|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
Forma sectiunii transversale a laminatului este in functie de profilul cilindrilor de lucru care sufera o modificare semnificativa in timpul laminarii.
Cand forta pe lagar depaseste domeniul de presiuni al deformarii, cilindrii de sprijin se incovoaie iar cilindrii de lucru se situeaza astfel incat se schimba repartitia presiunii intre cilindrii de lucru si cei de sprijin, suma presiunilor ramanand constanta.
Generatoarele cilindrilor in contact cu materialul nu sunt drepte paralele, deformatiile variaza functie de forta de laminare, viteza de laminare, latimea benzii, starea materialului.
Sectiunea transversala a laminatului trebuie sa aiba, uneori, o usoara convexitate, pentru o mai buna centrare pe axa laminorului, sau, la laminarea la rece, trebuie ca profilul sa fie adoptat benzii laminate anterior (la cald) deoarece, altfel apar alungiri inegale ale fibrelor longitudinale vecine care se manifesta sub forma unor ondulatii ale mijlocului sau marginilor benzii; alteori profilul trebuie sa aiba generatoarele drepte si paralele (ex: banda de otel pentru tole de transformator).
Realizarea profilului necesar al generatoarelor cilindrilor de lucru se poate face prin doua tipuri de metode: pasive si active.
Metodele pasive sunt:
-reducerea deformatiei (incovoierii) cilindrilor de lucru prin introducerea unor cilindri de sprijin mai rigizi;
-compensarea deformatiei din incovoiere prin utilizarea unor cilindri cu tablia profilata (generatoare parabolice) cu bombament convex (pozitiv) sau, mai rar, concav (negativ); profilarea mecanica se obtine prin rectificarea cilindrilor, valoarea bombamentului (diferenta dintre diametrul la mijlocul, respective marginea tabliei cilindrului) variaza intre 0,05mm si 0,5mm, functie de dimensiunile cilindrului si ale laminatului. Pentru fiecare caja sunt necesare cel putin 3-4 seturi de cilindri de schimb, rectificati la diferite valori ale bombamentului pentru laminarea benzilor cu diferite latimi.
Metodele pasive au dezavantajul ca nu se pot adapta la variatia parametrilor (schimbarea fortei de laminare, a latimii benzii,.) in cursul procesului de laminare. Ele permit doar variatii ale bombamentului in trepte mari, prin schimbarea cilindrilor in pauzele de laminare.
Metodele active dau posibilitatea modificarii fara salturi (variatie continua) a bombamentului cilindrilor in timpul desfasurarii procesului de laminare fara schimbarea cilindrilor.
Metodele active sunt:
-reglajul pe cale termica: se bazeaza pe crearea unor diferente de temperatura de-a lungul tabliei cilindrilor, ceea ce produce dilatari inegale, modificand forma generatoarelor.
Reglajul se realizeaza prin incalzire diferentiata (la cajele uscate cu radianti sau cu flacara) sau prin racire diferentiata (la cajele umede prin variatia debitului de apa de racire care trece prin duzele de stropire, amplasate de-a lungul tabliei).
|
|
|
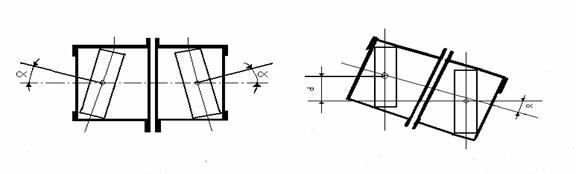
Fig.50. Reglajul hidromecanic al bombamentului cilindrilor: a. pozitiv, direct; b. negativ, direct; c. neutru, indirect. |
Reglajul pe calea termica este usor de realizat, dar nu se obtine decat un control lent si grosier al bombamentului si, in plus, duce la deteriorarea prematura a suprafetei cilindrilor.
Reglajul hidromecanic prin incovoiere controlata a cilindrilor (figura 50) se bazeaza pe introducerea unor forte suplimentare pentru producerea unor incovoieri ce se suprapun peste cele obtinute in mod normal.
Elemente componente ale sistemului de actionare
Motoarele utilizate pentru actionarea cajelor sunt electrice, in general de curent continuu (pentru utilizarea vitezelor si a momentelor variabile).
In cazul actionarilor directe (actionari geamane) se utilizeaza motoare cu viteza de rotatie joasa, cu gabarit foarte mare. Pentru reducerea momentelor de giratie se cupleaza doua sau trei motoare in serie.
Reductoare, cutii de viteza
Cajele de laminare primesc momentul de la motoarele electrice de actionare la viteza de rotatie necesara in raport cu diametrul cilindrilor si viteza de laminare. Un numar relativ redus de actionari se face prin cuplare directa a motoarelor cu cilindrii (de exemplu, laminoarele slebing si cele pentru tabla groasa, actionari cu viteza mica si cupluri foarte mari, precum si unele caje din laminoarele tandem cu caje cuarto pentru benzi subtiri laminate la rece cu actionari de mare viteza).
