|







 |  |
|
| |
 | Biologie | Chimie | Didactica | Fizica | Geografie | Informatica |
| Istorie | Literatura | Matematica | Psihologie |
Facultatea de Inginerie Electrica
Laborator de Metode si Procedee Tehnologice
Lucrare Tehnologie
TEHNOLOGIA DE FABRICATIE A MIEZURILOR MAGNETICE
Lucrarea cuprinde:
Notiuni de baza;
2. Fisa tehnologica;
3. Activitate la laborator;
4. Concluzii;
5. Bibliografii.
Notiuni de baza;
Avem in vedere urmatoarele:
pierderi in materialele magnetice;
materiale magnetice;
procesarea miezurilor magnetice;
Pentru constructia miezurilor magnetice se folosesc materiale cu permeabilitate magnetica mare, denumite materiale feromagnetice din fier, otel, fonta etc. Aceste materiale au caracteristica magnetica neliniara, starea lor magnetica fiind caracterizata prin vectorul inductiei magnetice;
![]()
H= campul magnetic, π
M= este magnetizatia
μ = permitivitatea aerului
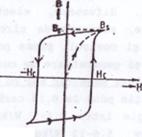
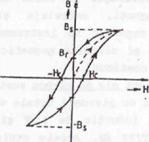
Curba care reprezinta dependenta B=f(H) se numeste caracteristica de maonetizare. Dupa forma acestei caractertistici materialele feromagnetice se clasifica in doua categorii:
a) materiale magnetice moj., al caror caracteristica de magneti formeaza un ciclu de histerezis ingust, suplu (fig. 6.1, a);
b) materiale magnetice dure, al caror ciclu de magnetizare este mai larg (fig. 6.1, b).
In materialele magnetice se dezvolta caldura, daca ele se gasesc In campuri magnetice variabile in timp.Caldura se dezvolta prin histerezis magnetic si prin curenti turbionari.Pierderile prin histerezis magnetic sunt proportionale cu frecventa si cuinductia magnetica:
![]()
a) ph reprezinta pierderile specifice (In unitatea de masa) a materialului;
b) f - frecventa;
c) ή - constanta de material;
d) Bmax -inductia magnetica maxima, iar n coeficientul lui Steinmetz, pentru materialele feromagnetice uzuale l,6<n<2.
Materiale magnetice moi Materiale magnetice dure
Pierderile specifice prin curenti turbionari intr-o tola cu arie mare, de grosime Δ si de rezistivitate electrica sunt:
![]()
Clasificarea miezurilor magnetice.Dupa natura fluxului magnetic, se deosebesc:
A . miezuri magnetice pentru flux variabil in timp , fabricate din tole sau ferite;
B . miezuri magnetice pentru flux constant in timp, fabricate din material masiv.
A. Materialele pentru circuitele magnetice cu flux magnetic variabil tn timp. Din aceasta categorie face parte tabla de otel electrotehnic. Fluxul magnetic variabil produce pierderi magnetice prin histerezis si curenti turbionari; reducerea pierderilor prin histerezis se poate obtine prin utilizarea unui material caracterizat printr-un ciclu de histerezis cu o panta cat mai mare si o suprafata cat mai mica. Pentru reducerea pierderilor prin curenti turbionari se folosesc materiale feromagnecice sub forma de table laminate (tole) de grosimi 0,27, 0,30, 0,35, 0,50, 0,65 mm din otel electrotehnic (otel aliat cu siliciu 1-5%), ceea ce face sa creasca rezistivitatea materialului.
Obtinerea teblei din otel electrotehnic se poate face in doua moduri :prin laminare la cald si prin laminare la rece.Tabla silicioasa laminata la rece, poate fi cu cristale orientale (graunti orientati) si cu cristale neorientate.
Tabla laminata la rece, in comparatie cu cea laminata la cald prezinta pierderi specifice mai mici si solenatie de magnetizare redusa. Tabla cu cristale orientate, numita si tabla 'texturata', este un material anizotrop, avand proprietati magnetice superioare pe directia de laminare; se foloseste mai mult la transformatoarele de putere. Notarea calitatilor tablei electrotehnice cu graunti orientati conform STAS 11526-80 Oteluri electrotehnice cu graunti orientati cuprinde grupul de litere FeM avand semnificatia de otel nealiat cu proprietati magnetice; grupul de litere este urmat de un numar care corespunde valorii maxime a pierderilor magnetice totale in W/kg, pentru inductia magnetica de 1,5 T despartite de un numar care corespunde grosimii nominale a tablei. Exemplu: FeM97-3O STAS 11526-80.
Caracteristicile magnetice si tehnologice ale tablei electrotehnice cu cristale orientate sunt date In tabelul 6.1 (conform STAS 11526-80). Densitatea calitatii de otel electrotehnic este considerata conventional 7,65 kg/dm3.
Tabelul 6.1
Caracteristici magnetice si tehnologice ale tablei electrotehnice laminate la rece cu cristale orientate.
|
Calitatea |
Grosimea nominala [mm] |
Pierderi magnetice totale (W/kg) |
FACTOR DE IMPACHETARE |
|
|
T/50 Hz |
T/50 Hz |
|||
|
FeM 89-27 | ||||
|
FeM 97-30 | ||||
|
FeM 111-35 | ||||
Otelul electrotehnic cugraunti orientati se livreaza sub forma de table sau benzi cu o acoperire izolata pe ambele fete,In general constituita dintr-o pelicula de silicati de magneziu.
