
de instrument.
Example1:
Aici este un program care taie NC material departe de afara de triunghi in
figura
10.1 de mai sus. In acest exemplu, a taiat compensare raza este, de
fapt, raza de instrument in
utilizare, care este de 0,5, valoarea pentru diametru in tabelul de instrument
este de doua ori pe raza, care este
1.0.
N0010 G41 G1 X2 Y2 (la randul sau, de compensare si face intrarea
mutare)
N0020 Y-1 (partea dreapta a urmari triunghi)
N0030 X-2 (partea de jos a urmari triunghi)
N0040 X2 Y2 (urmati ipotenuza de triunghi)
N0050 G40 (de pe randul de compensare)
Acest lucru va avea ca rezultat in urma unui instrument calea constand intr-o
miscare de intrare si calea demonstrat
din stanga merge in sensul acelor de ceasornic in jurul triunghi.
Observati ca coordonatele de triunghi de
materiale apar in codul NC. Observati de asemenea, ca instrumentul
calea include trei arce care sunt
nu programat in mod explicit, ele sunt generate automat.
9.2.2 Instrumentul Path contur
In cazul in care contur este un instrument calea contur, calea este descris in
partea de program. El / ea este
de asteptat ca (cu exceptia de la intrarea in timpul muta) calea
este destinat pentru a crea o parte
geometrie. Calea pot fi generate de un manual sau CAD / CAM a programului,
luand in considerare
parte de geometrie care se intentioneaza a fi facute. Pentru
Mach3 la locul de munca, instrumentul cale trebuie sa fie
astfel de instrument, care ramane in contact cu marginea din partea
geometrie, asa cum se arata pe stanga
parte din figura 10.1. In cazul in care o cale de genul afisata pe
dreptul de a figura 10.1 este folosit, in care
instrumentul nu ramana in contact cu partea geometrie, tot timpul,
interpretul nu va
fi in masura sa compenseze in mod corespunzator, atunci
cand se utilizeaza unelte cu subdimensionat.
Pentru un instrument calea contur, valoarea pentru cutter diametru in tabelul
de instrument va fi un mic
numar pozitiv, in cazul in care este selectat instrument oversized
usor si va fi un mic negativ
numar in cazul in care instrumentul este usor subdimensionat. Ca
si puse in aplicare, in cazul in care un cuter diametru valoare este
negativ, interpretul compenseaza pe de alta parte si de alta a contur
de la o
programat si utilizeaza valoarea absoluta a dat diametru. In
cazul in care este real instrument de
dimensiunea corecta, valoarea din tabel ar trebui sa fie zero.
Instrumentul de Cale contur exemplu:
Presupunem diametrul de taiat in prezent in ax este 0.97, iar diametrul
asumat in generarea instrument cale a fost 1.0. Apoi, valoarea in instrument de
masa pentru
G si M-codul de referinta
Rev 1.84-A2 9-3 Utilizarea Mach3Mill
diametru pentru acest instrument ar trebui sa fie -0.03. Aici este un
program care taie NC material departe
de la partea exterioara a triunghiului in figura.
N0010 G1 X1 Y4.5 (aliniere face miscare)
N0020 G41 G1 Y3.5 (la randul sau, de compensare si face prima intrare
mutare)
N0030 G3 X2 Y2.5 I1 (doua face intrarea mutare)
N0040 G2 X2.5 Y2 J-0.5 (cut a lungul arcului de la inceput de drum instrument)
N0050 G1 Y-1 (cut pe partea dreapta a instrument de cale)
N0060 G2 X2 Y I-1.5-0.5 (cut a lungul arcului de la dreapta jos de instrument
cale)
N0070 G1 X-2 (partea de jos a lungul taiat instrument de cale)
N0080 G2 X-2.3-0.6 Y J0.5 (cut a lungul arcului de jos, la stanga
instrument de cale)
N0090 G1 X1.7 Y2.4 (cut lungul ipotenuza instrument de cale)
N0100 G2 X2 Y2.5 I0.3 J-0.4 (cut a lungul arcului de la inceput de instrument
cale)
N0110 G40 (de pe randul de compensare)
Aceasta va duce la instrumentul care face o aliniere a muta si doua
de intrare se muta, apoi
dupa o cale usoara in interiorul calea afisate pe partea
stanga, in figura 10.1 merge in sensul acelor de ceasornic
in jurul triunghi. Aceasta cale este de a dreptul de a programat cale,
chiar daca a fost G41
programat, deoarece diametrul de valoare este negativa.
9.2.3 Programare Intrarea Muta
In general, o aliniere a muta o intrare si se muta, sunt necesare
pentru a incepe de compensare
corect. Instrumentul trebuie sa fie de cel putin un diametru de la
terminat de taiat inainte de intrarea
mutare se face.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-4 Rev 1.84-A2
10. Mach 2 G-si M-codul de limba de referinta
Aceasta sectiune defineste limba (G-coduri, etc) care sunt
intelese si
interpretate de Mach3.
Anumite functionalitati care a fost definit de masini in
NIST NMC
(Next Generation Controller) de arhitectura, dar nu este in prezent pus in
aplicare
Mach3 meu este dat in gri tip in acest capitol. Daca aceasta
functie este
important pentru aplicatia dvs., atunci va rugam sa va
cunosc ArtSoft Corporation
nevoile si ele vor fi incluse in ciclul de planificare a dezvoltarii
noastre.
10.1 Unele definitii
10.1.1 liniara axelor
X, Y, Z si axe forma unui standard de mana de dreptul de a coordona
sistemul de ortogonale liniare
axe. Pozitiile din cele trei mecanisme de miscare liniara sunt
exprimate folosind coordonatele pe
acestor axe.
10.1.2 axelor de rotatie
Axe de rotatie sunt masurate in grade ca invelite axe liniare, in
care directie
pozitiv de rotatie de ceasornic, atunci cand este vizualizat de la pozitiv
la sfarsitul celui de-al
corespunzatoare X, Y, sau Z-axa. Prin "axa invelite liniar", ne
referim la una la care a
pozitia unghiulara creste fara limita (merge spre
plus infinit) ca axa se transforma
de ceasornic si scaderi fara limita (merge spre minus
infinit) ca axa se transforma
in sensul acelor de ceasornic. Invelite axe liniare sunt folosite, indiferent
daca exista sau nu un mecanic
limita pe rotatie.
In sensul acelor de ceasornic sau contrar este din punct de vedere de la lucru.
In cazul in care de lucru
este fixata la o turnanta care activeaza pe o axa de
rotatie, un ceasornic randul sau, de la
punct de vedere al lucru se realizeaza prin transformarea turnanta intr-o
directie care
(de cele mai multe comune masina configuratii) arata in
sensul acelor de ceasornic, din punctul de vedere al
pe cineva in picioare de langa masina.
10.1.3 Scaling intrare
Este posibil sa infiinteze scalarea factori pentru fiecare axa.
Acestea vor fi aplicate la valorile X,
Y, Z, A, B, C, I, J si R cuvinte, ori de cate ori acestea sunt introduse.
Acest lucru permite de dimensiunea caracteristici
prelucrate pentru a fi modificat si oglinda imaginile care urmeaza
sa fie creat - prin utilizarea de negative la scara factori.
De scalare este primul lucru de facut cu valorile si lucruri ca rata
de alimentare sunt intotdeauna bazate pe
pe scara de valori.
A compensa stocate in instrument si dependinte tabele nu sunt scalate
inainte de utilizare. Scaling poate, de
Desigur, au fost aplicate in momentul in care valorile s-au inscris (sa
zicem, folosind G10).
10.1.4 controlata Point
Controlate punct este punct ale caror pozitie si rata de
miscare sunt controlate. In cazul in care
instrument lungimea offset este zero (valoarea implicita), acesta este un
punct de pe axa ax (adesea numit
etalonului punct), care este ceva fix distanta, dincolo de
sfarsitul celui de-al ax, de obicei, in apropiere de
sfarsitul unui instrument de titularul care se incadreaza in ax.
Adresa de controlat punct poate fi
mutat ax-a lungul axei prin specificarea unele pozitive pentru suma de
instrument lungime
compensate. Aceasta suma este in mod normal, de o lungime de
taiere instrument in utilizare, astfel incat controlate
punctul se afla la sfarsitul celui de-al taiere instrument.
G si M-codul de referinta
Rev 1.84-A2 10.5 Utilizarea Mach3Mill
10.1.5 coordonate Linear Motion
Pentru a conduce un instrument de-a lungul unei specificate cale, un sistem de
prelucrare de des trebuie sa coordoneze
Motiunea de mai multe axe. Noi folosim termenul de "coordonate liniare
miscare" pentru a descrie
situatie in care, nominal, fiecare axa se muta la viteza
constanta si toate axele muta de la
incepand pozitiile lor la sfarsitul pozitiile lor, in
acelasi timp. In cazul in care doar
(sau orice unul sau doua dintre ele) a muta, aceasta produce miscare
in linie dreapta, de unde cuvantul
"liniar", in termen. In real propuneri, este de multe ori nu este posibil
sa se mentina constanta de viteza
accelerare sau de decelerare, pentru ca este necesar, la inceputul si
/ sau sfarsitul celui de-al miscare. El / ea
este fezabil din punct de vedere, cu toate acestea, pentru a controla axe,
astfel incat, in orice moment, fiecare axa a finalizat
aceeasi fractiune de miscare necesare sale ca si celelalte
axe. Acest instrument se muta de pe acelasi
calea, si de asemenea, apel in acest tip de miscare coordonata
miscare liniara.
Coordonate in miscare liniara se poate face fie la rata predominante
de alimentare, sau de la rapid
traversa rata. Daca fizice limitele de viteza pe axa face dorit rata
unobtainable, toate axele
sunt incetinite, pentru a mentine dorit cale.
10.1.6 Feed Rate
Rata la care a controlat cu punctul sau de axe muta nominal este o
constanta care rata
pot fi stabilite de catre utilizator. In interpret, interpretarea de
alimentare rata este dupa cum urmeaza
cu exceptia cazului in care rata invers timp de alimentare (G93) este
modul de a fi utilizate:
¨ Pentru miscare ce implica una sau mai multe dintre axe liniare (X,
Y, Z si, optional, A, B,
C), fara a simultana axa miscare de rotatie, a hranei
pentru animale rata inseamna lungime de unitati pe
minute programate de-a lungul liniar XYZ (ABC) calea
¨ Pentru miscare ce implica una sau mai multe dintre axe liniare (X,
Y, Z si, optional, A, B,
C), simultan cu axa miscare de rotatie, a hranei pentru animale rata
inseamna lungime de unitati pe
minute programate de-a lungul liniar XYZ (ABC), combinate cu calea de
unghiulara
viteza de rotativ axe inmultita cu axa corespunzatoare
Rectificarea Diametrul
inmultita cu pi (p = 3.14152 ); adica declarat
"circumferinta" din partea
¨ Pentru miscare de o axa de rotatie cu X, Y, Z si axe nu
se deplaseaza, rata de alimentare
mijloace de grade pe minut rotatie a axei de rotatie.
¨ Pentru miscare de doua sau trei axe de rotatie cu X, Y, Z
si axe nu se deplaseaza, de
rata se aplica dupa cum urmeaza. Sa DA, DB, si dc se
unghiurile in grade prin care
A, B si C axe, respectiv, trebuie sa circule. Sa D = sqrt (dA2 +
DB2 + dC2).
Conceptual, D, este o masura de miscare totala unghiular,
folosindu-se de obicei Euclidean metrice.
Sa T fi suma de timp necesara pentru a va deplasa prin D grade
la rata curenta de alimentare
in grade pe minut. Axe de rotatie trebuie sa fie mutat in coordonate
liniare
miscare, astfel incat timpul scurs de la inceputul pana la
sfarsitul anului de miscare este T plus orice
timpul necesar pentru accelerare sau de decelerare.
10.1.7 Arc Motion
Orice pereche de axe liniare (XY, YZ, XZ) pot fi controlate, pentru a trece
intr-o circulara, in arc
avionul de care pereche de axe. In timp ce aceasta se produce, cea de-a treia
axa liniara si de rotatie
axe pot fi controlate, pentru a trece in mod eficient in acelasi timp, la
o rata constanta. Ca si in coordonate
miscare liniara, de propuneri pot fi coordonate astfel incat
acceleratie si
decelerare nu afecteaza calea.
In cazul in care nu axe de rotatie a muta, dar cea de-a treia axa
liniara, nu misca, traiectoria de
controlate, este un punct de Helix.
Rata de alimentare in timpul arc miscare este, asa cum este descris
in Feed Pretul de mai sus. In caz de elicoid
miscare, se aplica rata de-a lungul HELIX. Aveti grija ca
alte interpretari sunt utilizate in alte
sisteme.
10.1.8 de racire
De inundatii si de racire aburi de racire mai fi pornit
fiecare independent. Ei sunt dezactivate
impreuna.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-6 Rev 1.84-A2
10.1.9 locui
Un sistem de prelucrare poate fi comandata de a trai (de exemplu, sa
pastrati toate axele unmoving) pentru o
specifice de timp. Cea mai comuna utilizare a locui este de a sparge
si clar chipsuri sau pentru o
ax pentru a ajunge pana la viteza. Unitatile in care sa
specificati locuiesc sunt fie secunde sau
Milisecunde in functie de setare de pe Configure> Logica
10.1.10 Unitati
Unitati folosite pentru distantele-a lungul X, Y, Z si axe poate
fi masurata in milimetri sau
inch. Unitati pentru toate celelalte cantitatile implicate
in masina de control nu poate fi schimbat.
Diferite cantitati de utilizare specifice, diferite de
unitati. Ax de viteza este masurata in revolutii
pe minut. Pozitiile de rotatie axe sunt masurate in grade. Feed
tarife sunt
exprimate in unitati de curent lungime pe minut sau in grade pe
minut, asa cum este descris mai sus.
Atentie: Va sfatuim sa verificati foarte atent al sistemului
raspuns la schimbarea de unitati
in timp ce instrumentul si dependinte compensa sunt incarcate in
tabele, in timp ce aceste compensa sunt active si / sau
in timp ce o parte de program este de a executa
10.1.11 pozitia curenta
Controlate punct este intotdeauna la unele locatia numita
"pozitia curenta" si Mach3
intotdeauna ca stie unde este. Numerele care reprezinta pozitia
actuala sunt ajustate in
absenta oricarei axe de miscare in cazul in care exista mai
multe evenimente au loc:
¨ Lungime unitati sunt schimbat (dar seeWarning de mai sus)
¨ Instrumentul de lungime offset este schimbat
¨ sistem de coordonate compensa sunt modificate.
10.1.12 selectate avion
Exista intotdeauna o "selectat avionul", care trebuie sa fie de
XY-avion, de YZ-avion, sau de XZplane
de la sistemul de prelucrare. Z-axa este, desigur, perpendicular pe XY-plan, de
X-axis
Instrumentul
Zero sau un instrument este alocat in fiecare slot instrument tabel.
10.1.14 Instrumentul Change
Mach3 va permite sa puna in aplicare o procedura de punere
in aplicare automata instrument modificari
folosind macro-uri sau pentru a schimba instrumente de mana atunci cand
este necesar.
10.1.15 palete Shuttle
Mach3 va permite sa puna in aplicare o procedura de punere
in aplicare a palet de naveta, folosind macro-uri.
10.1.16 Cale Moduri de control
Sistem de prelucrare pot fi puse in nici una din cele doua moduri de cale
de control: (1) exacta opri
Mod, (2) Mod de viteza constanta. In mod exact opri, masina se
opreste pentru scurt timp de la sfarsitul
de fiecare mutare programat. In mod constant de viteza, Sharp colturi ale
cale poate fi
rotunjita usor, astfel incat rata de alimentare pot fi pastrate
in sus. Acestea sunt moduri de a permite utilizatorului sa
de control de compromis implicate in colturi de cotitura pentru
ca o adevarata masina are un finite
accelerare ca urmare a mecanismului sau de inertie.