Actionarea directa se poate realiza cu motoare de viteza de rotatie joasa, care au gabarit mare. Pentru reducerea momentului de giratie se prevad, pe acelasi ax, doua motoare sau se cupleaza doua sau trei motoare in serie. Actionarea prin reductor sau cutie de viteza permite utilizarea unor motoare cu viteza de rotatie ridicata, mareste insa momentul de giratie la axul motorului. Actionarea directa cu sincronizare electrica permite utilizarea de cilindri cu diametre inegale, pana la circa 5%.
Reductoarele actionarilor de laminare pot fi cutii cu roti dintate cilindrice pentru toate cajele cu cilindri orizontali de laminare) si combinate cu roti conice (pentru cajele cu cilindri de laminare verticali).
|
|
|
|
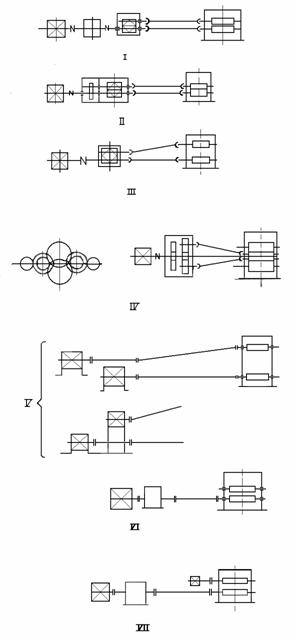
Fig.71. Sisteme de actionare pentru caje cu cilindrii orizontali |
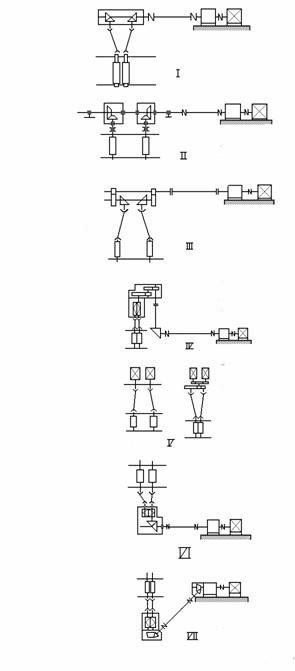
Fig.72. Sisteme de actionare pentru caje cu cilindrii verticali |
Cutiile de roti dintate pot fi si amplificatoare de viteza, de exemplu in cazul actionarii ultimelor doua sau trei caje ale laminoarelor tandem cu cinci si sase caje cuarto pentru laminarea la rece a tablelor din otel. Aceste reductoare au una sau doua intrari, corespunzatoare motoarelor si o iesire, care este legata printr-un cuplaj cu caja de antrenare.
Alta grupa de reductoare sunt reductoarele combinate cu caja de angrenare. La acestea, ultima treapta este reprezentata de doi cilindri dintati, ale caror fusuri sunt cuplate prin bare de cuplare cu cilindrii cajei.
Pentru obtinerea mai multor viteze de rotatie la iesirea din reductor se face transmisia de la motor la caja de angrenare prin cutia de viteze. Se aleg doua, cel mult trei viteze de iesire, determinate de obsinerea unei game suficient de largi pentru realizarea regimurilor de laminare dorite. Pentru o actionare geamana se utilizeaza un reductor dublu la una din cajele unui laminor tandem la rece cu cinci caje cuarto.
De exemplu, actionarea cilindrilor de lucru se face de la doua motoare avand, fiecare, 3000 kW, cu viteza de rotatie n=0-250/750 rot/min iar reductorul are raport de reducere i=1,405
Caracteristicile reductoarelor pentru actionarea laminoarelor sunt:
-constructie compacta (grad mare de umplere a spatiului din carcasa); roti cu latime mare, dantura inclinata sau in V; module, relativ, mici in raport cu diametrul; dintii cementati, caliti, rectificati; precizie de executie ridicata;
-carcase de constructie, mai ales, sudata sau combinata, cu peretii dubli; roti cu coroana dintata sudata pe doua diafragme; pene inclinate sau tangentiale; arbori din otel aliat; capace de lagare separate de capota; capota sudata, fixata cu, relativ, putine buloane dar cu protectie pentru etansare;
-ungerea abundenta prin stropire cu ulei recirculat, lagare cu rulmenti, dar si cu alunecare; ungerea rulmentilor comuna cu a rotii;
-capota prevazuta cu ferestre pentru supravegherea ungerii si angrenarii, eventual cu iluminat interior;
-rulmentii oscilanti cu role butoi sau dublu conici pot fi asezati in casete sau direct in carcasa; la dantura in V axele se autoconcentreaza fata de arborele intermediar sau cel de iesire, fixat axial intr-un lagar.
Pentru reducerea dimensiunilor si a greutatii reductoarelor se actioneaza pe doua cai: la angrenaje-utilizarea de oteluri aliate pentru arbori si cementarea si calirea dintilor iar la carcase-constructii sudate.