Tabla silicioasa laminata la cald, se utilizeaza la executia miezurilor magnetice pentru aparate si masini electrice rotative, are un continut de 2-4% Si si are pierderi specifice intre 1,15-3,0 W/kg, la inductia de 1T si la frecventa de 50 Hz, respectiv intre 2,5-9 w/kg la inductia de 1,5 T si 50 Hz. Conform STAS E 11508-89 Benzi laminate la rece, cu graunti neorientati pentru electrotehnica exista urmatoarele calitati de tabla electrotehnica cu graunti neorientati D11, D12, D13, D14, D15, D16, D17, D18, D19, D20, D21, D22, D23, D24, cu grosimi 0,28 (numai D24), 0,35, 0,5, 0,65 mm. Suprafata acestor table pot fi:
-neacoperite (cu strat de oxid rezultat din procesul de fabricatie) avand simbolul Co;
-acoperite pe ambele fete cu izolatie organica, simbol C3;
-acoperite pe ambele fete cu izolatie anorganici, simbol C4. Izolatia C3 se realizeaza cu lac electroizolant.
In clasa termica F iar, izolatia C4 isi mentine proprietatile pana la 800 C. Parametrii tehnologici ai factorului de umplere sunt dati in tabelul 6.2.
Tabelul 6.2
Parametrii tehnologici pentru tabla electrotehnica laminata la cald cu graunti neorientati.
|
Calitatea tolei (grosime mm) |
Tola cu strat de izolatie |
Tola fara izolatie |
Feritele cunt materiale oxidice magnetic moi obtinute prin sinterizare din pulberi de oxizi metalici de fier cu oxizi de nangan, nichel, zinc, magneziu, cobalt, litiu etc. Standardul STAS 9543-74 Materiele oxidice magnetic moi. Terminologie, simboluri stabileste termenii si simbolurile principalelor caracteristici ale materialelor oxidice magnetic moi (ferite).
Feritele sunt folosite pentru circuitele magnetice care lucreaza In impulsuri, inalta frecventa. Ele se livreaza sub forma de miezuri cilindrice si tubulare (STAS 1009S-88 Miezuri cilindrice si tubulare din ferite. Forme si dimensiuni), miezuri jugulare (STAS 10154-87 Materialele oxidice magnetic moi. Miezuri jugulare pentru sistemul de deflexie Tv. Dimensiuni), miezuri oala (STAS 10641-88 Miezuri oala de ferita si carcase pentru bobine asociate miezurilor. Forme si dimensiuni), miezuri U, E, I (STAS 10745-87, Miezuri oxidice magnetice moi. Miezuri tip UU si UI din ferita, STAS 10197-87 Miezuri tip EE si El din ferita. Dimensiuni).
B. Materiale pentru circuite magnetice cu flux magnetic constant.
Din aceasta categorie face parte fierul tehnica (ARMCO),otelul slab aliat,aliaje fier-siliciu,fier-nichel,fonta,etc.
Fierul magnetic moale are o Inalta puritate, elementele carbon, siliciu, mangan, fosfor, aluminiu, sulf, titan avand concentratii bine controlate intre 0,005 si 0,1% (STAS 12305-85 Aliaje magnetice moi). Principalele tipuri de fier magnetic moale (denumiri comerciale) sunt fier tehnic pur, fier Armco,'fier electrolitic, fier carbonil, avand campul coercitiv intre 2-80 A/m Fierul magnetic moale se foloseste la relee de curent continuu, difuzoare, electromagneti, ambreiaje si frane magnetice, elemente de circuit magnetic In instrumentele de masurat si control, piese polare si circuite magnetice pentru motoare si generatoare de curent continuu.
Oteluri magnetic moi cu continut mic de carbon sunt oteluri care contin pana la 0,1% carbon si au pierderi totale specifice de energie intre 2,6-5 W/kg la inductia de 1 T si 50 Hz, respectiv 5,8-12 W/kg la 1,5 T/50 Hz. Aceste oteluri sunt folosite la circuitele magnetice ale masinilor electrice rotative de puteri mici. Se livreaza sub forma de table si benzi de grosimi 0,50, 0,65 mm.
Aliajele fier-siliciu au ca element de aliere principal siliciul al carui continut poate atinge 5%. Ele se clasifica (STAS 12305-85) dupa continutul de siliciu in urmatoarele clase: C1 aliaje cu maxim 5% si - se livreaza sub forma de produse masive si C2 aliaje cu 0,45% Si - se livreaza sub forma de benzi cu grosimea 0,35 laminate la rece.
Aliajele C1 se folosesc la circuitele magnetice ale releelor, la piesele polare ale masinilor electrice. Aliajele C21 (izotrope) se folosesc la circuitele magnetice ale aparatelor si masinilor electrice iar, aliajele C22 (anizotrope) la cele ale transformatoarelor. Aliajele C23 ce folosesc pentru frecvente pesta 100 Hz.
Aliaje fier-nichel se clasifica (STAS 12305-85) dupa continutul de nichel astfel:
El - aliaje cu 72 .. 83% Ni;
E2 - aliaje cu 54.68% Ni;
E3 - aliaje cu 45 50% Ni;
E4 - aliaje cu 35 40% Ni;
E5 - aliaje cu circa 30% Ni.
Aliajele El, E3 si E4 se livreaza sub forma de piese forjate, bare si benzi, laminate la cald, bare, table, benzi si sarme laminate sau trase la rece; aliajele E2 se livreaza sub forma de bare laminate la cald, bare, benzi sau table trase sau laminate la rece.
Aliajele E32 se livreaza sub forma de benzi sau table laminate la rece; aliajele E5 se livreaza sub forma de bare, sarme, benzi sau table trase sau laminate la rece.
Aliajele El se folosesc atunci cand este necesara o permeabilitate magnetica ridicata in camp magnetic scazut, aliajele E2 se folosesc cand sunt necesare inductii magnetice ridicate in campuri magnetice slabe In constructia transformatoare de curent, inductante de precizie, miezuri pentru comutatie, ecrane magnetice, traductoare. Aliajele E31, E32 se folosesc in constructia miezurilor pentru transformatoare de impulsuri, inductante stabile, transformatoare de curent, aparate de masurat. Aliajele E4 se folosesc in domeniul frecventelor Inalte si a impulsurilor, la traductcarele pentru telecomunicatii, filtre, transformatoare de separatie.Aliajele E5 se folosesc pentru compensatoare de temperatura (sunturi magnetice) , pentru dispozitive de masurare cu magneti permanenti.