Opri exact ce face el spune. Masina va veni la odihna, la fiecare
schimbare de directie si
instrumentul va urmari, prin urmare, tocmai poruncit cale.
Constant viteza va suprapune accelerare in noua directie cu decelerare in
un curent, pentru a pastra poruncit feedrate. Acest lucru presupune o
rotunjire cu privire la orice colt
dar mai repede si fine taiere. Acest lucru este deosebit de important
in dirijare si plasma taiere.
G si M-codul de referinta
Rev 1.84-A2 10.7 Utilizarea Mach3Mill
Cu cat este mai mica de accelerare a masinii axe, cu atat mai mare va
fi raza de rotunjit
colt.
Modul in plasma (set pe Configure Logic dialog) sistemul incearca
sa optimizeze colt
Propunere de taiere cu plasma un algoritm propriu.
De asemenea, este posibil sa se defineasca o limitare unghi astfel
incat schimbari in directia de mai mult decat aceasta
unghi va fi intotdeauna tratata ca exacta Stop chiar daca
Constant Viteza este selectata. Acesta
permite sa fie bland colturi fine, dar evita excesiv de
rotunjire colturi ascutite chiar
pe masini cu un nivel scazut de acceleratie pe unul sau mai
multe axe. Aceasta facilitate este activata in
Configurati Logic de dialog si de limitare a unghiului este stabilit
printr-o DRO. Aceasta setare va probabil
nevoia de a fi ales experimental in functie de caracteristicile de
masina unealta si,
probabil, de toolpath de un individ de locuri de munca.
10.2 interpret Interactiuni cu controalele
10.2.1 Feed controale si viteza de ignorare
Mach3 comenzi care permite (M48) sau dezactiveaza (M49) pentru hrana
animalelor si viteza suprascrie
switch-uri. Este util pentru a putea trece peste aceste switch-uri pentru
anumite operatiuni de prelucrare.
Ideea este ca setarile optime au fost incluse in program, si
operatorul ar trebui sa
nu le modifice.
10.2.2 Stergere Bloc de control
In cazul in care blocul de control este de a sterge PE, linii de cod care
incepe cu un caracter slash (bloc sterge
de caractere) nu sunt executate. In cazul in care trece este dezactivat, astfel
de linii sunt executate.
10.2.3 Optional Programul Stop control
Optional opri programul de control (a se vedea Configurati> Logic)
lucrari, dupa cum urmeaza. In cazul in care acest control
si se afla pe o linie de intrare contine un cod de M1, program
de executie este oprit pe la sfarsitul
comenzile de pe aceasta linie, pana
10.3 Instrumentul de fisiere
Mach3 mentine un instrument de fisiere pentru fiecare din cele 254
instrumente care pot fi utilizate.
Fiecare linie a datelor din dosarul contine datele pentru un instrument.
Acest lucru permite definirea de instrument
lungime (axa Z), instrument diametru (de frezare) si varful raza
instrument (de cotitura)
10.4 limba parte din programele de
10.4.1 Prezentare generala
Limbajul este bazat pe linii de cod. Fiecare linie (numita de asemenea un
"bloc") poate sa includa
comenzile de la sistemul de prelucrare a face mai multe lucruri diferite. Linii
de cod poate fi
colectate intr-un fisier pentru a face un program.
Un exemplu tipic de linie de cod consta dintr-o linie de optional
numarul de la inceput, urmata de o
sau mai multe "cuvinte". Un cuvant consta intr-o scrisoare, urmat de un
numar (sau ceva de genul asta
evalueaza la un numar). Un cuvant poate fie sa dea o comanda sau
oferi un argument la un
comanda. De exemplu, G1 X3 este o linie de cod valabil cu doua
cuvinte. "G1" este o comanda
sensul de "mutare intr-o linie dreapta, de la rata programat pentru hrana
animalelor", si "X3" ofera o
argument valoare (in valoare de X ar fi de 3 la sfarsitul celei de-a
muta). Cele mai multe comenzi de start
fie cu G sau M (general si pentru diverse). Cuvintele pentru aceste
comenzi sunt
numit "codurile G" si "M coduri".
Limba a doua comenzi (M2 sau M30), fie de un program care se incheie. Un
program
poate incheia inainte de sfarsitul celei de-un fisier. Linii de un
fisier care au loc dupa ce la sfarsitul anului un program nu
sunt
pentru a fi executat in flux normal asa va fi, in general, piese de
subroutines.
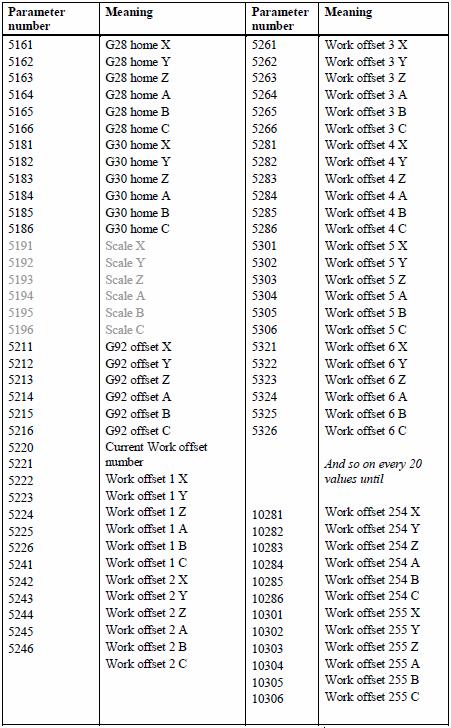
10.4.2 Parametri
Un sistem de prelucrare Mach3 sustine o serie de parametri de 10,320
numerica. Multe din
ei au utilizari specifice. Parametru care sunt asociate cu dus sunt
persistente
a lungul timpului. Alti parametri va fi nedefinit Mach3, atunci cand este
incarcat. Parametrii sunt
conservate in cazul in care interpretul este resetata. Parametrii cu
sensuri definite de Mach3
sunt date in figura 10.1
10.4.3 Sisteme de coordonate
Sistem de prelucrare a absoluta sistem de coordonate si 254 de lucru
offset (accesoriu)
sisteme.
Puteti seta compensa de instrumente de G10 L1 P X ~ ~ ~ Z. P cuvant
defineste instrument
compensa numarul urmeaza sa fie stabilite.
Puteti seta compensa de sisteme de fixare, folosind G10 L2 P ~ ~ X Y Z ~ ~
~ A B C ~ ~
P cuvant defineste dispozitiv care urmeaza a fi stabilite. The X, Y,
Z etc cuvintele sunt coordonatele pentru
de origine pentru axele din punct de vedere al absoluta sistem de
coordonate.
Aveti posibilitatea sa selectati una din primele sapte
lucru compenseaza prin utilizarea G54, G55, G56, G57, G58, G59.
Orice de la 255 de lucru compenseaza pot fi selectate de catre G59 P
~ (de exemplu, G59 P23-ar selecta
dispozitiv de 23). Absoluta sistem de coordonate pot fi selectate de
catre G59 P0.
Puteti compensa actual sistem de coordonate cu ajutorul G92 sau G92.3.
Acest lucru va compensa apoi
aplicata in partea de sus a compensa coordoneze sistemele de munca. Acest
lucru poate fi compensat cu anulate G92.1
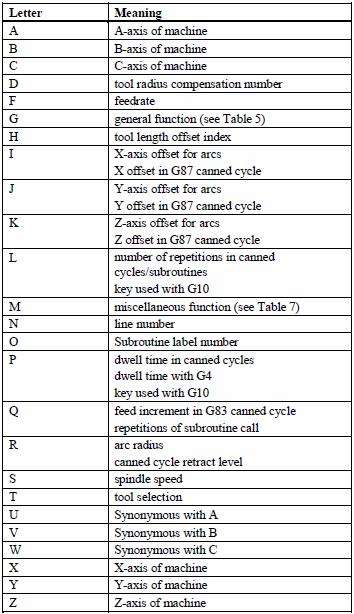
sau G92.2.
Puteti face direct muta in absolut masina sistem de coordonate cu
ajutorul G53 cu
fie G0 sau G1.
10.5 Format de o linie
Un permis de intrare linie de cod consta din urmatoarele, in ordine,
cu restrictia ca
exista un numar maxim (in prezent, 256) la numarul de caractere
permis pe o linie.
¨ optional bloc a sterge un caracter, care este un slash "/".
¨ optional un numar de linie.
¨ orice numar de cuvinte, parametru setari, si comentarii.
¨ capat de linie marker (linie de transport reveni sau hrana pentru
animale sau ambele).
Orice permis de intrare nu este ilegala, in mod explicit si va
determina, de interpret pentru a semnala o eroare sau
pentru a ignora linie.
Spatii si file sunt permise oriunde pe o linie de cod si nu se schimba, in
sensul
de linie, cu exceptia in interiorul comentarii. Acest lucru face ceva
ciudat cu aspect de intrare juridice. Pentru
exemplu, linia g0x 0. 12 34y 7, este echivalenta cu g0 x 0.1234 y7
Linii goale sunt permise in input. Acestea vor fi ignorate.
De intrare este cazul nesemnificative, cu exceptia cazului in comentarii,
cu alte cuvinte, orice scrisoare afara un comentariu ar putea fi in
de sus sau de jos, fara a schimba, in sensul de o linie.
10.5.1 Line Numarul
Un numar de linie este litera N, urmat de un numar intreg (cu nici un
semn) intre 0 si 99999
scris cu nu mai mult de cinci cifre (000009 nu este in regula, de
exemplu). Linie numere mai
fi repetate sau utilizate de-a valma, cu toate ca practica normala
este de a evita o astfel de utilizare. O linie
numarul nu este necesara pentru a fi folosit (si aceasta este o
omisiune comuna), dar aceasta trebuie sa fie in
locul in cazul in care este folosit.
10.5.2 Subroutine etichete
Un subroutine eticheta este litera O, urmat de un numar intreg (cu nici un
semn) intre 0 si
99999 scris cu nu mai mult de cinci cifre (000009 nu este permisa, de
exemplu).
Subroutine etichete pot fi folosite in orice ordine, dar trebuie sa fie
unic, desi intr-un program
violare de aceasta regula nu poate fi marcat ca fiind o eroare. Nimic
altceva decat un comentariu ar trebui sa
aparea pe aceeasi linie dupa o subroutine eticheta.
10.5.3 Word
Un cuvant este o scrisoare, altele decat N sau O, urmata de o reala
valoare.
Cuvinte pot incepe cu oricare din scrisori se arata in figura 11.2.
Tabelul include N Ando
Pentru completitudine, chiar daca, asa cum sunt definite mai sus,
linia de numere nu sunt cuvinte. Cativa
scrisori (I, J, K, L, P, R) poate avea sensuri diferite in contexte diferite.
O adevarata valoare este o colectie de caractere care pot fi prelucrate pentru
a veni sus cu un
numar. O adevarata valoare poate fi un numar de explicite (cum ar fi
341 sau -0.8807), un parametru
valoare, o expresie, sau o valoare unary operatie. Definitii din
aceste urmati imediat.
Prelucrarea de caractere de a veni cu un numar se numeste "evaluare".
Un numar de explicite
evalueaza la sine.
10.5.3.1 Numar
Regulamentele de mai jos sunt folosite pentru (explicit) numere. In aceste
reguli o cifra este un singur
de caractere intre 0 si 9.
¨ Un numar este compus din (1) optional un semn plus sau minus,
urmata de (2) la zero
multe cifre, urmat, eventual, de (3) un punct zecimal, urmata de (4) la
zero
multe cifre - cu conditia sa existe cel putin o cifra
undeva in numar.
G si M-codul de referinta
Rev 1.84-A2 10-11 Utilizarea Mach3Mill
¨ Exista doua tipuri de numere: intregi si zecimale. Un intreg
nu are un
zecimal la ea; o zecimal nu.
¨ Numerele pot avea orice numar de cifre, sub rezerva limitare pe linia de
lungime.
Doar aproximativ saptesprezece cifre semnificative va fi pastrat, cu
toate acestea (de ajuns pentru toate
cunoscute aplicatii).
¨ A non-zero numar cu nici un semn ca prima de caractere se presupune a fi
pozitive.
Observati ca initiala (inainte de punctul zecimal si
prima non-zero cifre) si adulmecator (dupa
punctul zecimal si ultimele cifre non-zero) zerouri sunt permise, dar nu
sunt necesare. Un numar de
scrise cu initiala sau zerouri vor avea aceeasi valoare, atunci
cand este citit ca in cazul in care extra
zero-uri nu au fost acolo.
Numere utilizat pentru scopuri specifice de Mach3 sunt deseori limitate la
unele finite set de
valori sau unele intr-o oarecare interval de valori. In multe utilizari,
zecimal numere trebuie sa fie aproape de
intregi; aceasta include valori de indici (de parametri si carusel slot
numere, pentru
exemplu), codurile M, G si codurile inmultit cu zece. Un numar
zecimal, care se presupune sa fie
aproape de un intreg este considerat destul de aproape, daca este intr-un
numar intreg de 0.0001.
10.5.3.2 Parametru Valoare
Un parametru de valoare este de hasis caracterul #, urmat de o
reala valoare. De valoarea reala trebuie sa
pentru a evalua un intreg intre 1 si 10320. In intreg este un parametru de
numar, si
valoarea parametrului valoarea este orice numar este stocat in numerotate
parametru.
The # caracter are prioritate fata de alte operatiuni, astfel
incat, de exemplu, # 1 2 mijloace
numarul gasit prin adaugarea de 2 pana la valoarea de
parametru de 1, nu a gasit in valoare parametru
3. Desigur, # [1 2] inseamna valoarea gasita in parametru 3. #
De caractere poate fi
repetate; de exemplu, # # 2 inseamna valoarea parametrului al caror
indice este de (integer)
valoarea parametrului 2.
10.5.3.3 exprimare si binar Operations
O expresie este un set de caractere, incepand cu o bratara
stanga [si se incheie cu un
echilibrare dreptul bratara]. In intre paranteze sunt numere,
parametru de valori,
operatiuni matematice, precum si alte expresii. O expresie poate fi
evaluata la
produce un numar. Expresiile de pe o linie sunt evaluate in cazul in care
este linia de citit, inainte de
nimic pe linia este executat. Un exemplu de o expresie este:
[1 + acos [0] - [# 3 ** [4,0 / 2]]]
Binary operatiuni apar doar in interiorul expresii. Noua binar
operatiuni sunt definite. Acolo
Sunt patru operatii matematice de baza: plus (+), scadere (-),
multiplicare (*), si
divizie (/). Exista trei operatii logice: non-exclusive sau (OR), sau
exclusiv (XOR),
si logica si (AND). Cea de-a opta operatie este in modul de
functionare (MOD). Cea de-a noua
operatie este "putere" operatiune (**) de crestere a
numarului de pe partea stanga a operatiunii de
de putere din dreapta.
Binare operatiuni sunt impartiti in trei grupuri. Primul
grup este: putere. Cel de-al doilea
grup este: de multiplicare, diviziune, si modul. Cel de-al treilea grup
este: plus, scadere,
logice, non-exclusiv, sau, logica sau exclusiv, si logica
si. Daca operatiunile sunt exagerata
impreuna (de exemplu, in expresia [2,0 / 3 * 1.5-5.5/11.0]), de
operatiuni in
Primul grup trebuie sa fie efectuate inainte de operatiuni in cel
de-al doilea grup si a operatiunilor in
al doilea grup, inainte de operatiuni in cel de-al treilea grup. In cazul
in care o expresie contine mai mult de un
functionare de la acelasi grup (cum ar fi prima / * si in
exemplu), cu privire la functionarea
in stanga se face mai intai. Astfel, de exemplu, este echivalent cu: [((2,0 /
3) * 1.5) --
(5.5/11.0)], care simplifica la [1.0-0.5], care este de 0,5.