Din cercetarile efectuate asupra comportarii rotilor dintate confectionate din diferite oteluri, cu diferite tratamente termice, rezulta:
-otelurile cementate si calite au un coeficient de rezistenta la uzura de 4, fata de 1,30 la rotile din fonta maleabila si de 2,20 la rotile din otel cu crom, tratate termic;
-uzura la otelurile cu 0,60-0,70%C este de 14,65 unitati, fata de 0,10 unitati la oteluri cu 1,20-1,40%C; un pinion din otel cu 0,47%C calit prin inductie la 56 HRC prezinta pitting dupa 100x106 cicluri, la 13500 daN/cm2 presiune de contact, in timp ce acelasi pinion, confectionat din otel slab aliat, cementat si calit la 62HRC, dupa 100x106 cicluri la 15600 daN/cm2 nu prezinta piting;
-la calirea in apa se obtine o adancime a stratului dur de 1,5 ori mai mare fata de calirea in ulei ;
-prin trecerea de la oteluri normalizate sau imbunatatite la oteluri cementate calite superficial se obtine o reducere a latimii de 45-47%, iar in diametru de 28-32%.
Actionarea superioara a unei caje cu cilindrii verticali pentru un laminor de semifabricate cuprinde o transmisie cu roti cilindrice si doi cilindri de angrenare, in interiorul carora se deplaseaza barele de cuplare.
Cajele de angrenare sunt elemente ale transmisiei pentru actionarea in comun a cilindrilor unei caje. Miscarea se transmite de la motorul de actionare la unul dintre cilindrii dintati.
Angrenarea are raportul = 1, pentru sincronizarea vitezei cilindrilor de laminare; in unele cazuri, reductoarele si cajele de angrenare sunt incluse intr-un singur corp.
Pentru obtinerea mai multor trepte de viteze de rotatie la iesirea din reductor se face transmisia de la motor la caja de angrenare printr-o cutie de viteze.
|
|
|
Fig.73. Caja de angrenare. |
Factorii care caracterizeaza cuplajele sunt momentul si viteza de rotatie transmise. Cele mai utilizate cuplaje in actionarile utilajelor metalurgice (figura 74) sunt: fixe (rigide), articulate, elastice, de amortizare, de siguranta.
In functie de locul ocupat in schema de actionare si de rolul lor, cuplajele trebuie sa indeplineasca anumite conditii,ceea ce conduce la urmatoarea clasificare:
-cuplaje rigide: cupleaza parti separate ale arborelui de transmisie de la motor la caja, cand distanta dintre acestea este prea mare;
-cuplaje articulate: intra, in general, in componenta barelor de cuplare si au rolul de a transmite miscarea de rotatie;
-cuplaj articulat cu dinti (figura 7a) se compune din doua bucse dintate cu dinti in profil de evolventa si doua semicuplaje unite intre ele prin buloane.
Avantaje: simple, transmit momente de torsiune mari (3x10![]() N), cu unghiuri de dezaxare de
1-2°. Se utilizeaza la transmiterea miscarii de la motor la caje
de angrenare, de la motor la reductor.
N), cu unghiuri de dezaxare de
1-2°. Se utilizeaza la transmiterea miscarii de la motor la caje
de angrenare, de la motor la reductor.
-cuplaj articulat cu bile (figura 7b): articulatia este constituita dintr-un manson cu dinti interiori si un butuc sferic cu dinti exteriori. Intre dintii butucului si cei ai mansonului sunt asezate bile prin care se face transmisia fortelor tangentiale, rezultatedin momentul de actionare. Datorita frecarii de rostogolire, mai mica decat frecarea de alunecare care apare la cuplajele cu dinti, se reduc eforturile axiale si momentele de frecare (100:1). Se utilizeaza la transmisii mari si mijlocii cu unghiuri mari de inclinare (pana la 20°.
-cuplaje elastice (exemplu: cu arc-Bibby-figura 7c, cu bolturi) utilizate intre motor si reductor.
-cuplaje de amortizare (cuplaje principale): cu caneluri, cu cruci) utilizate intre cilindrul dintat, antrenat, al cajei de angrenare si reductor (sau motor)
-cuplaje de siguranta: au rol de protectie; in cazul depasirii sarcinilor normale la arborele antrenat, acestea se decupleaza (de exemplu: la cuplajele cu bolturi se foarfeca bolturile la depasirea momentului de torsiune). Se instaleaza pe cuplajele principale.
-cuplaje de debraiere: sunt mai rar utilizate la caje datorita faptului ca laminoarele au o transmisie individuala, pornirea si oprirea realizandu-se direct cu motorul de actionare. Se intalnesc, insa, la actionarea unor mecanisme componente (mecanisme de deplasare a cilindrilor, cuplaje cu frictiune (exemplu: electromagnetic) la alte utilaje (masini duble de impins brame in cuptoarele cu propulsie, foarfece .).
|
|
|
|
a. |
|
|
|
|
|
b. |
c. |
|
Fig.7 Tipuri de cuplaje: a. articulat cu dinti; b.articulat cu bile; c.elastic cu arc. |
|
Cuplajele fixe au constructia determinata de diametrul butucului si de numarul si dimensiunea bolturilor, care se aleg corespunzator momentului de transmis. Se alege de preferinta un numar mare de bolturi. Cuplul se transmite prin frecarea dintre flanse. Bolturile sunt prevazute cu ajustaj de alunecare. Capetele bolturilor si piulitele pot fi aparente sau ingropate. Flansa are umar de centrare iar arborele liber trebuie sa permita deplasarea axiala pentru demontare.
