|







 |  |
|
| |
 | Alimentatie | Asistenta sociala | Frumusete | Medicina | Medicina veterinara | Retete |
UNIVERSITATEA
DIN
FACULTATEA DE INGINERIE
SPECIALIZAREA: TEHNOLOGIA SI CONTROLUL CALITATII
PRODUSELOR ALIMENTARE
Proiect la panificatie
Sa se proiecteze o sectie pentru fabricarea biscuitilor zaharosi cu o capacitate de 10 t/24 ore.
Amplasarea utilajelor se va face pe trei nivele.
Biscuitii se vor ambala in lazi de 5 kg pe bucata si in pachete de 50 g si 100 g pe pachet.
Activitatea de obtinere a produselor de panificatie reprezinta una din cele mai vechi preocupari ale omului si totodata una dintre ramurile principale ale industriei alimentare. Avand in vedere importanta pe care o au produsele de panificatie in satisfacerea cerintelor de hrana ale consumatorilor, industria de panificatie a cunoscut in decursul timpului o dezvoltare sustinuta caracterizata prin aplicarea unor procedee si tehnologii noi de fabricatie, extinderea gradului de mecanizare si automatizare a proceselor tehnologice, largirea gamei sortimentale prin realizarea unor produse in concordanta cu tendinta si cerintele consumatorilor, asigurarea imbunatatirii calitatii si valorii nutritive a produselor de panificatie.
Referitor la alimentatie, omul societatii civilizate se afla in mijlocul unui "ocean" de produse alimentare din care trebuie sa aleaga, tinand cont de o serie de factori, produsele care sa ii satisfaca preferintele. In prezent, oferta de produse este atat de mare, reclama atat de bine pusa la punct si ambalajul atat de atragator incat tentatia devine in multe cazuri hotaratoare in luarea deciziei de cumparare.
In contextul concurential al economiei de piata aparitia unei sectii de biscuiti zaharosi reprezinta prilejul unei confruntari a produsului oferit de catre aceasta si celelalte produse similare, obiectivul principal fiind cucerirea segmentului de piata prin oferirea unor produse de calitate la un pret cat mai scazut, ceea ce implica un consum optim de materii prime si utilitati specifice, un grad cat mai mare de mecanizare si automatizare si dotare cu utilaje moderne, cu personal de inalta calificare.
Pentru impunerea produselor pe piata trebuie efectuat un marketing eficient, adaptat pietei produselor oferite.
Proiectul are ca scop prezentarea in linii generale a modalitatilor practice de fabricare a biscuitilor zaharosi cu avantajele si dezavantajele sale.
Biscuitii se obtin prin coacerea aluatului preparat din faina, zahar, grasimi, miere, glucoza, lapte, arome, afanatori chimici sau biochimici, etc.
Ca produs alimentar, biscuitii au insusiri deosebite in ce priveste gustul si valoarea nutritiva. Valoarea nutritiva a biscuitilor zaharosi reprezinta un element important pentru nivelul ratiei zilnice de hrana si constituie obiectul unei largi cercetari in domeniul alimentatiei.
Gama sortimentelor de biscuiti este foarte bogata datorita materiilor prime si auxiliare numeroase care se folosesc, a proportiilor diferite de materii prime si a proceselor tehnologice aplicate. Continutul mare in substante grase si hidrati de carbon a biscuitilor constituie in alimentatie o sursa importanta de energie.
Materiile prime si auxiliare folosite la fabricarea biscuitilor transmit acestora gustul, aroma si aspectul; modificarile fizico-chimice ale materiilor prime si auxiliare care au loc in timpul fabricatiei contribuie de asemenea la imbunatatirea caracteristicilor produsului finit. Dezavantajele care apar in cursul procesului tehnologic sunt manifestate prin numarul pierderilor din procesul tehnologic, urmarirea atenta si uneori grea a derularii, existenta unui anumit risc in desfasurarea procesului tehnologic.
Pe baza celor prezentate mai sus, proiectul se vrea o particularizare pentru a scoate in evidenta avantajele si dezavantajele dar si de a prezenta concret procesul de fabricare a biscuitilor zaharosi. Astfel, s-a urmarit o dimensionare corespunzatoare a spatiilor de productie si auxiliare astfel incat procesul tehnologic sa se desfasoare in bune conditii si sa fie asigurate normele de securitate si de protectie a muncii. S-a urmarit si o dimensionare corespunzatoare a personalului, cu o repartizare eficienta a sarcinilor de productie si de raspundere.
In industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase din tara noastra, ca de altfel si pe plan mondial, se manifesta urmatoarele directii:
ameliorarea calitatii produselor folosind adaosuri alimentare, preparate enzimatice, vitamine;
framantarea rapida si intensiva a aluatului;
utilizarea drojdiilor lichide;
utilizarea frigului in procesul de prelucrare a aluatului si de pastrare a produselor;
realizarea de produse ecologice;
ambalarea individuala a produselor pentru respectarea conditiilor de igiena si mentinerea prospetimii produselor timp mai indelungat.
In prima parte a proiectului se va face descrierea materiilor prime si auxiliare folosite la prepararea biscuitilor zaharosi, se va alege schema tehnologica potrivita fabricarii biscuitilor zaharosi intr-o varianta cat mai economica, se va descrie schema tehnologica pe larg cu toate etapele de fabricatie existente.
Partea a doua a proiectului va cuprinde partea de calcul necesar pentru proiectarea sectiei de biscuiti (consumuri specifice de materii prime si auxiliare, calculul spatiilor de depozitare, bilant de materiale, bilant termic, calculul necesarului de utilaje si de utilitati).
Ultima parte a proiectului se va axa pe normele de igiena si protectie a muncii in sectiile de fabricare a biscuitilor.
Partea desenata a proiectului va contine o serie de planse care sa redea cat mai fidel, respectiv la scara, planul de amplasare a sectiei, vedere de sus, sectiune longitudinala si transversala, schema tehnica, diferite utilaje din fluxul tehnologic.
Prin prezentarea bazelor teoretice ale procesului de productie s-a urmarit o evidentiere a principalilor factori care influenteaza calitatea produselor (calitatea si cantitatea materiilor prime si auxiliare, parametrii tehnologici, modul de functionare al utilajelor), dar si cunoasterea lor de catre personalul productiv.
Indeplinirea obiectivelor urmarite va permite celui care investeste in aceasta sectie de fabricare a biscuitilor zaharosi sa obtina un profit maxim in cel mai scurt timp cu o investitie minima de capital.
Biscuitii sunt produse fainoase dulci, cu o durata indelungata de conservare, obtinuti prin coacerea unui aluat afanat preparat din: faina, apa, zahar, grasimi, oua, miere, glucoza, lapte, arome, afanatori chimici si biochimici si diverse alte adaosuri care le imbogatesc valoarea alimentara.
Clasificarea sortimentelor de biscuiti dupa compozitie, mod de preparare si criterii economice se face astfel:
biscuiti crackers, realizati prin afanare biochimica, avand un continut de zahar de 5-6% si de grasimi de 20-28%;
biscuiti glutenosi, afanati chimic, modelati prin stantare sau trefilare, la care continutul de zahar reprezinta maxim 20%, iar cel de grasimi maxim 12%;
biscuiti zaharosi, afanati chimic, modelati prin forme rotative si prin trefilare, la care continutul de zahar reprezinta minim 20%, iar cel de grasimi minim 12%;
biscuiti umpluti, la care doi sau mai multi biscuiti sunt uniti printr-un strat de crema;
biscuiti glazurati, obtinuti prin acoperirea totala sau partiala a biscuitilor simpli sau a celor umpluti, care se prezinta intr-o gama larga de desene si compozitii.
Clasificarea biscuitilor dupa modul de finisare pentru livrare se face astfel:
biscuiti in vrac, livrati in cutii mari de carton sau lemn;
biscuiti ambalati in portii de 25 - 500 g.
Biscuitii pot fi clasificati dupa utilitatea alimentara astfel:
biscuiti obisnuiti
biscuiti aperitiv (au o condimentare accentuata);
biscuiti desert (sunt mai dulci si aromati);
biscuiti dietetici
Aluatul de biscuiti se afaneaza in general pe cale chimica (de obicei cu bicarbonat de sodiu si carbonat de amoniu), se modeleaza prin stantare, presare in alveole sau trefilare (spritare) si se coace in cuptoare speciale cu vatra mobila sub forma de banda.
Fiecare grupa de biscuiti cuprinde numeroase sorturi care se diferentiaza prin compozitia specifica (reteta), prin format, glazura, umplutura de crema sau alte elemente ce le imprima o anumita particularitate.
Calitatea produselor este definita prin totalitatea insusirilor concrete si a caracteristicilor care determina utilizarea lor in raport cu scopul pentru care au fost create, precum si eficienta lor economica.
Verificarea calitatii biscuitilor se realizeaza organoleptic si prin analize chimice.
Biscuitii sunt produse dulci, coapte din aluat stantat in forma de placi mici. La biscuiti se verifica grosimea si se determina umiditatea, zaharul total, grasimea, eventual aciditatea in crema acidulata. Se vor supune unui control sever materiile prime si auxiliare folosite la fabricarea biscuitilor, caci de acestea depinde in mare masura calitatea produselor finite.
Aspectul exterior trebuie sa fie astfel: bucati plate de forma regulata, cu suprafata lucioasa, fara basici sau goluri, fara grasime extrudata la suprafata, iar aspectul in sectiune: bine copt, straturi uniforme, porozitate fina, fara goluri, umflaturi, bucati de aluat sau corpuri straine.
Culoarea trebuie sa fie: galbuie, bruna deschis, uniforma; nu se admite coloratia albicioasa sau arsuri.
Gustul trebuie sa fie placut, dulce, corespunzator unui produs bine copt, nici amar, nici ranced, fara scrasnet in dinti datorita nisipului.
Mirosul ar trebui sa fie placut, corespunzator aromelor utilizate, fara miros de mucegai, statut sau alt miros strain.
Consistenta biscuitilor este frageda, dar nesfaramicioasa.
Umiditatea este de maximum 6 %, iar grosimea de maximum 7 mm.
La fabricarea biscuitilor se aplica procedee separate, unul pentru cei glutenosi si altul pentru cei zaharosi, deoarece unele faze si operatii se executa in mod diferit. Biscuitii glutenosi si cei crocanti se obtin in urma modelarii aluatului prin stantare si trefilare.
Fiecare grupa de biscuiti cuprinde, la randul ei, numeroase sorturi care se diferentiaza prin compozitia specifica, prin format, glazura, umplutura de crema sau alte elemente ce le imprima o anumita particularitate.
Fazele tehnologice constau in: prepararea, prelucrarea si modelarea aluatului, coacerea, racirea, ambalarea si depozitarea biscuitilor, iar in cazul biscuitilor umpluti sau glasati se mai adauga prepararea cremei sau a glazurii, precum si finisarea biscuitilor.
Deosebirea principala in procesul de fabricatie pentru grupele de biscuiti consta in aceea ca aluatul pentru biscuiti zaharosi nu mai este supus operatiilor de prelucrare prin valtuiri repetate, ci dupa preparare este trecut direct la modelare cu stanta rotativa.
In cazul biscuitilor crocanti se efectueaza in plus o impaturire repetata (stratificare).
La fabricarea biscuitilor se utilizeaza faina alba de grau care trebuie sa aiba un continut de gluten nu prea ridicat si de calitate medie. La unele sortimente se foloseste faina de calitate slaba, cu continut redus de gluten.
Pentru corectarea fainii conform cerintelor de fabricatie a biscuitilor se practica adaugarea amidonului sau, dupa procedeele mai noi, adaugarea de enzime proteolitice.
Faina impreuna cu celelalte materii componente ale retetei se pregatesc in prealabil prin cernere, dizolvare sau in alt mod specific fiecareia dintre ele, dupa care se dozeaza pentru prepararea aluatului, utilizand procedee similare cu cele utilizate in cazul fabricarii produselor de panificatie.
Datorita compozitiei pe care o are, aluatul de biscuiti este de consistenta ridicata si umiditate scazuta. Pentru obtinerea biscuitilor zaharosi, aluatul este granular, neelastic, faramicios (nisipos), reteaua de gluten fiind foarte putin dezvoltata.
Umiditatea aluatului este determinata de apa si componentele lichide prevazute in reteta de fabricatie, ca si de umiditatea componentelor folosite in stare solida. De obicei, aluatul pentru biscuiti glutenosi are 22 - 27 % umiditate, cel pentru biscuiti crocanti 26 - 29 %, iar pentru cei zaharosi 15 - 19 %.
La aluatul zaharos se urmareste omogenizarea componentelor, framantarea durand un timp scurt, iar la cel glutenos aluatul se framanta timp mai indelungat urmarindu-se omogenizarea completa a materiilor componente.
Aluatul destinat fabricarii biscuitilor zaharosi este prelucrat prin rafinare si trecere prin cilindri cu caneluri (gramolare), iar aluatul pentru biscuiti glutenosi si crocanti prin laminare (valtuire).
Obtinerea formei si a dimensiunii biscuitilor se realizeaza in cursul fazei tehnologice denumita modelarea aluatului. Metoda de modelare si utilajul folosit difera in functie de compozitia aluatului, cel zaharos modelandu-se prin presarea in alveolele unui cilindru rotativ sau prin trefilare, iar cel glutenos prin decuparea biscuitilor din foaie cu ajutorul stantei.
Dupa modelare, bucatile de aluat destinate fabricarii biscuitilor se trec la coacere in cuptoare cu functionare continua. Prin coacere aluatul isi modifica proprietatile fizice, chimice si coloidale sub actiunea temperaturii din cuptor, rezultand biscuitii, produs finit caracterizat printr-o structura stabila, numita rezistenta mecanica, aspect, gust si aroma specifica.
Dupa coacere, biscuitii sunt trecuti la racire pana la temperatura de 35 - 400C si numai dupa aceea sunt supusi operatiilor de finisare si ambalare. Biscuitii calzi sunt moi, fragili si nerezistenti, rupandu-se usor daca sunt manipulati in aceasta stare. Racirea se realizeaza fie in mod natural pe benzi care transporta biscuitii in sala de fabricatie, fie pe benzi a caror suprafata este suflata cu aer sau care circula in tunel cu aer conditionat.
Pentru ca biscuitii sa-si pastreze in intregime calitatea pe o perioada de timp necesara, pana a fi livrati catre consum, trebuie ambalati in mod corespunzator si depozitati in conditii specifice acestor produse, tinand seama de compozitia si caracteristicile lor fizico-mecanice.
Ambalarea si depozitarea constituie faze ale procesului tehnologic de o importanta deosebita pentru calitatea si valoarea de consum a biscuitilor.
La ambalarea biscuitilor, datorita continutului mare pe care il au in grasime, se folosesc in special materiale impermeabile pentru grasimi cum ar fi: hartia pergaminata, hartia cerata, metalizata, foliile de materiale plastice. Ambalajele de transport se confectioneaza din carton sau lemn.
Ca metode se practica ambalarea manuala, mecanizata si automatizata, primele doua fiind cele care se utilizeaza in fabricile noastre, predominand ambalarea mecanizata.
In cazul ambalarii manuale, produsele sunt introduse in ambalaje si cantarite prin interventia omului, folosindu-se dispozitive si instalatii actionate manual, pe cand ambalarea mecanizata se realizeaza cu ajutorul masinilor ce lucreaza la comanda operatorului.
Scopul depozitarii in unitatile de fabricatie este crearea unui stoc de produse care sa asigure continuitatea livrarii catre reteaua comerciala, in partide de sortimente asortate pe masura cerintelor de consum. Mentinerea calitatii biscuitilor in ceea ce priveste gustul, fragezimea, culoarea si forma in timpul depozitarii se asigura prin respectarea unor conditii de microclimat si asezare - manipulare adecvata a acestor produse.
Pregatirea materiilor prime si auxiliare in vederea fabricatiei are o influenta hotaratoare asupra calitatii si structurii aluatului si asupra aspectului si calitatii biscuitilor. Succesiunea introducerii materiilor prime si auxiliare in cuva de preparare a aluatului pentru biscuiti are o importanta deosebita pentru obtinerea omogenitatii si structurii corespunzatoare a acestuia.
Pentru aluatul zaharos se foloseste numai zahar pudra, datorita proportiei insemnate care se adauga si a structurii deosebite a acestui aluat. Prepararea aluatului pentru biscuiti zaharosi se executa astfel: grasimile impreuna cu zaharul pudra se omogenizeaza, in malaxorul pentru aluat, pana la obtinerea unei mase spumoase. Se dozeaza apoi zaharul invertit, siropul de glucoza, esentele, timp de 3 - 4 min. Dupa aceasta se introduce in cuva de framantare solutia de bicarbonat de sodiu.
Unele materii prime si auxiliare cum sunt: zaharul invertit, grasimile si faina de grau, prezinta un anumit grad de aciditate, din care cauza nu se vor introduce simultan cu afanatorii chimici care au un anumit grad de alcalinitate.
In cazul introducerii la framantare in acelasi timp a acestor materiale s-ar produce o reactie de neutralizare, care ar duce la scaderea capacitatii de afanare a aluatului in fazele urmatoare de fabricatie.
Pe baza structurii aluatului, a proportiei de substante zaharoase si grase care intra in componenta lui, durata framantarii trebuie sa fie, in cazul aluatului zaharos de 10 - 15 min.
Dupa framantare, aluatul zaharos trebuie sa fie afanat, sa se rupa si faramiteze usor, sa fie plastic, sa pastreze forma care i se da. Pentru biscuitii zaharosi se aplica "rafinarea", constand in trecerea succesiva a aluatului in strat subtire printre valturile puternic racite ale unei masini destinate acestui scop. Astfel, aluatul zaharos trebuie sa fie transformat in foaie prin operatii minime si in scurt timp. Acest aluat are proprietatea de a se lega usor intr-o foaie continua si suficient de rezistenta de la prima intindere printre valturi.