Aliajele fier-cobalt se clasifica dupa continutul de cobalt astfel: F1 - aliaje cu 4750% Co; F2 - aliaje cu circa 35 % Co; F3 aliaje cu 2327% Co. Aceste aliaje se folosesc sub forma de benzi laminate la cald sau piese forjate. Marcile Fll, F12 se folosesc pentru echipamentul aeronautic sau aerospatial, membrane telefonice, lentile magnetice, iar mflrcile F2, F3 pentru piese care lucreaza le temperaturi mari de lucru.
Aliajele fier-aluminiu se clasifica in aliaje fara siliciu (simbol Gl) si cu siliciu (simbol G2). Aliajele Gl se livreaza sub forma de bare, table sau benzi, iar aliajele G2 se livreaza sub forma de piese turnate sau de pulberi. Aliajele Gl sunt utilizate la miezuri pentru capuri magnetice si traductoare sonore, iar aliajele G2 pentru circuite si capuri magnetice.
Comentarea standardului SR EN 10106
TABLE MAGNETICE CU GRAUNTI NEORIENTATI LAMINATE LA RECE SI LIVRATE IN STARE FINITA
Acest standard a fost aprobat de Presedintele ASRO la 23 mai 2001, si inlocuieste STAS E 11508-8/9. Standardul a fost
Standardul prezinta informatii despre: produsul laminat la rece, tabla metalica, aliaj magnetic, circuit magnetic, otel, clasificare, notare, livrare, caracteristica magnetica, caracteristica geometrica, caracteristica fizica, inspectie de receptie, calitate.
Standardul stabileste conditiile tehnice de livrare a tablelor sin benzilor laminate la rece din otel cu graunti neorientati cu grosimi de 0,35 mm, 0,50 mm, 0,65 mm si 1.0 mm destinate constructiei de circuite magnetice.
Standardul SR EN 10106 contine:
Clasificarea se face dupa valoarea maxima a pierderilor specifice in watti pe kilogram si dupa grosimea nominala a produsului (0,35 mm, 0, 50 mm, 0,65 mm, 1,00 mm)
Simbolizarea alfanumerica se face conform EN 10027-1. Simbolizarea numerica se face conform EN 10027-2.
Simbolizarea alfanumerica cuprinde:
Litera M= otel magnetic;
De o suta de ori valoarea maxima specificata a pierderilor specifice totale la 1,5 T la 50 Hz, in w/kg si corespunzatoare grosimii nominale a produsului;
De o suta de ori valoarea nominala a materialului, in milimetri;
Litera A pentru tabla sau banda magnetica cu graunti neorientati livrate in stare finite.
6.1 Procedeu de elaborare: este lasat la latitudinea producatorului.
6.2 Mod de livrare:
Tablele sunt livrate in pachete si benzile in colaci;
Valoarea recomandata pentru diametrul interior este de 500 mm;
Tablele trebuie sa fie suprapuse astfel incat fetele laterale ale pachetului sa fie sensibil plane si aproximativ perpendiculare la suprafata superioara;
Banda trebuie sa aibe latimea constanta, iar fetele laterale ale bobinei sa fie sensibil plane;
Colacul trebuie sa fie sufficient de strans incat san u se deformeze sub propria greutate;
Colacul poate prezenta ocazional suduri sau discontinuitati;
Marginile partilor sudate trebuie san u depaseasca mult alimental pentru a nu afecta prelucrarea ulterioara a materialului.
6.3 Conditii de livrare:
Materialul poate fi livrat fie fara izolatie sau cu izolatie pe o parte sau pe ambele. Pentru a le izola este nevoie de un accord la momentul cererii si al comenzii.
6.4 Conditii de suprafata:
Suprafata trebuie sa fie cuarata, lipsita de grasime si rugina. Defecte izolate ca striuri, sulfuri, adancituri etc. sunt premise daca sunt in limitele tolerantelor permise.
6.5 Aptitudine la taiere
Materialul trebuie sa fie apt a fi taiat sau stantat fara a cauza o uzura prematura a sculelor. Acesta trebuie sa fie apt a fi taiat in orice punct in forme uzuale,-astfel asigurand o prelucrare precisa cu scule de stantare corecte. In cazul unor conditii speciale pentru decupare sau stantare, acestea trebuie stabilite prin acord intre producator si cumparator.
7. CONDITII TEHNICE
Caracteristici magnetice
Pentru produsele acoperite, masa acoperirii de izolatie trebuie luata in considerare.
Pierderile magnetice trebuie determinate in camp magnetic alternativ (exprimate prin valori de varf) la 50 Hz.
7.1.2 Pierderi specifice totale
Acestea se aplica:
-pentru grosimi de 0,35 mm, 0,50 mm si 0,65 mm pentru epruvete in stare imbatranita;
-pentru grosimi de 1,00 mm pentru epruvete in stare neimbatranita
Valorile pierderilor specifice totale sunt garantate pentru o pierdere magnetica de 1,5 T.
7.1.3 Pierderi anizotropice
Acestea sunt garantate la o inductie magnetica de 1,5 T.
7.2 Caracteristici geometrice si tolerante
7.2.1 Grosimi
Grosimile minime ale produselor sunt 0,35 mm, 0,50 mm, 0,65 mm si 1,00 mm.
Pentru tolerantele la grosime se distinge:
- toleranta admisa la grosimile nominale din cadrul aceleiasi unitati de receptie;
- diferenta de grosime a unei table sau unei benzi pe o directie paralela cu directia de laminare;
- diferenta de grosime in directie perpendiculara fata de directia de laminare.