Articulatiile universale, cardanice si cu bile se utilizeaza numai la bare de cuplare. Cuplajele cu dinti sunt utilizate intre motor si reductor, intre reductor si caja de angrenare si sub forma de cuplaje prelungite la bare de cuplare, pentru antrenarea cilindrilor.
Cuplajele articulate cu dinti sunt cele mai utilizate pentru transmisia de la motor la reductor si la caja de angrenare. In ultimul timp, se utilizeaza foarte mult bare de cuplare dintate pentru laminoare mari cu viteze ridicate de laminare. Initial, s-au folosit la laminoare de dresare dar, mai recent, barele de cuplare dintate au devenit echipament standard pentru laminoare la rece.
Cuplajele
dintate permit dezaxari limitate ale unghiului dintre axe a![]() 0030' in cazul dintilor drepti ai a
0030' in cazul dintilor drepti ai a![]() 1030' in cazul dintilor curbati.
Cuplajele cu dinti curbi, construite de firme specializate, prescriu
normal
1030' in cazul dintilor curbati.
Cuplajele cu dinti curbi, construite de firme specializate, prescriu
normal ![]() a
a![]() 10, pentru constructii speciale maximum 1030'
si la cerere maximum 20. La barele de cuplare speciale se pote
ajunge, in gol, la maximum 30 (Tacke K.G. Maschinenfabrik Rheine,
Germania.). Constructorii americani (American Gear, Ajax) ajung la unghiuri de
60 cu sciderea corespunzatoare a cuplului ce se poate transmite.
10, pentru constructii speciale maximum 1030'
si la cerere maximum 20. La barele de cuplare speciale se pote
ajunge, in gol, la maximum 30 (Tacke K.G. Maschinenfabrik Rheine,
Germania.). Constructorii americani (American Gear, Ajax) ajung la unghiuri de
60 cu sciderea corespunzatoare a cuplului ce se poate transmite.
Dintre factorii caracteristici: cuplu, viteza si dezaxare, ultimul are cea mai mare importanta asupra duratei de viata afectand mentinerea ungerii si viteza de alunecare intre dinti.
Dintii cuplajului pot fi: drepti, prelucrati unghiular, curbati, curbi sau cu profil variabil, respectiv bombati. Dintii drepti se folosesc pentru nealinieri mici, la eforturi scazute. Dintii taiati unghiular sunt mai subtiri la capete decat la centru si corespund numai pentru o valoare data a dezaxarii. Prelucrarea pe o traiectorie circulara produce un dinte corespunzator unei game de dezaxari insa grosimea variabila a dintelui nu asigura un contact prea bun al acestuia. Ulterior s-a constatat ca, contactul dintilor (si, din acest motiv, filmul de ulei) este afectat direct de curbura utilizata. Pentru ameliorare, dintii se prelucreaza cu curbura variabila de alungul fetei lor.
Cea mai recenta forma a dintelui are curbura variabila, care pastreaza constant dreapta linia pasului de angrenare, in timp ce se curbeaza numai flancul dintelui. Aceasta permite ca, independent de inclinarea axei butucului fata de axa mansonului, dintii in contact sa aiba acelasi profil in sectiune, corespunzator datelor danturii iar, prin aceasta, se asigura contactul maxim.
Pentru transmiterea de momente mari, butucii dintati se monteaza pe arbori prin fretare. Pe fusurile cilindrilor de laminare se monteaza mansoane dintate pe arbori cu suprafete plate sau pene plate din otel aliat, tratat termic. La constructii mai recente se utilizeaza pene cu o faa plata si alta semicirculara, care insa nu pot lucra la viteze prea mari si la actionari cu accelerari si franari rapide. Pentru evitarea jocurilor se utilizeaza asamblarea cu o pana plata simpla si o pana plata inclinata sau cu doua pene plate, care se impaneaza prin deplasarea cilindrului.
O problema pusa de cuplaje, la schimbarea cilindrilor, o reprezinta inclinarea mansonului, datorita greutatii proprii dupa scoaterea cilindrului. Aceasta se poate rezolva printr-un resort asezat in arbore, care apasa asupra unei piese din mansonul dintat si-l mentine aliniat.
Pentru functionare in conditii bune si asigurarea unei durate lungi de functionare este necesar sa se asigure o ungere eficienta. Uleiul trebuie sa aiba viscozitate ridicata si capacitate portanta superioara, obtinuta prin aditivi, pentru presiuni de contact foarte inalte.