Marirea temperaturii aluatului in timpul valtuirii cu 20C echivaleaza cu 2 ore de repaus, prin marirea plasticitatii aluatului si scaderea vascozitatii. De asemenea, cresterea umiditatii aluatului cu 1 % echivaleaza cu 2 ore repaus. Dintre cei doi factori, mai favorabil este cresterea temperaturii in timpul valtuirii, pana la temperatura obtinuta la sfarsitul framantarii. Cresterea umiditatii este dezavantajoasa din punct de vedere economic deoarece mareste durata de coacere a aluatului de biscuiti.
Modelarea aluatului zaharos se face cu stante de tip greu sau masini rotative. Datorita caracteristicilor plastice ale aluatului zaharos acesta se supune valtuirii numai cu scopul formarii unei benzi continue si cu grosimea necesara fabricarii biscuitilor.
Dupa modelare, bucatile de aluat destinate fabricarii biscuitilor se trec la coacere in cuptoare cu functionare continua. Prin coacere, aluatul isi modifica proprietatile fizice, chimice si coloidale sub actiunea temperaturii din cuptor, rezultand biscuitii, produs finit caracterizat printr-o structura stabila, numita rezistenta mecanica, aspect, gust si aroma specifica.
In prima faza de coacere se produce incalzirea puternica a bucatilor de aluat sub influenta temperaturii de 2000C a cuptorului. Prin incalzire are loc evaporarea intensa a apei libere existente in aluat, producand o importanta reducere a umiditatii. Incalzirea aluatului intensifica descompunerea afanatorilor chimici utilizati. In intervalul de temperatura de 55 - 800C se produce gelificarea partiala a granulelor de amidon, proces care este limitat din cauza cantitatii reduse de apa ce o contine aluatul de biscuiti. De asemenea are loc si coagularea proteinelor, proces care se incheie la temperatura de 800C. In straturile exterioare ale biscuitilor se produce caramelizarea dextrinelor si a zaharurilor, concomitent cu reactia de tip Maillard, impreuna contribuind la formarea suprafetelor netede si rumene a biscuitilor. La iesirea din cuptor biscuitii au o temperatura mare, peste 1200C, iar umiditatea diferitelor straturi nu este aceeasi. Prin racire se reduce temperatura, proces care nu trebuie sa se desfasoare prea brusc, intrucat ar duce la fisurarea prin contractie a straturilor superioare si deci la obtinerea de rebuturi.
Pentru ca biscuitii sa-si pastreze in intregime calitatea (fragezime, consistenta, gust, culoare, forma) pe o perioada de timp pana la livrare, trebuie ambalati in mod corespunzator si depozitati in conditii specifice acestor produse, tinand cont de compozitia si caracteristicile lor fizico-mecanice, ambalarea si depozitarea constituind faze ale procesului tehnologic de o importanta deosebita pentru calitatea si valoarea de consum a biscuitilor zaharosi.
2. Tehnologia de fabricare a biscuitilor zaharosi
Procesul tehnologic cuprinde un ansamblu de operatii desfasurate pe baza unor retete de fabricatie sau a unui proiect tehnologic. In cadrul acestuia o contributie hotaratoare o au starea de functionare a utilajelor, cat si forta de munca (lucratorul). Cand nu se respecta reteta de fabricatie sau nu se realizeaza corect etapele de fabricare, produsele finite pot prezenta abateri de la calitatea prescrisa, respectiv defecte.
Numarul si marimea acestor defecte reprezinta criteriul de sortare a produselor in mai multe calitati. Pentru aceasta, la nivelul industriei, Controlul tehnic de calitate (C.T.C.) si laboratorul de analiza urmaresc, pe faze de fabricatie, masura in care produsul respecta conditiile de calitate.
2.1. Principalele caracteristici ale materiilor prime si auxiliare
2.1.1. Faina - Calitatea fainii destinata fabricarii biscuitilor
Faina destinata fabricarii biscuitilor trebuie sa aiba un continut redus de proteine si de calitate medie, care sa asigure obtinerea unui aluat elastic si suficient de plastic. Aceste caracteristici ale aluatului mentin forma dupa modelare. Fainurile cu un continut ridicat de proteine si de calitate superioara duc la obtinerea de produse cu porozitate neuniforma, iar in timpul racirii biscuitii manifesta tendinta de strangere. Faina de granulozitate mica influenteaza pozitiv gustul produselor.
Influenta fainii asupra calitatii biscuitilor depinde de sortimentul de biscuiti determinat de ponderea fainii in total compozitie produs. Cu cat faina are o pondere mai mica in masa totala a produsului cu atat influenta calitatii fainii asupra calitatii produsului este mai mica. Astfel, in cazul biscuitilor zaharosi la care faina reprezinta doar 50 % din masa produsului, restul fiind reprezentat de alte componente: zahar, grasimi, oua, lapte, etc. Asadar influenta calitatii fainii asupra calitatii biscuitilor este aproape nula.
Faina destinata fabricarii biscuitilor se deosebeste de faina pentru paine prin continutul de proteine, continutul si calitatea glutenului.
Graul din care se obtine faina pentru biscuiti trebuie sa aiba un continut redus de proteine de 9 -11 % si un continut redus de gluten cu insusiri plastice.
Dupa Costin, faina 650 destinata fabricarii biscuitilor zaharosi trebuie sa aiba urmatorii indici de calitate:
Tabelul 1. Caracteristici ale fainii destinata fabricarii biscuitilor zaharosi
|
Indici de calitate ai fainii |
Indici de calitate ai biscuitilor zaharosi |
|
Gluten umed, nelipicios, % | |
|
Indice de deformare a glutenului, mm | |
|
Proteine, % |
Din punct de vedere calitativ, proteinele continute de faina trebuie sa asigure urmatoarele insusiri reologice ale aluatului, dupa aprecierile facute de Motoc L.:
Tabelul 2. Insusirile reologice ale aluatului de biscuiti
|
Indici calitativi |
Valori recomandate pentru biscuiti |
||
|
Glutenosi |
Zaharosi |
Crackers |
|
|
Farinograma - stabilitatea aluatului, min. - inmuierea aluatului, U.B. - puterea, U.C. (unitati conventionale) | |||
|
Extensograma - raportul R/E (135 min.) - suprafata, cm2 | |||
Rezistenta si elasticitatea aluatului de biscuiti depinde de cantitatea de apa folosita la prepararea aluatului si de timpul de malaxare. Rezistenta ti elasticitatea creste odata cu cresterea timpului de malaxare. Insusirile reologice ale aluatului pentru biscuitii zaharosi sunt prezentate in tabelul 3.
Tabelul 3. Insusiri reologice ale aluatului preparat din faina destinata
fabricarii biscuitilor zaharosi
|
Autorul |
Indici reologici |
Valoare |
Observatii |
|
Motoc Lidia |
Farinograma - stabilitate aluat, min. - inmuiere aluat, U.B. - putere faina, U.C. Extensograma - raportul R/E (135 min.) - suprafata, cm2 |
Zaharosi |
|
|
Sicora |
Farinograma - timp de formare aluat, min. - inmuiere aluat, U.B. Extensograma - raportul max. R/E (135 min.) |
min. 1,5 | |
|
Calvel |
Alveograma - putere, W - putere, W |
Saraci in grasime cu multa grasime |
|
|
Moldoveanu |
Farinograma - inmuiere aluat, U.B. - putere faina, U.C. |
Zaharosi |
Amidonul fainurilor destinate fabricarii biscuitilor trebuie sa se stabilizeze rapid la suprafata produselor; in timpul coacerii, sa nu se umfle prea rapid pentru a nu se obtine produse cu volum mic, insa nici prea lent pentru ca miezul la partea inferioara sa nu fie prea dens, iar la partea superioara prea afanat. Continutul de amidon deteriorat trebuie sa fie foarte mic.
Datorita puterii mari de absorbtie, pentozanii se hidrateaza in timpul coacerii influentand nefavorabil dezvoltarea biscuitilor.
In aluatul destinat fabricarii biscuitilor, enzimele proteolitice influenteaza proprietatile reologice ale aluatului, sub aspectul reducerii continui a consistentei aluatului odata ce concentratia de enzime proteolitice creste.
Enzimele amilolitice exercita aceeasi influenta, insa numai pana la un anumit nivel al consistentei aluatului, dupa care influenta se anuleaza.
Activitatea proteolitica a fainurilor pentru biscuiti este mai mare decat cea a fainurilor pentru produsele de panificatie. Activitatea proteolitica pentru biscuitii zaharosi se exprima prin inmuiere si are valoarea de 40-120 U.B./h. Activitatea amilazica a fainurilor pentru biscuiti trebuie sa fie redusa, cifra de cadere Hagberg trebuie sa fie de 350-500 secunde.
2.1.1.4. Granulozitatea fainii
Granulozitatea fainii destinata fabricarii biscuitilor, dupa Lidia Motoc, este urmatoarea:
reziduu pe sita de matase 8XXX, % - max. 2,5;
trece prin sita de matase 10XXX, % - min. 65.
Faina pentru biscuiti trebuie sa aiba o granulatie fina si nu foarte fina sau grisata care ar determina aparitia de fisuri la cateva ore dupa coacere.
Limitele optime ale indicilor de calitate ai fainii destinate fabricarii biscuitilor sunt prezentati in tabelul 4.
Tabelul 4. Limite optime ale indicilor de calitate
pentru faina destinata fabricarii biscuitilor
|
Indici de calitate ai fainii |
Valori pentru biscuiti |
||
|
Glutenosi |
Zaharosi |
Crackers |
|
|
Continut de proteine, % | |||
|
Continut de gluten, % - uscat - umed | |||
|
Indice de deformare a glutenului, mm | |||
|
Indice de sedimentare Zeleny, ml | |||
|
Farinograma | |||
|
- timp de formare a aluatului, min. | |||
|
- stabilitate aluat, min. | |||
|
- inmuiere aluat, U.B. | |||
|
- putere faina, U.C. | |||
|
Extensograma | |||
|
- raportul R/E (135 min.) | |||
|
- suprafata. Cm2 | |||
|
Alveograma | |||
|
- energia consumata (W), 103 erg | |||
|
- raportul P/I | |||
|
Granulozitate |
Fina, particule peste 70 μm, max. 30% |
||
|
Amidon deteriorat, % | |||
|
Indice de maltoza, % | |||
|
Cifra de cadere, s | |||
|
Activitate proteolitica, U.C. | |||
Faina de grau, ca materie prima de baza care intra in proportie de peste 50 % in compozitia biscuitilor, si care poate fi de tip alba trebuie sa indeplineasca urmatoarele conditii:
gustul si mirosul fainii sa fie placute, specifice, fara a admite mirosuri si gusturi straine sau prezenta de impuritati minerale (nisip);
faina trebuie verificata din punct de vedere al culorii deoarece acest indice influenteaza direct culoarea biscuitilor. Verificarea se face inainte de introducerea fainii in fabricatie neadmitand fainuri care se inchid la culoare in timpul prelucrarii;
granulatia fainii trebuie sa fie fina;
aciditatea si umiditatea fainii trebuie sa aiba valori corespunzatoare tipului de faina folosit;
cantitatea si calitatea glutenului fainurilor destinate fabricarii biscuitilor zaharosi poate sa corespunda unor loturi de faina de slaba calitate.
aluatul obtinut pentru fabricarea biscuitilor zaharosi trebuie sa fie sfaramicios, fara conditii speciale de elasticitate; faina folosita trebuie sa aiba o capacitate de hidratare corespunzatoare si sa formeze aluaturi de culoare deschisa.
2.1.2. Compusi chimici de afanare
Principalii afanatori chimici utilizati in industria de panificatie, patiserie, cofetarie, biscuiti, sunt: bicarbonatul de sodiu, bicarbonatul de potasiu, carbonatul de amoniu.
Aluatul destinat fabricarii biscuitilor trebuie sa fie afanat in prealabil sau in momentul coacerii. Afanarea aluatului poate fi obtinuta pe cale biochimica prin fermentatie, pe cale chimica prin intrebuintarea unor compusi chimici care degaja in aluat CO2 si NH3 ce afaneaza aluatul sau pe cale fizica prin agitarea compozitiei aluatului pana la starea de spuma.
Afanarea mecanica a aluatului se foloseste in cazul produselor cu continut mare de grasimi si zaharuri, care nu permit celelalte tipuri de afanari.
Afanatorii biochimici se bazeaza pe activitatea drojdiilor, ele producand fermentatia alcoolica in urma careia rezulta CO2 care afaneaza aluatul. Acesti afanatori se folosesc doar pentru afanarea biscuitilor crackers.
Celelalte sortimente de biscuiti se fabrica cu afanatori chimici deoarece continutul ridicat de grasimi si zaharuri impiedica activitatea drojdiei. Pentru afanarea aluatului pe cale chimica se utilizeaza o serie de substante chimice ca atare sau in amestec care, ca urmare a reactiilor chimice din aluat, produc alaturi de alte substante si gaze de afanare (CO2, NH3). Declansarea reactiilor chimice cu formare de gaze poate avea loc ca urmare a contactului compusilor chimici sau al amestecului acestora cu apa din aluat sau ca urmare a caldurii din camera de coacere.
Afanatorii chimici folositi la fabricarea biscuitilor se impart in:
acido-alcalini - amestecuri de substante alcaline (bicarbonat de sodiu, s.a.) si substante acide (acid tartric, lactic, citric si sarurile lor acide). Acesti afanatori au proprietatea de a elibera in timpul prelucrarii aluatului CO2 ceea ce determina pierderea unei parti din gaze (70 - 80 % CO2) si reducerea efectului de afanare. Pierderile se reduc prin inlocuirea acizilor cu sarurile lor acide;
alcalini: sunt reprezentati de bicarbonatul de sodiu si carbonatul de amoniu.
Bicarbonatul de sodiu este o sursa de obtinere a CO2 pentru afanarea aluatului intrucat este lipsit de toxicitate, are puritate ridicata de 99,9%, nu imprima produsului finit gust si miros propriu. Bicarbonatul de sodiu (NaHCO3) formeaza in prezenta apei ioni de sodiu, ioni de carbonat, ioni de bicarbonat, acid carbonic nedisociat si CO2. Introdus in aluat, se descompune treptat pana la CO2:
2 NaHCO3 Na2CO3 CO2 H2O
Degajarea intensa a CO2 este datorata pH-ului cuprins intre 5-6, dupa care viteza scade. Pentru a creste cantitatea de gaze formate si pentru a regla viteza de degajare, alaturi de bicarbonat de sodiu se adauga unii acizi. Agentul de afanare format din bicarbonat de sodiu si o substanta cu reactie acida se numeste praf de copt. Ca substante cu reactie acida se pot folosi acidul tartric, sarurile acide ale acidului tartric, sarurile acide ale acidului fosforic, compusii aluminiului sau combinatii din aceste substante in diverse proportii.
Pe langa bicarbonatul de sodiu si substante cu reactie acida, praful de copt mai poate contine amidon, faina, lactat de calciu sau silicat de calciu hidratat.
Ca agent de afanare pentru biscuiti se utilizeaza carbonatul de amoniu care prin incalzire se descompune in CO2 si NH3 ce afaneaza aluatul:
(NH4)2 CO3 2 NH3 CO2 H2O
Amoniacul rezultat din reactie, daca nu se elimina in totalitate, conduce la imprimarea unui gust specific produselor. Prin specificul procesului de coacere, care incalzeste masa biscuitului la temperaturi mai ridicate, acest neajuns se poate evita.
2.1.3. Apa folosita la fabricarea biscuitilor
Apa potabila utilizata in industria de panificatie pentru prepararea aluatului trebuie sa indeplineasca urmatoarele conditiile de calitate:
sa nu prezinte culoare, gust particular si miros;
sa fie limpede, lipsita de impuritati vizibile cu ochiul liber;
sa aiba temperatura normala intre 10-150C inainte de a fi folosita (temperatura apei se potriveste astfel incat aluatul rezultat sa aiba 27-300C);
se interzice folosirea apei fierte si racite deoarece a fost dezaerata si determina reducerea activarii drojdiei;
sa nu aiba duritate prea mare, duritatea totala sa fie mai mica de 20 grade duritate;
sa fie lipsita de bacterii deoarece temperatura la care ajunge miezul painii la coacere este mai mica de 1000C, iar sporii unor specii nu sunt distrusi nici la 1500C.
Din punct de vedere bacteriologic, apa potabila nu trebuie sa contina bacterii deoarece sporii nu sunt distrusi de temperatura de pana la 1000C cat se inregistreaza in centrul miezului painii in timpul coacerii. Din punct de vedere microbiologic, apa trebuie sa corespunda normelor sanitare in vigoare deoarece in timpul fermentarii aluatului se pot dezvolta microorganisme patogene, iar calitatea apei se exprima prin numarul de germeni coli / l. Pentru apa potabila se admit maxim 10 germeni / l. Apa potabila trebuie sa indeplineasca si anumite conditii din punct de vedere al radioactivitatii, prevazute in actele normative in vigoare.
Apa potabila trebuie sa fie fara culoare, miros, gust, sa fie limpede, fara particule in suspensie, sa aiba o temperatura initiala la sursa de 150C pentru evitarea dezvoltarii microorganismelor in apa; sa nu contina organisme animale, vegetale si particule abiotice, vizibile cu ochiul liber, oua sau larve de paraziti. Impuritatile vizibile se determina asupra unui litru de apa pastrata intr-un vas de sticla timp de 24 ore. Daca printr-o usoara agitare se constata depuneri, apa nu este corespunzatoare calitativ.
Culoarea, gustul, mirosul si turbiditatea ca proprietati organoleptice ale apei potabile se exprima in grade si au valorile prezentate in tabelul 5.