De logica si de modul de operatiuni vor fi efectuate cu privire
la orice numere reale, nu doar pe
numere intregi. Numarul zero este echivalenta cu logica false,
precum si orice non-zero numarul este
echivalent cu adevarat logic.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-12 Rev 1.84-A2
10.5.3.4 Unary Operatia Valoare
O operatie unary valoare este fie "ATAN", urmata de o expresie
impartit de catre un alt
expresie (de exemplu ATAN [2] / [1 3]) sau orice alta operatiune
unary numele urmat
de o expresie (de exemplu SIN [90]). De unary operatiuni sunt: ABS
(valoare absoluta),
ACOS (arc cosinus), ASIN (arc de sine), ATAN (arc tangenta), COS (cosinus), EXP
(e ridicata la
a dat putere), FIX (runda jos), FUP (dus-up), LN (logaritmul natural), rotunde
(runda la cel mai apropiat numar intreg), SIN (sine), sqrt
(radacina patrata), si TAN (tangenta).
Argumentele pentru a unary operatiuni care sa ia masuri de unghi
(COS, SIN, si TAN) sunt in
de grade. Valorile returnate de unary operatiuni care reveni unghi
masuri (ACOS, ASIN,
si ATAN) sunt, de asemenea, in grade.
Remedierea exploatarea runde spre stanga (mai mult sau mai putin pozitive
negativ) pe un numar
linie, astfel incat REMEDIERE [2.8] = 2 si REMEDIERE [-2.8] =- 3, de
exemplu. FUP de functionare runde
spre dreapta (mai mult sau mai putin pozitiv, negativ) pe un numar de
linie; FUP [2.8] = 3 si
FUP [-2.8] =- 2, de exemplu.
10.5.4 Parametru Setarea
Un parametru de setare este urmatoarele patru elemente unul dupa
celalalt:
¨ un kilogram de caractere #
¨ o reala valoare care evalueaza la un intreg intre 1 si 10320,
¨ o = semnul egal, si
¨ o adevarata valoare. De exemplu, "# 3 =
3 - 15. "
Un parametru de setare nu are efect decat dupa ce toate parametru valori
pe aceeasi linie
au fost gasite. De exemplu, daca parametrul
# 3 = 6 x G1 # 3 este interpretat, un drept pentru a trece la un punct in care
echivaleaza cu 15 x va aparea si
in valoare de 3 parametru va fi 6.
10.5.5 Comentarii si Mesaje
O linie care incepe cu procente de caractere,%, este tratat ca un comentariu
si nu interpretat
in nici un fel.
Printable caractere si spatiul alb interiorul paranteze este un
comentariu. A plecat paranteze
intotdeauna incepe un comentariu. Comentariul se incheie la prima dreapta
paranteze gasit ulterior.
O data pe stanga paranteze este plasat pe o linie, o potrivire a dreptul
paranteze trebuie sa se prezinte in fata
sfarsitul celei de-a randul. Comentariile nu pot fi imbricate; este o
eroare in cazul in care un stanga paranteze este gasit
dupa inceperea celei de-un comentariu si inainte de sfarsitul
celei de-a comenta. Aici este un exemplu de o linie
care contine un comentariu: G80 M5 (stop miscare)
O alternativa sub forma de comentariu este de a folosi doua
caractere / / Restul de linie
este tratat ca un comentariu
Comentarii nu provoaca de prelucrare a sistemului de a face ceva.
Un comentariu care este inclus in parenthesese, contine un mesaj daca
MSG, apare dupa
stanga paranteze si inainte de orice alta imprimarea de caractere.
Variante de MSG, care includ
spatiul alb si mici caractere sunt permise. Retineti
ca virgula care este necesara.
Restul de caractere inainte de dreptul de paranteze sunt considerate a fi un
mesaj de la
operator. Mesajele sunt afisate pe ecran in "Eroare" inteligente
eticheta.
10.5.6 punctul Repetitii
O linie poate avea orice numar de cuvinte G, dar doi G cuvinte din acelasi
grup mai modal
nu aparea pe aceeasi linie.
O linie poate avea zero la patru M cuvinte. M Doua cuvinte din
acelasi grup modale nu pot
aparea pe aceeasi linie.
Pentru toate celelalte litere juridice, o linie care poate avea un singur
cuvant care incepe cu acea scrisoare.
G si M-codul de referinta
Rev 1.84-A2 10-13 Utilizarea Mach3Mill
In cazul in care un parametru de setare a aceluiasi parametru se
repeta pe o linie, # 3 = 15 # 3 = 6, pentru
exemplu, numai in ultima setare va avea efect. Este o prostie, dar nu sunt
ilegale, pentru a seta acelasi
parametru de doua ori pe aceeasi linie.
Daca mai mult de un comentariu apare pe o linie, numai ultimul, vor fi
utilizate; fiecare dintre cele
alte comentarii vor fi citite si in format vor fi verificate, dar,
ulterior, vor fi ignorate.
Este de asteptat ca pune mai mult de un comentariu pe o linie va fi foarte
rare.
10.5.7 Postul pentru
Cele trei tipuri de element, pentru a caror poate varia de la o linie
(asa cum figureaza la inceputul acestui
pct.) sunt cuvant, parametrul de stabilire, precum si comentarii.
Imaginati-va ca aceste trei tipuri de element
sunt impartite in trei grupuri, in functie de tipul.
Primul grup (de cuvinte) poate fi reordered, in orice mod, fara a
schimba, in sensul
linie.
Daca cel de-al doilea grup (de setari Parametri) este reordered, nu
va fi nici o schimbare in
sensul de linie cu exceptia cazului in care acelasi parametru este
stabilita la mai mult de o data. In acest caz, numai de
ultima setare de parametru va avea efect. De exemplu, dupa ce linia # 3 =
15 # 3 = 6-a
fost interpretat, in valoare de 3 parametru va fi 6. In cazul in care scopul
este de a inversat # 3 = 6
# 3 = 15 si linia este interpretata, in valoare de 3 parametru va fi
15.
Daca cel de-al treilea grup (de comentarii) contine mai mult de un
comentariu si este reordered, numai
ultimul comentariu va fi folosit.
Daca fiecare grup este pastrat in scopul sau reordered,
fara a schimba, in sensul de linie, apoi
cele trei grupuri pot fi interleaved, in orice mod, fara a schimba,
in sensul de linie.
De exemplu, linia g40 g1 # 3 = 15 (atat de acolo!) # 4 =- 7.0 are cinci
elemente si
inseamna exact acelasi lucru in oricare din cele 120 posibile comenzi
- cum ar fi # 4 =- 7.0 G1
# 3 = 15 g40 (deci nu!) - Pentru cele cinci elemente.
10.5.8 Comenzi si Machine Moduri
Mach3 are mai multe comenzi care determina un sistem de prelucrare pentru a
schimba de la un mod de a
un altul, si de modul ramane activ pana cand o alta
comanda modificari este implicit sau
in mod explicit. Aceste comenzi sunt denumite "modal". De exemplu, in cazul de
racire este pornit, el ramane
pe, pana cand aceasta este in mod explicit oprit. G codurilor de
miscare sunt, de asemenea, modal. In cazul in care un G1 (direct
mutare) comanda este dat pe o singura linie, de exemplu, va fi
executat din nou, pe linia urmatoare
in cazul in care unul sau mai multe cuvinte axa sunt disponibile pe linie,
cu exceptia cazului in care este dat in mod expres de comanda pe
ca urmatoarea linie folosind axa cuvinte sau anuleaza
miscare.
"Non-modal" coduri au efect numai pe liniile pe care acestea apar. De exemplu,
G4
(locui) este non-modal.
10.6 Modal Grupuri
Modal comenzile sunt aranjate in seturi numitul "modal grupuri", si doar
un singur membru al unei
modal grup poate fi in vigoare la un moment dat. In general, un grup
contine modal
comenzi pentru care este logic imposibil pentru doi membri pentru a fi in
vigoare, in acelasi
timp - cum ar fi in masura de inci, fata de masura in
milimetri. Un sistem de prelucrare pot fi in
multe moduri, in acelasi timp, cu un modul de la fiecare grup fiind modale
in vigoare. De
modal grupuri sunt prezentate in figura 10.3.
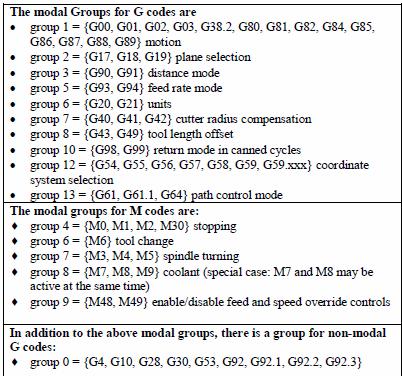
Pentru mai multe grupuri de modale, in cazul
in care un sistem de prelucrare este gata sa accepte comenzi, o
membru al grupului trebuie sa fie in vigoare. Nu sunt setarile
implicite pentru aceste grupuri modal.
In cazul in care sistemul de prelucrare este activata sau altfel
re-initializata, de valorile implicite sunt
in mod automat in vigoare.
Grupa 1, primul grup de pe masa, este un grup de G codurilor de miscare.
Una dintre acestea este
intotdeauna in vigoare. Asta se numeste o miscare mod curent.
Este o eroare de a pune un cod de
atat a le utiliza axa de cuvinte. In cazul in care o axa de
cuvant-G-folosind codul din grupa 1 este implicit in
efect pe o linie (de care a fost activat pe o linie mai devreme), si un
grup 0 g-cod care utilizeaza
Axa cuvinte apare pe linia de activitate a grupului 1 G-code este
suspendata pentru ca linia.
Axa folosind cuvantul-G-coduri de la grupa 0 sunt G10, G28, G30 si G92.
Mach3 afiseaza in mod curent in partea de sus a fiecarui ecran.
10.7 G Codurile
G coduri de intrare Mach3 limba sunt prezentate in figura 10.4 si sunt
descrise in
detaliu.
Descrierile contine prototipuri de comanda, pentru a stabili in
curier tip.
In comanda de prototipuri, de tilda (~) stand pentru o reala valoare.
Dupa cum este descris mai devreme, o adevarata
Valoarea poate fi (1) un numar de explicite, 4.4, de exemplu, (2), o
expresie, [2 2.4], pentru
exemplu, (3) un parametru valoare, # 88, de exemplu, sau (4), o valoare unary
functie, acos [0], pentru
exemplu.
In cele mai multe cazuri, daca axa cuvinte (unele dintre sau toate ~ X, Y
~, Z ~, ~ A, B ~, C ~, ~ U, V ~,
W ~) sunt prezentate, ele specifica un punct de destinatie. Axa numere se
refera la active in prezent
sistem de coordonate, cu exceptia cazului in care in mod explicit descris
ca fiind absolut in sistem de coordonate.
In cazul in care axa cuvinte sunt optionale, orice omise axe va avea
valoarea lor actuala. Orice elemente din comanda prototipuri, nu in mod
explicit descris ca optional sunt necesare. Aceasta este o eroare in cazul
in care o
element este necesar omise.
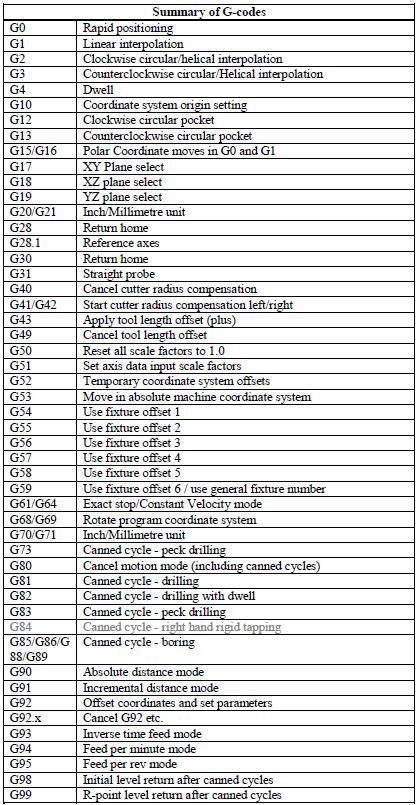
U, V si W sunt sinonime pentru A, B
si C. Utilizarea cu U A, B cu V etc este eronata (cum ar fi
Folosind o de doua ori pe o linie). In descrieri detaliate ale codurilor
U, V si W nu sunt in mod explicit
mentionat de fiecare data, dar care sunt implicate de A, B sau C.
In prototipuri, valorile urmatoarele litere sunt adesea dat ca explicite
numere. Daca nu
altfel, in mod expres de numere pot fi valori reale. De exemplu, G10 L2 ar
putea
la fel de bine sa fie scrise G [2 * 5] L [1 1]. In cazul in care valoarea
parametrului 100 au fost 2,
# G10 L 100, ar insemna acelasi lucru. Folosind valori reale, care nu sunt
explicite, numere
ca doar se arata in exemple este rareori utile.
Daca L ~ este scris intr-un prototip de "~" va fi adesea denumite "L
numarul". In mod similar
a "~" in H ~ poate fi numit "H numar", si asa mai departe de
orice alta scrisoare.
In cazul in care un factor de scara este aplicat la orice axa apoi acesta
va fi aplicat la valoarea de
corespunzatoare X, Y, Z, A / U, B / V, C / W cuvantul si sa
relevante I, J, K sau R cuvinte, atunci cand
acestea sunt utilizate.
10.7.1 Rapid Linear Motion - G0
(a) Pentru rapida miscare liniara, program G0 ~ X Y Z ~ ~ ~ A B
C ~ ~, in cazul in care toate axa
cuvintele sunt optionale, cu exceptia faptului ca cel putin
unul trebuie sa fie utilizat. De G0 este optionala in cazul in
care actuala
Mod de miscare este G0. Aceasta va produce coordonate miscare
liniara la destinatie, la punctul
actual de traversare rata (sau mai lent in cazul in care masina nu va
merge atat de repede). Este de asteptat ca
taiere nu va avea loc in momentul in care o comanda este G0
executant.
(b) In cazul G16 a fost executat pentru a stabili un Polar Origine apoi pentru
rapida miscare liniara pana la un punct
descris de o raza si unghi G0 X Y ~ ~ pot fi folosite. ~ X este raza
liniei de
G16 de origine polara si Y ~ este unghiul in grade,
masurata cu cresterea valorilor
de ceasornic de la 3 directie (de exemplu, patru conventionale
cvadrant
conventii).
Coordonate de punctul curent, in momentul de a executa G16 sunt de origine
polara.
Aceasta este o eroare in cazul in care:
¨ axa toate cuvintele sunt omise.
Daca Cutter raza de compensare este activ, in miscare vor diferi
de cele de mai sus; vedea Cutter
Despagubiri. Daca G53 este programat pe aceeasi linie, de
miscare, de asemenea, difera; vezi
Coordonate absolute.
10.7.2 Linear Motion
(a) Pentru miscare liniara, la rata de alimentare (pentru taiere
sau nu), program G1 ~ X Y Z ~ ~ ~ A B ~
~ C, in cazul in care toate cuvintele axa sunt optionale, cu
exceptia faptului ca cel putin unul trebuie sa fie
utilizat. G1 este de
optional in cazul in care este modul actual miscare G1. Aceasta va
produce coordonate miscare liniara a
punct de destinatie, la rata actuala de alimentare (sau mai lent in
cazul in care masina nu va merge atat de repede).
(b) In cazul G16 a fost executat pentru a seta o origine polara apoi
miscare liniara, la rata de alimentare pana la un punct
descris de o raza si unghi G0 X Y ~ ~ pot fi folosite. ~ X este raza
liniei de
G16 de origine polara si Y ~ este unghiul in grade,
masurata cu cresterea valorilor
de ceasornic de la 3 directie (de exemplu, patru conventionale
cvadrant
conventii).
Coordonate de punctul curent, in momentul de a executa G16 sunt de origine
polara.