Momentele de calcul se aleg marite fata de momentele nominale ale actionarilor, datorita posibilitatii de aparitie a socurilor si a supraincarcarii motoarelor. Astfel, la laminoare reversibile Mcalcul = (2,5-3)Mn si la laminoare nereversibile Mcalcul = (1,5-2,0)Mn.
Arborii se confectioneaza din otel carbon sau slab aliat. Dintii trebuie sa suporte socuri continue si incarcari ciclice si, de aceea, pe langa o geometrie corecta suprafetele in contact trebuie sa aiba duritate ridicata. Dupa unii constructori (Ajax, S.U.A.) dintii trebuie sa aiba dupa calire prin inductie HRC 55-60; calirea se face dinte cu dinte. Duritatea dintilor mansonului poate fi cu 5-10 unitati mai mica decat cei ai butucului.
Rezultate bune se obtin prin utilizare de componente din otel aliat, tratat termic dupa unul din procedeele prezentate mai inainte. Otelurile cele mai indicate sunt oteluri crom-molibden sau nichel-crom-molibden, calite si revenite la duritatea dorita.
Butucul dintat se centreaza in manson pe varfurile dintilor. Pentru a permite inclinarea, varfurile se prelucreaza dupa o sfera cu centrul pe axa cuplajului.
Etanseitatea pune probleme dificile si trebuie facuta cu cea mai mare atentie. Utilizarea manletelor de rotatie cu buza de etansare satisface conditiile dar uzurile se produc, relativ, repede. Cele mai bune rezultate s-au obtinut cu etansari metalice de tip piston. Pentru conditii grele din punct de vedere al umiditatii, impuritatilor etc. se prevede, suplimentar, un segment elicoidal metalic, cu contractare.
Pentru o constuctie judicioasa trebuie retinute recomandarile urmatoare: dintii trebuie sa fie prelucrati curbati, in forma de butoias; este avantajos un numar mai mare de dinti cu modul mai mic; dintii trebuie sa fie caliti superficial sau prin alta metoda; jocul lor trebuie sa fie mic.
Cuplaje cu dinti frontali. Pentru cuplarea cajelor cu schimbare rapida se utilizeaza un cuplaj cu cu dinti frontali, taiati radial. Capetele de arbore ale cilindrilor dintati poarta mansoane dotate cu o semicupla in forma de flansa cu dinti si cu dorn cu con. Cilindrii montati in caja au montati pe fus mansoane cu cealalta semicupla cu dinti, care are in mijloc o gaura. Semicupla de pe cilindri este prevazuta cu caneluri si se poate deplasa axial apasand un arc elicoidal. Cand caja este deplasata spre pozitia de functionare dornurile semicuplajelor de pe barele de cuplare intra in gaurile semicuplelor de pe cilindri, facilitand cuplarea. Daca dintii nu intra direct in golurile celeilalte semicuple, arcurile se comprima. Prin rotirea arborilor actionati dintii intra in goluri si cuplajele sunt mentinut stranse de arcuri.
O constructie asemanatoare este aceea in care centrarea premergatoare cuplarii se face prin con exterior.
Un alt cuplaj rapid este acela in care dinttii sunt asezati pe un con. Butucul cu dintii conici la exterior este asezat pe pastilele unei articulatii universale, ale carei palete constituie elementul terminal al barei de cuplare. Pentru mentinerea in pozitie corecta de cuplare se insurubeaza o capsula cu un arc elicoidal. Mansoanele cu dinti interiori se aseaza pe fusul cilindrului. La apropierea cajei, cuplarea se face automat.
Cuplajele elastice. Se folosesc in general pentru actionari secundare. In trecut, alaturi de alte tipuri de culaje, erau folosite si pentru actionarile principale. Prezinta interes cuplajul cu arc, Bibby, la care se aseaza o lama continua, ondulata, intre dintii radiali profilati, taiati pe periferia celor doua cuplaje. In timpul actionarii, functie de cuplul de transmis, cele doua semicuplaje se aseaza unul fata de celalalt, cu un decalaj corespunzator incaarcarii lamelor, fiecare lama deformandu-se prin incovoiere, ca o grinda in consola sprijinita pe un reazem curb. Diametrul exterior D = (4-5)d, in care d este diametrul fusului arborelui.
De asemenea, se utilizeaza cuplaje cu falci si elemente intermediare elastice din cauciuc sau textolit. Se executa cuplaje cu 4 sau 6 falci, asezate ca dinti frontali pe fata unei flanse. Intre falcile vecine ale semicuplajelor se instaleaza elemente elastice. Este necesar sa se utilizeze cauciuc cu duritate ridicata.