Tabelul 5. Caracteristicile apei potabile
|
Caracteristici |
Concentratii admisibile |
Concentratii admise exceptional |
|
Culoare, grade max. | ||
|
Gust, grade max. | ||
|
Miros, grade max. | ||
|
Turbiditate, grade max. |
Intre calitatea fainii utilizate in industria de panificatie si duritatea apei tehnologice este o legatura importanta, determinata de efectul ameliorant pe care il exercita duritatea apei asupra insusirilor elasto-vasco-plastice ale aluatului. La prelucrarea fainurilor slabe se recomanda utilizarea unei ape cu duritate mai mare deoarece sarurile din apa dura impiedica solubilizarea componentelor principale ale glutenului, respectiv gliadina si glutenina, marind astfel elasticitatea glutenului. Folosirea apei tehnologice cu duritate scazuta ar determina inmuierea aluatului. Sarurile din apa dura maresc elasticitatea si rezistenta glutenului la actiunea enzimelor proteolitice si duc la compactizarea macromoleculei proteice printr-o actiune superficial activa.
Alaturi de proprietatile organoleptice, in conditiile de calitate ale apei potabile sunt cuprinse si proprietatile fizice si chimice care se refera la concentratiile admisibile, la concentratiile admise exceptional si metode de analiza pentru o serie de substante sau grupe de substante.
2.1.4. Produse si substante de indulcire
Produsele si substantele de indulcire sunt materii auxiliare de baza care se folosesc in majoritatea produselor de panificatie. Pe langa functia de baza, cea de indulcire a produsului in care se adauga, majoritatea substantelor de indulcire mai indeplinesc multe functii cum ar fi: fragezire, formarea texturii produsului, stabilizare, umidificare, aroma, si prelungirea duratei de pastrare a produsului.
Glucoza este un monozaharid ce nu poate fi hidrolizat. Ea se prezinta sub forma solida, lichida sau sirop vascos. Pentru fabricarea biscuitilor se foloseste siropul de glucoza care este un lichid vascos, cu gust dulceag, caracteristic, fara miros, incolor sau slab galbui. Se obtine industrial din amidon prin hidroliza acida sau enzimatica.
Siropul de glucoza contine 40% glucoza, 40% dextrine, 20% apa. Aciditatea maxima este de 2,5 grade, plumb 1 mg/kg maxim, cupru 5 mg/kg maxim, arsen 0,050 mg/kg maxim, fara acizi minerali liberi.
Zaharul este un dizaharid care prin hidroliza se transforma in doua molecule de monozaharide. Zaharul este format dintr-o molecula de glucoza si una de fructoza. Se obtine prin extractie din sfecla de zahar sau trestia de zahar.
Pentru fabricarea biscuitilor zaharosi se foloseste zahar cristalizat cu granulatie medie. Zaharul cristalizat este un sortiment de zahar obtinut din zeama de difuzie dupa o serie de operatii de purificare.
Functie de marimea cristalelor de zahar, exista urmatoarele categorii de zahar cristalizat:
zahar cristalizat cu cristale mari;
zahar cristalizat granulat;
zahar cristalizat fin de uz industrial;
zahar cristalizat special pentru cofetarie - patiserie;
zahar cristalizat fin si extrafin.
Functie de marimea cristalelor, se alege domeniul de folosire a zaharului respectiv.
Precizand marimea cristalelor de zahar se poate realiza urmatoarea clasificare:
zahar cu granulatie mare, cu marimea cristalelor de 1,3 - 2,5 mm;
zahar cu granulatie medie, cu marimea cristalelor de 0,7 - 1,3 mm;
zahar cu granulatie mica, cu marimea cristalelor de 0,3 - 0,7 mm.
Zaharul cristal este de culoare alb lucios si se prezinta sub forma de cristale uscate, nelipicioase. Zaharul cristal sau zaharul tos cum se mai numeste este complet solubil in apa. Solutia de 25 % este limpede, fara sediment, fara corpuri straine, are gust dulce, fara gust si miros strain atat in stare uscata cat si in solutie, continutul de zaharoza raportata la substanta uscata este de minim 99,4%, substante reducatoare 0,07% maxim, plumb 1 mg/kg maxim, arsen 1 mg/kg maxim, cupru 2 mg/kg maxim, umiditate 0,1% maxim, continut de cenusa 0,03% maxim, pH 7,4 maxim, substante insolubile 500 mg/kg maxim, 100 mucegaiuri/10 g maxim. Zaharul tos pentru industria alimentara se prezinta sub forma de cristale uscate, fara aglomerari, de culoare galbui, gust dulceag, miros caracteristic, cu miros foarte slab de melasa, complet solubil in apa, iar solutia de 10 % in apa este slab opalescenta, fara corpuri straine.
Zaharurile folosite la prepararea biscuitilor exercita un efect pozitiv asupra insusirilor reologice ale aluatului. Zaharurile introduse in aluat duc la fluidificarea aluatului ca urmare a actiunii de deshidratare pe care o exercita asupra miceliilor proteice.
Datorita procesului de deshidratare care determina micsorarea capacitatii de hidratare a fainii, glutenul din aluat se compactizeaza, devine mai elastic, cu o rezistenta mare la intindere, imbunatatindu-si in general insusirile reologice. Durata de formare a aluatului cu adaos de zahar este mai mare decat a aluatului fara zahar.
Zaharurile imbunatatesc aroma si gustul produselor participand la procesul de formare a melanoidinelor din coaja in timpul coacerii, prin interactiunea lor cu aminoacizii. Se imbunatateste capacitatea de retinere a gazelor de fermentare si in consecinta se mareste volumul produsului finit.
2.1.4.3. Mierea
Mierea este un zahar invertit care se formeaza din nectar prin actiunea enzimelor din tractul gastro-intestinal al albinelor. Fiind un zahar invertit, ea asigura indulcirea si umectarea produsului. Mierea este o substanta de indulcire naturala avand miros, aroma si aspect placut.
Grasimile alimentare sunt materii auxiliare care contribuie la fragezimea si imbunatatirea gustului produsului finit. Se pot utiliza grasimi alimentare de origine animala si de origine vegetala, insa in prezent sunt preferate mai ales cele de origine vegetala, prin acestea intelegand uleiul si margarina.
Grasimea utilizata la fabricarea biscuitilor zaharosi influenteaza direct termenul de valabilitate al produsului finit deoarece, in mod normal, apare fenomenul de rancezire si deci de depreciere a calitatii biscuitilor. Pentru a elimina acest inconvenient se recomanda folosirea unor grasimi stabilizate cu ajutorul antioxidantilor.
2.1.5.1. Uleiul alimentar solidificat (plantolul)
Plantolul se obtine prin hidrogenarea catalitica a uleiurilor comestibile.
Produsul are aspect de masa onctuoasa, omogena, de culoare alba sau alba-galbuie cu punctul de topire de 35-400C, miros si gust placut.
2.1.5.2. Margarina
Margarina este o emulsie stabilizata de tip apa/ulei (A/U), are un continut de minim 80% grasime si maxim 16 % apa, in stare plastica sau fluida, obtinuta prin emulsionarea grasimilor si uleiurilor comestibile, cu lapte sau apa, urmate de racirea si prelucrarea mecanica a emulsiei. Margarina contine si aditivi ca: emulgatori, vitamine, aromatizanti, coloranti, conservanti. Dupa gradul de fluiditate in timpul ambalarii, determinat de continutul de ulei, margarina se clasifica in trei tipuri: tare, moale, lichida.
Compozitia chimica a margarinelor tari este asemanatoare cu cea a untului.
Gradul de asimilare in organism este de 94,0 - 97,0%, in timp ce gradul de asimilare al untului este de 93,0-98,5%.
Tabelul 6. Compozitia chimica a margarinei si a untului
|
Componente |
Continutul, % |
|
|
Margarina |
Unt |
|
|
Materii grase | ||
|
Substante proteice | ||
|
Hidrati de carbon | ||
|
Cenusa, sare | ||
|
Fosfatide | ||
|
Apa |
< 16,0 |
< 16,0 |
Margarina de tip P este destinata fabricarii produselor din industria alimentara.
La fabricarea margarinei se pot folosi ca adaosuri: vitamina A, vitamina D2, zahar, lapte, amidon, sare alimentara si altele.
Margarina se prezinta ca o masa onctuoasa compacta, omogena, nesfaramicioasa, cu aspect lucios, uscat in sectiune proaspat taiata, de culoare culoare alba pentru margarina tip P cu miros placut, aromat, specific sortimentului de margarina, gust specific, fara gust amar, ranced sau orice alt gust sau miros strain.
Continutul in grasime este de 82,5% la margarina tip P, continutul in apa este de 16,5%, punctul de topire prin alunecare este 31 - 38 C, NaCl este de 0,60% maxim.
Din punct de vedere al incarcaturii microbiene, margarina poate contine maxim 100 bacterii coliforme la 1 kg produs, 10 Escherichia coli la 1 g produs, 10 stafilococi, coaguleaza pozitiv la 1 g produs, 1000 mucegaiuri si drojdii la 1 g produs, Salmonella la 50 g produs absent.
Grasimile de diferite tipuri adaugate la fabricarea biscuitilor influenteaza pozitiv atat insusirile reologice ale aluatului cat si indicii de calitate ai produselor finite.
Grasimile introduse in aluat au o actiune de ameliorare asupra proprietatilor aluatului. Cu privire la modul, mecanismul de actiune a grasimilor asupra aluatului exista mai multe opinii. Cercetarile au aratat ca o cantitate mica de grasime, de pana la 5%, influenteaza favorabil insusirile aluatului preparat din orice calitate de faina, aluatul devine mai moale, mai plastic, cu o durata de fermentare mai scurta. Grasimea adaugata in cantitati mai mari poate impiedica formarea completa a glutenului, aluatul devine scurt.
Grasimile influenteaza insusirile superficiale ale aluatului, micsorandu-i aderenta, si imbunatatind comportarea aluatului la prelucrarea mecanizata.
Cercetarile recente au aratat ca rezultatele cele mai bune se obtin prin utilizarea grasimilor solide si semisolide, cu punctul de topire peste 300C. Trebuie retinut ca grasimea se adauga in faza de aluat, in cantitate stricta conform retetei.
Laptele si produsele lactate se folosesc pentru imbunatatirea valorii alimentare, gustului si aromei produselor finite. Laptele poate fi lichid, pasteurizat, concentrat prin evaporarea unei parti din apa, sau lapte praf.
Ouale folosite in industria alimentara se prezinta in urmatoarele sortimente:
oua de gaina;
melanj de oua de gaina;
pulbere de oua.
2.1.7.1. Ouale de gaina
Ouale de gaina trebuie sa indeplineasca urmatoarele conditii de calitate: coaja sa fie nevatamata si curata, inaltimea maxima a camerei de aer trebuie sa fie de 5 mm pentru ouale foarte proaspete, de 10 mm pentru cele proaspete si 1/5 din inaltimea oului pentru cele conservate, albusul transparent dens pentru ouale foarte proaspete, transparent cu foarte putin fluid pentru cele proaspete si cu putin fluid pentru cele conservate, galbenusul compact, central, fara contur precis, foarte putin mobil pentru ouale proaspete, compact, vizibil, putin mobil pentru ouale proaspete si compact, vizibil, mobil pentru cele conservate, cu miros si gust placut.
Melanjul se poate obtine in trei sortimente:
melanj lichid din ou intreg;
melanj lichid din galbenus;
melanj lichid din albus.
Melanjul lichid din oua intregi pasteurizat si congelat trebuie sa indeplineasca urmatoarele conditii de calitate: sa aiba suprafata neteda de constitutie tare si miros si gust caracteristic oualor proaspete, de culoare galben deschis pana la galben portocaliu, prin batere sa spumeze, umiditatea maxima 76%, grasimea totala minima 9,5%, pH
Melanjul lichid din galbenus pasteurizat si congelat trebuie sa aiba suprafata neteda de consistenta tare, cu miros si gust de oua proaspete, de culoare galben pana la galben portocaliu, prin batere sa spumeze, umiditatea maxima 56%, grasimi totale minim 2,4%, pH
Melanjul lichid din albus pasteurizat si congelat trebuie sa aiba suprafata neteda de consistenta tare, gust si miros caracteristic de oua proaspete, de culoare alb galbuie, umiditatea maxima 90%, grasimi totale maxim 0,4%, pH 5 - 6, inaltimea de spumare minim 120 mm.
Pentru toate trei produse trebuie respectata conditia de admisibilitate microbiologica respectiv pentru continutul maxim de 200000 microorganisme aerobe si maxim 10 bacterii coliforme la 1 g melanj.
Praful de oua se obtine prin uscarea melanjului si de aceea se fabrica in trei sortimente:
praf de oua intregi;
praf de galbenus;
praf de albus.
Praful de oua trebuie sa fie o pulbere fina omogena, fara aglomerari stabile, fara particule arse si fara impuritati, de culoare galbena deschisa pana la galben portocaliu pentru praful de oua intregi, galben portocaliu pentru praful de galbenus si alb-curat pentru praful de albus, cu gust si miros caracteristic de oua pasteurizate, placut.
Praful de oua intregi trebuie sa aiba umiditatea de maxim 5,0%, grasimi totale minim 38%, acizi grasi liberi in grasime exprimati in acid oleic maxim 4,0%, pH 8,0 - 9,5, solubilitatea in apa minim 70%.
Praful de galbenus trebuie sa aiba umiditatea de maxim 4,0%, grasimi totale 58%, acizi grasi liberi in grasime exprimati in acid oleic maxim 4,0% pH 6 - 7,5, solubilitatea in apa minim 70%.
Praful de albus trebuie sa aiba o umiditate de maxim 8%, grasimi totale maxim 0,4%, pH 5 - 7, inaltimea spumei fara zahar minim 125 mm, solubilitatea in apa minim 70%.
Pentru toate sortimentele de praf de oua numarul total maxim de microorganisme aerobe admise la 1 g produs este de 5000, nu se admite prezenta bacteriilor coliforme in 0,1 g produs sau Sallmonela in 50 g produs. Praful de oua care contine maxim 200000 microorganisme aerobe si maxim 10 bacterii coliforme poate fi folosit la prepararea produselor fainoase, numai daca inainte de a fi consumate sufera un tratament termic de minim 10 minute, la temperatura de minim 80 C.
Ouale si derivatele din oua folosite la fabricarea biscuitilor determina in principal imbunatatirea proprietatilor organoleptice, gustativ senzoriale, a proprietatilor fizico-chimice si marirea valorii nutritive a produselor.
2.2. Prezentarea si descrierea schemei tehnologice
![]()
Pregatirea materiilor prime si auxiliare
![]()
![]()
Dozarea materiilor prime si auxiliare
![]()
![]()
Amestecarea componentilor lichizi
![]()
![]()
Amestecarea componentilor lichizi cu cei solizi
![]()
![]()
Framantarea aluatului
![]()
![]()
Formarea foii
![]()
![]()
Modelarea si divizarea aluatului
![]()
![]()
Coacerea aluatului
![]()
![]()
![]()
Racirea biscuitilor
![]()
![]()
Receptia calitativa a biscuitilor
![]()
![]()
Ambalarea biscuitilor
![]()
![]()
Depozitarea biscuitilor
![]()
![]()
Pregatirea pentru livrare
![]()
![]()
Expedierea biscuitilor
2.2.2.1. Receptia fainii
Receptia fainii, ca de altfel receptia tuturor materiilor prime si auxiliare, presupune receptia cantitativa si calitativa.
Receptia cantitativa a fainii se face in functie de modul de prezentare, de ambalare a fainii, respectiv faina ambalata in saci. Receptia cantitativa a fainii ambalata in saci consta in numararea sacilor cu faina si cantarirea prin sondaj a 5-10 saci la fiecare transport, pentru a stabili greutatea medie a sacilor.
Receptia calitativa a fainii se face pentru fiecare lot. Pentru efectuarea analizelor fizico-chimice se intocmeste proba de faina cu ajutorul unei sonde care se introduce in sac la partea superioara, la mijlocul si la fundul sacului.
Probele recoltate se examineaza organoleptic, dupa care se amesteca pentru formarea probei medii. Analiza organoleptica a fainii consta in determinarea pentru fiecare proba a culorii, mirosului, gustului si a prezentei impuritatilor minerale, nisip, praf. Gustul si mirosul fainii influenteaza gustul si mirosul produsului finit. Rezultatele examenului organoleptic pot conduce la decizia de admitere sau respingere a loturilor de faina.
Prin analize fizico-chimice se determina, pentru fiecare lot de faina, umiditatea, continutul de gluten umed, indicele de deformare a glutenului, indicele glutenic, capacitatea de hidratare, continutul de cenusa si aciditatea cand se considera necesar.
Pentru fiecare lot de faina se executa proba de coacere. Rezultatele probei de coacere sunt utilizate la intocmirea in varianta optima a retetei de fabricatie si la stabilirea regimului tehnologic, pentru prelucrarea la scara industriala a lotului respectiv de faina.
2.2.2.2. Receptia apei
Apa se receptioneaza atat cantitativ cat si calitativ.
2.2.2.2.1. Receptia cantitativa a apei
Receptia cantitativa a apei se face prin inregistrarea cantitatii de apa exprimata in metri cubi, folosind aparate de masurare de tipul apometrelor.
2.2.2.2.2. Receptia calitativa a apei
Receptia calitativa a apei se refera la analiza organoleptica a gustului, mirosului, aspectului, turbiditatii apei. Acesti indici de calitate se exprima in grade si trebuie sa corespunda valorilor din STAS. Analiza fizico-chimica se refera la determinarea concentratiilor admisibile pentru o serie de substante sau grupe de substante. Receptia calitativa a apei are in vedere si examenul bacteriologic.
Apa potabila nu trebuie sa contina organisme animale, vegetale si particule abiotice, vizibile cu ochiul liber, oua sau larve de paraziti. Pentru apa utilizata in industria de panificatie este important sa se determine duritatea apei.