Aceasta este o eroare in cazul in care:
¨ axa toate cuvintele sunt omise.
Daca Cutter raza de compensare este activ, in miscare vor diferi
de cele de mai sus; vedea Cutter
Despagubiri. Daca G53 este programat pe aceeasi linie, de
miscare, de asemenea, difera; vezi
Coordonate absolute.
G si M-codul de referinta
Rev 1.84-A2 10-17 Utilizarea Mach3Mill
10.7.3 Arc
Un circulare sau elicoidale arc este specificat folosind fie G2 (in sensul
acelor de ceasornic arc) sau G3
(arc de ceasornic). Axa de cercul sau de Helix trebuie sa fie
paralela cu X, Y, sau Z-axa
de masina de sistem de coordonate. Axa (sau, echivalent, avionul
perpendicular pe
Axa) este selectat cu G17 (Z-Axa, XY-avion), G18 (Y-axis, XZ-plan), sau G19
(X-axis,
YZ-avion). In cazul in care arc este circulara, se afla intr-un plan
paralel, pentru a selectat avionul.
In cazul in care o linie de cod face un arc si include axa miscare de
rotatie, la randul sau, la axe de rotatie
o rata constanta, astfel incat in miscare de rotatie,
atunci cand incepe si se termina
si se termina. Linii de acest fel sunt aproape niciodata programat.
Daca Cutter raza de compensare este activ, in miscare vor diferi
de cele de mai sus; vedea Cutter
Despagubiri.
Doua formate sunt permise pentru specificand un arc. Noi vom apela aceste
centrul format si
raza de format. In ambele formate de G2 sau G3 este optionala in
cazul in care acesta este in mod curent miscare.
10.7.3.1 Raza Format Arc
In raza format, coordonatele de la sfarsitul punctului de arc in selectat
avionul sunt
specificate impreuna cu raza de arc. Programul G2 ~ X Y Z ~ ~ ~ A B C
~ ~ R ~ (sau
G3 folosi in loc de G2). R este raza. Axa cuvintele sunt toate optionale
cu exceptia faptului ca, cel putin
una dintre cele doua cuvinte pentru axe in planul selectat trebuie sa
fie utilizat. R este numarul de
raza. O raza pozitiv indica faptul ca se transforma,
prin arc de 180 de grade sau mai putin, in timp ce o
raza negativ indica un viraj de 180 de grade la 359.999 de grade. In
cazul in care este arc elicoidale, a
valoarea de la sfarsitul punctului de arc pe axa coordona paralel cu axa de
Helix este
de asemenea, specificate.
Aceasta este o eroare in cazul in care:
¨ atat de axa de cuvinte pentru axe a selectat avionul sunt omise,
¨ la sfarsitul punct de arc este aceeasi ca la punctul curent.
Ea nu este de buna practica la program raza format arce care
sunt aproape complet cercurile sau sunt
semicircles (sau aproape semicircles), deoarece o mica schimbare in
locatia de la sfarsitul punctului
va produce o schimbare mult mai mare in locatia de la centrul cercului
(si, prin urmare, de
mijloc de arc). Efect de marire este suficient de mare pentru ca
rotunjirea eroare intr-un numar de
poate produce out-of-toleranta taieturi. Aproape complet cercurile
sunt bineinteles rau, semicircles (si
atat de aproape) sunt doar foarte rau. Alte dimensiuni ARCS (in intervalul tiny
la 165 de grade sau 195 - 345
grade) sunt OK.
Aici este un exemplu de format de o raza de comanda pentru a mill-un
arc de:
G17 G2 x 10 y 15 R 20 z 5.
Asta inseamna ca pentru a face o in sensul acelor de ceasornic (ca
vizitate de la axa Z-pozitiv) circulare sau elicoidale arc
a caror axa este paralel cu axa Z, care se termina unde X = 10,
Y = 15, si Z = 5, cu o raza de
20. In cazul in care valoarea incepand de Z este de 5, acesta este un arc de
cerc paralel cu XY-avion;
altfel, este un arc elicoidale.
10.7.3.2 Centrul Format Arc
In centrul format, coordonatele de la sfarsitul punctului de arc in
selectat avionul sunt
specificate impreuna cu compenseaza din centrul de arc, de la actuala
locatie. In acest
format, este OK, daca la sfarsitul punctul de arc este aceeasi
ca la punctul curent. Aceasta este o eroare in cazul in care:
¨ arc in cazul in care este proiectat pe selectat avionul, distanta de la
punctul curent
difera de la centrul de la distanta de la sfarsitul punct in centru
de catre mai multe
decat
fiind utilizate).
Centrul este specificat folosind I si J cuvinte. Exista doua
moduri de a le interpreta.
Ca de obicei este calea pe care am si J sunt centrul fata de
punctul curent de la inceputul celei de-a arc.
Acest lucru este uneori numit Incremental IJ mode. Cea de-a doua modalitate
este ca am si J specifica
Centrul de drept real coordonate in sistemul actual. Acest lucru este destul de
misleadingly numit
IJ modul absolut. De IJ este setat modul de utilizare a Configurati>
membru meniul Mach3, atunci cand este setat
G si M-codul de Referinta
Utilizarea Mach3Mill 10-18 Rev 1.84-A2
sus. Alegerea sunt moduri de a oferi compatibilitate cu controlere comerciale.
Veti
Incremental gasi, probabil, pentru a fi cel mai bine. In valoare
absoluta, aceasta va fi, desigur, de obicei, este necesar sa se
utiliza ambele I si J cu exceptia cazului in care cuvintele de sansa
de arc de centru este la originea.
In cazul in care XY-avion este selectat, programul G2 ~ X Y Z ~ ~ ~ A B C ~ ~ I
~ J ~ (sau de a folosi
G3 loc de G2). Axa cuvintele sunt toate optionale cu exceptia
faptului ca, cel putin una dintre X si Y trebuie sa
fi utilizate. I si J sunt compenseaza, de la actuala locatie sau
coordonatele - in functie de IJ
Mod (X si Y directii, respectiv) de la centrul cercului. I si J sunt
optionale
cu exceptia faptului ca, cel putin una dintre cele doua
trebuie sa fie utilizat. Aceasta este o eroare in cazul in care:
¨ X si Y sunt omise,
¨ I si J sunt omise.
In cazul in care XZ-avion este selectat, programul G2 ~ X Y Z ~ ~ ~ A B C ~ ~ ~
am K ~ (sau de a folosi G3
in loc de G2). Axa cuvintele sunt toate optionale cu exceptia
faptului ca, cel putin una dintre X si Z trebuie sa fie
utilizat. I si K se compenseaza, de la actuala locatie sau
coordonatele - in functie de IJ
Mod (X si Z directii, respectiv) de la centrul cercului. I si K sunt
optionale
cu exceptia faptului ca, cel putin una dintre cele doua
trebuie sa fie utilizat. Aceasta este o eroare in cazul in care:
¨ X si Z sunt omise,
¨ I si K sunt omise.
In cazul in care YZ-avion este selectat, programul G2 ~ X Y Z ~ ~ ~ A B C ~ ~ J
~ K ~ (sau de a folosi G3
in loc de G2). Axa cuvintele sunt toate optionale cu exceptia
faptului ca, cel putin una dintre Y si Z trebuie sa fie
utilizat. J si K sunt compenseaza, de la actuala locatie sau
coordonatele - in functie de IJ
Mod (Y si Z directii, respectiv) de la centrul cercului. J si K sunt
optionale
cu exceptia faptului ca, cel putin una dintre cele doua
trebuie sa fie utilizat. Aceasta este o eroare in cazul in care:
¨ Y si Z sunt omise,
¨ J si K sunt omise.
Aici este un exemplu de format un centru de comanda pentru a mill-un arc in
Incremental IJ Mod:
G17 G2 x10 y16 I3 J4 z9
Asta inseamna ca pentru a face o in sensul acelor de ceasornic (ca
vizitate de la axa Z-pozitiv) circulare sau elicoidale arc
a caror axa este paralel cu axa Z, care se termina unde X = 10,
Y = 16, si Z = 9, cu centru de
compensate in directia X de 3 unitati, de la actuala
locatie X si Y compensate in directia
cu 4 unitati, de la actuala locatie Y. In cazul in care actuala
locatie a X = 7, y = 7 de la bun inceput,
centrul va fi
altfel, este un arc elicoidale. Raza de acest arc ar trebui sa fie 5.
Cele de mai sus arc in mod absolut IJ ar fi:
G17 G2 x10 y16 I10 j11 z9
In centrul format, raza de arc nu este specificat, dar el poate fi gasit
de usor ca si de
Distanta de la centrul cercului, fie la curent cu punctul sau de la
sfarsitul punctului de arc.
10.7.4 locui - G4
Pentru a locui, program G4 P ~. Aceasta va mentine unmoving axe pentru
perioada de timp in
secunde sau milisecunde specificat de P numar. De unitate de timp pentru a
fi utilizat este setata pe
Config> Logic de dialog. De exemplu, pentru a stabili cu unitati
de secunde, G4 P0.5 vor locui timp de o jumatate de
secunde. Aceasta este o eroare in cazul in care:
¨ de P, numarul este negativ.
10.7.5 Setare sistem de coordonate de date Instrumentul de lucru si tabele
de offset - G10
A se vedea detaliile de instrument de lucru si a compensa pentru
informatii suplimentare cu privire la coordonarea sistemelor de
Pentru a stabili valorile compensate de un instrument, program
G10 L1 P ~ X Z ~ ~ ~ O, P, in cazul in care numarul trebuie sa
evalueze la un intreg in gama 0 la
255 - numarul de instrument - compenseaza de instrument specificat de
numarul P se reseteaza la dat.
Un numar de va reseta instrument tip raza. Numai aceste valori,
pentru care o axa de cuvant este
inclus pe linie va fi resetate. Instrumentul diametru nu poate fi
stabilita in acest mod.
G si M-codul de referinta
Rev 1.84-A2 10-19 Utilizarea Mach3Mill
Pentru a stabili valorile pentru a coordona origine a unui dispozitiv de sistem
de coordonate, program
G10 L2 P ~ ~ X Y Z ~ ~ ~ A B C ~ ~, in cazul in care numarul P trebuie
sa evalueze la un intreg in
cuprinsa intre 1 si 255 - numarul de fixare - (1 - 6 Valorile
corespunzatoare pentru a G54
Axa toate cuvintele sunt optionale. Coordonatele de origine al sistem de
coordonate specificate
de numarul P se reinitializeaza la valorile date coordona (din
punct de vedere al absoluta a coordona
sistem). Numai acele coordonate pentru care o axa de cuvant este inclus pe
linie vor fi resetate.
Aceasta este o eroare in cazul in care:
¨ P numarul de nu pentru a evalua un intreg in gama 0 - 255.
Daca origine compensa (facute de G92 sau G92.3) au fost in vigoare
inainte de G10 este utilizat, ei vor
continua sa fie in vigoare ulterior.
De sistem de coordonate a caror origine este stabilit printr-o
comanda G10 poate fi activ sau inactiv la
momentul la care G10 este executat.
Valorile stabilite nu vor fi persistente, cu exceptia cazului in care
instrument sau dispozitiv de tabele sunt salvate utilizand
Tabele butoanele de pe ecran.
Exemplu: G10 L2 P1 x3.5 y17.2 seturi de origine a primului sistem de coordonate
(de
selectate de catre un G54) la un punct in care este de 3-5 X si Y
este 17,2 (in valoare absoluta, coordonate). De
Z coordona de origine (si coordonatele pentru orice rotatie axe) sunt
cele ce
coordonate de origine au fost inainte de linia a fost executat.
10.7.6 in sensul acelor de ceasornic / circulara de ceasornic de buzunar -
G12 si G13
Aceste comenzi sunt circulare buzunar un fel de conserve de ciclu, care poate
fi folosit pentru a produce un
circulara gaura mai mare decat un instrument in uz sau cu un instrument
adecvat (ca un cutter Woodruff cheie) pentru a
cut interne grooves pentru "O" inele etc
Programul G12 I ~ pentru o miscare in sensul acelor de ceasornic si
G13 I ~ pentru o mutare de ceasornic.
Instrumentul este mutat in directia X de valoare in cazul in care cuvantul
si am taiat-un cerc in
directie specificate cu originalul X si Y coordonate ca centru.
Instrumentul este returnat
la centru.
Efectul sau este nedefinit daca avionul nu este curent XY.
10.7.7 Iesiti si introduceti Polar mode - G15 si G16
Este posibil pentru G0 si G1 se muta in X / Y avionul doar pentru a
specifica coordonatele ca o raza
si la un unghi relativ temporare punct central. Programul G16 pentru a
introduce acest mod. De curent
coordonate din punct de controlat sunt temporare de centru.
Programul G15 pentru a reveni la normal coordonate cartezian.
G0 x10 Y10 / / G0 normala pentru a trece la 10,10
G16 / / Mod de start a polare.
G10X10Y45
(Aceasta se va muta la 17.xxx X, Y 17.xxx, care este un
fata locului, pe un cerc) (raza de 10 la 45 de grade la
initiale de coordonatele de 10,10.)
Acest lucru poate fi foarte util, de exemplu, pentru foraj, un cerc de
gauri. Codul de mai jos pentru a muta
un cerc de gauri la fiecare 10 de grade pe un cerc de raza
ciugulire exercitii
G21 / / metrice
G0 X10Y5.5
G16
G1 X50 Y0 / / polari pentru a trece la o raza de 50 unghi 0deg
G83 Z-0.6 / / ciugulire detaliati
G1 Y10 / / zece grade original de la centru
G83 Z-0.6
G1 Y20 / / 20 de grade . etc ..
G1 Y30
G si M-codul de Referinta
Utilizarea Mach3Mill 10-20 Rev 1.84-A2
G1 Y40
> Etc
G15 / / reveni la normal cartezian
Note:
(1) nu trebuie sa faca X sau Y se muta, altele decat prin
utilizarea G0 sau G1, atunci cand este activa G16
(2) Acest G16 este diferit la o Fanuc punerea in aplicare, in care-l
foloseste ca punct de curent
polar de centru. De Fanuc versiune necesita o multime de origine
deplasare pentru a obtine dorit
rezultat pentru orice cerc nu centrata pe 0,0
10.7.8 avion de selectie - G17, G18, G19 si
Programul G17 pentru a selecta XY-avion, G18 pentru a selecta XZ-avion, G19 sau
pentru a selecta YZplane.
Efectele de a avea un avion selectate sunt discutate in cadrul G2 / 3 si
prefabricate de cicluri
10.7.9 Lungime Unitati - G20 si G21
Programul G20 de a utiliza pentru inch lungime de unitati. Programul
G21 de a folosi de milimetri.
Aceasta este, de obicei, o idee buna sa fie program G20 sau G21
aproape de inceputul unui program de
inainte de orice miscare apare, si nu de a utiliza fie o oriunde in
program. Este de
responsabilitatea utilizatorului de a fi sigur ca toate numerele sunt
adecvate pentru a fi utilizate cu curent
lungime de unitati. G70/G71 se vedea, de asemenea, care sunt
sinonime.
10.7.10 Inapoi
O pozitie de origine este definit (de parametrii 5161-5166). Parametru
valori sunt in termeni
a absolut sistem de coordonate, dar sunt in nespecificate lungime de
unitati.
Pentru a reveni la domiciliu prin pozitia a programat pozitie,
program
G28 ~ X Y Z ~ ~ ~ A B C ~ ~ (sau de a folosi G30). Axa Toate cuvintele sunt
optionale. Calea se face
de un parapet muta de la pozitia actuala a programat pozitie,
urmat de un
de traversare pentru a trece la pozitia de origine. In cazul in care nu
sunt programate axa cuvinte, intermediar
punctul curent este punct, asa ca doar o mutare se face.