Cuplajul cu bile. Este construit de DEMAG (Germania) si se foloseste cu rezultate bune pentru transmisii de actionari mijlocii si mari, cu unghiuri de inclinare pana la 200 intre motor si reductor sau intre caja de angrenare si cilindri. Articulatia este constituita, in principal, dintr-un manson cu dinti interiori si un butuc sferic cu dinti drepti, radial exteriori. Intre dintii butucului si dintii mansonului sunt asezate bile prin care se face transmisia fortelor tangenttiale rezultate din momentul de actionare. In timpul functionarii sub un unghi a colivia cu bile se aseaza sub un unghi a/2, fiind deplasata intr-o pozitie comandata de trei bolturi care au un capat articulat pe butuc si un capat articulat pe manson. Colivia bilelor, formata din doua inele se aseaza in pozitia determinata de bolturi. Datorita frecarii de rostogolire, mult mai mica decat frecarea de alunecare ce apare intre dintii unui cuplaj dintat, eforturile axiale si momentele de frecare se reduc in raport de 1:100 fata de cuplajul cu dinti. Numarul de bile este de 15, diametrul bilelor circa ¼ din diametrul arborelui d, diametrul de amplasare este de pana la 2d, diametrul sferei butucului circa 1,65 d.
Rolul barelor de cuplare este acela de a transmite miscarea (momente si viteze de rotatie) de la fusurile cilindrilor dintati ai cajei de angrenare (sau de la motorul electric) la fusurile cilindrilor antrenati ai cajelor de laminare. In functie de tipul cajei, momentul este transmis sub diferite unghiuri, pentru a putea pozitiona cilindrii in diverse faze ale laminarii. Aceasta presupune ca bara de cuplare sa aiba la capete articulatii care sa permita transmisia sub diferite unghiuri.
Cele mai utilizate tipuri de bare de cuplare in actionarile metalurgice sunt: cu dinti, universale, cardanice, cu bile, cu trefla.
Parametrii principali care caracterizeaza barele de cuplare sunt:
-capacitatea de transmisie a miscarii:
![]()
![]() (91)
(91)
in care: M este momentul maxim transmis, in Nm;
D - diametrul barei de cuplare, in ![]()
-unghiul dezaxarii sub care se transmite miscarea de rotatie.
Pentru diverse laminoare l necesar are valorile:
-300-700 (reversibile mari, la cald);
-250-1200 (benzi la cald);
-150-300 (benzi la rece);
-100-250 (sarma si profile mici).
Diversele constructii de bare au urmatoarele l posibile:
-270-430 (universale cu paleta);
-100-200 (cu dinti);
-350-1100 (cardanice speciale);
-100-200 (cardanice pentru utilaje).
Bare de cuplare cu dinti sunt foarte raspandite in ultima perioada datorita robustetei si simplitatii sale in exploatare; este derivat din cuplajul cu dinti. Procedeul cel mai uzual consta in a aseza butucii dintati pe fusurile unei bare de cuplare, in timp ce mansoanele cu dantura interioara se fixeaza pe fusul cilindrului de laminare si respectiv al cilindrului dintat. Uneori, in locul unei bare intermediare se utilizeaza o prelungire tubulara. Pentru reducerea consumului de piese de uzura elementele angrenarii se fac din piese detasabile asamblate, de obicei, prin caneluri.
O bara de cuplare cu dinti care se poate decupla are un capat normal iar capatul decuplabil este inversat, adica are mansonul cu dinti interiori pe bara de cuplare tubulara. Butucul este asezat pe o bucsa in trepte care sta pe rulmenti pe un capat de ax, fixat de fusul arborelui. Pe fusul arborelui se gaseste o bucsa cu caneluri exterioare. Bucsa in trepte si bucsa de pe arbore sunt legate printr-un manson partial canelat, care se poate deplasa axial. Prin deplasare se face decuplare.
Mentinerea in pozitie coaxiala a mansonului, care se monteaza pe fusul cilindrului si evitarea deplasarii axiale a barei de cuplare, se realizeaza cu un dorn cu cap sferic, apasat de un arc pe o placa a mansonului, la un capat al barei de cuplare. La celalalt capat, bara de cuplare se sprijina pe un reazem sferic.
Fixarea mansonului dintat pe fusul cilindrului pentru transmiterea momentului se face, mai ales, cu pene plate.
Bare de cuplare cardanice. Se utilizeaza la actionarile la care se transmit cupluri mici sub unghiuri de dezaxare mari (15-30°): caje mici la care distanta dintre axele cilindrilor de lucru variaza in limite mari. Cuplajul cardanic a inceput sa fie utilizat pentru actionari de laminoare numai in ultimii ani. Alaturi de avantajul de a putea transmite miscarea de rotatie sub un unghi important, teoretic pana la 400, cuplajul prezinta si unele dezavantaje ca: necesitatea unei ungeri eficiente si capacitatea, relativ, restransa de a transmite momente mari. De asemenea, cuplajele trebuie sa fie asociate cate doua, iar arborii legati prin aceste cuplaje trebuie sa fie paraleli, pentru a se compensa fluctuatiile vitezei unghiulare.