2.2.2.3. Receptia materiilor auxiliare
In industria de fabricare a biscuitilor se utilizeaza o gama extrem de larga de materii auxiliare pentru imbunatatirea proprietatilor reologice ale aluatului, a comportarii in procesul de prelucrare mecanizata, a calitatii si valorii nutritive a produselor finite.
Receptia materiilor auxiliare are in vedere receptia cantitativa si receptia calitativa. Receptia cantitativa se face in functie de materia auxiliara respectiva prin numararea unitatilor de ambalaj si verificarea prin cantarire, prin sondaj, a unui numar de ambalaje, cantarirea si masurarea cantitatii totale. Receptia calitativa se refera la examenul organoleptic, la analize fizico-chimice si analize microbiologice in functie de natura materiei auxiliare.
2.2.3. Depozitarea si pastrarea materiilor prime si auxiliare
2.2.3.1. Depozitarea si pastrarea fainii
Faina reprezinta materia prima de baza cu cel mai mare volum in unitatile de biscuiti si de aceea depozitarea si pastrarea ei constituie o problema principala.
Depozitarea si pastrarea fainii in unitatile de productie vizeaza urmatoarele obiective:
asigurarea unui stoc tampon necesar desfasurarii continue a procesului de productie care sa preia oscilatiile dintre consumul continuu pentru fabricatie si aprovizionarea discontinua;
imbunatatirea indicilor de calitate, ca urmare a procesului de maturizare;
realizarea amestecurilor de fainuri de calitati diferite in vederea obtinerii unei calitati omogene.
Exista doua metode de depozitare a fainii:
depozitarea fainii ambalate in saci;
depozitarea fainii neambalate, vrac.
In cazul de fata depozitarea fainii se face in saci. Faina se ambaleaza in saci de rafie la
greutatea de 80 kg. Depozitarea sacilor cu faina se poate face direct pe gratare din lemn, inaltate cu 15 cm de la pardoseala, in stive a caror inaltime variaza intre 5-10 saci, functie de anotimp. In anotimpul cald pentru a asigura o aerisire normala si a evita supraincalzirea si autoincalzirea, sacii se aseaza in stive de 8 saci pe inaltime. Sacii in stive se pot aseza in mai multe moduri din care mai frecvent sunt: cate trei, cate cinci, asezare celulara.
Pentru respectarea normelor se recomanda ca distanta intre stive si perete sa fie de 0,40 m, intre stive de 0,75 m, intre siruri de stive de 1,5-2,5 m, in functie de mijlocul de transport intern folosit, respectiv carucioare sau vagonete.
Pentru a asigura pastrarea corespunzatoare a fainii, depozitul trebuie sa indeplineasca urmatoarele conditii:
sa fie bine aerisit, dezinfectat, uscat;
sa fie iluminat natural in tot timpul zilei;
sa asigure o buna ventilatie naturala;
sa nu prezinte umezeala la pardoseala sau pereti;
sa aiba pardoseala din asfalt sau alt material ce nu creeaza fisuri in timpul depozitarii pentru a nu aparea locuri de infestare;
sa nu fie amplasate in apropierea unor depozite de materiale cu miros specific;
sa nu permita patrunderea apei din ploi sau zapada in interior;
ferestrele sa fie prevazute cu plase de sarma, pentru a nu permite, cand sunt deschise, patrunderea pasarilor;
sa nu existe rozatoare, soareci, sobolani care sa permita inmultirea daunatorilor;
pardoseala sa nu prezinte denivelari, care ar putea crea conditii de desprindere a unor particule, bucati din pardosea si ajungerea in faina;
toate operatiile din cadrul depozitului trebuie sa fie mecanizate;
modul de stivuire si distanta dintre stive trebuie sa asigure conditiile impuse de regulile de protectia muncii, permitand circulatia aerului necesar pastrarii si depozitarii fainii, precum si controlul starii fainii in timpul depozitarii;
temperatura aerului din depozit trebuie sa fie de 10-15oC, cat mai constanta pentru a evita aparitia fenomenului de condensare, umezeala relativa a aerului sa fie cuprinsa intre 50-60%.
Faina se aseaza pe gratare din lemn si distantate de pardoseala pentru a asigura o circulatie corespunzatoare a aerului. Numarul de gratare sau de palete se determina functie de cantitatea de faina ce urmeaza sa se depoziteze in kg si de cantitatea de faina ce se depoziteaza pe un gratar sau paleta, in kg.
Necesarul de gratare se determina cu relatia:
![]()
in care: N - numarul de gratare,
Q - cantitatea de faina care se depoziteaza, in kg,
q - cantitatea de faina care se poate depozita pe un gratar (functie de suprafata gratarului si de inaltimea stivei), in kg.
Depozitarea fainii in saci se efectueaza pentru o perioada de 15 zile, iar sacii se depoziteaza in stive de 8 saci pe inaltime.
Daca ![]() kg, atunci necesarul
de gratare va fi:
kg, atunci necesarul
de gratare va fi: ![]() gratare.
gratare.
Pentru mecanizarea operatiilor dintr-un depozit de faina ambalata in saci, sunt necesare o serie de dispozitive, utilaje, instalatii:
carucior manual sau lisa;
elevatorul pentru saci;
jgheab;
banda transportoare;
cantare;
linii de transport saci;
platforma giratorie;
electrostivuitor.
2.2.3.2. Depozitarea si pastrarea grasimilor si uleiurilor
Uleiul rafinat de floarea-soarelui se depoziteaza in rezervoare, tancuri, cisterne, butoaie, bidoane, butelii de sticla sau din material plastic. Ambalajele cu ulei se depoziteaza in incaperi curate, lipsite de mirosuri straine, racoroase, intunecoase si acoperite.
Margarina se depoziteaza in incaperi racoroase, uscate, fara miros strain, la temperatura de maxim 100C si umiditatea relativa a aerului de 80%.
Zaharul utilizat in industria de panificatie poate fi ambalat si depozitat in saci sau depozitat in vrac. In ambele situatii depozitul trebuie sa fie uscat, curat, dezinfectat, bine aerisit, fara miros strain, umiditatea relativa a aerului de 75 %, iar temperatura sa nu oscileze cu mai mult de 50C fata de temperatura medie a zilei.
Celelalte substante zaharoase se depoziteaza in conditii specifice pentru fiecare produs, conditii mentionate in STAS-urile si normele interne.
Materialele usor alterabile precum untul, margarina, ouale, etc. se pastreaza in dulapuri frigorifice comune sau camere frigorifice la temperatura de circa 40C. Spatiile trebuie sa fie intunecoase, fara mirosuri straine si cu umezeala relativa a aerului de maxim 80%.
Pregatirea materiilor prime cuprinde un ansamblu de operatii care se executa cu scopul de a aduce aceste materii la parametrii necesari utilizarii in procesul de productie. Pregatirea materiilor prime si auxiliare poarta denumirea de conditionare si cuprinde o serie de operatii specifice, functie de natura materiei prime respective.
2.2.4.1. Pregatirea fainii
Pregatirea fainii pentru fabricatie cuprinde urmatoarele operatii:
amestecarea loturilor de faina de calitati diferite;
cernerea;
indepartarea impuritatilor metalice;
incalzirea.
2.2.4.1.1. Amestecarea fainurilor
Pentru obtinerea unei faini de calitate medie in practica se recurge la amestecarea, in anumite proportii a loturilor de faina cu calitati diferite, pentru a se obtine un lot de faina cu proprietati omogene, care sa permita desfasurarea pe o perioada de timp cat mai mare a unui proces tehnologic constant, cu obtinerea de produse finite de calitate superioara. Pentru stabilirea retetei de amestec a loturilor in vederea obtinerii unor indici de calitate corespunzatori se foloseste metoda proportiilor inverse.
In procesul de macinare, faina este supusa cernerii. Cu toate acestea pentru indepartarea impuritatilor care ajung in faina pe timpul transportului si manipularii de la moara pana la introducerea in fabricatie in unitatile de biscuiti, faina se supune operatiei de cernere. Prin cernere se realizeaza odata cu indepartarea impuritatilor si o aerisire a fainii.
Cernerea de control care se realizeaza in unitatile de productie se asigura prin cernerea fainii prin site metalice de control nr. 18-20, prin care faina trece ca cernut, iar impuritatile raman ca refuz pe sita. Cernerea de control se realizeaza la diferite tipuri de utilaje dintre care cele mai folosite sunt cernatorul cu sita plana vibratoare, cernatorul cu sita rotativa si cernatorul cu snec vertical.
Pentru cernerea fainii destinata fabricarii biscuitilor zaharosi se va utiliza cernatorul cu snec vertical numit si cernator "Pionier".
Pentru indepartarea eventualelor corpuri metalice care nu au fost retinute la cernerea de control, faina este trecuta peste magneti sau electromagneti.
Inainte de a fi introdusa in fabricatie, faina se incalzeste. Incalzirea fainii se face in anotimpul de iarna pana la temperatura de 15 - 200C, astfel ca la prepararea aluatului temperatura apei sa nu depaseasca 450C. Folosirea la preparare a apei cu temperatura mai mare determina coagularea unei parti a substantelor proteice ale fainii, ducand la inrautatirea calitatii produselor.
Incalzirea fainii inainte de a fi introdusa in fabricatie se poate realiza in urmatoarele moduri:
prin depozitarea sacilor cu faina in spatii incalzite ceea ce presupune un consum mare de energie. Pentru a reduce costurile, se recurge la depozitarea fainii ambalate in saci, in depozitul de zi in care faina se pastreaza 16 - 24 ore;
prin cernerea fainii intr-o atmosfera de aer incalzit, cand ca urmare a contactului particulelor de faina cu aer cald are loc incalzirea rapida si uniforma a fainii.
Incalzirea fainii se realizeaza folosind buratul incalzitor prevazut la partea de jos cu o
baterie de incalzire formata din mai multe randuri de tevi prin care circula apa calda. Incalzirea fainii are loc ca urmare a contactului particulelor de faina cu aerul cald din utilaj si cu tevile incalzite.
La stabilirea temperaturii apei folosite la prepararea aluatului trebuie sa se tina seama de urmatoarele:
temperatura aluatului este determinata de temperatura apei si a fainii. Materiile auxiliare, intrucat intra in cantitati mici, influenteaza in mica masura temperatura semifabricatului;
la prepararea aluatului, la contactul fainii cu apa se degaja o anumita cantitate de caldura, numita caldura de hidratare, care determina o crestere a temperaturii aluatului;
o parte din energia mecanica din procesul de framantare se transforma in energie termica, determinand cresterea intr-o anumita masura a temperaturii aluatului;
in functie de umiditate, caldura specifica a fainii se modifica. Caldura specifica a substantei uscate din faina este de 0,38-0,4 kcal/kg C sau 1,59-1,68 103 J/kg C, coeficientul de transformare fiind de 4,19
Temperatura aluatului este determinata de temperatura apei tehnologice utilizate, de temperatura fainii si celelalte materii prime si auxiliare, de care, de fapt, se tine cont la calculul temperaturii apei tehnologice.
Prepararea apei calde pentru tehnologie, la o anumita temperatura, se realizeaza prin amestecarea apei calde si a apei reci in utilaje care asigura de regula si dozarea sau termoregulatoare automate care deschid vanele pentru apa calda si rece, in asa fel incat amestecul sa aiba temperatura stabilita. Incalzirea apei tehnologice se poate realiza pe doua tipuri de instalatii: instalatii de incalzire, la care caldura se produce prin arderea unui combustibil lichid, gazos sau solid si instalatii de incalzire prin recuperarea gazelor arse.
Grasimile si uleiurile lichide nu necesita operatia de pregatire, ci se folosesc ca atare in productie. Grasimile solide se topesc in prealabil in recipiente cu serpentine cu abur. Pentru o repartizare mai uniforma a grasimii in masa de aluat pentru obtinerea de produse finite de calitate superioara, cu volum marit, cu structura a miezului corespunzatoare, grasimea se introduce in aluat sub forma de emulsie grasime - apa, emulsie in care pentru stabilizare se introduce un emulgator.
Plantolul se aduce cu 1 - 20C sub punctul de topire, pentru a se obtine produse cu suprafata frumoasa, cu volum bine crescut si cu porozitate buna. Pentru topirea plantolului se pot folosi rezervoare prevazute cu instalatie de abur.
Pregatirea zaharului consta in dizolvarea in apa sau in lapte si incalzirea la temperatura de 30 - 340C. Dizolvarea zaharului se face in recipiente de diferite tipuri prevazute cu agitatoare. Solutia de zahar obtinuta se filtreaza pentru retinerea eventualelor impuritati.
Mierea si glucoza se transforma tot in solutie pentru a se repartiza uniform in masa aluatului. Mierea se amesteca in prealabil cu apa sau cu lapte, sau impreuna cu alte lichide conform retetei de fabricatie si se incalzeste la temperatura de 30 - 340C. Glucoza se incalzeste la temperatura de 25 - 300C sau se amesteca cu celelalte materii auxiliare.
Laptele praf se poate dizolva in apa la temperatura de 40-450C, in raport de 1/3-1/8, respectiv 1 kg de lapte praf si 3 sau 8 l de apa. Pentru a realiza omogenizarea cat mai uniforma, peste cantitatea de lapte praf se adauga la inceput o cantitate mica de apa, se amesteca pana la obtinerea unui amestec consistent, dupa care se adauga restul de apa si se continua amestecarea.
Se folosesc oua de gaina, proaspete. Dupa sortare, ouale se introduc intr-un bazin cu solutie alcalina de 0,5% carbonat de sodiu la temperatura de 35-450C. Dupa inmuiere, triere si spalare, ouale se trec intr-o solutie de clorura de var 2% timp de 5 minute, dupa care se clatesc cu apa potabila. Ouale corespunzatoare se sparg manual si se separa coaja de continut, fie albusul separat de galbenus, fie albusul impreuna cu galbenusul. Dupa spargere se verifica calitatea fiecarui ou si numai daca este corespunzator se amesteca cu celelalte.
La analiza organoleptica, continutul oualor trebuie sa fie astfel:
albusul sa fie transparent, cu consistenta densa, nu se admite albus tulbure, lichefiat sau amestecat cu galbenusul;
sa nu prezinte miros strain, impropriu.
Inainte de folosire, continutul oualor se bate la un batator special si se transforma intr-un melanj uniform. Melanjul astfel obtinut se poate amesteca cu apa care se foloseste la framantare, pentru o repartizare uniforma in masa de aluat.
2.2.4.7. Pregatirea afanatorilor
Afanatorii se dizolva in apa, lapte sau alcool. Afanatorii se dizolva in apa inainte de folosire si solutiile obtinute se filtreaza. Bicarbonatul de sodiu se dizolva in apa cu temperatura de 370C, iar carbonatul de amoniu, fiind volatil, se dizolva cand trebuie introdus la framantare, in apa cu temperatura de 250C.
2.2.5.1. Dozarea materiilor prime si auxiliare
Pentru obtinerea unui aluat cu anumite proprietati fizico-chimice si in final a unor produse corespunzatoare din punct de vedere calitativ este necesar ca materiile prime si auxiliare sa fie dozate in cantitatile prevazute in retetele de fabricatie.
2.2.5.1.1. Dozarea fainii
La dozarea fainii, ca operatie tehnologica, si mai ales la alegerea metodei sau utilajului pentru dozare trebuie sa se tina seama de o serie de particularitati pe care le prezinta faina ca material pulverulent. Greutatea specifica a fainii este in general mica si variaza intre limite destul de largi datorita continutului de aer inglobat in timpul transportului si depozitarii.
Dozarea fainii pentru prepararea in flux continuu se face fie pe principiul gravimetric, cand se compara o masa de faina cu o masa de referinta, fie pe principiul volumetric cand se masoara volumul unei anumite mase de faina. Dozatoarele de faina care functioneaza pe aceste principii pot fi continui sau discontinui.
La dozarea fainii trebuie sa se tina seama de reteta de fabricatie si de coeficientul de incarcare a cuvei malaxorului.
La prepararea aluatului se foloseste apa, intr-o anumita cantitate si cu o anumita temperatura. Cantitatea de apa folosita conditioneaza hidratarea fainii, formarea aluatului si consistenta acestuia. Pentru fabricarea biscuitilor cantitatea de apa folosita variaza intre 30% si 70% raportat la faina.
Materiile auxiliare folosite la fabricarea unor produse, cum ar fi: zaharul, grasimile, produsele lactate, etc. influenteaza raportul faina-apa. Datorita actiunii de deshidratare pe care o exercita zaharul, care consta in micsorarea cantitatii de apa legata osmotic de proteine, aluatul in care se adauga zaharul se inmoaie, ca urmare a cresterii fazei lichide. Pentru a mentine o anumita consistenta a aluatului se foloseste o cantitate mai mica de apa. Acelasi efect il exercita grasimile, laptele, ouale.
Sortimentele care prevad in reteta o cantitate insemnata de zahar, grasimi, produse lactate, se prepara folosind o cantitatea mai mica de apa.
Aluatul pentru biscuiti este mai greu de preparat decat aluatul pentru paine deoarece in compozitia lui intra, in afara de faina, si alte materii care in general reduc capacitatea de hidratare a fainii.
Cantitatile de materii prime si auxiliare stabilite prin reteta de fabricatie, in functie de sortimentul de biscuiti, sunt cantarite cu ajutorul aparatelor si instalatiilor speciale. De respectarea proportiei componentilor care se folosesc la prepararea aluatului depinde buna desfasurare a fiecarei faze a procesului tehnologic in ceea ce priveste modificarile fizico-chimice si in final calitatea produselor. De asemenea pregatirea materiilor prime si auxiliare in vederea fabricatiei are o influenta hotaratoare asupra calitatii si structurii aluatului si asupra aspectului si calitatii biscuitilor.
Succesiunea introducerii materiilor prime si auxiliare in cuva de preparare a aluatului pentru biscuiti are o importanta deosebita pentru obtinerea omogenitatii si structurii corespunzatoare a acestuia.