Aceasta toleranta nu se aplica produselor cu latimi mai mari de 150 mm.
Ecartul admis la grosimea nominala in cadrul acefeiasi unitati de receptie trebuie sa fie de ± 8% din valoarea nominala pentru grosimi de 0,35 mm si 0,50 mm si de ± 6 % din valoarea nominala pentru grosimi de 0,65 mm si 1,00 mm. Suprainaltarea suduri in raport cu grosimea masurata a tablei nu trebuie sa depaseasca 0,050mm.
Diferenta grosimii la o tabla sau pe lungimea unei benzi intr-o directie paralela cu directia de laminare nu trebuie sa depaseasca 8 % din valoarea nominala pentru grosimi de 0,35 mm si 0,50 mm. si 6 % din grosimea nominala de 0,65 mm si 1,00 mm. Diferenta de grosime pe directie perpendiculara pe directia de laminare nu trebuie sa depaseasca 0,020 mm pentru grosimi de 0,35 mm si 0,50 mm. si 0,030 mm pentru grosimi de 0,65 mm si 1,00 mm, masurarea facandu-se la minimum 30 mm de la margine. Tolerantele se aplica numai materialelor cu o latime mai mare de 150 mm. Pentru benzi inguste, se pot conveni alte conditii.
7.2.2 Latime
Latimile uzuale sunt egale sau mai mici de 1250 mm.
Pentru tolerantele la latime trebuie sa se faca o distinctie intre produsele livrate cu margini naturale si produsele livrate cu margini taiate.Pentru produsele livrate cu margini taiate se aplica tolerantele precizate in tabelul 1.
Tabelul 1 - Tolerante la latimea nominala
|
Latimea nominala, / (mm) |
Toleranta (mm) |
|
/<150 | |
|
150</<300 | |
|
300 < / < 600 | |
|
600 < / <1000 | |
|
1000 </ £1250 |
7.2.3 Tolerantele la
lungimea tablei in functie de lungimea comandata trebuie sa fie de + ![]() de + 6 mm.
de + 6 mm.
7.2.4 Rectilinitate
Verificarea rectilinitatii se aplica numai produselor livrate cu margini taiate si cu latimi superioare de 30 mm. Pe o lungime de 1 m, rectilinitatea nu trebuie sa depaseasca:
- 0,5 mm pentru o.latime nominala/> 150 mm,
-1,0 mm pentru o latime nominala /, cuprinsa intre 30 mm < / < 150 mm.
7.2.5 Planitatea (factor de ondulare)
Verificarea planitatii nu se aplica tablelor cu latimi mai mici sau egale cu 100 mm.
Factorul de ondulare exprimat in procente, nu trebuie sa depaseasca 2.
7.2.6 Curba reziduala
Verificarea curbei reziduale nu se aplica tablelor cu latimi mai mici sau egale cu 100 mm.
7.3 Caracteristici tehnologice
7.3.1 Masa volumica
Masa volumica a produsului nu este garantata.
7.3.2 Factor de spatiu
Valorile minime se aplica numai tablelor neizolate.
7.3.3 Numar de indoiri
Valorile se aplica epruvetelor prelevate perpendicular pe directia de laminare.
7.3.4 Tensiuni interne
Tablele trebuie sa fie lipsite pe cat posibil de tensiuni interne.
Verificarea tensiunilor interne nu se poate verifica la tablele cu latimi mai mici sau egale cu 150 mm. Distanta de masurare nu trebuie sa depaseasca 2 mm.
8. INSPECTIE
8.1 Generalitati
In cazul unei inspectii specifice, felul documentului de inspectie conform EN 10204 trebuie specificat la momentul comenzii. In acest caz, livrarea este divizata in unitati de livrare.
Pentru colaci mai mari de 201, fiecare colac constituie o unitate de livrare.
8.2 Prelevarea probelor
Prima si ultima spira a ruloului trebuie considerata ca ambalaj si nu este reprezentativa pentru calitatea restului colacului. Prelevarea trebuie efectuata, din primele spire interioare sau exterioare, excluzand spirele de ambalaj si in afara de zonele cu sudura sau cu discontinuitati.
In cazul tablelor, este preferabil ca prelevarea sa se faca din partea superioara a pachetului.
Prin alegerea unei executari convenabile a incercarilor, aceleasi probe pot servi pentru verificarea diverselor caracteristici.
8.3 Pregatirea epruvetelor
8.3.1 Proprietati magnetice
Pentru verificarea pierderilor magnetice si a pierderilor specifice totale, epruveta pentru incercarea Epstein cu cadru 25 cm consta din minimum 16 benzi Epstein care au urmatoarele dimensiuni:
-lungime de 280 mm pana ia 310 mm cu o toleranta de ± 0,5 mm,
-latime de 30 mm ± 0,2 mm.
Jumatate din benzile de incercare trebuie prelevate pe directia paralela cu directia de laminare iar cealalta jumatate perpendiculara pe directia de laminare, asigurand o repartitie pe latimea produsului.
Toleranta maxima dintre directia de taiere fata de directia specificata trebuie sa fie de ± 5°.
In cazul masurarii pierderilor specifice totale pe epruvete imbatranite, acestea trebuie incalzite la 225°C ± 5°C timp de 24 h si racite la temperatura ambianta.
8.3.2 Caracteristici geometrice si tolerante
Pentru masurarea grosimii, latimii, planitatii si rectilinitatii, epruveta consta dintr-o tabla sau o barida de 2 m lungime.
Pentru masurarea curburii reziduale, epruveta trebuie sa alba lungimea de 500 mm si latimea egala cu latimea tablei sau a benzii.