10.7.11 Referinta axe G28.1
Programul G28.1 ~ X Y Z ~ ~ ~ A B C ~ ~ la de referinta dat axe. De
axe se va muta
la curent fata de rata de alimentare de origine a comuta (ES), astfel
cum sunt definite de configurare. Cand
absoluta a coordona masina atinge valoarea dat de o axa de
cuvant, atunci rata de alimentare
este setat la care sunt definite de Configurati> Config
referinta. Cu conditia actuala absoluta
pozitie este de aproximativ corecte, atunci acest lucru va da un soft opri
pe de referinta
switch (ES).
10.7.12 Straight Probe - G31
10.7.12.1 de Straight Probe Command
Programul G31 ~ X Y Z ~ ~ ~ A B C ~ ~ pentru a efectua o operatie
simpla sonda. De
axa de rotatie cuvinte nu sunt permise, dar este mai bine sa le
omita. Daca axa de rotatie sunt cuvintele
utilizat, numarul trebuie sa fie acelasi cu pozitia
actuala numere, astfel incat de rotatie
axe nu misca. Liniara axa cuvintele sunt optionale, cu exceptia
faptului ca cel putin unul dintre ei trebuie sa
fi utilizate. Instrumentul in ax, trebuie sa fie o sonda.
Aceasta este o eroare in cazul in care:
¨ curent punct este mai mica de 0.254 milimetri sau
punct.
¨ G31 este folosit in invers timp rata de modul de alimentare,
¨ nici o axa de rotatie este poruncit sa se miste,
¨ nu X, Y, sau Z-axa cuvantul este utilizat.
G si M-codul de referinta
Rev 1.84-A2 10-21 Utilizarea Mach3Mill
Ca raspuns la aceasta comanda, masina se muta de
controlat litera (care ar trebui sa fie la
sfarsitul celui de-al sondei tip), in linie dreapta, la rata
actuala de alimentare spre programat
punct. In cazul in care sonda excursii, sonda este retras usor din punct
de calatorie la sfarsitul anului
comanda de executie. In cazul in care sonda nu calatorie, chiar
si dupa ce a programat overshooting
punct slab, este de semnalat o eroare.
Dupa succesul de cercetare, parametrii de 2000 - 2005 va fi stabilit la
coordonatele de
locatie din punct controlate in momentul in care sonda impiedicat si
un trio care X, Y si Z
la excursie va fi scris la tertet fisier in cazul in care acesta a
fost deschis de catre M40
macro / OpenDigFile () functie (q.v.)
10.7.12.2 Utilizarea Straight Probe Command
Folosind drept sonda de comanda, in cazul in care sonda fluierul
piciorului este pastrat nominal paralel cu Zaxis
(de exemplu, orice axe de rotatie sunt la zero) si instrumentul
lungime compensate pentru sonda este folosit, deci
ca punct este controlat de la sfarsitul celui de-al varful sondei:
¨ fara cunostintele suplimentare cu privire la sonda, de
paralelism de o fata de o parte pentru a
de XY-avion pot fi, de exemplu, a fost gasit.
¨ in cazul in care sonda tip raza este cunoscut de aproximativ, de
paralelism de o fata de o parte pentru a
de YZ sau XZ-plan pot fi, de exemplu, a fost gasit.
¨ in cazul in care trunchi de sonda este cunoscut pentru a fi bine aliniat
cu axa Z-si sonda
Sfat raza este cunoscut de aproximativ, centrul unei circulare gaura, pot
fi, de exemplu, sa fie
fonda.
¨ in cazul in care trunchi de sonda este cunoscut pentru a fi bine aliniat
cu axa Z-si sonda
Sfat raza este cunoscut cu exactitate, mai multe utilizari poate fi
facuta direct de la sonda de comanda,
cum ar fi gasirea unei circulare diametru gaura.
In cazul in care straightness de sonda gamba nu poate fi adaptat pentru a
inalta precizie, este de dorit sa se
stiu eficienta razelor de sonda in varful cel putin + X,-X,
+ Y, si-Y directii. Acesti
cantitatile pot fi stocate in parametri, fie de a fi incluse in
fisier sau un parametru de
fiind stabilit intr-un program de Mach3.
Utilizarea sondei de rotatie cu axe nu set de zero este, de asemenea,
posibil. Facand astfel, este mai mult
complexe, decat atunci cand sunt axe de rotatie de la zero, si nu ne
face cu el aici.
10.7.12.3 Codul Exemplu
Ca un exemplu de utilizare, codul pentru gasirea de centru si cu
diametrul de o gaura circulara este
prezentat in Figura 11.5. Pentru acest cod de randament rezultatele exacte, de
gamba sonda trebuie sa fie wellaligned
cu Z-axa, in sectiune transversala a sondei de la varful sau mai
mare punct trebuie sa fie foarte
circulara, si sonda tip raza (de exemplu, raza de sectiune
circulara) trebuie sa fie
cunoscut cu exactitate. In cazul in care sonda tip raza este cunoscut doar
de aproximativ (dar de alta
conditiile de asteptare), locul de gaura centru vor fi corecte, dar
gaura cu diametrul
nu vor.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-22 Rev 1.84-A2
N010 (sonda centru pentru a gasi si diametru de circulare gaura)
N020 (Acest program nu va functiona, asa cum figureaza aici.
Trebuie sa)
N030 (introduce numere in loc de <description de number>.)
N040 (Stergere randuri N020, N030, N040 si cand faci asta.)
N050 G0 Z <Z-value a retras position> F <feed rate>
N060 # 1001 = <nominal X-value de gaura center>
N070 # 1002 = <nominal Y-value de gaura center>
N080 # 1003 = <some Z-value in interiorul hole>
N090 # 1004 = <probe tip radius>
N100 # 1005 = [<nominal gaura diameter> / 2,0 - # 1004]
N110 G0 X Y # 1001 # 1002 (muta mai sus nominala gaura centru)
N120 G0 Z # 1003 (muta in gaura - de a fi prudent, G1 substitut pentru G0 aici)
N130 G31 X [# 1001 + # 1005] (sonda + X partea gaura)
N140 # # 1011 = 2000 (cu exceptia rezultatelor)
N150 G0 X Y # 1001 # 1002 (inapoi la centru de gaura)
N160 G31 X [# 1001 - # 1005] (sonda-X partea gaura)
N170 # 1021 = [[# 1011 + # 2000] / 2.0] (gasi destul de bine X-valoarea
gaura centru)
N180 G0 X Y # 1021 # 1002 (inapoi la centru de gaura)
N190 G31 Y [# 1002 + # 1005] (sonda + Y parte din gaura)
N200 # # 1012 = 2001 (cu exceptia rezultatelor)
N210 G0 X Y # 1021 # 1002 (inapoi la centru de gaura)
N220 G31 Y [# 1002 - # 1005] (sonda-Y parte din gaura)
N230 # 1022 = [[# 1012 + # 2001] / 2.0] (gasi foarte buna Y valoare
de gaura centru)
N240 # 1014 = [# 1012 - # 2001 + [2 * # 1004]] (gasi gaura in
diametru Y-directie)
N250 G0 X Y # 1021 # 1022 (inapoi la centru de gaura)
N260 G31 X [# 1021 + # 1005] (sonda + X partea gaura)
N270 # # 1031 = 2000 (cu exceptia rezultatelor)
N280 G0 X Y # 1021 # 1022 (inapoi la centru de gaura)
N290 G31 X [# 1021 - # 1005] (sonda-X partea gaura)
N300 # 1041 = [[# 1031 + # 2000] / 2.0] (gasi foarte bun X-valoare de
gaura centru)
N310 # 1024 = [# 1031 - # 2000 + [2 * # 1004]] (gasi gaura in
diametru X-directie)
N320 # 1034 = [[# 1014 + # 1024] / 2.0] (gasi medie gaura diametru)
N330 # 1035 = [# 1024 - # 1014] (gasi diferenta in gaura diametre)
N340 G0 X Y # 1041 # 1022 (inapoi la centru de gaura)
N350 M2 (care e tot, oameni buni)
Figura 10.5 - Codul de Probe Hole
In figura 10.5 o intrare de forma <description de number> este menit
sa fie inlocuita cu o
numarul real care corespunde descrierii de numar. Dupa
aceasta sectiune de cod a
executat, in valoare de X-centru va fi parametru in 1041, in valoare de
Y-centru in
parametru 1022, si de diametru parametru in 1034. In plus, in paralel cu
diametru
X-axis parametru va fi in 1024, in paralel cu diametrul de axa y parametru in 1014,
si diferenta (un indicator al Circularitatea) parametru in 1035.
Sondei tip va fi in
gaura
De exemplu, nu include un instrument de schimbare pentru a pune o sonda in
ax. Adaugati instrument
schimba codul de la inceput, daca este nevoie.
10.7.13 Cutter Raza de Compensare - G40, G41, G42 si
Pentru a activa taiat de pe raza de compensare, program G40. Este OK
pentru a activa compensare off
atunci cand aceasta este deja off.
Cutter raza de compensare pot fi efectuate numai in cazul in care XY-avion
este activ.
Pentru a activa Cutter raza de compensare pe stanga (de exemplu, a
taiat ramane in partea stanga a
programate de cale, atunci cand instrument raza este pozitiv), program de
G41 D ~ Pentru a activa Cutter raza
compensare pe dreapta (de exemplu, a taiat ramane de la dreptul de a
programat cale, atunci cand
instrument raza este pozitiv), program de G42 D ~ D cuvant este
optional; daca nu exista nici un cuvant D,
raza de instrument in prezent in ax va fi folosit. Daca utilizate, D
numar ar trebui sa
in mod normal sa fie in numar de slot de instrument in ax, cu toate
ca acest lucru nu este necesar. Este OK
D pentru numarul de a fi zero; o raza de valoare zero, va fi folosit.
G41 si G42 poate fi calificata de catre un P-cuvant. Aceasta va
trece peste valoarea de diametrul de
instrumentul (daca este cazul) care figureaza in tabelul de curent
instrument intrare.
Aceasta este o eroare in cazul in care:
¨ D numarul nu este un intreg, este negativ, sau este mai mare decat numarul
de carusel
sloturi orare,
G si M-codul de referinta
Rev 1.84-A2 10-23 Utilizarea Mach3Mill
¨ de XY-avion nu este activ,
¨ Cutter raza de compensare este comandata la randul sau, pe cand
acesta este deja pe.
Comportamentul de prelucrare a sistemului de taiat cand se afla pe
raza de compensare este descris
in capitolul Cutter de compensare. Observati importanta programare
valabil intrare
si la iesire se muta.
10.7.14 Instrumentul Lungime compensa - G43, G44 si G49
Pentru a utiliza un instrument lungime compensate, programul G43 ~ H, in cazul
in care numarul H este de dorit in index
instrumentul de masa. Este de asteptat ca toate intrarile in
acest tabel vor fi pozitive. H numarul
ar trebui sa fie, dar nu trebuie sa fie, la fel ca la slot numarul
de instrument in prezent in
ax. Este OK pentru H numarul urmeaza sa fie zero; compensa o
valoare de zero va fi folosit. Omiterea
H are acelasi efect ca o valoare zero.
G44 este furnizat de compatibilitate si este utilizat in cazul in
intrari in tabelul de compensa da negativ.
Aceasta este o eroare in cazul in care:
¨ H numarul nu este un intreg, este negativ, sau este mai mare decat
numarul de carusel
sloturi.
Pentru a folosi nici un instrument lungime compensate, programul G49
Este OK, pentru programul de offset, utilizand aceleasi date deja in
folosinta. De asemenea, este bine sa utilizati nici un
program
instrument lungimea offset, daca nu este in prezent utilizat.
10.7.15 Scala factori G50 si G51
Pentru a defini o scara factor care va fi aplicat la un X, Y, Z, A, B, C,
I & J cuvantul inainte de a se
utilizat programul G51 ~ X Y Z ~ ~ ~ A B C ~ ~ in cazul in care X, Y, Z etc
cuvintele sunt de scara
factori de dat axe. Aceste valori sunt, bineinteles, niciodata ei
insisi scalate.
Nu este permisa utilizarea inegale scara factori pentru a produce
arce eliptice cu G2 sau G3.
Pentru a reseta scara factori de toate axele la 1,0 program G50
10.7.16 temporare sistem de coordonate offset - G52
Pentru a compensa curent de un anumit punct de pozitiv sau negativ la
distanta (fara miscare),
program
G52 ~ X Y Z ~ ~ ~ A B C ~ ~, in cazul in care axa a compensa contine
cuvinte pe care doriti sa o
furniza. Axa Toate cuvintele sunt optionale, cu exceptia faptului
ca cel putin unul trebuie sa fie utilizat. In cazul in care o
axa de cuvant este
care nu sunt utilizate pentru o anumita axa, de a coordona pe care
axa din punct de curent nu este modificat. El / ea este
o eroare in cazul in care:
¨ axa toate cuvintele sunt omise.
G52 si G92 utilizare comuna mecanisme interne in Mach3 si nu pot
fi utilizate impreuna.
Cand G52 este executat, de origine, in prezent un sistem de coordonate se
muta activa de catre
valorile date.
Efectul G52 este anulat de programare G52 x0 Y0 etc
Iata un exemplu. Presupun ca este la curent punctul X = 4, in
prezent, se specifica
sistem de coordonate, atunci G52 x7 stabileste X-axis compensate la 7,
si asa mai provoaca X-si coordoneze
din punct de curent pentru a fi -3.
Axa compensa sunt intotdeauna utilizata atunci cand miscare este
specificat in mod absolut de la distanta utilizand
oricare dintre sistemele de fixare a coordona. Astfel, toate sistemele de
fixare a coordona sunt afectate de
G52.
10.7.17 Mutare in valoare absoluta, Coordonate - G53
Pentru miscare liniara pana la un punct, exprimata in
valoare absoluta, coordonate, program G1 G53 X Y ~ ~
Z ~ ~ A B C ~ ~ (sau in mod similar cu G0 loc de G1), in cazul in care toate
cuvintele axa sunt optionale,
cu exceptia faptului ca, cel
putin unul trebuie sa fie utilizat. De G0 sau G1 este
optionala in cazul in care acesta este in actuala miscare
Mod. G53 nu este modal si trebuie sa fie programat pe fiecare linie
pe care se intentioneaza sa fie
activa. Aceasta va produce coordonate miscare liniara, programat
la punct. Daca G1 este
activa, viteza de miscare este in curs de alimentare rata (sau mai
lent in cazul in care masina nu va merge atat de
rapid). G0 Daca este activ, viteza de miscare este in curs de
traversare rata (sau mai lent in cazul in care
Masina nu va merge atat de repede).
Aceasta este o eroare in cazul in care:
¨ G53 este folosit fara G0 sau G1 fiind activa,
¨ G53 este folosit de taiat in timp ce se afla pe raza de compensare.
A se vedea capitolul relevant pentru o imagine de ansamblu a coordona sisteme.
10.7.18 Selectati lucru sistem de coordonate Offset - G54 si G59
Pentru a selecta munca compensate # 1, program G54, si in mod similar,
pentru primele sase compensa. De systemnumber -
G-code perechi sunt: (1-G54), (2-G55), (3-G56), (4-G57), (5-G58), (6-G59)
Pentru a avea acces la orice de la 254 de lucru compenseaza (1 - 254)
program G59 P ~ P, in cazul in care da cuvantul
numarul necesar de offset. Astfel, G59 P5 este identic in vigoare a G58.
Aceasta este o eroare in cazul in care:
¨-unul dintre aceste coduri de G-este utilizat in timp ce pentru taiat
raza de compensare este pornit.
A se vedea capitolul relevant pentru o imagine de ansamblu a coordona sisteme.
10.7.19 Setare Cale Control Mode - G61 si G64
Programul G61 de a pune in sistemul de prelucrare a opri in mod exact, sau G64
pentru constant
Mod de viteza. Este OK pentru a programului pentru modul ca este deja
activ. Aceste moduri sunt
descris in detaliu mai sus.