Aluatul pentru biscuiti are umiditate diferita in functie de grupa sortimentala. In principal, umiditatea aluatului este influentata de urmatorii factori:
proportia de substante zaharoase folosite; prin adaugarea a 1% zahar cantitatea de apa scade cu 0,6%;
umiditatea fainii; la o scadere de 1% a umiditatii fainii cantitatea de apa creste cu 1,8-1,9%;
puterea de absorbtie a glutenului; la o crestere a absorbtiei glutenului cu 1% se va mari cantitatea de apa cu 0,35-0,40%;
granulatia fainii; cu cat granulele sunt mai mari cantitatea de apa va scadea datorita suprafetei specifice mici.
Tinand seama de factorii care influenteaza umiditatea aluatului si mai ales de structura acestuia bazata pe proportia de substante zaharoase si substante grase, umiditatea aluatului trebuie sa se incadreze in urmatoarele limite: 17 - 18,5% cand se utilizeaza faina de calitate buna si 16 - 17,5% cand se utilizeaza faina de calitate slaba.
Calculul cantitatii de apa care se adauga la prepararea aluatului este un element de baza in conducerea procesului tehnologic deoarece adaosul de apa in mai multe etape duce la diminuarea calitatii acestuia si influenteaza negativ structura lui. De asemenea, adaosul de apa peste necesar denatureaza structura aluatului si influenteaza modificarile fizico-chimice care au loc in fazele urmatoare de fabricatie.
Pentru obtinerea unui aluat de calitate temperatura la sfarsitul framantarii trebuie sa fie cuprinsa intre 19 - 250C.
Asupra temperaturii aluatului la sfarsitul framantarii influenteaza atat temperatura materiilor prime si auxiliare, temperatura rezultata prin transformarea unei parti a energiei mecanice in energie calorica, datorita frecarii aluatului de peretele cuvei si bratele de framantare ale malaxorului, cat si pierderile de caldura prin peretii cuvei, datorita diferentei de temperatura dintre aluat si mediul inconjurator. Tinand seama de influenta acestor factori se calculeaza temperatura pe care trebuie sa o aiba materiile prime si auxiliare ce se folosesc. In principal se tine seama de temperatura apei si a fainii. Depasirea temperaturii de 250C influenteaza in mod negativ calitatea biscuitilor, in ce priveste structura si mentinerea formei dupa modelare. Astfel aluatul devine elastic la temperaturi peste 250C ceea ce influenteaza negativ calitatea produsului finit.
Temperatura mediului inconjurator trebuie sa fie de minim 200C deoarece odata cu cresterea diferentei intre temperatura aluatului si a mediului inconjurator se inrautatesc insusirile aluatului si in final a biscuitilor.
In vederea obtinerii unui aluat omogen, cu proprietati fizico-chimice si organoleptice corespunzatoare, conducerea operatiei de framantare are un rol deosebit de important. La framantare materiile prime si auxiliare care intra in componenta aluatului se adauga intr-o anumita succesiune.
Pentru prepararea aluatului se foloseste numai zahar pudra, datorita proportiei insemnate in care se adauga si a structurii deosebite a acestui aluat.
Prepararea aluatului se executa astfel: grasimile impreuna cu zaharul pudra se omogenizeaza pana la obtinerea unei mase spumoase in malaxorul de aluat. Se dozeaza mierea sau zaharul invertit, glucoza, ouale si se amesteca 3 - 4 min. Dupa aceasta se introduce in cuva de framantare toata cantitatea de faina si dupa inca 3 - 4 min. de framantare solutiile de bicarbonat de sodiu si carbonat de amoniu.
Unele materii prime si auxiliare cum sunt mierea, laptele, zaharul invertit, grasimile si faina de grau, prezinta un anumit grad de aciditate, din care cauza nu se vor introduce simultan cu afanatorii chimici, care au un anumit grad de alcalinitate. Daca s-ar introduce in acelasi timp s-ar produce o reactie de neutralizare, care ar duce la scaderea capacitatii de afanare a aluatului in fazele urmatoare de fabricatie.
Durata framantarii conditioneaza in mare masura obtinerea aluatului de calitate corespunzatoare grupei de sortimente care se fabrica. Pe baza structurii aluatului, a proportiei de substante zaharoase si grase care intra in componenta lui durata de framantare trebuie sa fie de 10 - 15 minute. Factorii care determina durata framantarii aluatului sunt: tipul aluatului, continutul in gluten al fainii, turatia bratelor de framantare, temperatura si umiditatea materiilor prime si auxiliare.
Momentul cand framantarea este terminata se stabileste dupa caracterele aluatului si anume:
aluatul este framantat uniform;
aluatul nu contine apa sau faina nelegate, nu este lipicios sau prea uscat;
aluatul este slab legat, aproape se faramiteaza.
Framantarea aluatului pentru biscuiti se realizeaza cu ajutorul masinilor specifice pentru prepararea aluatului consistent. Dupa framantare, aluatul este rasturnat in cuve speciale cu ajutorul carora este transportat la camera de odihna si apoi la prelucrare.
Aluaturile destinate fabricarii biscuitilor au urmatoarele caracteristici:
sunt diferite de la o grupa de biscuiti la alta, avand proprietati ce depind in principal de materiile prime si auxiliare din care au fost preparate si de proportia amestecarii lor conform retetei de fabricatie;
consistenta la care se pregatesc trebuie sa permita modelarea, respectiv sa fie suficient de plastice, iar dupa modelare sa pastreze forma conferita aluatului, motiv pentru care este necesara o consistenta mai mare;
desi framantarea nu este foarte intensa, totusi amestecarea componentelor se impune sa fie cat mai buna.
Aluatul pentru biscuiti zaharosi trebuie sa fie granular, neelastic, faramicios, nisipos, cu reteaua glutenica foarte putin dezvoltata.
Pentru aprecierea calitatii aluatului pentru biscuitii zaharosi se pot folosi mai multe elemente tehnologice si de compozitie si anume: materiile din care a fost fabricat, caracteristicile pe care le prezinta aluatul (umiditate, temperatura, aspect), procedeul tehnologic folosit (ordinea introducerii diferitelor componente in aluat, durata si intensitatea framantarii).
Materiile din care este preparat aluatul influenteaza intr-o foarte mare masura caracteristicile acestuia si indeosebi consistenta, structura, elasticitatea si comportarea in procesul de modelare si coacere. De asemenea, compozitia respectiva va influenta calitatea produselor finite.
2.2.5.3.2. Umiditatea aluatului
Umiditatea constituie o caracteristica speciala prin care se apreciaza calitatea aluatului. Ea este conditionata de cantitatea de apa folosita conform retetei de fabricatie precum si de aportul de apa adus de celelalte componente lichide si fluide folosite. Umiditatea aluatului pentru biscuiti zaharosi este de 16-19%.
Cantitatea de apa folosita la prepararea aluatului pentru biscuiti este conditionata de consistenta dorita pentru acesta, capacitatea de hidratare a fainii si adaosul de substante zaharoase si substante grase. Prin sporirea continutului de zahar al aluatului cu 1%, cantitatea de apa scade cu 0,5-0,6%. Imbogatirea aluatului in grasime determina de asemenea reducerea cantitatii de apa necesare a fi adaugata la preparare.
Temperatura aluatului determina in mare masura insusirile lui plastice. Nivelul optim al temperaturii aluatului pentru biscuiti este conditionat de continutul de zahar si grasimi precum si de modul in care se face afanarea aluatului. Temperatura aluatului pentru biscuitii zaharosi este de 19-250C. Nivelul temperaturii creste odata cu cresterea adaosului de zahar si grasimi. Temperatura aluatului depinde de temperatura materiilor prime si auxiliare folosite, de modificarile de temperatura ce intervin in urma procesului tehnologic, de durata si intensitatea framantarii, de influenta pe care o au utilajul si mediul ambiant asupra temperaturii. Cel mai adesea se procedeaza la reglarea temperaturii apei adaugate si prin incalzirea fainii. In timpul framantarii intensitatea fortei fizice cu care se actioneaza asupra aluatului si rezistenta pe care o opune acesta datorita consistentei sale determina o degajare puternica de caldura.
Succesiunea adaugarii materiilor prime si auxiliare la framantarea aluatului conditioneaza desfasurarea procesului de preparare si calitatea aluatului, precum si calitatea biscuitilor. Ordinea introducerii diferitelor materii prime si auxiliare in cuva malaxorului este determinata de o serie de ratiuni tehnologice specifice aluatului pentru biscuiti zaharosi care rezulta in urma folosirii unei succesiuni de introducere a materiilor prime in framantator. La inceput se omogenizeaza grasimile cu zaharul pudra pana se obtine o masa spumoasa. Acest amestec se realizeaza cu ajutorul unui mixer planetar sau direct in framantator, care daca are viteza reglabila va fi folosit la nivelul celei maxime. Peste aceasta masa se adauga mierea, zaharul invertit, glucoza, ouale spumate, solutiile aromatizante si alte materii auxiliare si se omogenizeaza totul timp de 3-4 minute. Dupa omogenizare se adauga toata cantitatea de faina, substantele de afanare, substantele aromatizante, dupa care se framanta un timp scurt de pana la 5 minute. Datorita aciditatii, celelalte materii din care este preparat aluatul, solutiile de afanatori se introduc numai spre finalul framantarii, pentru a evita intrarea in reactie prematura a acestora si ca urmare pierderea unei parti din substantele de afanare.
Durata si intensitatea framantarii aluatului pentru biscuitii zaharosi constituie un mijloc de influentare a calitatii si de conducere a fabricatiei, fiind determinate de: proportia diferitelor componente ale aluatului, umiditatea si temperatura acestuia, metoda de afanare folosita si caracteristicile echipamentului de framantare. Deoarece in afara de faina toate materiile folosite la fabricarea biscuitilor se amesteca usor intre ele, ponderea acesteia va influenta durata framantarii. La aluatul zaharos, unde continutul de grasimi, zahar si alte materii este mai mare, durata framantarii scade este de 30-40 minute. Umiditatea aluatului influenteaza direct durata framantarii deoarece cu cat este mai ridicata cu atat durata de framantare scade ca urmare a faptului ca in prezenta apei in cantitati mai mari glutenul se formeaza mai repede, iar uniformizarea diverselor componente se realizeaza mai repede. Cresterea umiditatii determina reducerea consistentei aluatului, ingreuneaza prelucrarea ulterioara a aluatului si influenteaza negativ calitatea biscuitilor. Temperatura amestecului din care se fabrica aluatul influenteaza timpul de framantare in sensul ca prin cresterea acesteia se reduce timpul si intensitatea framantarii necesare pentru omogenizarea masei respective. Reducerea timpului de framantare este determinata de influenta temperaturii asupra hidratarii fainii si fluidizarii materiilor grase ce se adauga in stare solida cum ar fi untul, margarina, plantolul. La afanarea chimica, dupa formarea aluatului se adauga solutia de afanatori, ceea ce necesita un timp suplimentar de amestecare, pana ce se reuseste ca ele sa fie inglobate in masa de aluat. Mai mult decat atat intre tipurile de afanatori chimici folositi apar unele diferente. Astfel, solutiile de bicarbonat de sodiu si bicarbonat de amoniu se amesteca in aluat mai greu decat cele de metabisulfit de sodiu si de potasiu. Constructia si performantele instalatiei de framantare influenteaza durata de framantare prin forma bratelor de amestecare, viteza acestora, posibilitatea de reglare a ei, precum si in functie de dotarea eventuala cu instalatii de incalzire-racire a cuvei. Posibilitatea de a regla viteza de rotatie a bratelor de framantare creeaza conditii pentru a folosi turatiile cele mai potrivite si pentru a reduce durata totala a framantarii. Utilizand viteze rapide de framantare timpul total pentru biscuitii zaharosi poate sa scada la 10-20 de minute.
Aluatul pentru biscuiti este supus operatiilor de prelucrare prin care se realizeaza imbunatatirea structurii si proprietatilor fizice ale aluatului si ale biscuitilor ca produse finite. Aluatul pentru fabricarea biscuitilor zaharosi se prelucreaza prin rafinare si prin trecerea printre cilindrii cu caneluri, operatie cunoscuta sub denumirea de gramolare.
Forma si dimensiunile biscuitilor se obtin prin modelarea aluatului cu masini de stantat si presat. Modelarea se face cu stante de tip greu. Este stabilit ca grosimea benzii de aluat la stantare trebuie sa fie cu 50 % mai mica decat grosimea biscuitilor gata copti.
Datorita caracteristicilor plastice ale aluatului acesta se supune valtuirii numai cu scopul formarii unei benzi continue si de grosimea necesara fabricarii biscuitilor. Stanta de tip greu trebuie sa preseze puternic banda de aluat, pentru ca aceasta sa patrunda in toata adancimea pansonului si astfel pe suprafata lui sa se imprime desenul sau inscriptia necesara.
Biscuitii stantati trec cu ajutorul transportorului direct pe banda cuptorului.
Masinile pentru prelucrarea aluatului efectueaza grupul de operatii tehnologice (modelare, divizare) in urma carora aluatul capata forma caracteristica produselor finite.
2.2.8. Coacerea aluatului
Procesul de coacere a aluatului se caracterizeaza prin modificarea proprietatilor fizico-chimice si coloidale ale aluatului sub actiunea temperaturii din camera de coacere. Scopul tehnologic al coacerii este eliminarea din aluat a surplusului de umiditate, crearea unei structuri stabile specifice si obtinerea unui gust si aspect exterior caracteristic biscuitilor.
Asupra modului de coacere a aluatului actioneaza in principal parametrii aerului din camera de coacere si umiditatea relativa, viteza, directia de deplasare si temperatura. S-a putut astfel stabili un regim de coacere cu valori variabile de temperatura si umiditate relativa a aerului din camera de coacere, care consta:
in prima faza de coacere: temperatura de 160-1700C si umiditatea relativa a aerului de 40-70%, la o durata de coacere de 1 min.;
in faza a doua: temperatura maxima de 300-3500C si umiditatea relativa a aerului de 5-10% la viteza constanta de evaporare a apei;
in faza a treia: temperatura de 180-2000C, umiditatea relativa a aerului de 10-15%, la viteza scazuta de evaporare a apei, durata de coacere 1 min.
Prin aplicarea acestui regim de coacere pe zone distincte de temperatura si umiditate relativa a aerului, durata de coacere a aluatului se reduce cu 1,5 - 2 min.
Sub influenta factorilor principali din camera de coacere in biscuiti au loc urmatoarele modificari:
modificarea temperaturii si umiditatii aluatului;
modificari fizico-chimice ale compozitiei aluatului.
Modificarea temperaturii si umiditatii aluatului - Temperatura aluatului modelat este cuprinsa intre 25 - 350C, iar temperatura din camera de coacere de 160 - 3000C. In prima faza de coacere temperatura aluatului creste pana la temperatura de fierbere a apei si se produce uniform pe toata grosimea produselor timp de 1,5 - 2 min. Temperatura de la suprafata biscuitilor ajunge pana la 140 - 1800C. In primul moment al coacerii pe suprafata biscuitilor se condenseaza o parte din vaporii existenti in zona intai datorita diferentei de temperatura, impiedicand astfel formarea unei pojghite care s-ar opune la migrarea apei din interiorul biscuitilor si ar frana cresterea volumului lor. Odata cu crearea diferentei de temperatura intre suprafata biscuitilor si straturile inferioare, incepe migrarea apei sub forma de vapori din straturile cu temperatura mai mare catre cele cu temperatura mai scazuta. Totodata se produce si o deplasare inversa de la centru spre exterior datorita diferentei de concentratie a umiditatii. Aceste deplasari de umiditate fac posibila evaporarea apei de pe suprafata biscuitilor. Straturile superficiale ale aluatului pierzand umiditatea, formeaza treptat coaja produsului. In momentul intreruperii coacerii, umiditatea diferitelor straturi ale biscuitilor este diferita, astfel ca la rupere coaja difera de partea centrala in ceea ce priveste umiditatea, culoarea si structura. In timpul racirii biscuitilor, umiditatea se repartizeaza in mod uniform, prin migrarea ei catre straturile periferice.
Modificarile fizic-chimice ale aluatului in timpul coacerii - Aceste modificari depind de cresterea temperaturii la suprafata si in interiorul bucatilor supuse coacerii. In primele minute de incalzire a aluatului se produce descompunerea rapida a carbonatului de amoniu la cca. 600C. Produsele de descompunere (CO2, NH3 si H2O) se elimina aproape total din aluat la sfarsitul coacerii. Odata cu cresterea temperaturii in camera de coacere se produce si afanarea cu CO2 rezultat prin descompunerea bicarbonatului de sodiu. Cantitatea de grasimi scade, la fel si alcalinitatea datorita volatilizarii amoniacului care se formeaza in timpul descompunerii carbonatului de amoniu.
Pentru coacerea aluatului destinat fabricarii biscuitilor exista un numar foarte mare de tipuri de cuptoare, care difera intre ele dupa sistemul de incalzire a camerei de coacere, combustibilul folosit, modul de asezare a biscuitilor.
Cuptoarele moderne de coacere a aluatului pentru biscuiti au functionare continua si sunt formate dintr-un tunel incalzit, in care aluatul se deplaseaza mecanic, de la un capat la altul, in timpul prescris de coacere. In interiorul cuptorului exista mai multe zone de coacere, in care temperatura este mentinuta la nivelul optim indicat in procesul tehnologic.
In functie de combustibilul folosit cuptoarele se impart in cuptoare cu incalzire directa si cuptoare cu incalzire indirecta. Cuptoarele incalzite cu gaze se construiesc cu arzatoarele montate direct in camera de coacere, permitand o reglare usoara a regimului de coacere pe lungimea cuptorului precum si intre bolta si vatra.