8.3.3 Caracteristici tehnologice
8.3.3.1 Factor de spatiu
Epruveta consta din minimum 16 benzi de aceleasi marime; in caz de litigiu epruveta consta din 1CO benzi. Ele trebuie sa aiba o latime de minimum 20 mm si o suprafata de minimum 5000 mm2, latimile si lungimile fiind egale cu o toleranta de ± 0,1 mm. Benzile de incercare trebuie debavurate inainte de incercare.
8.3.3.2 Numar de benzi
Doua epruvete cu latime de minimum 20 mm se preleveaza perpendicular pe directia de laminare fa o distanta de minimum 40 mm de margine si de mijloc si in afara zonelor de sudura.
Daca latimea materialului este insuficienta pentru prelevare de'epruvete transversale la lungimae prescrise, epruvetele trebuie prelevate in directia laminarii. In acest caz se aplica valorile din tabelul 2.
Epruvetele trebuie taiate cu grija fara a fi deformate.
8.3.3.3 Tensiuni interne
Epruveta consta dintr-o tabla sau o banda cu lungimea de 2 m.
8.4 Metode de incercare
Pentru fiecare caracteristica garantata trebuie sa se execute o incercare pe unitatea de livrare incercarile se executa Ia temperatura de (23 ± 5) °C daca nu exista alte prevederi.
8.4.1 Caracterisitci magnetice
8.4.1.1 Pierderi magnetice si pierderi specifice totale
8.4.1.2 Anizotropia pierderilor
Pierderile, in watt pe kilogram trebuie masurate separat pe 16 benzi Epstein prelevate perpe-dicular fata de sensul de laminare si pe 16 benzi Epstein prelevate paralel cu sensul de laminare.
8.4.2 Caracteristici geometrice si tolerante
8.4.2.1 Grosime
Masurarea grosimii trebuie sa se faca in orice punct situat la minimum 30 mm de la margine. Pentru produse cu latimi mai mici de 60 mm, masurarea grosimii trebuie efectuata pe axa longitudinala a tabiei. Masurarea trebuie efectuata cu un micrometru cu o rezolutie de 0,001 mm.
8.4.2.2 Latime
Latimea trebuie masurata pe axa longitudinala a produsului.
8.4.2.3 Rectilinitate
Rectilinitatea trebuie determinata conform EN 10251.
8.4.2.4 Planitate (factor de ondulare)
Factorul de ondulare se determina conform EN 10251.
8.4.2.5 Curba reziduala
Curba reziduala pe directia longitudinala a benzii se determina conform EN 10251.
8.4.3 Caracteristici tehnologice
8.4.3.1 Factor de spatiu
Factorul de spatiu trebuie determinat conform Publicatiei CEI 404-2.
8.4.3.2 Numar de indoiri
Incercarea consta in indoirea unei epruvete la 90° alternativ de o parte si de alta fata de pozitia initiala,
Raza de indoire aleasa trebuie sa fie de 5 mm.
O indoire la 90' si revenire la pozitia initiala se considera o indoire.
Incercarea se efectueaza pana Ia aparitia in metalul de baza a primei fisuri vizibile cu ochiul liber.
8.4.3.3 Tensiuni interne
Tensiunile interne trebuie determinate conform EN 10251.
8.5 Repetare incercari
Daca o incercare nu da rezultate corespunzatoare, incercarea respectiva trebuie repetata pe un numar dublu de epruvete prelevate din alte table din unitatea de receptie sau din alte lungimi de banda. Livrarea trebuie considerata conform comenzii daca toate rezultatele incercarilor care s-au repetat corespund conditiilor acestui standard.
9. MARCARE, ETICHETARE SI AMBALARE
Marcarea, etichetarea si ambalarea produselor trebuie sa faca obiectul unui acord la comanda.
10. RECLAMATII
Utilizatorul trebuie sa dea posibilitatea furnizorului de a se convinge ca reclamatia este bine fondata prezentand si evidentierea reclamatiei.
In toate cazurile, termenii si conditiile de reclamare trebuie facuti conform EN 10021.
11. INFORMATII FURNIZATE DE CUMPARATOR
Pentru- ca produsul sa corespunda prescriptiilor prezentului standard european, cumparatorul trebuie sa furnizeze urmatoarele informatii in cerere de oferta sau in comanda:
cantitatea;
tipul produsului (tabla sau banda);
numarul.acestui standard european (EN 10106);
notarea simbolica sau numerica a otelului (a se vedea capitolul 5);
- dimensiunile cerute ale tablei sau benzii (incluzand
orice limitare la diametrul exterior al ruloului)
(a se vedea 6.2);
toate limitarile de masa a unui pachet de table sau a unui rulou (a se vedea 6.2);
toate conditiile de marcare a sudurilor si a discontinuitatilor (a se vedea 6.2);
- toate prescriptiile speciale referitoare la acoperirea de izolare si clasificarea acesteia (a se vedea 6.3);
tipul de receptie cerut incluzand si documentele respective (a se vedea 8.1);
- toate prescriptiile speciale referitoare la incercarea pe o singura tabia (a se vedea 8.4.1).
Comentarea standardului STAS 12305-85
ALIAJE MAGNETICE MOI
1.GENERALITATI
1.1 Obiect si someniu de utilizare
1.1.1 Acest standard stabileste modul de clasificare a aliajelor magnetice moi, si ofera indicatii suplimentare cu privire la caracteristicile lor fizice, la forma de livrare si la aplicatiile principale.
1.1.2 Aceste aliaje sunt materiale msgnetice cu camp coercitiv de cel mult 1 kA/m si permeabilitate magnetica mare sau foarte mare.
1.1.3 Dupa compozitia chimica, aliajele magnetice moi se clasifica in sase grupe principale:
-fier;
-oteluri magnetice moi cu continut mic de carbon;
-aliaje fier-siliciu (simbol C) ;
-aliaje fier - nichel (simbol E);
-aliaje fier - cobalt (simbol F);
-aliaje fier-aluminiu (simbol G).
