|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
ASAMBLARI PRIN LIPIRE
Lipirea este procedeul de imbinare a unor metale incalzite dar in stare solida ,cu ajutorul unor metale de adaos topite ,numite aliaje de lipire .Piesele imbinate prin lipire trebuie sa atinga o anumita temperatura in gaura imbinarii , timpul aplicarii aliajului .Aceasta temperature se numeste temperatura de lucru si daca nu e atinsa lipirea se face necorespunzator .In general lipirea e operatia tehnologica de realizare a unor organe de masini din acelasi material sau din materiale diferite ,folosind piese separate si materiale de adaos metalic sau nemetalic care se aplica la locul imbinari la temperaturi inferioare ,temperature de topire ale materialelor de baza .Compozitia materialelor de adaos e diferita de compozitia chimica a materialelor de lipit,de aceea lipirea se bazeaza pe fortele de coeziune interna dintre materialele de adaos si mateialelepieselor de lipit depinzand de temp. de lucrunsi de grosimea interstitiului.Lipirea are un domeniu larg de utilizari mai ales in electrotehnica ,mec.fina si instalatii atat pentru confecti de organe de masini noi cat si pentru separararea celor existente, datorita simplitati procesului tehnologic si temperaturi de executie care poate ajunge uneori pana la temperatura mediului ambiant .
Se numeste lipitura compozitia interpusa intrele piesele de asamblari si se noteaza Lp.Dupa natura lipirii,lipirea poate fi:
a)cu adaos metalic (metalica)
b)nemetalica
a)Lipiturile metalice se clasifica dupa gradul rezistentei mecanice si termice (rezistenta termica) in lipituri moi si tari.
1)Lipiturile metalice moi se obtin din aliaje pe baza de staniu (cositor) si plumb avand o rezistenta mecanica intre 500-700 si temperature de topire ≤450 grade Celsius.
Expl. Lp 20 Sb 30% staniu
30 70%plumb
60 Sb
Lipiturile metalice tari se executa cu diferite aliaje sau metale (alama, cupru, argint, aliaje, etc.) avand o rezistenta mecanica si termica mai mare decat in cazul lipituri moi.
Rmec=1000÷1500daHcm patrati patrati
Temperature de topire >450 grade Celsius
Lipiturile tari se denumesc dupa material ,alamire,argintare(Lp cu aliaje de argint) si brazare in cazul general(cupru sau aliaje de cupru asamblate printr-un procedeu modern ).
Etape de realizare ale lipiturilor tari:
1)-suprafetele supuse lipiri se curate mecanic sau prin decojire cu acid azotic de stratul gros de oxid pana luciu metalic;
2)-se topeste materialul lipiturii si se aduc piesele de lipit la temperature de lucru co o sursa de caldura;
3)-se executa lipitura ,folosind eventual fluxuri sub forma de pasta, granule,pudra,(boroxul,clorura de amoniu) pentru dizolvarea oxizilor formati prin incalzirea piesei.
Ex de aliaje de lipit cu alama :- 42 Lp; 47Lp
-BAg 65CuZn 708-CuAg
-monel-pt fonte68%Ni +28%Cu +MnSiFe
-In inst. Frigorifica se folosesc lipituri metalice moi si tari pt executia si repararea agregatelor frigorifice de puteri mici si mijloci (casnice si comerciale) pt presiuni de lucru al agentilor frigorifici nu foarte mari 10-12 bari.
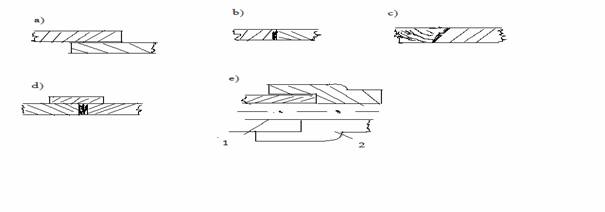
Forme de asamblari prin lipire
a) prin suprapunere
b) cap la cap
c) in pana
d) cap la cap cu adaos
e) prin suprapunere si rasfrangere
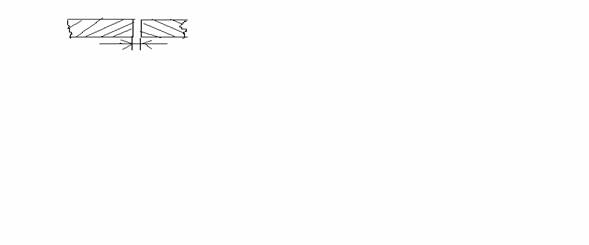
Grosimea interstitiului δ
δmin=0,02mm
δmax=0,5mm
δoptim=0,2mm
Lipiturile metalice se executa cu substante chimice numite adezivi la rece sau la cald cu sau fara apasare.Astfel se pot lipi intre ele diferite metele :metale cu nemetale(lemn ,cauciuc,plastic) ca si diferite materiale nemetalice intre ele.Au o rezistenta mecanica si termica mai redusa decat lipiturile metalice.150÷200daH/cm.Alte materiale de lipire sunt cleiurile pt. lemn si tesaturi, hartie, rasini expadice pt.asamblaile metalice.Controlul imbinarilor metalice lipite la tevi se face cu aer comprimat la Pproba ≥1,5pn-la inst frig comerciale (medii) cu pn moi-cu solutie saponificabila aplicata de 2-3 ori.Alte asamblari nedemontabile sunt prin stivuire la tevi cu bolturi, cu dibluri.
Copyright © 2026 - Toate drepturile rezervate