Respectarea conditiilor prescrise de procesul tehnologic pentru faza de coacere este foarte importanta pentru calitatea produselor, deoarece o eventuala defectiune in functionarea cuptorului se indreapta ulterior cu multa greutate si in cele mai frecvente cazuri duce la rebutarea productiei. La coacerea aluatului se urmareste realizarea si mentinerea uniforma a temperaturii in camera de coacere si respectarea duratei de coacere. Pentru controlul acestor parametri cuptoarele sunt prevazute cu sisteme automate de determinare a temperaturii si umiditatii din interiorul lor.
Dupa scoaterea din cuptor, biscuitii sunt raciti pana la temperatura mediului ambiant, adica circa 200C. Racirea biscuitilor este necesara pentru evitarea rancezirii grasimilor continute de biscuiti si pentru a putea trece biscuitii imediat la operatiile de ambalare. La scoaterea din cuptor biscuitii au temperatura cuprinsa intre 100 - 1200C si consistenta relativ redusa. In timpul racirii se produc modificari in ceea ce priveste umiditatea biscuitilor. Repartizarea uniforma a umiditatii prin migrarea vaporilor din straturile de la centru spre straturile exterioare este completa dupa circa 30 de ore de la scoaterea din cuptor. Pentru evitarea degradarii calitatii biscuitilor se recomanda ca racirea sa se faca la temperatura aerului de 30-400C, viteza de 2,5 m/s si umiditatea relativa de 70-80%. Nu se admite racirea produselor cu aer rece. La o racire prea brusca se produce o evaporare intensa a umiditatii care are ca rezultat craparea biscuitilor.
Pentru racire se folosesc instalatii speciale care se construiesc in doua variante: pentru racirea libera in aer si pentru racirea fortata. Instalatiile pentru racirea libera in aer sunt cele mai simple, ele sunt formate din benzi transportoare care deplaseaza biscuitii un anumit timp in care ei se racesc in contact cu aerul inconjurator. Dimensionarea instalatiei de racire se face tinand seama ca timpul necesar pentru racire este de 10-30 min. Instalatiile pentru racirea fortata in curent de aer sunt formate din tuneluri prin care trec biscuitii purtati de o banda. Punctele de suflare cu aer se amplaseaza in partea superioara sau inferioara a benzii. In cel de-al doilea caz banda se confectioneaza din impletituri de sarma care lasa curentul de aer sa patrunda prin orificiile formate. Timpul de racire depinde de numarul de puncte de suflare, intensitatea si temperatura curentului de aer si variaza intre 5-10 min.
Dupa racire biscuitii se ambaleaza in pungi, cutii sau pachete cu greutate de: 1 - 5 kg in cutii, 0,100 - 0,500 kg la pungi si 0,025 - 0,500 kg in pachete.
Inainte de ambalarea biscuitilor manual sau mecanic se face o selectionare a celor care prezinta unele defecte de calitate ca: deformari, lipituri, crapaturi, rupturi sau sparturi din manipularile pe banda sau la ambalat, astfel ca in lazi sau cutii in vrac si in ambalajele mai mici sa nu se ambaleze decat biscuiti de calitate buna.
Pentru ambalarea biscuitilor se utilizeaza in special masini care ambaleaza biscuitii in plicuri si cele pentru invelire (anvelopare). Masina de ambalat in plicuri foloseste la obtinerea pachetelor de gramaje mici, biscuitii fiind aranjati in una, doua sau patru perechi suprapuse doua cate doua. Masina de anvelopare foloseste la ambalarea biscuitilor asezati pe muchie, intr-un singur rand. Ambalarea se poate face intr-o imbracaminte de hartie termosudabila.
Utilizarea masinilor de ambalat impune atentie si pricepere deoarece trebuiesc alimentate corect si reglate in anumite limite fiind sensibile atat la calitatea materialului de ambalare cat si la unele caracteristici ale biscuitilor (dimensiuni, friabilitate). Functionarea cu precizie si in mod sincronizat a masinilor de ambalare este asigurata de dispozitive cu celule fotoelectrice care comanda: dirijarea operatiei de taiere a materialului, reglarea pozitiei materialului, controlul functionarii masinii in ceea ce priveste alimentarea cu produse si material de ambalare.
Masinile de ambalat au productivitate mare reprezentand 80-200 pachete/min. in cazul ambalajelor mici si 50-70 pachete/min. in cazul ambalajelor mai mari (100 - 200 g).
Pachetele de biscuiti, precum si biscuitii ca atare se introduc in lazi captusite cu hartie de ambalaj, care apoi sunt inchise, cele din carton prin lipire cu banderola, iar cele din lemn prin legarea cu sarma sau cu banda metalica.
Ambalarea pentru transport se face pe cale manuala. In unele tari se folosesc masini care permit mecanizarea operatiilor de stivuire a pachetelor de biscuiti, introducerea in lazi de carton si inchiderea lor.
Scopul depozitarii in unitatile de fabricatie este de a crea un stoc de produse care sa asigure continuitatea livrarii catre reteaua comerciala, in parti de sortimente asortate, pe masura cerintelor de consum.
Pentru mentinerea calitatii biscuitilor in ceea ce priveste gustul, consistenta, fragezimea, culoarea si forma, in timpul depozitarii trebuie respectate o serie de conditii specifice. Astfel pentru o buna conservare a biscuitilor trebuie sa se tina cont de urmatorii factori: umiditatea produselor, temperatura aerului din depozit, lumina si actiunea mecanica in timpul transporturilor interioare.
Dupa ambalare, in primele ore umiditatea nu ramane constanta, biscuitii zaharosi pierzand din umiditate dupa circa 3 ore. Pentru a minimaliza aceste pierderi de umiditate s-a stabilit ca umiditatea optima a aerului trebuie sa fie de 65-70%.
Temperatura aerului si lumina influenteaza de asemenea conservarea biscuitilor deoarece grasimile folosite la fabricarea lor sunt instabile si pot produce rancezirea lor. Pentru evitarea rancezirii biscuitii trebuie feriti de actiunea aerului. Mai ales in cazul biscuitilor care nu au fost preambalati umiditatea mai mare reduce fragezimea biscuitilor provocand totodata modificari ale gustului si culorii. Temperatura marita accelereaza procesele chimice si biochimice, in special rancezirea grasimilor. Astfel temperatura aerului din depozit nu trebuie sa depaseasca 18-200C. Biscuitii care sunt expusi actiunii directe a luminii solare pierd repede culoarea. Un alt factor de care trebuie tinut cont la depozitarea biscuitilor este acela ca umiditatea lor, fiind redusa, sunt higroscopici si in cazul existentei in depozit a unor materiale cu miros strain biscuitii absorb si retin aceste mirosuri.
Pentru a evita sfaramarea biscuitilor se va da o deosebita importanta transportului in interiorul depozitului, chiar daca lazile cu biscuiti in vrac sau cele cu biscuiti in pachete sunt rigidizate prin introducerea in spatiile libere a hartiei, socurile puternice, loviturile, zguduiturile si aruncarea lazilor cu produse pot provoca rebutarea biscuitilor.
Stivuirea lazilor cu biscuiti se face pe loturi, respectiv pe schimburi si zile de fabricatie, cu spatii libere intre stive si intre stive si perete.
3.1. Calculul bilantului de materiale
Regimul de functionare este unul continuu datorat productiei obtinute care asigura cererea pietei.
Schema bloc pe operatii pentru obtinerea biscuitilor zaharosi este:
![]()
Receptia materiilor prime si auxiliare
![]()
![]()
![]()
P7 = 0,1%
Prepararea
aluatului
![]()
![]()
![]()
P6 = 0,2%
Framantarea aluatului
![]()
![]()
![]()
P5 = 0,47%
Modelarea aluatului
![]()
![]()
![]()
Coacerea aluatului
![]()
![]()
![]()
Racirea biscuitilor
![]()
![]()
![]()
Receptia calitativa a biscuitilor
![]()
![]()
![]()
Ambalarea biscuitilor
![]()
Pierderile totale din cursul procesului de fabricatie a biscuitilor zaharosi sunt de 8%.
Capacitatea orara de productie este de: ![]() .
.
Ambalare:
Ambalare
![]()
![]()
![]()
Finisare:
Finisare
![]()
![]()
![]()
Racire:
Racire
![]()
![]()
![]()
Coacere:
Coacere
![]()
![]()
![]()
Modelare:
Modelare
![]()
![]()
![]()
Framantare:
Framantare
![]()
![]()
![]()
Preparare:
Preparare
![]()
![]()
![]()
Receptie materii prime si auxiliare:
Receptie
![]()
![]()
![]()
In urma efectuarii bilantului de materiale se observa ca pentru fabricarea a 416,66 kg/h biscuiti zaharosi se folosesc 452 kg/h materii prime si auxiliare.
Procentele componentelor care participa la formarea aluatului pentru fabricarea biscuitilor zaharosi sunt:
faina: 50%; - lapte praf: 0,30%;
zahar: 20%; - arome: 0,11%;
apa: 16%; - afanatori chimici: 0,04%;
oua: 0,59%; - plantol: 1,78%;
miere: 0,65%; - margarina: 5,38%;
glucoza: 0,31%; - unt: 4,84%.
Bilantul de materiale sub forma tabelara este prezentat in tabelul 7:
Tabelul 7. Reprezentarea bilantului de materiale sub forma tabelara
|
Nr. crt. |
Materii intrate |
kg/h |
Materii iesite |
kg/h |
|
Faina |
Pierderi | |||
|
Zahar |
Biscuiti zaharosi | |||
|
Apa | ||||
|
Oua | ||||
|
Miere | ||||
|
Glucoza | ||||
|
Lapte praf | ||||
|
Arome | ||||
|
Afanatori chimici | ||||
|
Plantol | ||||
|
Margarina | ||||
|
Unt | ||||
|
Total: 452 kg/h |
Total: 452 kg/h |
|||
3.2. Calculul bilantului termic
Bilantul termic se efectueaza pentru operatia de coacere a aluatului. In procesul tehnologic de obtinere a biscuitilor, coacerea reprezinta cea mai importanta faza intrucat datorita acesteia se produce transformarea propriu-zisa a materiilor folosite la prepararea aluatului, in produsele alimentare comestibile - biscuitii zaharosi. La coacerea aluatului are loc o complexitate de procese fizice, coloidale, biochimice si microbiologice care se desfasoara in campul neuniform de temperatura al camerei cuptoarelor pentru biscuiti. Aluatul trebuie sa fie incalzit la anumite temperaturi care favorizeaza procesele specifice acestei faze.
Pentru alegerea si dimensionarea corespunzatoare a instalatiilor folosite la coacerea aluatului pentru biscuiti este important sa se cunoasca consumul de caldura necesar desfasurarii acestui proces. La coacerea aluatului se consuma caldura pentru desfasurarea proceselor endotermice (incalzirea aluatului si evaporarea apei) care au loc in bucata de aluat, ceea ce reprezinta consumul teoretic, pentru formarea aburului necesar in camera de coacere, cat si pentru acoperirea pierderilor inerente ale cuptorului, rezultand in final consumul efectiv pentru coacere.
Metoda de calcul prin care se determina consumul de caldura tine seama de
urmatoarele procese fizice care au loc in aluat in timpul coacerii:
incalzirea bucatii de aluat, pentru care consumul de caldura este determinat de caldura specifica a aluatului si de marimea bucatii de aluat;
evaporarea apei din aluat;
formarea cojii biscuitilor.
Caldura specifica a aluatului este conditionata in principal de umiditatea lui. In mod obisnuit caldura specifica a aluatului este cuprinsa intre 0,595 si 0,605 kcal/kg·grd. Determinarea caldurii specifice a aluatului Cs se face pe baza caldurii specifice a principalelor lui componente - faina si apa - aplicand formula:

Cs.u. - caldura specifica a substantei uscate a biscuitilor, respectiv a fainii, in kcal/kg·grd (in medie are valoare de 0,34 kcal/kg·grd);
Ual - umiditatea aluatului, in %.
S-a neglijat in formula influenta celorlalte componente ale aluatului, deoarece continutul in grasimi, zahar si alte materii nu este foarte ridicat.
Cantitatea de caldura Q1, necesara pentru incalzirea aluatului se determina pe baza caldurii specifice Cs a aluatului, aplicand formula:

m - cantitatea de aluat ce urmeaza a fi incalzita, in kg;
ti - temperatura initiala a aluatului inainte de coacere, exprimata in 0C (in mod obisnuit aceasta temperatura este de aproximativ 300C);
tf - temperatura finala de incalzire a aluatului, in ˚C (se considera a fi de aproximativ 100˚C).
Cantitatea de caldura necesara pentru evaporarea apei din aluat depinde de cantitatea de apa ce se transforma in vapori A, care se calculeaza cu ajutorul formulei:
ma - cantitatea de aluat supusa coacerii, in kg;
mp - cantitatea de produs obtinut imediat dupa coacere, in kg;
k - o constanta care indica proportia apei evaporate din totalul pierderii de masa a produsului. Deoarece se apreciaza ca ~ 5% din pierderea de greutate la coacere este datorata substantelor volatile (alcool, substante organice, CO2) se considera k = 95%.
Cunoscand cantitatea de apa ce se pierde prin coacere, cantitatea de caldura Q2 necesara evaporarii ei va fi:
Cev - caldura de evaporare apei incalzite la 1000C (Cev = 639,1 kcal/kg)
Caldura necesara pentru formarea cojii, Q3, se determina aplicand formula:

a - cantitatea cojii produsului, in kg/kg;
t1 - temperatura finala a miezului biscuitilor (aproximativ 110˚C);
t2 - temperatura finala a cojii biscuitilor (se considera a fi de aproximativ 170˚C).
Pe baza necesarului de caldura calculat pentru fiecare proces indicat anterior, se stabileste consumul teoretic total de caldura pentru coacerea biscuitilor, Qt, aplicand formula:
![]()

Consumul efectiv de combustibil, respectiv de caldura, pentru coacerea aluatului
difera destul de mult fata de consumul teoretic, fapt care se datoreaza in primul rand randamentului termic al instalatiei de coacere. Randamentul termic al unui cuptor indica in ce masura energia calorica consumata se utilizeaza pentru coacerea propriu-zisa si respectiv raportul intre consumul teoretic si consumul efectiv de caldura pentru coacere. Randamentul termic depinde de tipul combustibilului folosit si de modul de incalzire a cuptorului. Astfel, randamentul termic al cuptorului tunel variaza intre 50 si 70% in cazul incalzirii cu gaze. Consumul efectiv de caldura se determina din relatia randamentului termic stiind ca randamentul este de 68%:
![]()
Stiind ca 1 m3 de gaze consuma intre 7000 si 9000 kcal se poate determina cantitatea de gaze folosite la arderea cuptorului. Se considera ca 1 m3 de gaze consuma 7746 kcal, de unde rezulta ca pentru caldura de 64679,1 kcal se vor consuma 8,35 m3 de gaze.
4. ALEGEREA UTILAJELOR
Elevatorul pentru saci este un utilaj pentru transportul pe verticala al sacilor plini cu faina de la un nivel inferior la un nivel superior. Elevatorul se compune dintr-un cadru metalic (1) pe care este fixat un transportor format din doua axe (3) montate la cele doua capete, avand fiecare cate doua roti (2) peste care se afla o banda compusa din doua lanturi (4) legate intre ele prin barele din otel (5), asezate la distante de 2-4 m una de alta, ale caror capete aluneca pe canalele cadrului metalic. Intre ramurile transportorului exista un jgheab inclinat (6). Functie de tipul depozitului elevatorul de saci poate parcurge 2-3 nivele ale constructiei. Sacul cu faina se aseaza la piciorul elevatorului sprijinit pe jgheabul inclinat de unde este preluat de prima bara care vine in contact cu sacul. Jgheabul inclinat este prevazut la fiecare nivel cu o usa, care poate fi in pozitie inchisa sau deschisa. In deplasarea pe verticala sacul se sprijina pe jgheabul inclinat si trece prin usa deschisa si cade pe planul inclinat la nivelul respectiv. Elevatorul de saci se monteaza intr-o incapere speciala in interiorul depozitului sau intr-o constructie lipita de constructia principala.
Productivitatea elevatorului de saci se calculeaza cu formula:
![]()
v - viteza lanturilor, in m/min.;
d - distanta intre doua bare de antrenare a sacului, in m.
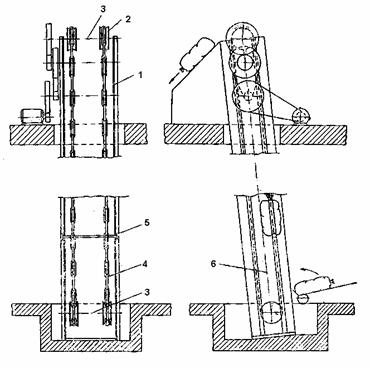
Fig. 1. 1 - schelet metalic; 2 - roata pentru lantul transportor; 3 - axul rotilor de actionare;
4 - lant transportor; 5 - bare de otel; 6 - jgheab inclinat.
Principalii indici tehnici ai elevatorului de saci sunt prezentati in tabelul 8:
Tabelul 8. Principalii indici tehnici ai elevatorului de saci
|
Productivitate maxima, saci/h |
Actionare kW |
Viteza periferica a lantului, m/s |
Inaltimea maxima, m |
Cernatorul "Pionier" este alcatuit dintr-o gura de alimentare (1) prevazuta la partea de jos cu un gratar care retine sacul in timpul golirii si un capac la partea superioara care se inchide atunci cand cernatorul nu functioneaza pentru a evita patrunderea eventualelor impuritati. Din gura de alimentare faina este preluata de spirele elicoidale (2) si aruncata la baza transportorului vertical (3) care o transporta catre partea superioara ajungand in zona de actiune a sitei cilindrice (4) prin ochiurile careia trece faina, iar impuritatile grosiere sunt retinute. Faina este impinsa cu ajutorul batatoarelor rotative (5) si a paletelor inclinate (6), si datorita fortei centrifuge, trece prin ochiurile sitei exterioare (7) din tesatura deasa de sarma. Eventualele impuritati sunt retinute pe suprafata interioara a sitei. Separarea impuritatilor metalice se realizeaza prin trecerea fainii pe suprafata magnetilor permanenti. Actionarea snecului si a spiralelor elicoidale se face de la motorul electric (9) si sistemul de roti cu curele trapezoidale (10).