Acestea se mai pot clasifica dupa rezistivitate, camp coercitiv, permeabilitatea initiala etc.
1.2 Standarde conexe
In legatura cu acest standar mai avem si:
STAS 12076-82 Electromagnetism. Terminologie
STAS 11508-80 Table si benzi electrotehnice cu graunti neorientati
STAS 11526-80 Oteluri electrotehnice cu graunti orientati
2.FIER
2.1 Compozitie chimica
Fierul, clasificat in grupa aliajelor magnetic moi, trebuie sa fie de o inalta puritate astfel ca proprietatile magnetice precum si stabilitatea acestora sa fie la nivelul impus de domeniul de utilizare.
2.2 Baza subolnsificarii
Subclasificarea recomandata este bazata pe valorile cimpului coercitiv.
2.3 Forma de livrare
Sorturi comerciale de fier, conform cerintelor beneficiarului, se livreaza sub forma de lingouri, piese forjate, produse laminate sau trefilate la cald sau la rece, de diferite profile si dimensiuni.
2.4 Caracteristice fizice
Pentru aceste materiale, in documentele tehnice normative se indica, pe linga valorile cimpului coercitiv, urmatoarele caracteristici:
- magnetice : inductia la saturatie, permeabilitatea pentru diferite valori ale intensitatii cimpului magnetic, stabilitatea in timp a caracteristicilor;
mecanice si tehnologice : duritatea, rezistenta la rupere, prelucrabilitatea prin aschiere, aptitudinea de stantare si ambutisare ;
stare metalurgica : turnat in lingouri, forjat, laminat sau tras la cald sau la rece, cu sau fara executarea tratamentului termic indicat pentru aliajul respectiv.
Principale aplicatii
Fierul magnetic moale se foloseste in relee de curent continuu, difuzoare, electro-magneti, ambreiaje si frine magnetice, elemente de circuit magnetic in instrumentele de masurat si cele de control, piese polare si circuite magnetice pentru motoare si generatoare de curent continuu.
3. OTELURI MAGNETICE MOI CU CONTINUT MIC DE CARBON
3.1 Clasificare dupa compozitia chimica
Componentul.de baza al acestor oteluri este fierul, insotit, in afara impuritatilor inevitabile, de alte elemente care se introduc in procesul de elaborare. In general aceste oteluri contin pana la 0,10% C.
3.2 Baza subclasificarii
![]() Otelurile magnetice moi cu
continut mic de carbon se subclasifica dupa valorile pierderilor totale
specifice de energie masurate la valori ale inductiei magnetice de 1,0 T si 1,5
T, la frecvente industriale {.50 Hz sau 60
Hz).
Otelurile magnetice moi cu
continut mic de carbon se subclasifica dupa valorile pierderilor totale
specifice de energie masurate la valori ale inductiei magnetice de 1,0 T si 1,5
T, la frecvente industriale {.50 Hz sau 60
Hz).
Forma de livrare
Otelurile magnetice moi cu continut mic de carbon se livreaza, in general, sub forma de table si benzi. Pieselor finite li se aplica un tratament termic in vederea obtinerii caracteristicilor magnetice optime.
Caracteristici fizice
Pentru aceste oteluri, in documentele tehnice normative se indica umatoarele caracteristici :
-magnetice : inductia magnetica pentru diferite valori ale intensitatii cimpului magnetic si pierderile totale spscifice de energie;
mecanice si tehnologice: plasticitatea, starea suprafetei;
starea metalurgica : laminate la rece, cu sau fara executarea tratamentului termic.
3.5 Principalele aplicatii
Otelurile magnetic moi cu continut mic de carbon se folosesc la circuitele magnetice ale masinilor electrice rotative de puteri mici.
4. ALIAJE FIER-SILICIU
4.1 Clasificarea dupa compozitia chimica
Componentul de baza al acestor aliaje este fierul, al carui continut poate atinge 5%.
Clasificare dupa continutul de siliciu.
CI aliaje cu max. 5% Si (produse masive);
C2 aliaje cu 0,4 .. .5% Si (produse plate).
4.2 Baza subclasificarii
Aliajele se subclasifica dupa valoarea rezistivitatii
electrice. Aliajele C2 se subclasifica in:
- izotrope (C21);
anizotrope (C22);
aliaje pentru frecvente inalte (C22), care pot fi izotrope si anizotrope.
Forma de livrare
Aliaje C 1 se livreaza, in general, sub forma de piese forjate, iar aliajele C2 sub forma de table si benzi laminate la rece.
4.4 Caracteristici fizice
Pentru aceste materiale in documentele tehnice normative se indica urmatoarele caracteristici :
magnetice : inductia la saturatie sau cea remanenta, pentru aliajele C1; inductia
pentru diferite valori ale intensitatii cimpului magnetic si pierderile totale specifice de energie;
electrice : rezistivitatea si, pentru aliajele C2, coeficientul de izolatie superficiala;
mecanice si la aliajele C2 aptitudinea
de stantare, rezistenta la indoiri alternate,
tehnologice : rezistenta la tractiune,
starea suprafetei, factorul de umplere, planitatea, rectilinitatea.
Ductilitatea aliajelor Fe-Si scade cu cresterea continutului de siliciu.
4.5 Principalele aplicatii
Aliajele C1 se folosesc la circuitele magnetice ale releelor, la piesele polare ale masinilor electrice etc.
Aliajele C21 (izotrope) se folosesc, in special, la circuitele magnetice ale masinilor si aparatelor electrice, iar aliajele C22 (anizotrope), la cele ale transformatoarelor.
Aliajele C23 se folosesc pentru frecvente peste 100 Hz, cele izotrope pentru circuitele magnetice ale masinilor electrice rotative, iar cele anizotrope pentru cele ale transformatoarelor.