10.7.20 Rotire sistem de coordonate - G68 si G69
Programul G68 A B ~ ~ ~ R ~ I pentru a roti program sistem de coordonate.
A ~ X este de a coordona si B ~ a coordona Y de centrul de rotatie in
actuala
sistem de coordonate (de exemplu, inclusiv toate instrument de lucru si a
compensa si G52/G92 compensa.)
R ~ este unghiul de rotatie in grade (pozitiv este sens opus acelor de
ceasornic vizualizat de la pozitiv Z directie).
Am ~ este optional si valoarea nu este folosit. Daca as ~
este prezent aceasta provoaca dat R valoare pentru a fi
adaugat la orice existent de rotatie stabilit de G68.
de exemplu, G68 A12 B25 R45 cauze de sistem de coordonate pentru a fi rotite cu
45 de grade despre
punct Z = 12, Y = 25
Ulterior: G68 A12 B35 I1 R40 frunze de sistem de coordonate rotit cu 85
grade despre X = 12, Y = 25
Programul G69 pentru a anula rotatie.
Note:
Acest cod de rotatie permite doar in cazul in care planul actual este XY
I cuvant poate fi utilizat chiar si in cazul in care centrul este
diferita de cea folosita inainte de
cu toate ca, in acest caz, rezultatele trebuie atent de planificare. Ar
putea fi util atunci cand
simuland motorul de cotitura.
10.7.21 Lungime Unitati - G70 si G71
Programul G70 de a utiliza pentru inch lungime de unitati. Programul
G71 de a folosi de milimetri.
Aceasta este, de obicei, o idee buna sa fie program G70 sau G71
aproape de inceputul unui program de
inainte de orice miscare apare, si nu de a utiliza fie o oriunde in
program. Este de
G si M-codul de referinta
Rev 1.84-A2 10-25 Utilizarea Mach3Mill
responsabilitatea utilizatorului de a fi sigur ca toate numerele sunt
adecvate pentru a fi utilizate cu curent
lungime de unitati. G20/G21 se vedea, de asemenea, care sunt sinonime
si de preferat.
10.7.22 prefabricate Cycle - High Speed Peck DRILL G73
Ciclu de G73 este destinat pentru adancime de foraj sau de frezare cu chip de
rupere. Vezi, de asemenea, G83.
De retracts in acest ciclu de rupe chip, dar nu in totalitate retracta
detaliati de la gaura. El / ea este
adecvate pentru instrumente cu mult fluierele care va sterge rupt
chips-uri de la gaura. Acesta
ciclu dureaza un Q numar, care reprezinta un "Delta"
incrementati Z-a lungul axei. Program
G73 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~ ~ I
¨ preliminare miscare, asa cum este descris in G81 la 89 cicluri de
conserve.
¨ Deplasati-Z axa numai la rata curenta de alimentare descendent de
delta sau
pozitie, oricare dintre acestea este mai putin adanc.
¨ rapida inapoi de la distanta definite in G73 Pullback DRO pe
Setari
ecran.
¨ rapida inapoi la curent gaura de jos, sprijinit pe un pic.
¨ Repetati pasii de la 1, 2 si 3 pana cand se ajunge
¨ Retrage-axa Z de la rata de a se opune clar Z.
Aceasta este o eroare in cazul in care:
¨ Q numarul este negativ sau zero.
10.7.23 Anulare Modal Motion - G80
Programul G80 pentru a se asigura nici o axa de miscare va
aparea. Aceasta este o eroare in cazul in care:
¨ Axa cuvinte, atunci cand sunt programate G80 este activa, cu
exceptia cazului in care o modal grup
Axa programat care foloseste cuvinte.
10.7.24 prefabricate Cicluri - G81
Conserve de cicluri de G81 prin G89 au fost puse in aplicare, asa cum este
descris in aceasta sectiune.
Doua exemple sunt date cu descrierea G81 de mai jos.
Toate conserve cicluri sunt efectuate cu privire la curent selectat avionul.
Orice de la
trei avioane (XY, YZ, ZX) pot fi selectate. Pe parcursul acestei sectiuni,
cea mai mare parte a
descrieri si asume XY-plan a fost selectat. De comportament este
intotdeauna similare, daca
de YZ sau XZ-avion este selectat.
Axa de rotatie cuvinte nu sunt permise in cicluri de conserve, dar
este mai bine sa le omita. Daca
axa de rotatie cuvintele sunt folosite, numerele trebuie sa fie
aceeasi ca si la pozitia curenta
numere, astfel incat axele de rotatie nu misca.
Toate conserve de cicluri de utilizare X, Y, R, Z numere si in codul NC.
Aceste numere sunt folosite pentru a
determina X, Y, R, Z si pozitii. R (de obicei sensul retrage) este
pozitia a lungul
perpendicular pe axa curent selectat avionul (Z-axa pentru XY-avion, X-axis
pentru YZplane,
Y-axis pentru XZ-avion). Unele conserve de cicluri de utilizare argumente
suplimentare.
Pentru conserve cicluri, vom apela un numar "lipicioase" in cazul in care,
in cazul in care acelasi ciclu este folosit in mai multe
linii de cod intr-un rand, numarul trebuie sa fie folosite prima
data, dar este optional pe restul
de linii. Sticky numere tine de valoarea lor, cu privire la restul de
linii in cazul in care acestea nu sunt in mod explicit
programate pentru a fi diferite. R numar este intotdeauna lipicioase.
In mod incremental distanta: in cazul in care XY-avion este selectat,
X, Y, R si numere sunt
tratate ca incremente de la pozitia actuala si Z ca o majorare
de
inainte de a muta implica Z are loc, in cazul in care YZ sau XZ-avion este
selectat, de un tratament
axa cuvinte este analog. In mod absolut distanta, X, Y, R, Z si
numere sunt
absoluta pozitii in actualul sistem de coordonate.
The L numar este optional si reprezinta numarul de
repeta. L = 0 nu este permis. In cazul in care
Repet caracteristica este folosit, este utilizat in mod normal in
incrementala distanta mod, astfel incat acelasi
G si M-codul de Referinta
Utilizarea Mach3Mill 10-26 Rev 1.84-A2
secventa de propuneri se repeta in mai multe locuri de
distante egale pe o linie dreapta. In
Mod de absoluta distanta, L> 1 inseamna "a face acelasi
ciclu in acelasi loc de mai multe ori,"
L Omiterea de cuvant este echivalenta cu specificarea L = 1. The L
numar nu este lipicios.
Cand L> 1 in modul de incrementala cu XY-avion selectat, X si Y
sunt pozitiile
determinate prin adaugarea a dat X si Y numere fie la curent X
si Y pozitii
(de pe primul-du-te in jurul) sau de
de repetari). R si Z pozitii nu se schimba in timpul
repeta.
Inaltimea a retracta muta de la sfarsitul fiecarui repeta
(numite "clar Z", in descrierea
de mai jos) este determinata de setare a retracta Mod: fie la pozitia
initiala Z (daca
ca este mai presus de R pozitia si modul de a se retrage este
G98), sau in alt mod
Aceasta este o eroare in cazul in care:
¨ X, Y, Z si cuvintele sunt toate lipseste in timpul unui ciclu de
conserve,
¨ P un numar este necesar si un numar negativ P este utilizat,
¨ un numar L este utilizat, care nu evalueaza la o pozitiv,
¨ axa miscare de rotatie este utilizat in timpul unui ciclu de
conserve,
¨ invers timp de alimentare rata este activ in timpul unui ciclu de conserve,
¨ Cutter raza de compensare este activ in timpul unui ciclu de conserve.
In cazul in care XY avion este activ, Z numarul este lipicioasa,
si aceasta este o eroare in cazul in care:
¨ Z numarul lipseste si acelasi ciclu de conserve nu a fost
deja activa,
¨ R numarul este mai mic decat numarul Z.
In cazul in care planul XZ este activa, numarul Y este
lipicioasa, si aceasta este o eroare in cazul in care:
¨ el Y numar lipseste si acelasi ciclu de conserve nu a
fost deja activa,
¨ R numarul este mai mic decat numarul Y.
In cazul in care YZ avion este activ, in numar de X este lipicioasa,
si aceasta este o eroare in cazul in care:
¨ X numarul lipseste si acelasi ciclu de conserve nu a fost
deja activa,
¨ R numarul este mai mic decat numarul X.
10.7.24.1 preliminarii si In-Intre Motion
La inceput de executie de la oricare dintre ciclurile de conserve, cu XY-avion
selectat, in cazul in care pozitia actuala Z este mai jos de
pozitia R, Z-axa este traversed la theR
pozitie. Acest lucru se intampla doar o singura data,
indiferent de valoarea L.
In plus, la inceputul primului ciclu si fiecare repet, urmatoarele
una sau doua
miscarile sunt facute:
¨ un drept de traversare paralel cu XY-avion la dat XY-pozitie,
¨ un drept de traversare de
pozitie.
In cazul in care XZ sau YZ avion este activ, in prealabil si in-intre
propuneri sunt similare.
10.7.24.2 G81 Cycle
Ciclu de G81 este destinat pentru foraj. Programul G81 ~ X Y Z ~ ~ ~ A B C ~ ~
R ~ L ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ Retrage-axa Z de la rata de a se opune clar Z.
Exemplul 1. Presupun ca situatia actuala este (1, 2, 3), precum
si XY-plan a fost selectat,
si urmatoarea linie de cod NC este interpretat.
G90 G81 G98 X4 Y5 Z1.5 R2.8
G si M-codul de referinta
Rev 1.84-A2 10-27 Utilizarea Mach3Mill
Aceasta solicita absoluta distanta Mod (G90), vechi de "Z",
se retrage Mod (G98) si solicita sa se
G81 foraj ciclu, o data ce urmeaza a fi efectuate. The X X
numarul si pozitia sunt 4. De Y
numarul de pozitie si Y sunt 5. Z numarul de pozitie
si Z sunt 1.5. R numarul si clare
Z sunt 2.8. Urmatoarele muta avea loc.
¨ un parapet paralel cu avionul pentru a-XY (4,5,3)
¨ un parapet paralel cu axa Z-a (4,5,2.8)
¨ un flux paralel cu axa Z-a (4,5,1.5)
¨ un parapet paralel cu axa Z-a (4,5,3)
Exemplul 2. Presupun ca situatia actuala este (1, 2, 3), precum
si XY-plan a fost selectat,
si urmatoarea linie de cod NC este interpretat.
G91 G81 G98 X4 Y5 Z-0.6 R1.8 L3
Aceasta solicita incrementala distanta Mod (G91), vechi de
"Z", Mod de retracta si solicita sa se G81
foraj ciclu sa se repete de trei ori. The X este numarul 4,
numarul este de 5 Y, Z
Numarul este -0.6 si R este numarul 1.8. X pozitia
initiala este de 5 (= 1 +4), initial Y
pozitie este de 7 (= 2 +5), in pozitie este clar Z 4-8 (1-8 = 3),
si Z este pozitia 4.2 (= 4.8 -
0,6). Veche Z este 3.0
Prima mutare este un parapet Z-a lungul axei de a (1,2,4.8), deoarece vechea Z
<clar Z.
Primul consta din 3 repeta miscarile.
¨ un parapet paralel cu avionul pentru a-XY (5,7,4.8)
¨ un flux paralel cu axa Z-a (5,7, 4,2)
¨ un parapet paralel cu axa Z-a (5,7,4.8)
Cel de-al doilea este format din 3 repeta miscarile. The X pozitie se
reseteaza la 9 (= 5 +4) si Y
pozitia 12 (= 7 5).
¨ un parapet paralel cu avionul pentru a-XY (9,12,4.8)
¨ un flux paralel cu axa Z-a (9,12, 4,2)
¨ un parapet paralel cu axa Z-a (9,12,4.8)
Cea de-a treia se repeta consta din 3 miscari. The X pozitie se
reseteaza la 13 (= 9 4), precum si Y
pozitia 17 (= 12 5).
¨ un parapet paralel cu avionul pentru a-XY (13,17,4.8)
¨ un flux paralel cu axa Z-a (13,17, 4.2)
¨ un parapet paralel cu axa Z-a (13,17,4.8)
10.7.24.3 G82 Cycle
Ciclu de G82 este destinat pentru foraj. Program
G82 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~ P ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ insista pentru P numarul de secunde.
¨ Retrage-axa Z de la rata de a se opune clar Z.
10.7.24.4 G83 Cycle
Ciclu de G83 (adesea numit ciugulire foraj) este destinat pentru adancime de
foraj sau de frezare cu cip
spargere. Vezi, de asemenea, G73. De retracts in acest ciclu de clar gaura de
chips-uri si taie orice
stringers lung (care sunt comune, atunci cand, in foraj de aluminiu). Acest
ciclu dureaza un numar Q
care reprezinta un "Delta" incrementati Z-a lungul axei. Program
G83 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~ ~ I
¨ preliminare miscare, asa cum este descris mai sus.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-28 Rev 1.84-A2
¨ Deplasati-Z axa numai la rata curenta de alimentare descendent de
delta sau
pozitie, oricare dintre acestea este mai putin adanc.
¨ rapida inapoi catre clar Z.
¨ rapida inapoi la curent gaura de jos, sprijinit pe un pic.
¨ Repetati pasii de la 1, 2 si 3 pana cand se ajunge
¨ Retrage-axa Z de la rata de a se opune clar Z.
Aceasta este o eroare in cazul in care:
¨ Q numarul este negativ sau zero.
10.7.24.5 G84 Cycle
G84 de ciclu este destinat dreapta atingand cu un robinet instrument. Program
G84 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Start-feed viteza de sincronizare.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ Opreste ax.
¨ incepere de ax de ceasornic.
¨ Retrage-axa Z, la rata actuala de alimentare pentru a goli Z.
¨ Daca viteza-feed synch nu a fost la inceput, inainte de ciclu,
opreste-te.
¨ Opreste ax.
¨ incepere de ax in sensul acelor de ceasornic.
De ax trebuie sa fie de cotitura in sensul acelor de ceasornic,
inainte de acest ciclu este utilizat. Aceasta este o eroare in cazul in care:
¨ de ax nu este de cotitura in sensul acelor de ceasornic, inainte de
acest ciclu este executat.
Cu acest ciclu, programator trebuie sa fie asigurati-va ca
programul de viteza si a hranei pentru animale in corecta
parte pentru a se potrivi cu smoala de fire de a fi facute. Relatia
este ca ax
viteza este egala cu rata de hrana pentru animale ori de teren (in fire de
pe unitatea de lungime). De exemplu, in cazul in care
pitch este de 2 fire de pe milimetru, active sunt milimetri lungime de
unitati, precum si a hranei pentru animale rata
a fost stabilit cu comanda F150, apoi de viteza ar trebui sa se
stabileasca cu comanda S300,
de la 150 x 2 = 300.
In cazul in care hrana pentru animale si de viteza suprascrie
comutatoare sunt activate si nu stabileste la 100%, de la un singur
set de
mai mica setare va avea efect. Viteza si hrana pentru animale tarife
vor fi sincronizate.
10.7.24.6 G85 Cycle
Ciclu de G85 este destinat pentru plictisitor sau alezaj, dar ar putea fi
utilizate pentru foraj sau de morarit.
Programul G85 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ Retrage-axa Z, la rata actuala de alimentare pentru a goli Z.
10.7.24.7 G86 Cycle
Ciclu de G86 este destinat pentru plictisitor. Acest ciclu P utilizeaza un
numar de numarul de secunde
de a locui. Programul G86 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~ P ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ insista pentru P numarul de secunde.
¨ Opreste ax de cotitura.
¨ Retrage-axa Z de la rata de a se opune clar Z.
G si M-codul de referinta
Rev 1.84-A2 10-29 Utilizarea Mach3Mill
¨ Reporniti ax in directia aceasta a fost intampla.
De ax trebuie sa fie inainte de activarea acestui ciclu este utilizat.
Aceasta este o eroare in cazul in care:
¨ de ax nu este de cotitura in fata acestui ciclu este executat.