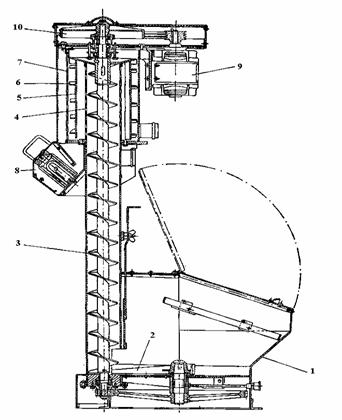
Fig. 2. 1 - gura de alimentare pentru faina; 2 - spire de alimentare; 3 - transportor elicoidal vertical; 4 - sita cilindrica interioara; 5 - batatoare rotative; 6 - palete inclinate; 7 - sita exterioara; 8 - instalatie de magneti permanenti; 9 - motor electric; 10 - sistem de roti de curele trapezoidale.
Caracteristicile tehnice ale cernatorului "Pionier" sunt redate in tabelul 9:
Tabelul 9. caracteristicile tehnice ale cernatorului cu snec vertical
|
Suprafata de cernere, m2 |
Productivitate, t/h |
Forta de actionare, kW |
Greutate, kg |
Pentru framantarea aluatului de biscuiti zaharosi se foloseste framantatorul prevazut cu doua brate de framantare in forma de Z.
Fig. 3. 1 - cuva malaxorului; 2 - fundul cuvei; 3 - capac cu contragreutate;
4 - brate de framantare
Framantatorul este format din: cuva (1) de forma paralelipipedica, prevazuta cu fund (2) de forma speciala si care se inchide cu capacul (3), prevazut cu contragreutate pentru a fi mentinut in pozitia dorita. La inchidere se blocheaza cu un dispozitiv adecvat. In interiorul cuvei se afla doua brate de framantare (4) in forma de Z, montate paralel. Prin rotirea lor cu viteze diferite se obtine efectul de amestecare. La unele tipuri de framantatoare se poate regla in mai multe trepte viteza de rotatie a bratelor si de asemenea se poate pune in functiune numai unul sau ambele brate de framantare. La framantatoarele moderne cuva este prevazuta cu pereti dubli prin care circula apa calda pentru incalzire sau apa rece pentru racirea aluatului, in functie de cerintele tehnologice. Pentru a usura descarcarea cuva se poate rabata cu 90o. Bratele si cuva sunt actionate mecanic cu ajutorul unui electromotor. Cuva se afla montata pe un sasiu robust, la inaltimea de circa 1 m, ceea ce permite ca in momentul descarcarii aluatului sa poate fi evacuat direct intr-un cazan. Cele mai importante caracteristici tehnice si functionale ale framantatoarelor de coca tare sunt:
capacitatea cuvei de circa 100-500 l, uneori mai mare in functie de capacitatea liniei de productie;
turatia bratelor de framantare reglabila intre 10-30 rot /min. la un brat si 20-60 rot/min. la cel de-al doilea brat de framantare.
Aluatul zaharos se prelucreaza prin laminare cu scopul de a-i uniformiza structura si de a forma o banda cu dimensiunile dorite, cu care se face alimentarea masinilor de modelat. Prelucrarea aluatului zaharos prin laminare, denumita si rafinare, se face cu o masina speciala care prelucreaza aluatul cu ajutorul a trei valturi succesive, care actioneaza prin presare si prin scaderea temperaturii realizata de instalatia de racire a valturilor cu care este dotata. Aluatul care trebuie prelucrat ajunge in palnia de alimentare (1), de unde este preluat de perechea de valturi (2) - (4) si este presat pana este transformat intr-o foaie subtire. Datorita actiunii cutitului raclet (3), care curata aluatul de pe valtul (2), el ramane aderent pe valtul (4) care-l transporta la a doua laminare. Aceasta se efectueaza intre grupul de valturi (4) - (6). Dupa cea de a doua laminare cutitul raclet (5) curata aluatul de pe valtul (4), iar in final, cutitul raclet (7) il desprinde si de pe valtul (6), lasandu-l sa cada in vasul de colectare (8) care face legatura cu urmatoarea faza tehnologica. Cilindrii (2), (4) si (6) sunt raciti prin circularea in interior a apei cu temperatura de 8-100C.
Fig. 4. 1 - palnie de alimentare; 2, 4, 6 - valturi; 3, 5, 7 - cutite raclet; 8 - vas colector;
Datorita structurii friabile pe care o are aluatul zaharos, modelarea lui nu se poate face prin stantare. Dupa ce a fost laminat, aluatul este rasturnat in palnia de alimentare a dispozitivului de modelat (1). Modelarea se face prin antrenare intre cei doi cilindri (2) si (3), dintre care cilindrul (2) este neted si serveste pentru presare, iar cilindrul (3) este metalic, avand pe suprafata lui laterala o serie de alveole, care reprezinta negativul formei dorite a biscuitului. Aluatul antrenat este presat puternic intre cei doi cilindri, ceea ce duce la umplerea cat mai compacta a alveolelor respective. Cutitul (4) are rolul de a uniformiza grosimea aluatului preluat in alveole. Biscuitii astfel modelati sunt evacuati din alveolele cilindrului (3) cu ajutorul benzii transportoare (5) si a tamburului (6). Banda textila este presata de tambur pe suprafata exterioara a cilindrului (3) ceea ce face ca aluatul sa adere la panza, iar in momentul in care se indeparteaza de cilindru, biscuitul modelat sa se extraga din alveola. Forma biscuitului si modul de asezare trebuie sa ocupe cat mai bine suprafata cilindrului, iar adancimea alveolei trebuie sa corespunda grosimii biscuitului necopt. Prin schimbarea cilindrului formator, masina poate realiza o gama foarte mare de modele de biscuiti. Instalatia de modelat aluat zaharos are urmatoarea schema de principiu:
Fig. 5. 1 - palnie de alimentare; 2, 3 - cilindri; 4 - cutit; 5 - banda transportoare; 6 - tambur
4.1.6. Masina de modelat aluatul zaharos prin spritare
Pentru aluatul zaharos se realizeaza si modelarea prin trefilare sau spritare. Masina pentru modelat prin spritare. Cuprinde o palnie de alimentare (1) in care aluatul este adus dintr-o tremie de alimentare a liniei tehnologice cu ajutorul unei perechi de valturi dozatoare. Acestea au rolul de a alimenta continuu si relativ uniform masina de modelat. Din palnia (1) a masinii de modelat aluatul cade liber intre doi cilindri de presare (2) si (3), care se rotesc in sens contrar si antreneaza astfel aluatul in miscarea lor, obligandu-l sa treaca in camera de presiune (4), terminata cu o matrita (5) prevazuta cu orificii. Presiunea cu care se actioneaza asupra aluatului depinde de caracteristicile lui (mai ales de elasticitate si plasticitate) si este realizata prin reglarea distantei dintre cilindri si uneori prin viteza acestora. Efectul de presare al cilindrilor este mult imbunatatit daca suprafata lor exterioara nu este neteda ci are o serie de rifluri longitudinale care-i maresc aderenta.Ca urmare a presiunii la care este supus, aluatul tinde sa se destinda si trece prin orificiile matritei. Caracteristicile plastice ale aluatului de biscuiti modelat prin aceasta metoda fac ca forma preluata de acesta de la matrita sa se pastreze si dupa iesirea din masina. Aluatul astfel modelat se prezinta sub forma unui fir continuu, cu sectiunea corespunzatoare sectiunii libere a matritei. Pentru a se definitiva modelarea, din firul obtinut se taie cu cutitul (6) bucati de aluat de dimensiunile dorite. Dupa intervalul la care se face taierea, rezulta biscuiti lungi sau biscuiti scurti. Marea variabilitate pe care o permite constructia orificiilor libere ale matritelor si modul in care se face taierea din fir creeaza o gama mare de forme pentru diferite sortimente de biscuiti modelati prin aceasta metoda.
Fig. 6. 1 - palnie de alimentare; 2, 3 - cilindri de presare; 4 - camera de presiune;
5 - matrita; 6 - cutit
Cuptoarele moderne de coacere a biscuitilor au functionare continua si sunt formate dintr-un tunel incalzit, in care aluatul se deplaseaza mecanic, de la un capat spre celalalt, in timpul prescris de coacere. In interiorul cuptorului exista mai multe zone de coacere, in care temperatura este mentinuta la nivelul optim indicat de procesul tehnologic. Cuptorul este dotat cu instalatii de comanda precum si cu aparate de masura. Un cuptor tunel este compus dintr-o camera de coacere, un sistem de transport al aluatului prin cuptor, un sistem de incalzire si o serie de aparate si dispozitive de masura si control. Toate componentele sunt montate pe un schelet metalic, construit din cadre de fier, asezate transversal pe lungimea cuptorului si rigidizate intre ele prin platbande.
Camera de coacere (1) este termoizolata fata de exterior, avand forma unui tunel prevazut la cele doua capete cu gura de intrare a aluatului (2) si gura de evacuare a biscuitilor copti (3). Deoarece latimea cuptoarelor variaza in mod obisnuit intre 0,8 si 1,2 m, lungimea camerei de coacere depinde de capacitatea de productie a cuptorului. Intre carcasa cuptorului si sistemul de incalzire ramane un spatiu bine determinat care constituie camera de coacere. Ea are latimea benzii de transport si inaltimea de 20 - 30 cm; este prevazuta la intrare si iesire cu clapete reglabile, care obtureaza spatiul liber ce ramane pentru deplasarea aluatului. La exterior cuptorul este placat cu panouri de tabla, detasabile, care usureaza interventia in interiorul lui in cazul verificarilor, intretinerii sau depanarilor. Sistemul de transport al aluatului prin cuptor este format dintr-un transportor cu banda (4), care pe ramura lui superioara deplaseaza aluatul modelat de la gura de intrare prin cuptor pana la iesire. La capatul de intrare, transportorul este prevazut cu un sistem de intindere a tamburului (5), care fiind asezat pe un carucior mobil, prevazut cu o serie de role (6), sub influenta unei contragreutati (7), sau in alte cazuri datorita actiunii unor suruburi sau unor resorturi, tine banda mai intinsa. Deplasarea benzii se face datorita unui sistem de actionare (8) montat pe tamburul motor (9) de la iesirea din cuptor. El este realizat dintr-un electromotor care pune in miscare tamburul motor printr-un grup de transmisie. Viteza tamburului motor este modificabila dupa nevoile tehnologice printr-un variator mecanic sau prin modificarea tensiunii de alimentare, solutie care permite reglarea vitezei benzii de coacere intre limite foarte largi. La cuptoarele de biscuiti dimensionarea sistemului de actionare conduce la durate de coacere de 2 - 20 minute, interval care se restrange in cazul cuptoarelor specializate pentru o grupa mai redusa de sortimente. Banda cuptorului se confectioneaza dintr-o tesatura metalica deasa sau dintr-o foaie continua de otel, care trebuie sa se imbine in asa fel incat sa nu stanjeneasca functionarea continua. Pe lungimea cuptorului banda aluneca pe o serie de role sau pe suprafete plane care o pastreaza in pozitie orizontala si limiteaza frecarea. Sistemul de incalzire al camerei de coacere se bazeaza pe recircularea gazelor calde care sunt incalzite prin arderea combustibilului si apoi sunt deplasate printr-un fascicul de tevi montat in jurul camerei superioare a benzii transportorului. Instalatia de incalzire a cuptorului urmeaza sa transforme combustibilul in caldura prin ardere si sa o transporte la camera de coacere, pentru a acoperi necesitatile procesului de incalzire a aluatului, precum si pierderile datorate degajarilor ce se produc de la instalatia de coacere spre sala de lucru. Corespunzator lungimii camerei de coacere, cuptorul tunel este impartit in 2-5 zone succesive, fiecare fiind incalzita de o instalatie proprie.
Fig. 7. 1 - camera de coacere; 2 - gura de intrare a aluatului; 3 - gura de evacuare a biscuitilor copti; 4 - transportor cu banda; 5 - tambur; 6 - role; 7 - contragreutati;
8 - sistem de actionare a benzii; 9 - tambur motor
Produsele ce urmeaza a fi ambalate se aduc mecanic pe banda transportoare (1) care le deplaseaza spre dispozitivul de dozare (2). Materialul in care se face ambalarea se primeste pe rola (3), iar tragerea lui se face de catre dispozitivul de cilindri (4), a carui miscare sacadata este sincronizata cu operatiile ce se efectueaza pentru ambalare. Din banda de material de ambalare (5) un cutit (6) taie bucati cu lungimea necesara. Materialul de taiat (7) ajunge deasupra portiei de biscuiti ce urmeaza a fi ambalati, dupa care cu ajutorul unor clapete este infasurat pe lungimea (8), iar apoi se executa invelirea inferioara (9) si impaturirea la capetele pachetului (10). Deoarece masina foloseste hartie de ambalaj termosudabila, pachetele formate sunt trecute prin dreptul barelor calde (11) care termosudeaza materialul la capete. Odata cu aceasta ambalarea este terminata si pachetul se evacueaza din masina.
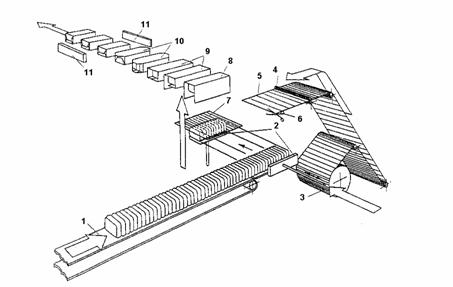
Fig. 8. 1 - banda transportoare; 2 - dispozitiv de dozare; 3 - rola; 4 - cilindri; 5 - banda de material de ambalare; 6 - cutit; 7 - material de taiat; 8 - sistem de infasurare;
9 - sistem de invelire; 10 - sistem de impaturire; 11 - bare calde
4.2. Calculul necesarului de utilaje
In realizarea calculului necesarului de utilaje pentru prepararea aluatului se va porni de la modul de desfasurare a procesului tehnologic, tinand seama de particularitatile acestuia.
Alegem volumul cuvei de framantare: V = 600 l, apoi calculam cantitatea de faina prelucrata de o cuva:
qc = V g u
V - volumul cuvei de framantare, l;
g - greutatea specifica a aluatului, kg/l, cu valoarea de 1,1;
u - coeficientul de utilizare a capacitatii cuvei cu valoarea de 0,65;
q - incarcarea admisibila a cuvei, kg faina/l cuva.
Qc = 600 0,65 = 429 kg
4.2.1. Calculul necesarului de malaxoare
Necesarul de malaxoare se determina cu relatia:
![]()
Qp - capacitatea de productie a fabricii (kg biscuiti/24 h);
Q - productivitatea framantatorului (kg aluat/h);
e - indice de echivalenta a aluatului cu valoarea de 0,85.
Productivitatea framantatorului se poate calcula cu relatia:
![]() kg
kg
tfr = 40 min;
taux = 10 min.
![]()
Din considerente economice se iau doua malaxoare, unul fiind de rezerva.
Este necesar un singur rasturnator de cuve.
Pentru productivitatea de 10 t/24 h biscuiti zaharosi caracteristicile cuptorului tunel sunt urmatoarele: suprafata utila de coacere de 11 m2, lungimea camerei de coacere de 10 m, inaltimea utila a camerei de coacere de 250 mm, timp de coacere de 3-5 minute, consum de combustibil gaz de 15 m3/h, o vatra (Lxl = 13x2 m), suprafata vetrei de 2 m2, suprafata totala de coacere de 26 m2, putere instalata de 24kW, dimensiuni de gabarit: 18100x3740x1930 mm.
![]()
M - cantitatea de produse realizate, kg;
S - suprafata vetrei cuptorului, m2;
T - timpul efectiv de functionare a cuptorului in ore.
Capacitatea reala de productie:
![]()
Este necesar doar un singur cuptor tunel.
Necesarul de cernatoare se determina cu relatia:
![]()
Fo - cantitatea orara de faina, kg /h;
Qc - capacitatea cernatorului, kg faina/h.
Pentru calculul principalelor spatii de depozitare se tine cont de cantitatea de materii prime si auxiliare depozitate pentru realizarea stocurilor limita necesare functionarii continue a instalatiei.
Cantitatea de faina ce se depoziteaza se determina cu relatia:
![]()
cf - consum de faina in 24 ore, kg;
![]() faina
faina
n - numar de zile de depozitare; n = 15;
![]() faina
faina
Suprafata depozitului este data de relatia:
![]()
q - cantitatea de faina ce se poate depozita pe 1 m2 de depozit; q = 600-800 kg/m2; q = 800.
![]()
Cantitatea de zahar ce se depoziteaza se determina cu relatia:
![]()
cz - consum de zahar in 24 ore, kg;
![]() zahar
zahar
n - numar de zile de depozitare; n = 15;
![]() zahar
zahar
Suprafata depozitului este data de relatia:-
![]()
q - cantitatea de zahar ce se poate depozita pe 1 m2 de depozit; q = 600-800 kg/m2; q = 800.
![]()
Cantitatea de arome ce se depoziteaza se determina cu relatia:
![]()
ca - consum de arome in 24 ore, kg;
![]() arome
arome
n - numar de zile de depozitare; n = 30;
![]() arome
arome
Suprafata depozitului este data de relatia:
![]()
q - cantitatea de arome ce se poate depozita pe 1 m2 de depozit; q = 600-800 kg/m2; q = 800.