5. ALIAJE FIER-NICHEL
5.1 Clasificare dupa compozitia chimica
Componentii de baza ai acestor aliaje sunt fierul si nichelul. Aliajele Fe-Ni se clasifica dupa continutul de nichel, astfel:
E1 - aliaje cu 7283% Ni;
E2 - aliaje cu 5468% Ni;
E3 - aliaje cu 4550% Ni;
E4 - aliaje cu 35 40% Ni;
E5 - alieje cu circa 30% Ni.
Baza subclasificarii
Aliajele El se subclasifica dupa valorile permeabilitatii initiale in curent continuu (30 000 . . .100 000). Aliajele E3 se subclasifica in izotrope (E31) si anizotrope(E32). Pentru aliajele E2, E4 si E5 nu exista in general un sistem simplu de subclasificare; se poate lua in considerare forma curbei de histerezis.
Forma de livrare
Aliajele El, E31 si E4 se livreaza sub forma de piese forjate, bare si benzi laminate la cald, bare, table, benzi si sarme laminate sau trase la rece; aliajele E3 se livreaza sub forma de bare laminate la cald, bare, benzi sau table trase -sau laminate la rece; aliajele E32 se livreaza sub forma de benzi sau table laminate la rece; aliajele E5 se livreaza sub forma de bare, sirme, benzi sau table trase sau laminate la rece.
Caracteristici fizice
Pentru aceste materiale, in documentele tehnice normative se indica urmatoarele caracteristici:
- magnetice : permeabilitatea maxima in curent continuu, inductia la saturatie, campul coercitiv pentru aliajele El, E2, E3 si E4 ; in plus inductia remanenta pentru aliajele E2 si E3 si permeabilitatea magnetica initiala pentru aliajele El, E3 si E4. Pentru aliajele E5 temperatura Curie si variatia inductiei cu temperatura intr-un cimp magnetic stationar;
electrice: rezistivitatea electrica;
mecanice si tehnologice: aptitudinea de stantare, numai pentru aliajele El, E2, E4 ;
- starea metalurgica: livrate de obicei dupa deformarea la cald sau la rece, aceste materiale necesita un tratament termic pentru obtinerea proprietatilor magnetice optime, executat dupa aducerea piesei la forma -si dimensiunile finale. in cazul in care semifabricatul este livrat dupa ce a fost supus tratamentului termic, dupa prelucrari se executa un tratament termic de aducere (revenire) la proprietatile initiale.
Principalele aplicatii
Aliajele El se folosesc atunci cind este necesara o permeabilitate magnetica ridicata in cirnp magnetic scazut; de exemplu io : transformatoare de curent, disjunctoare diferentiale, relee sensibile, filtre cu banda. larga, amplificatoare magnetice de mica putere, inductante de precizie, miezuri pentru comutatie, capuri de inregistrare magnetica, ecrane magnetice, transductoare si aparate de masurat.
Aliajele E2 se folose.se atunci cind sint necesare inductii magnetice ridicate in cimpuri magnetice slabe de exemplu : disjunctoare diferentiale, transformatoare de masura, inductante de precizie, accesorii pentru impulsuri, amplificatoare magnetice, transductoare
Aliajele K31 se folosesc in aparate de masurat, transformatoare de curent, transformatoare de putere mica, elemente de relee, transductoare, aparate de conectare, servoaparatura, adaptoare de impedanta, transformatoare de impulsuri.
Aliajele E32 se folosesc la amplificatoare magnetice, convertizoare alternativ-continuu, inductanie saturabile, miezuri pentru transformatoare de impulsuri.
Aliajele E4 se folosesc in domeniul frecventelor inalte si al impulsurilor, in traductoare pentru telecomunicatii, filtre sau transformatoare de inalta frecventa, transformatoare de separatie, transformatoare de impulsuri.
Aliajele E5 se folosesc pentru compensatoare de temperatura (sunturi magnetice), pentru dispozitivele de masurare cu magneti permanenti.
6.ALIAJE FIER-COBALT
6.1 Clasificare dupa compozitie chimica
Componentii de baza ai acestor aliaje sint fierul si cobaltul. Aliajele Fe-Co se clasifica dupa continutul de cobalt, astfel:
F1 - aliaje-cu 47 50% Co;
F2 - aliaje cu circa 35% Co;
F3 - aliaje cu 23 27% Co.
6.2 Baza subclasificarii
Aliajele F1 se subclasifica dupa valorile inductiei la o intensitate a campului magnetic de 2500 A/m, in izotrope (F11) si anizotrope pe (F12).
6.3 Forma de livrare
Aceste aliaje se livreaza in general sub forma de piese forjate si benzi laminate la cald. In plus, aliajele FI se mai livreaza sub forma de bare rotunde sau dreptunghiulare si table laminate la rece. Aliajul F2 este livrat si sub forma de piese turnate, iar aliajele F3 se livreaza si sub forma de bare rotunde laminate la cald sau sarma trasa la rece.
6.4 Caracteristici fizice
Pentru aceste materiale in documentele tehnice normative se indica urmatoarele caracteristici :
magnetice: inductia la diferite valori ale intensitatii cimpului magnetic, inductia la saturatie, cimpul coercitiv;
mecanice si tehnologice: dupa deformarea plastica la cald.sau tratament termic, aceste materiale sunt prelucrabile cu precautii speciale; aliajele Fi si F3 laminate la rece si tratate termic pot fi prelucrate prin stantare. Ductilitatea aliajelor Fe -Co creste la scaderea procentului de Co;
stare
metalurgica: aliajele FI sint livrate dupa deformarea la cald sau la rece;
aliajul F2se livreaza laminat la cald; aliajele F3 sint livrate in stare
forjata,turnata, dupa laminare la cald sau la rece sau tragere la rece. In mod
curent aliajele se livreaza in stare semifinita si sint necesare tratamente
termice ulterioare pentru obtinerea proprietatilor magnetice optime. Aceste
tratamente trebuie efectuate dupa aducerea piesei la forma si
dimensiunile finale.