10.7.24.8 G87 Cycle
Ciclu de G87 este destinat pentru spate plictisitor. Program
G87 ~ X Y Z ~ ~ ~ A B C ~ ~ R ~ L ~ I ~ J ~ K ~
Situatia, dupa cum se arata in figura 10.6 este ca
aveti o prin gaura si doriti sa-l
counterbore din partea de jos a gaura. Pentru a face acest lucru va pune
la punct un instrument in forma de L-in ax, cu o
taiere de suprafata pe partea superioara a sa de baza.
Aveti stick-l cu atentie, prin gaura, atunci cand
nu este de filare si este orientata astfel ca se potriveste
prin gaura, apoi ai mutat-o astfel de tulpina de
L este pe axa de gaura, incepe ax, si hrana pentru animale de instrument
in sus pentru a face
counterbore. Apoi, va opri instrument, ia-l de pe gaura, si il
reporniti.
Acest ciclu utilizeaza I si J numere pentru a indica pozitia
pentru a introduce si a scoate instrument.
I si j va fi intotdeauna cresterile de la pozitia X si Y de
pozitie, indiferent de
Mod de distanta setare. Acest ciclu de asemenea, foloseste un
numar de K sa se precizeze pozitia a lungul Zaxis
din punct de controlat cu partea de sus a counterbore. K este un numar de
Z-valoare in actuala
sistem de coordonate in mod absolut de la distanta, si o
crestere (de
Mod de incrementala distanta.
¨ preliminare miscare, asa cum este descris mai sus.
¨ Mutare la rata de traversare paralel cu XY-avion, pana la punctul
indicat de I si J.
¨ Stop de fus intr-o anumita orientare.
¨ Deplasati-Z axa numai la rata de traversare descendenta
¨ Mutare la rata de traversare paralel cu XY-avion
¨ incepere de ax in directia aceasta se intampla inainte.
¨ Deplasati-Z axa numai la rata dat de alimentare ascendent la
pozitia indicata de K.
¨ Deplasati-Z axa numai la rata dat de alimentare inapoi
¨ Opreste ax in aceeasi orientare ca si pana acum.
¨ Mutare la rata de traversare paralel cu
XY-avion, pana la punctul indicat de I si J.
¨ Deplasati-Z axa numai la rata de traversare la clar Z.
¨ Mutare la rata de traversare paralel cu XY-plan pentru a specificat X, Y
locatie.
¨ Reporniti ax in directia aceasta se intampla inainte.
Cand acest ciclu de programare, de i si j numere trebuie sa fie alese
astfel incat in cazul in care instrumentul este
orientate spre oprit intr-o pozitie, se va potrivi prin gaura. Pentru
ca sunt diferite taietori
face diferit, s-ar putea sa ia ceva de analiza si / sau de
experimentare pentru a determina
Valorile corespunzatoare pentru I si J.
10.7.24.9 G88 Cycle
Ciclu de G88 este destinat pentru plictisitor. Acest ciclu utilizeaza un
cuvant P, P, in cazul in care se precizeaza
numar de secunde, pentru a locui. Programul G88 ~ X Y Z ~ ~ A-B ~ C ~ R ~
~ ~ L P ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ insista pentru P numarul de secunde.
¨ Opreste ax de cotitura.
¨ Stop program, astfel incat operatorul poate retracta ax manual.
¨ Reporniti ax in directia aceasta a fost intampla.
10.7.24.10 G89 Cycle
Ciclu de G89 este destinat pentru plictisitor. Acest ciclu utilizeaza un
numar P, P, in cazul in care se precizeaza
numar de secunde, pentru a locui. Programul G89 ~ X Y Z ~ ~ ~ A B C ~ ~ R
~ L ~ P ~
¨ preliminare miscare, asa cum este descris mai sus.
¨ Deplasati-Z axa numai la rata curenta de alimentare
¨ insista pentru P numarul de secunde.
¨ Retrage-axa Z, la rata actuala de alimentare pentru a goli Z.
10.7.25 raza Mode - G90 si G91
Interpretarea Mach3 cod poate fi in unul din aceste doua moduri de la
distanta: absolute sau incrementale.
Pentru a intra in modul absolut distanta, program G90. In mod absolut
distanta, axa numere
(X, Y, Z, A, B, C), de obicei, reprezinta pozitii in termeni de
active in prezent, sa coordoneze
sistem. Orice exceptii de la aceasta regula sunt descrise in mod
explicit in aceasta sectiune descrie Gcodes.
Pentru a intra in modul de incrementala distanta, program G91.
In mod incremental distanta, axa
numere (X, Y, Z, A, B, C), de obicei, reprezinta incremente de la valorile
actuale ale
numere.
I si j numere incremente reprezinta intotdeauna, indiferent de modul
de setare distanta. K
numere reprezinta cresterile in toate, dar o utilizare (a G87
plictisitor ciclu), in cazul in care
sensul cu modificari Mod de distanta.
10.7.26 Setare IJ Mode - G90.1 si G91.1
Interpretare a IJK valorile din G02 si G03 coduri pot fi intr-o
distanta de doua moduri:
absoluta sau incrementala.
Pentru a intra in modul absolut IJ, program G90.1. In mod absolut
distanta, IJK numere
reprezinta absolut pozitii in termeni de active in prezent sistem de
coordonate.
Pentru a intra in modul de incrementala IJ, program G91.1. In mod
incremental distanta, IJK
numere de obicei reprezinta incremente de la punctul curent controlate.
Incorecte setarile de acest mod, in general, va duce la mari incorect
orientate spre ARCS in
toolpath ecran.
G si M-codul de referinta
Rev 1.84-A2 10-31 Utilizarea Mach3Mill
10.7.27 compensa G92 - G92, G92.1, G92.2, G92.3
A se vedea capitolul privind coordonarea sistemelor pentru detalii complete. Vi
se recomanda sa nu utilizati
aceasta mostenire facilitate pe orice axa in cazul in care
exista un alt compensate aplicate.
Pentru a face din punct de curent au coordonatele pe care doriti
(fara miscare), program
G92 ~ X Y Z ~ ~ ~ A B C ~ ~, in cazul in care contin cuvinte axa axa
numere pe care o doriti.
Axa Toate cuvintele sunt optionale, cu exceptia faptului ca cel
putin unul trebuie sa fie utilizat. In cazul in care o axa de
cuvant nu este
utilizate pentru un anumit axa, de a coordona pe care axa din punct de
curent nu este modificat. Este un
eroare in cazul in care:
¨ axa toate cuvintele sunt omise.
G52 si G92 utilizare comuna mecanisme interne in Mach3 si nu pot
fi utilizate impreuna.
Cand G92 este executat, de origine, in prezent un sistem de coordonate
miscarile active. Pentru a face
acest lucru, origine compensa sunt calculate in asa fel incat coordonate
de curent punct cu privire la
mutat de origine sunt, asa cum se specifica pe linia care
contine G92. In plus, parametrii
5211 - 5216 sunt prezentate
suma de origine trebuie sa fie mutate in asa fel incat sa
coordoneze a controlat punct de pe axa
a specificat valoarea.
Iata un exemplu. Presupun ca este la curent punctul X = 4, in
prezent, se specifica
sistem de coordonate si cea curenta, X-axis compensate este zero,
atunci G92 x7 stabileste X-axis compensate
la -3, seturi parametru 5211 la -3, si provoaca X-coordona din punct
de curent pentru a fi 7.
Axa compensa sunt intotdeauna utilizata atunci cand miscare este
specificat in mod absolut de la distanta utilizand
oricare dintre sistemele de fixare a coordona Astfel, toate sistemele de fixare
a coordona sunt afectate de
G92.
Fiind in mod incremental distanta nu are nici un efect asupra
actiunii de G92.
Non-zero compensa poate fi fie deja in vigoare in cazul in care se numeste
G92. Ele sunt in vigoare
aruncata inainte de noua valoare. Matematic noua valoare de fiecare offset
este
A + B, in cazul in care este ceea ce ar putea fi compensate in cazul in care
vechi au fost compensate de zero, si B este vechi
compensate. De exemplu, dupa exemplul anterior, in valoare de X-curent
este punctul 7. Daca
G92 X9 apoi este programat, noul X-axis offset este -5, care este calculat de
catre [[7-9] + --
3]. Pune-o alta cale de a G92 X9 produce aceleasi indiferent de
offset G92 compensate a fost deja
in loc.
Pentru a reseta axa compensa la zero, program G92.1 sau G92.2 G92.1
stabileste parametrii de 5211 pentru a
5216 la zero, intrucat G92.2 frunzele lor valorile curente singur.
Pentru a seta axa compensa valorile la valorile date in parametri 5211 - 5216,
program
G92.3
Aveti posibilitatea sa setati axa compensa intr-un program
si de a folosi aceeasi compensa intr-un alt program.
Programul G92 in primul program. Acest lucru va seta parametrii de 5211 - 5216.
Nu utilizati G92.1
in restul primul program. Parametru valori vor fi memorate in momentul in care
primul
Programul de iesiri si restabilit in cazul in care cel de-al doilea
incepe in sus. Utilizati G92.3 aproape de inceputul anului
cel de-al doilea program. Asta va restabili compenseaza salvate in primul
program.
10.7.28 Setare Feed Rate Mode - G93, G94 si G95
Trei moduri de alimentare rata sunt recunoscute: invers timp,
unitatile de pe minut si unitati pe
Revolutia de ax. Programul G93 pentru a porni invers Mod de timp (acest lucru
este foarte rar
angajati). Programul G94 pentru a porni modul de unitati pe
minut. Programul G95 pentru a porni de unitati
Mod de pe rev.
In timp invers rata Mod de hrana pentru animale, un F cuvantul inseamna
miscare ar trebui sa fie finalizat in [o
impartit la numarul F] minute. De exemplu, in cazul in care
numarul este de
completat in jumatate de minut.
In unitatile de pe minut rata Mod de hrana pentru animale, un F
cuvant pe linie este interpretat de a intelege
controlate punct ar trebui sa mutati la un anumit numar de inch
pe minut, de milimetri pe
minute, sau de grade pe minut, in functie de ceea ce lungime de
unitati sunt in curs de utilizat si care
axa sau axele sunt in miscare.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-32 Rev 1.84-A2
In unitatile de pe rev rata Mod de hrana pentru animale, un F cuvant
pe linie este interpretat de a intelege controlate
punct ar trebui sa mutati la un anumit numar de inch pe ax revolutie,
de milimetri pe
ax revolutie, sau de grade pe ax revolutie, in functie de ceea ce lungime
de unitati sunt
fiind utilizat si care axa sau axele sunt in miscare.
In cazul in care rata invers timp de alimentare mod este activ, un F cuvantul
trebuie sa apara pe fiecare linie pe care
are o G1, G2, miscare sau G3, F si un cuvant pe o linie care nu are
G1, G2, sau G3 este
ignorate. Fiind in timp inversa feed rata Mod nu afecteaza G0
(rapida traversare) Propuneri. El / ea
este o eroare in cazul in care:
¨ invers timp de alimentare rata mod este activ si o linie cu G1, G2, sau
G3 (in mod explicit sau
implicit) nu are un cuvant F.
10.7.29 Setare prefabricate Cycle Revenire la nivel - G98 si G99
In cazul in care in timpul retracts ax conserve cicluri, nu exista
posibilitatea de a alege cat de departe de ea retracts:
1. retracta perpendicular pe planul selectat la pozitia indicata de R
cuvant, sau
2. retracta perpendicular pe planul selectat la pozitia pe care a fost in
axa, chiar inainte de
conserve de ciclu a inceput (cu exceptia cazului in care pozitia este
mai mic decat in pozitia indicata de theR
cuvant, caz in care utilizarea R cuvant pozitie).
Pentru a utiliza optiunea (1), program G99 Pentru a utiliza optiunea
(2), programul G98 Amintiti-va ca theR
cuvant are semnificatii diferite in mod absolut de la distanta
si incrementala distanta mode.
M-cod Meaning
M0 Programul opri
M1 Optional program opri
M2 Programul final
M3 / 4 Rotiti in sensul acelor de ceasornic ax / counterclckwise
M5 Stop ax de rotatie
M6 Instrumentul de schimbare (de doua macro-uri)
M7 Mist de racire pe
M8 de inundatii de racire pe
M9 Toate off de racire
M30 Programul final si Rewind
M47 Repetare program de la prima linie
M48 Activati de viteza si a hranei pentru animale suprascrie
M49 Dezactivare de viteza si a hranei pentru animale suprascrie
M98 Call subroutine
M99 Intoarceti-va la subroutine / repetati
Figura 10.7 - Construit in M-coduri
10.8 Built-in M Codurile
M codurile interpretat direct de catre Mach3 sunt prezentate in figura
10.7.
10.8.1 Programul Oprirea si se incheie - M0, M1, M2, M30
Pentru a opri un program care ruleaza temporar (indiferent de setare a
opri optional
comutator), program M0.
Pentru a opri un program care ruleaza temporar (dar numai in cazul in care
este optional opri comuta pe), program
M1.
Este OK pentru a programM0 si M1 in modul MDI, dar efectul va fi,
probabil, nu
demn de atentie, pentru ca comportament normal in MDI modul este de a
opri dupa fiecare linie de intrare,
oricum.
In cazul in care un program este oprit de
catre un M0, M1, apasand butonul de start ciclu va reporni
Programul de la linia urmatoare.
Pentru a termina un program, program M2 sau M30. M2 frunze linia urmatoare
pentru a fi executat ca M2
linie. M30 "rewinds" G-codul de fisier. Aceste comenzi pot avea
urmatoarele efecte
in functie de optiunile alese pe Configure> Logic de dialog:
¨ Axa compensa sunt setate la zero (ca de exemplu G92.2) si de origine
sunt stabilite pentru a compensa implicit
(la fel ca si G54).
¨ selectat avionul este setat
¨ la distanta este setat la modul absolut (la fel ca si G90).
¨ Feed rata modul este setat la modul de unitati pe minut (la fel ca
si G94).
¨ de alimentare si de viteza depaseste sunt setate
¨ Cutter compensare este oprit (la fel ca si G40).
¨ de ax este oprit (la fel ca si M5).
¨ curent miscare modul este setat
¨ de racire este oprit (ca de exemplu M9).
Nu mai multe linii de cod in dosarul va fi executat dupa ce a M2 sau M30
comanda este
executat. Presare ciclu incepe va relua programul (M2), sau de a incepe
programul inapoi la
inceputul celei de-a imagine (M30).
10.8.2 ax Control - M3, M4, M5
Pentru a porni ax rotind in sensul acelor de ceasornic, la moment, programate
de viteza, program M3.
Pentru a porni ax cotitura de ceasornic, la moment, programate de viteza,
program
M4.
Pentru un PWM sau Step / Dir ax de viteza este programat de S cuvant.
Pentru o pornire / oprire
ax de control vor fi stabilite de angrenare / pulleys pe masina.
Pentru a opri de la ax de cotitura, program M5.
Este OK pentru a utiliza M3 sau M4 ax in cazul in care viteza este setat la
zero. Daca acest lucru este facut (sau in cazul in care viteza
suprascriu trece este activata si setata la zero), in ax nu va
porni de cotitura. In cazul in care, mai tarziu,
ax de viteza este stabilit de mai sus zero (sau de anulare a comuta este
transformat in sus), va incepe in ax
cotitura. Este permisa utilizarea M3 sau M4 ax in cazul in care este
deja activarea sau de a folosi M5
in cazul in care se intinde este deja oprit dar vezi discutia cu privire
la siguranta in interlocks
configurare pentru a implicatiilor de o succesiune care ar revers o deja
in executie
ax.