Bare de cuplare universale. Transmiterea miscarii de rotatie la cilindrii cajei se face prin bare de cuplare care fac legatura de la fusurile cilindrilor dintati ai cajei de angrenare sau de la motoarele electrice, in cazul actionarii gemene. Deoarece, in timpul laminarii, distanta intre cilindri variaza, barele de cuplare transmit momentul sub diferite unghiuri. Cilindrul inferior ramane cu axul fix in caja dar, datorita restrujirilor, se aseaza la diferite niveluri. Cilindrul superior este pozitionat de suruburile de presiune si lamineaza la distante diferite fata de cilindrul inferior.
In aceste conditii, este necesar ca barele de cuplare sa aibe, la capete, articulatii care sa permita transmiterea miscarii sub anumite unghiuri.
Tipurile de articulatii utilizate pentru cajele laminoarelor sunt: articulatii universale; cuplaje cu dinti; cuplaje cardanice; cuplaje sferice cu bile.
Cel mai raspindit tip, pana in prezent, este bara de cuplare cu articulatie universala formata dintr-o paleta si ofurca, intre care sunt asezati doi cuzineti semicilindrici mentinuti in pozitie fata de paleta printr-un bolt. Barele cu articulatii universale se utilizeazi pentru toate tipurile de laminoare, pentru momente medii (15-20 103 daNm) pana la foarte mari (400 103 daNm) si pentru viteze de rotatie de la medii (200-900 rot/min) la mici (25-30 rot/min). Utilizare larga au la cajele slebing si slebing universal, degrosoare de toate tipurile, caje pentru laminarea de profile grele si profile mijlocii, caje pentru laminoare de tabla groasa, caje pentru laminoare de benzi la cald, etc.
Calitatea principala a articulatiilor universale este posibilitatea de transmitere a cuplurilor mari sub un unghi destul de important, pana la 7-80, comportarea lor fiind comparabila cu a articulatiilor cardanice. In cazul cajelor pentru laminoare slebing, la care cursa cilindrului superior este mare, pana la 2000 mm iar cuplarea cilindrilor se face direct la arborii motoarelor (actionarea geamana) bara cilindrului inferior, fix in timpul laminarii se aseaza cu inclinare mai mica, sub linia orizontului. Bara cilindrului superior se face cu inclinare in sus la pozitia inferioara a cilindrului, pentru ca, prin ridicare in pozitia maxima, imbinarea sa fie in jos, divizind astfel inclinarea barei de cuplare fata de orizontala.
Ghidajele aferente cajelor de laminare sunt dispozitive care au rolul de a conduce semifabricatul sau laminatul la intrarea si iesirea din caja, realizand urmatoarele operatii:
-pozitionarea corecta a laminatului la intrarea in caja (centrat, pe axa cajei);
-rasturnarea sau rotirea laminatului intre trecerile de laminare;
-introducerea de tensiune in banda.
In cadrul laminoarelor de produse plate, principalele tipuri de ghidaje utilizate sunt:
-la laminoarele slebing: manipulator-rasturnator; ghidaje sub forma de placi;
-la laminoarele de tabla groasa si de banda la cald: manipulator cu lineale de ghidare laterale, buclator cu rola pentru trenul finisor;
-la laminoarele de banda la rece: buclator cu rola; presa de banda; ghidaj cu role pentru banda la rece.
Rasturnatoarele au rolul de a rasturna lingourile, de a intoarce semifabricatele sau de a intoarce tablele pentru verificarea aspectului pe ambele fete.
S-au realizat tipuri constructive distincte:
-cu carlige-pentru lingouri;
-cu brate-pentru tabla groasa.
Un rasturnator cu carlige pentru lingouri (figura 78) realizeaza rasturnarea lingoului prin rotirea acestuia (fata de punctual A), cu ajutorul unui carlig.
|
|
|
Fig.78. Structura cinematica a unui rasturnator cu carlige cu reductor melcat: 1-carlig; 2-parghie; 3-mecanism biela-manivela; 4-angrenaj melc-roata melcata; 5-motor. |
Pentru calculul puterii motorului necesar actionarii se utilizeaza forta de rasturnare rezultata din ecuatia de momente fata de punctual A:
![]()
![]() (117)
(117)
in care: Gl este greutatea lingoului, in N;
a - latura lingoului, in m;
![]() - forta de rasturnare, in N.
- forta de rasturnare, in N.
Puterea necesara actionarii rasturnatorului:

![]() (118)
(118)
in care:![]() este viteza de ridicare, in
este viteza de ridicare, in ![]()
![]() - randamentul total al mecanismului.
- randamentul total al mecanismului.
3.2.Manipulator cu lineale de ghidare laterale
Aceste manipulatoare (figura 79) au rolul de a centra laminatul pe axa verticala a cajei la introducerea acestuia pentru deformare, si, eventual, daca acesta prezinta o curbura (pe lungime), de a-l indrepta.
|
|
|
Fig.79. Manipulator cu lineale de ghidare, cu actionare laterala: 1-ghidaje; 2-placi de uzura; 3-tije de actionare; 4-manson de protectie; 4-lineale; 5-pinioane pentru actionarea cremalierelor; 6-reductoare; 7-motoare; 8-limitatoare de cursa; 9-dispozitiv de prindere elastica; 10-ghidaje articulate; 11-cale cu role; 12-cilindru de lucru din caja. |
Semifabricatul este pozitionat cu linealele de ghidare si indreptat. Linealele, solidarizate cu tijele de actionare, sunt actionate prin mecanisme tip pinion-cremaliera de la un grup de antrenare (motor, reductor, cuplaj).