6.5 Principalele aplicatii
Aliajele F11 se folosesc atunci cind se cer inductii magnetice foarte mari in cimpuri magnetice slabe sau medii, de exemplu : transformatoare, felee, componente pentru echipament aeronautic sau aerospatial, membrane telefonice, piese polare, lentile magnetice.
Aliajele F12 se folosesc in amplificatoare magnetice cu sarcina ridicata si volum redus, transformatoare speciale;
Aliajele F2 se folosesc in aplicatii implicind inductii magnetice foarte mari sau temperaturi ridicate de lucru : piese polare de electromagneti;
Aliajele F3 se folosesc atunci cind se cer inductii magnetice foarte mari sau temperaturi ridicate de lucru (componente pentru echipament aeronautic sau aerospatial, in special pentru elementele tensionate mecanic); piese polare.
7.ALIAJE FIER-ALUMINIU
7.1 Clasificarea dupa compozitia chimica
Aliajele fier-aluminiu se clasifica in aliaje fara siliciu (Gl) si cu siliciu (G2). Componentii de baza, ai aliajelor Gl sint fierul si aluminiul, continutul in aluminiu fiind in general de 12.. . 16%. in afara impuritatilor inevitabile, aliajele Gl mai pot contine cantitati mici de Cr sau Re pentru imbunatatirea proprietatilor magnetice.
7.2 Baza subclasificarii
Subclasificarea recomandata este bazata pe continutul in aluminiu pentru aliajele Gl si pe permeabilitatea initiala pentru aliajele G2.
7.3 Forma de livrare
Aliajele Gl se livreaza sub forma de bare, table sau benzi.
Aliajele G2 se livreaza sub forma de piese turnate sau depulberi.
7.4 Caracteristici fizice
Pentru aceste materiale, in documentele tehnice normative se indica urmatoarele caracteristici :
- magnetice: pentru aliajele Gl permeabilitatea initiala si maxima, cimpul coercitiv, inductia la saturatie, magnetostrictiunea. Pentru aliajele G2 inductia ,la saturatie si campul coercitiv ;
- electrice: pentru aliajele G2 rezistivitatea;
- mecanice: duritatea, iar pentru aliajele G1 si calitatea suprafetei si aptitudinea de stantare;
stare metalurgica: laminat la cald pentru aliajele Gl si turnat sau pulberi pentru aliajele G2.
7.5 Principalele aplicatii
Aliajele Gl sint utilizate la miezuri pentru capuri magnetice si transductoare sonore, iar aliajele G2 pentru circuite magnetice si capuri magnetice.
2. Fisa tehnologica;
Dimensiuni tola rotor
Gabaritele 250-315
Date, dimensiuni pentru stantare:
Nr. Crt =4
Gabarit= 280/315
Nr. Poli= 2
Nr. Desen(PM)= 403274
Z= 40
Φ![]()
Φ![]()
C= 250
Φ![]()
E![]()
Φ![]()
![]()
![]()
![]()
![]()
L=40,1
Tehnologia de procesare a tolelor
|
Operatia |
Masini-unelte |
SDV |
Timpul |
|
|
Debitarea ΦC=255 |
Foarfeca cu rola |
Role |
2 h |
|
|
Stantare |
Presa |
Matrita |
5 h |
|
|
Debavurarea tolelor rotor |
Masina pentru debavurat |
Pietre abrazive |
1,5 h |
|
|
Izolare tola |
Masina de lacuit |
Role din cauciuc |
2,5 h |
|
|
Control Tehnic de Calitate | ||||
|
Sortare tole |
Masina de sortat |
Dorn |
1 h |
|
|
Impachetarea tolelor |
Cantar |
Dorn de impachetat |
1 h |
|
|
Presarea tolelor |
Presa hidraulica |
Aparat pentru masurarea lungimii pachetului |
1 h |
|
|
Sudarea scoabelor |
Aparat de sudura |
Calibru pe crestatura |
2,5 h |
|
|
Control tehnic de calitate |
3. Activitate la laborator
In cadrul laboratorului nr. 4 am studiat "Tehnologia de fabricatie a miezurilor magnetice".
Referitor la aceasta lucrare noi ne-am axat pe:
Am studiat SR EN 10106 : 2001 "Table magnetice cu graunti neorientati laminate la rece si livrate in stare finita".
Am invatat cum se noteaza un metal (M); exemplu: M 250-35A , unde 250=2,55 W/kg, pierderi totale la 1,5 T si 50 Hz si 0,35= grosimea nominala a tablei.
Am vorbit despre STAS 10107:2001 "Table si benzi de otel cu graunti orientate livrate in stare finita". STAS 12305-85 "Aliaje magnetic moi".
Ne-a fost prezentata tola, am taiat cu masina de taiat , ni s-a aratat cum lucreaza masina de stantat.
Spre sfarsitul laboratorului am facut "Tehnologia de procesare a tolelor".
4. Concluzii
Tehnologia de fabricatie a miezurilor magnetice
Aliajele dure sunt recomandate pentru lipituri din oflel, fontæ maleabilæ øi aliaje de cupru. Domeniile speciale de utilizare sunt lipiturile la construcflia de biciclete, motociclete øi construcflii de conducte de orice tip. Pentru lipituri cu o temperaturæ de exploatare de 300 °C.
Aliajele magnetice moi se utilizeaza in comunicatii,tehnica aerospariala, relee, etc.
Feritele sunt obtinute prin sintetizare din pulberi metalice si se folosesc la circuitele transformatoarelor de linii TV,radio, calculatoare, etc.
5. Bibliografie
-Activitatea de laborator;
-Manualul de laborator;
-Internet : https://www.armack.de/c1125/l96/i14235/u5788.htm
Copyright © 2025 - Toate drepturile rezervate