10.8.3 Instrumentul de schimbare - M6
Cu conditia instrument schimba cereri nu pot fi ignorate (asa cum
sunt definite in Configurati> Logic),
Mach3 vor apela un macro (Qv) M6Start in cazul in care comanda este
intalnita. Se va astepta
Ciclul de Start pentru a fi presat, executa macro M6End si vor continua
sa fie difuzate la o parte
program. Puteti furniza codul Visual Basic in macro-uri pentru a
functiona propriul mecanice
Schimbator de instrument si pentru a muta axe la o locatie
convenabila de a instrument schimbare, daca doriti.
Daca instrument de schimbare a cererilor sunt stabilite pentru a fi
ignorat (in Configurati> Logic), apoi M6 nu are nici un efect.
10.8.4 de racire Control - M7, M8, M9
Pentru a activa de inundatii, pe de racire, program M7.
Pentru a activa pe aburi de racire, program M8.
Pentru a activa toate racire off, program M9.
Este intotdeauna OK pentru a folosi oricare din aceste comenzi, indiferent de
ceea ce este de racire sau de pe jos.
G si M-codul de Referinta
Utilizarea Mach3Mill 10-34 Rev 1.84-A2
10.8.5 Re-rulate din prima linie - M47
Pe intampina un M47 partea Programul va continua sa fie difuzate, de
la prima linie. Este un
eroare in cazul in care:
¨ M47 este executat intr-un subroutine
Run poate fi oprit de catre Pauza sau Oprire butoane
Vezi, de asemenea, utilizarea de M99 in afara unui subroutine pentru a
obtine acelasi efect.
10.8.6 de ignorare Control - M48 si M49
Pentru a activa viteza si a hranei pentru animale suprascriu, program M48.
Pentru a dezactiva ambele suprascrie, program
M49. Este OK pentru a activa sau dezactiva comuta atunci cand acestea sunt
deja activat sau dezactivat.
10.8.7 Apel subroutine - M98
Aceasta are doua formate:
(a) Pentru a apela un subroutine de program in cadrul programului actual parte
fisier cod M98 P ~ ~ L sau
M98 ~ ~ P Q Programul trebuie sa contina o O linie cu
numarul dat de cuvant al P
apelul. Aceasta O linie este un fel de "eticheta", care indica
inceputul celei de-a subroutine. Theo
linie nu poate avea un numar de linie (N cuvant) pe ea. Este, si
codul urmator, va fi in mod normal
scrise cu alte subroutines si urmati fie o M2, M30 sau M99 deci nu
este atins
direct de catre fluxul de program.
(b) Pentru a apela un subroutine care este intr-un fisier separat codul
M98 (filename) L ~
de exemplu, M98 (test.tap)
Pentru ambele formate:
The L cuvant (sau, optional, de cuvant Q) ofera de mai multe ori
ca subroutine este de a
fi numit inainte de a continua cu linia de
atunci valoarea sa de a defaults 1.
Prin folosirea parametrilor valori incrementale sau muta un subroutine repetate
pot face mai multe
roughing taie in jurul unui complex taie calea sau mai multe obiecte identice
de la o bucata de
material.
Subroutine apelurile pot fi imbricate. Asta este de a spune o subroutine pot
contine un apel
un alt subroutine. Deoarece nu este conditionata de bransament
permise nu este semnificativ pentru
subroutines pentru a apela ele insele recursiv.
10.8.8 Intoarceti-va la subroutine
Pentru a reveni la un program M99 de executie subroutine va continua, dupa
care M98
sunat la subroutine.
Daca M99 este scris in principal de program, adica nu intr-un
subroutine, apoi programul va incepe
executie din prima linie din nou. Vezi, de asemenea, M47 a obtine
acelasi efect.
10.9 Macro M-coduri
10.9.1 Macro de ansamblu
In cazul in care orice M-cod este utilizat, care nu este in lista de mai sus
de-a construit in codurile apoi va Mach3
incercarea de a gasi un fisier numit "Mxx.M1S" Macrocomenzi in dosar.
In cazul in care se constata de fisier, atunci se va
executa VB Script program care le gaseste in el.
Operatorul> Macrocomenzi meniu afiseaza o caseta de dialog
care va permite sa vedeti in prezent
macro-uri instalate, pentru a incarca, Editare si Salvare sau Salvare
ca text. De asemenea, are un dialog Ajutor
butonul care va afisa VB functii care pot fi chemati la control
Mach3. Pentru
exemplu, puteti interoga in pozitia de axe, muta axe, interoga
semnalele de intrare si
semnale de control al productiei.
G si M-codul de referinta
Rev 1.84-A2 10-35 Utilizarea Mach3Mill
New macrocomenzile pot fi scrise folosind un editor de externe program ca
Notepad si salvate in
Macrocomenzi dosar sau puteti incarca o existente macro in Mach3,
total rescrie-l si salvati-o
cu un alt nume de fisier.
10.10 Alte Codurile de intrare
10.10.1 Setare Feed Rate - F
Pentru a seta rata de alimentare, programul F ~
In functie de setare a Feed Mode comuta rata ar putea fi in
unitatile de-pe-minut sau
unitati de-pe-REV de ax.
Unitatile sunt cele definite de G20/G21 mode.
In functie de setare in Configurati> Logic o revolutie a ax
poate fi definita ca
puls care apar pe Index de intrare sau sa provina de la viteza a fost
solicitat de cuvant S
sau Set ax DRO viteza.
Feed-ul rata uneori poate fi overidden, asa cum este descris in M48 si M49
de mai sus.
10.10.2 Set ax Speed - S
Pentru a seta viteza de rotatii pe minut (rpm) de la ax, program S ~ de ax
se vor intoarce la care viteza atunci cand acesta a fost programat sa
inceapa de cotitura. Este OK, pentru un program
S cuvant daca ax este activarea sau nu. In cazul in care viteza suprascrie
comuta este activata si nu
stabileste la 100%, viteza va fi diferit de ceea ce este programat. Este
OK pentru programul S0;
de arbore nu va activa in cazul in care se face. Aceasta este o eroare in cazul
in care:
¨ S numarul este negativ.
In cazul in care un G84 (atingand) conserve ciclu este activa si a
hranei pentru animale si de viteza sunt suprascrie comutatoare
activat, un set de la cea mai mica setare va avea efect. Viteza si
hrana pentru animale tarife vor
fi sincronizate. In acest caz, viteza poate fi diferit de ceea ce este
programat, chiar si in cazul in care
viteza suprascriu comutator este setat la 100%.
10.10.3 Selectati Instrumentul - T
Pentru a selecta un instrument, program T ~ in cazul in care T este
numarul de slot numar in Schimbator instrument (de
Desigur un raft pentru a schimba manual) pentru instrument.
Chiar daca aveti un automat toolchanger, instrumentul nu este
modificat in mod automat de catre T
cuvant. Pentru a face acest lucru de utilizare M06. T cuvantul doar permite
Schimbator de a obtine instrument gata.
M06 (in functie de setarile din Config> Logic) va opera de toolchanger
sau opri
executie de-o parte de program, astfel incat sa puteti schimba
instrument de mana. Modalitatile de executie
a acestor modificari se stabileste in M6Start si M6End
macro-uri. Daca aveti nevoie de nimic special
va trebui sa personalizati aceste.
T cuvant, in sine, nu se aplica, de fapt, orice compensa. Utilizati
G43 sau G44, q.v., pentru a face acest lucru.
H cuvantul in G43/G44 specifica care instrument tabel intrare pentru a
utiliza acest instrument pentru a obtine compensarea. Notice
ca aceasta este diferita de actiune, atunci cand un instrument
de tip slot numar in T DRO. In acest
un caz implicite G43 se face atat de lungimea compensate de instrument se va
aplica, presupunand
slot ca numarul si numarul de inregistrare tooltable sunt
aceleasi.
Este OK, dar in mod normal nu sunt utile, daca T cuvintele apar pe
doua sau mai multe linii cu nici o unealta
schimba. Este OK pentru programul T0; instrument nu vor fi selectate. Acest
lucru este util daca doriti ca ax de a fi gol dupa un instrument de schimbare. Aceasta este o
eroare in cazul in care:
¨ un numar negativ T este folosit, sau un numar mai mare decat T 255
este utilizat. 10-11 de tratare a
erorilor
Aceasta sectiune descrie in eroare de manipulare Mach3.
Daca o comanda nu functioneaza asa cum este de
asteptat sau nu face nimic verifica faptul ca ati tastat corect. Comuna greseli sunt Du-te,
in loc de G0 O scrisoare adica in loc de zero) si prea
G si M-codul de Referinta multe puncte zecimale in numere. Mach3 nu verifica pentru Axa overtravel
(cu exceptia cazului in care software-ul limitele sunt in uz) sau excesiv de ridicate sau fluxuri de viteze. Nici
nu nu detecteaza situatiile in
cazul in care o comanda juridice face ceva nefericite, cum ar fi un
dispozitiv de prelucrare.
10.12 Ordinul de executare
Ordinea de executare a elementelor de pe o linie care este critica pentru
a sigura si eficienta masina de functionare.
Posturile sunt executate in ordinea prezentata in Figura 10.9 in cazul in
care acestea apar pe aceeasi linie. Ordinul punctul
1 Comentariu (inclusiv mesaj)
2 Setati rata de modul de alimentare (G93, G94, G95)
3 Setati rata de alimentare (F)
4 Setati ax viteza (S)
5 Selectati unealta
6 Instrumentul de schimbare (M6) si executarea M-codul de macro-uri
7 ax ON / OFF (M3, M4, M5)
8 racire ON / OFF (M7, M8, M9)
9 activa / dezactiva suprascrie (M48, M49)
10 locui (G4)
11 Set active avion (G17, G18, G18)
12 Setare lungime de unitati (G20, G21)
13 Cutter raza de compensare ON / OFF (G40, G41, G42)
14 Instrumentul de tabel compensate ON / OFF (G43, G49)
15 dispozitiv de tabel selectati (G54 - G58 si G59 P ~)
16 Setati modul de cale de control (G61, G61.1, G64)
17 Setati modul distanta (G90, G91)
18 Setare conserve ciclu reveni nivel Mod (G98, G99)
19 Prima pagina, sau schimbare sistem de coordonate de date (G10), sau un set
compensa (G92,
G94)
20 Efectuati miscare (G0
21 Stop sau repeta (M0, M1, M2, M30, M47, M99)
Tabelul 10.9 - Ordinul de executare pe o linie
10.12
Ordinul de executare
Ordinea de executare a elementelor de pe o linie care este critica pentru
a sigura si eficienta masina de functionare.
Posturile sunt executate in ordinea prezentata in Figura 10.9 in cazul in
care acestea apar pe aceeasi linie.
11. Anexa 1 - Mach3 screenshot pullout
Mill Programul Run ecran
Mill MDI ecran
Mill Toolpath ecran 
Mill compensa ecran
Mill Setari ecran
Mill Diagnostice ecran
12.1 opri si a limitelor, utilizand relee
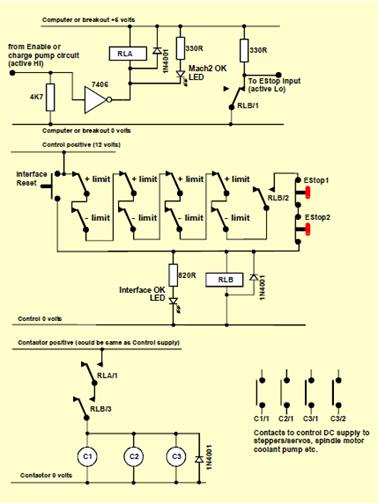
Note:
1. Acest circuit este de doar ilustrativ de o posibila solutie pentru
a limita extern conectat
switch-uri. Daca aveti nevoie de switch-uri de referinta,
atunci acestea ar trebui sa fie separate si conectat
2. Relay contacte sunt afisate in pozitia de-energised. Limita de
switch-uri si se apasa butoanele
nu sunt exploatate.
3. Holding Interface Resetare presat va permite Mach3 Resetare buton pentru a
fi apasat si
axe de a fi in afara jogged limita intrerupatoare. Interfata
Resetare va pricepe.
4. Relay A NU are nevoie de o persoana
de contact. Aceasta trebuie sa aiba un 5 volt bobina, care este
cel putin 150 de ohms (adica
nu necesita mai mult de 33 miliamperi sa functioneze). Omron
G6H-2100-5 este potrivit cu
contacte evaluat la 1 amper 30 de volti DC
5. Relay B are nevoie de 1 NC si 2 Nici o persoana de contact.
Aceasta poate avea orice convenabil bobina de tensiune, pentru a se potrivi
un disponibil de aprovizionare. In comuna de acest lucru ar trebui, in mod
ideal, nu trebuie sa fie pe PC 0 volt feroviar pentru a
evita lung cabluri de limita intrerupatoare si impiedica de a
induce zgomot. De Omron MY4
seria se potriveste cu patru contacte evaluat la 5 amperi AC 220 de
volti.
6. De LED-uri sunt optionale, dar util ca o indicatie de ceea ce se
intampla. De curent
limitarea rezistenta pentru interfata OK LED-ul trebuie sa
fie 1-8 kilohms cazul a 24 volt de aprovizionare este
utilizat.
7. In cazul in care bobina tensiuni sunt potrivite atunci contactoare poate
folosi un "control" pozitive si
comune de aprovizionare.
8. Intelegerea din contactoare (colaci demonstrat ca C1, C2, C3) depinde
de disc
putere de aprovizionare si de cabluri de motoare in masina
unealta. Tu
ar trebui sa urmareasca pentru a comuta pe DC aprovizionare a
steppers si / sau dupa servos de uniformizare
condensator pentru a se asigura un prompt opri. Ati putea sa rewire
pe ax si de racire
Motoarele de control, astfel incat nu contactor de excursie, nu-volt Circuit de
eliberare "(adica
mai doresc sa treceti de motor conduce dupa principalele
masini contactoare. Nu partaja
contacte pe o anumita contactor intre priza de curent alternativ si
stepper / servo DC de aprovizionare cu privire la
seama de mare risc crescut de un scurt-circuit intre aceste bunuri. Cauta
sfaturi daca nu sunteti sigur, mai ales inainte de lucru cu 230/415
volt 3-faza
circuite.
9. Prinderea diode peste releu contactor colaci si sunt necesare pentru a
absorbi in spate
emf atunci cand comuta de curent off in colaci. Contactoare mai vin cu
potrivit bobina
suprimarea circuite construit inch
Record de configurare utilizate
Rev 1.84-A2 1 folosind Mach3Mill
13. Anexa 3 - Record de configurare utilizate
Ar trebui sa pastreze o evidenta a hartie Mach3
setup-va!
Un complet de configurare Mach3 include o multime de informatii
detaliate. Nu va doresc
pentru a repeta acest proces pas cu pas, atunci cand va veti
actualiza computerul.
Mach3 profiluri sunt. Fisiere XML si va mentine, probabil, le in
Mach3 dosar. Folosi
Windows Explorer pentru a gasi profilul pe care doriti sa le
copiati si glisati-l la un alt dosar in timp ce
detinerea in jos tasta de control. Puteti folosi, desigur, nici un
alt fisier de copiere tehnica, daca
pe care o preferati.
Daca faceti dublu-clic pe numele de fisier, atunci dvs. de web
browser (Internet Explorer, probabil) va
deschide. fisier XML si afisa
De fisier XML poate fi editat cu un
editor de text cum ar fi Notepad, dar acest lucru nu este puternic
recomandat,
Profilul fisier poate fi util de informare pentru a atasa la un
e-mail in cazul in care solicita sprijin
de
14. Istoria versiunilor
Rev 1.84-B1 14 aprilie 2006 de utilizatori raportat typos corectate
(multumiri pentru trimiterea in!)
Rev 1.84-A1 11 aprilie 2006 pentru a sprijini Rev Version 1.84
Rev 7.1-A1 25 aprilie 2005 initiala preliminar eliberarea Utilizarea
Mach3Mill
Rev A1-8 22 iulie 2003 Prima versiune completa cu privire la utilizarea
Mach2Mill
Copyright © 2025 - Toate drepturile rezervate