Pentru calculul puterii necesare actionarii manipulatorului se calculeaza forta de impingere a tijelor care trebuie sa invinga rezistenta la inaintare prin frecarea semifabricatului de role si sa realizeze indreptarea laminatului:
![]()
![]() (119)
(119)
in care:![]() este forta de indreptare
care se calculeaza pe baza momentului de incovoiere:
este forta de indreptare
care se calculeaza pe baza momentului de incovoiere:
![]()
![]() (120)
(120)
in care: L este lungimea aproximativa a laminatului, in m;
S - momentul static al sectiunii
laminatului, in ![]()
![]() -limita de curgere a materialului laminatului,
in
-limita de curgere a materialului laminatului,
in ![]()
![]() - forta de frecare dintre
semifabricat si role:
- forta de frecare dintre
semifabricat si role:
![]()
![]() (121)
(121)
in care: ![]() este coeficient de frecare semifabricat-role;
este coeficient de frecare semifabricat-role;
![]() - greutatea semifabricatului, in
N.
- greutatea semifabricatului, in
N.
Puterea necesara actionarii manipulatorului:
![]()
![]() (122)
(122)
in care:
v este viteza de deplasare a linealelor, in ![]()
![]() - randamentul total al mecanismului.
- randamentul total al mecanismului.
Buclatoarele cu rola au rolul de a introduce in banda, o tensiune de intindere necesara conducerii axiale corecte si deplasarii uniforme in trenul finisor din laminoarele de banda la cald.
Tensiunea in banda trebuie sa admita valori cuprinse intr-un interval, astfel incat:
-limita inferioara este data de posibilitatea suprapunerii benzii intre caje, cu blocarea laminorului;
-limita superioara este data de pericolul subtierii sau chiar a ruperii benzii, ceea ce conduce tot la blocarea laminorului.
Actionarea buclatorului, de tip electromecanic, se face prin intermediul unui arbore pe care este montata o rola care creeaza tensiuna in banda.
Calculul tensiunii in banda (figura 80):
-forta de tractiune:
![]()
![]() (123)
(123)
-momentul motor:
![]() (124)
(124)
rezulta ca rezultanta fortelor de tractiune in banda este:
![]() (125)
(125)
tensiunea in banda:
 (126)
(126)
|
|
|
a. |
|
|
|
b. |
|
Fig.80. Buclator cu rola cu actionare electromagnetica pentru un laminor de banda la cald: a.schema constructiva; b.mecanismul de actionare: 1-caja n; 2-caja n+1; 3-bratul buclatorului; 4-rola; 5-motor electric; 6-aparat de comanda a reglajului vitezei. |
|
|
|
Fig.81. Schema de calcul a tensiunii intr-un buclator cu rola dintr-un laminor de banda la cald. |
In figura 81 si in relatiile de mai sus am notat:
![]() este unghiul
bratului buclatorului, in grade;
este unghiul
bratului buclatorului, in grade;
![]() - unghiurile pe care
le face banda la iesirea din caja n, respectiv la intoarcerea in caja n+1
fata de linia de laminare, in grade;
- unghiurile pe care
le face banda la iesirea din caja n, respectiv la intoarcerea in caja n+1
fata de linia de laminare, in grade;
a,c - distante, in m;
D - distante intre axele cajelor de laminare, in m;
r - lungimea bratului buclatorului, in m;
h - inaltimea la care este plasata rola buclatorului fata de linia de laminare, in m.
Din relatia 125 rezulta ca, pentru mentinerea unei tensiuni constante in banda se regleaza valoarea momentului motor M ceea ce se realizeaza tehnic, prin modificarea intensitatii curentului motorului printr-un element de comanda cu functiune dependenta de pozitia unghiulara.
Ghidajul cu role (figura 82) se utilizeaza la cajele laminoarelor de banda la cald si la rece pentru conducerea si controlul procesului de laminare la cajele finisoare.
|
|
|
Fig.82. Schema constructiva a unui ghidaj cu role pentru banda la cald, instalat dupa ultima caja finisoare. |
Ghidajele sunt laterale sunt, in general, de tip cu reglare si retragere actionate electromagnetic.
Utilajul consta in mese cu ghidaje laterale, amplasate in fata si in spatele fiecarei caje. Fiecare masa are doua ghidaje legate, fiecare, de cate o piulita; acestea sunt actionate de un surub comun cu filet stanga-dreapta care este pus in miscare de un grup motor reductor, pe care se monteaza aparatura electrica de reglare si de pozitionare.
Copyright © 2025 - Toate drepturile rezervate