![]()
Cantitatea de plantol ce se depoziteaza se determina cu relatia:
![]()
cp - consum de plantol in 24 ore, kg;
![]() plantol
plantol
n - numar de zile de depozitare; n = 15;
![]() plantol
plantol
Suprafata depozitului este data de relatia:
![]()
q - cantitatea de plantol ce se poate depozita pe 1 m2 de depozit; q = 400-600 kg/m2; q = 500.
![]()
Cantitatea de margarina ce se depoziteaza se determina cu relatia:
![]()
cm - consum de margarina in 24 ore, kg;
![]() margarina
margarina
n - numar de zile de depozitare; n = 15;
![]() margarina
margarina
Suprafata depozitului este data de relatia:
![]()
q - cantitatea de margarina ce se poate depozita pe 1 m2 de depozit; q = 400-600 kg/m2; q = 500.
![]()
Cantitatea de unt ce se depoziteaza se determina cu relatia:
![]()
cu - consum de unt in 24 ore, kg;
![]() unt
unt
n - numar de zile de depozitare; n = 15;
![]() unt
unt
Suprafata depozitului este data de relatia:
![]()
q - cantitatea de unt ce se poate depozita pe 1 m2 de depozit; q = 400-600 kg/m2; q = 500.
![]()
Biscuitii zaharosi obtinuti in urma procesului tehnologic se vor ambala in pachete de 50 g, 100 g si in cutii de carton de 5 kg. Dimensiunea unei cutii de carton este: L = 30 cm, l = 30 cm si h = 30 cm. Cele 10000 kg/24 h de biscuiti zaharosi se vor ambala astfel:
3000 kg in cutii de carton de 5 kg - 3000/5 = 600 cutii de biscuiti.
5000 kg in pachete a 50 g pachetul, deci 100 pachete de biscuiti a 50 g se vor ambala in cutii de carton de 5 kg. Daca asezam 100 de pachete in cutii de carton de 30x30x30 rezulta ca pe 1 m2 incap 9 cutii dispuse pe 3 randuri - 5000/50 = 100 cutii de biscuiti.
2000 kg in pachete a 100 g pachetul, deci 50 pachete de biscuiti a 100 g se vor ambala in cutii de carton de 5 kg. Daca asezam 50 de pachete in cutii de carton de 30x30x30 rezulta ca pe 1 m2 incap 9 cutii dispuse pe 3 randuri - 2000/100 = 20 cutii de biscuiti.
Numarul total de cutii este de 720
Stiind ca inaltimea depozitului este de 3 m, vor incapea 12 cutii pe rand, deci vom avea 12·9 = 108 cutii/m2. Suprafata depozitului va fi de: 720/108 = 6,67 m2.
5. MASURI DE PROTECTIA MUNCII, P.S.I. SI IGIENA MUNCII
Pentru ca oamenii muncii sa-si desfasoare din plin activitatea si sa-si puna in scopul productiei intreaga lor capacitate de lucru trebuie sa aiba conditii corespunzatoare, astfel incat sa fie prevenite accidentele si imbolnavirile profesionale. In vederea asigurarii unor astfel de conditii s-au stabilit norme specifice procesului tehnologic.
In aceste depozite se vor lua urmatoarele masuri:
operatiile de incarcare, descarcare, transport si manipulare se vor face cu multa atentie, sub directa conducere a muncitorului insarcinat special de catre conducere;
pentru a evita prabusirile de bolti plansee la cladirile si depozitele pe mai multe niveluri, este necesar sa se respecte incarcatura indicata in proiect/m2, iar acolo unde nu exista se va apela la un specialist;
in vederea pastrarii ordinei in depozitele de materii prime si produse finite, se vor trasa culoare de circulatie si suprafete de depozitare, vizibil, in vederea unei circulatii normale fara blocaje, ca sa se poata ajunge si iesi la fiecare stiva cu ambalaj depozitat;
asezarea in stive a materiilor prime si auxiliare ambalate se va face respectand inaltimea care asigura stabilitatea stivelor si nu necesita eforturi deosebite pentru manipulare;
pentru a evita pericolul prabusirii sacilor din stive, acesta putand fi o sursa de accidente, se va incepe intotdeauna sa se ia din stiva numai de sus in jos, eliminandu-se randurile superioare complet si apoi se trece la cele inferioare, pana la ultimul rand;
in toate depozitele se vor mentine in stare de functionare mijloacele pentru interventie, necesare stingerii oricarui inceput de incendiu (hidranti, furtune, stingatoare);
pentru o mai usoara manipulare, o mai rapida racire a produselor si o ventilatie mai buna a stivelor de paine, picioarele de navete atat goale cat si pline, este necesar sa se depoziteze numai pe carucioare sau platforme. Acolo unde depozitul este dotat cu rastele, produsele se vor aseza numai pe rastele.
5.2. Masuri privind instalatiile si utilajele pentru cernerea fainii si pentru scuturat sacii
instalatiile si utilajele pentru cernerea fainii se vor amplasa in incaperi separate, uscate, bine aerisite si dezinfectate;
cernatoarele se vor supraveghea cu atentie, iar atunci cand se produc degajari mari de praf de faina se opresc si se remediaza defectiunea;
pentru utilajele si instalatiile de scuturat sacii goi, se va amenaja un spatiu separat, altul decat cel de cernut, acest spatiu necesitand sa fie in permanenta curat, aerisit si evacuati sacii goi.
5.3. Masuri privind instalatiile si utilajele pentru prelucrarea aluatului
manipularea cuvelor de malaxor, folosirea malaxorului si a rasturnatorului este necesar sa se faca numai de operatorul instruit pe acest loc de munca;
cuplarea si decuplarea cuvelor pentru framantat, la malaxor, se va face cu multa atentie pentru a se evita strivirile;
malaxoarele cu functionare periodica vor fi utilizate numai cu aparatoarea impotriva accidentelor;
verificarea consistentei aluatului se face cu atentie, numai in zona de iesire a bratului framantatorului din cuva;
rasturnatoarele de cuve vor fi utilizate numai pentru cuvele de tipul si capacitatea admisa;
masinile de laminare si modelare se vor curata numai la terminarea lucrului si se vor scoate de sub tensiune;
la cuptoare iluminatul se va face cu retea de 24 V si cu posibilitatea de aprindere numai in timpul controlului;
aprinderea, reglarea si stingerea focului la cuptoare se va face numai de personalul instruit in acest sens;
conducta de alimentare cu combustibil se va vopsi numai in culorile standard;
cuptoarele vor fi prevazute numai cu termometre sau termocupluri pentru verificarea continua a functionarii arzatorului, in vederea evitarii eliminarii gazelor nearse;
sistemele de aerisire si ventilatie vor fi totdeauna in buna stare de functionare pentru a evita exploziile gazelor nearse.
5.4. Masuri privind rampele de expeditie si spatiile de manevra a vehiculelor
spatiul rampelor de incarcare a biscuitilor va fi eliberat de navete, carucioare, platforme, pentru a evita accidentarile in timpul alimentarii vehiculelor;
tragerea masinii de transport la rampa, prin mersul inapoi sau lateral se va face intotdeauna pilotat, pentru a evita lovirile si strivirile;
rampele si punctele de livrare a produselor finite vor fi prevazute cu iluminat corespunzator, pentru asigurarea derularii expeditiei pe timp de intuneric in bune conditii;
personalul care patrunde in incinta unitatii, indiferent in ce scop, nu trebuie sa fie purtatori de surse de foc.
in incinta unitatii se impune ordine, curatenie in vederea asigurarii pastrarii in bune conditii a inventarului sectiei, cat si o buna circulatie in incinta;
depozitul, rezervorul sau statia de gaze, trebuie sa aiba zona de protectie imprejmuita si usile de acces inchise;
loturile special amenajate pentru pastrarea resturilor menajere, pana la indepartarea lor in unitate vor fi izolate de corpul de fabricatie, zidite si prevazute cu usi metalice de ermetizare, in vederea evitarii raspandirii gunoaielor de vant.
In procesul de fabricatie trebuie sa se respecte cu strictete conditiile igienico-sanitare la fiecare faza tehnologica, pana la livrarea produselor. Materiile prime si auxiliare trebuie sa corespunda prescriptiilor sanitare prevazute in normativele in vigoare. Depozitarea materiilor prime si auxiliare se face luandu-se toate masurile pentru evitarea impurificarii si alterarii lor. Pregatirea materiilor prime si auxiliare in vederea fabricatiei se va efectua in incaperi separate.
Operatiile tehnologice care se desfasoara in salile de fabricatie propriu-zise, se vor efectua cu respectarea urmatoarelor conditii igienico-sanitare:
prevenirea alterarii produselor;
asigurarea materialelor de protectie sanitara pentru semifabricate;
eliminarea deseurilor neigienice.
Este necesara intretinerea igienica a utilajelor si spatiilor de lucru, curatirea si spalarea cuvelor, curatirea vaselor pentru oua, ulei, curatirea pardoselii in jurul locurilor de munca, indepartarea impuritatilor si spalarea instalatiilor pentru prepararea solutiilor de sare si a suspensiei de drojdie cu solutie calda de soda calcinata (1-1,5%).
Ambalajele si mijloacele specializate pentru transportul produselor trebuie intretinute in cea mai buna stare de igiena.
Autodubele se vor curata in interior dupa fiecare transport, iar la exterior se vor spala zilnic.
Personalul din unitatile de panificatie care manipuleaza, prepara, ambaleaza sau vine in contact cu utilajele tehnologice este obligat sa respecte urmatoarele masuri de igiena individuala:
depunerea, la intrarea in productie, a hainelor de strada si imbracarea echipamentului de protectie sanitara (halat, boneta);
trecerea prin baie sau dusuri, sau cel putin spalarea mainilor cu apa si sapun;
taierea unghiilor scurt si strangerea parului sub boneta sau basma alba.
Echipamentul sanitar de protectie va fi purtat in exclusivitate la locurile de munca, fiind strict interzisa utilizarea lui in afara acestora.
Aceste norme prevad in principal urmatoarele:
toate cladirile de productie vor fi prevazute cu hidranti de incendiu, interiori si exteriori, avand in dotare materialele si mijloacele de prevenire a incendiilor;
unitatea va dispune de o instalatie de apa pentru stingerea incendiilor, separata de cea potabila si industriala si va avea in permanenta asigurata o rezerva suficienta pentru cazurile de intrerupere a alimentarii cu apa;
curtea intreprinderii va fi nivelata si impartita in mod corespunzator, pentru a asigura un acces usor la cladiri si interveni rapid in caz de incendiu, la mijloacele de prevenire si stingere;
personalul muncitor folosit la prevenirea si stingerea incendiilor trebuie sa cunoasca si sa aplice intocmai normele, sa intretina in stare perfecta de functionare toate mijloacele de stingere, sa mentina libere, curate si in buna stare caile de acces, culoarele, scarile, si sa intervina imediat si eficient la stingerea eventualelor incendii.
Ansamblul masurilor ce se prevad pentru asigurarea protectiei muncii se refera atat la perioada de montaj, cat si la cea de exploatare a obiectivului, avand ca scop asigurarea celor mai bune conditii de munca, prevenirea accidentelor.
Toate locurile de munca periculoase vor fi avertizate cat mai sugestiv prin panouri sau afise care sa atraga atentia asupra eventualelor pericole.
Se va prelucra cu intreg personalul fabricii legislatia privind P.S.I. cu urmatoarele acte normative: decret nr. 232 / 1974, decret nr. 290 / 1977, decret nr. 400 / 1981, norme generale P.S.I. si norme de dotare pentru unitati MAIA nr. 150 / 76.
Incadrarea incaperilor din punct de vedere al pericolului de incendiu, al numarului de salariati cat si sarcina pe incaperi este obligatorie.
Substantele chimice si stingatoarele folosite pentru stingerea sunt praful si CO2.
BIBLIOGRAFIE
Auerman I.L. - Tehnologia panificatiei (traducere din limba rusa) - Editura Tehnica, Bucuresti, 1960.
Banu C., Bordei D., Costin Gh., Segal B., Preda N., Vasu S. - Influenta proceselor tehnologice asupra calitatii produselor alimentare, vol. I, Editura Tehnica, Bucuresti, 1974.
Banu C. et al. - Manualul inginerului de industrie alimentara, vol. I, Editura Tehnica, Bucuresti, 1988.
Leonte M. - Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Materii prime si auxiliare - Editura Millenium, Piatra Neamt, 2003.
Leonte M. - Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Metode de preparare a aluatului - Editura Millenium, Piatra Neamt, 2004.
Leonte M. - Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Fermentarea si prelucrarea aluatului - Editura Millenium, Piatra Neamt, 2005.
Leonte Mihai - Biochimia si tehnologia panificatiei - Editura Crigarux, Piatra Neamt, 2000.
Moldoveanu Gh., Niculescu N.I., Melniciuc G. - Panificatia moderna - Editura Tehnica, Bucuresti, 1969.
Moldoveanu Gh. et al. - Tehnologia panificatiei - Editura Didactica si Pedagogica, Bucuresti, 1963.
CUPRINS
1. Elemente de inginerie tehnologica
1.1. Proprietatile produsului finit
1.2. Variante tehnologice de fabricatie
1.3. Alegerea variantei optime
2. Tehnologia de fabricare a biscuitilor zaharosi
2.1. Principalele caracteristici ale materiilor prime si auxiliare
2.1.1. Faina - Calitatea fainii destinata fabricarii biscuitilor
2.1.1.1. Cantitatea si calitatea proteinelor
2.1.1.2. Amidonul si pentozanii fainii
2.1.1.3. Activitatea enzimatica a fainii
2.1.1.4. Granulozitatea fainii
2.1.2. Compusi chimici de afanare
2.1.3. Apa folosita la fabricarea biscuitilor
2.1.4. Produse si substante de indulcire
2.1.4.1. Glucoza sau dextroza
2.1.4.2. Zaharoza sau zaharul
2.1.4.3. Mierea
2.1.5. Grasimile alimentare
2.1.5.1. Uleiul alimentar solidificat (plantolul)
2.1.5.2. Margarina
2.1.6. Lapte si produse lactate
2.1.7. Oua si derivate din oua
2.1.7.1. Ouale de gaina
2.1.7.2. Melanj lichid din oua de gaina proaspete
2.1.7.3. Pulberea sau praful de oua
2.2. Prezentarea si descrierea schemei tehnologice
2.2.1. Schema tehnologica pentru fabricarea biscuitilor zaharosi
2.2.2. Receptia calitativa si cantitativa a materiilor prime si auxiliare
2.2.2.1. Receptia fainii
2.2.2.1.1. Receptia cantitativa a fainii
2.2.2.1.2. Receptia calitativa a fainii
2.2.2.2. Receptia apei
2.2.2.2.1. Receptia cantitativa a apei
2.2.2.2.2. Receptia calitativa a apei
2.2.2.3. Receptia materiilor auxiliare
2.2.3. Depozitarea si pastrarea materiilor prime si auxiliare
2.2.3.1. Depozitarea si pastrarea fainii
2.2.3.2. Depozitarea si pastrarea grasimilor si uleiului
2.2.3.3. Depozitarea si pastrarea substantelor zaharoase
2.2.3.4. Depozitarea si pastrarea materialelor alterabile
2.2.4. Pregatirea materiilor prime si auxiliare pentru fabricatie
2.2.4.1. Pregatirea fainii
2.2.4.1.1. Amestecarea fainurilor
2.2.4.1.2. Cernerea fainii
2.2.4.1.3. Indepartarea impuritatilor mecanice
2.2.4.1.4. Incalzirea fainii
2.2.4.2. Pregatirea apei
2.2.4.3. Pregatirea grasimilor si uleiurilor
2.2.4.4. Pregatirea zaharului, mierii si glucozei
2.2.4.5. Pregatirea laptelui praf
2.2.4.6. Pregatirea oualor proaspete
2.2.4.7. Pregatirea afanatorilor
2.2.5. Prepararea aluatului pentru biscuiti zaharosi
2.2.5.1. Dozarea materiilor prime si auxiliare
2.2.5.1.1. Dozarea fainii
2.2.5.1.2. Dozarea apei
2.2.5.2. Framantarea aluatului
2.2.5.3. Caracteristicile aluatului pentru biscuiti zaharosi
2.2.5.3.1. Materii prime si auxiliare folosite la prepararea aluatului
2.2.5.3.2. Umiditatea aluatului
2.2.5.3.3. Temperatura aluatului
2.2.5.3.4. Ordinea adaugarii materiilor prime si auxiliare
2.2.5.3.5. Durata si intensitatea framantarii
2.2.6. Prelucrarea aluatului
2.2.7. Modelarea aluatului
2.2.8. Coacerea aluatului
2.2.9. Racirea biscuitilor
2.2.10. Ambalarea biscuitilor
2.2.11. Depozitarea biscuitilor
3. Bilantul de materiale si bilantul termic
3.1. Calculul bilantului de materiale
3.2. Calculul bilantului termic
3.2.1. Stabilirea cantitatii de caldura necesara pentru coacerea aluatului
3.2.2. Consumul teoretic de caldura
3.2.3. Consumul efectiv de caldura
4. Alegerea utilajelor
4.1. Caracteristicile constructive si functionale ale utilajelor
4.1.1. Elevatorul pentru saci
4.1.2. Cernator de faina cu snec vertical de tip PIONIER
4.1.3. Malaxor pentru framantarea aluatului de biscuiti zaharosi
4.1.4. Masina de valtuire a aluatului pentru biscuiti zaharosi
4.1.5. Masina de modelat aluatul zaharos prin presare in forme rotative
4.1.6. Masina de modelat aluatul zaharos prin spritare
4.1.7. Cuptor tunel cu banda pentru coacerea aluatului
4.1.8. Masina de anvelopare
4.2. Calculul necesarului de utilaje
4.2.1. Calculul necesarului de malaxoare
4.2.2. Calculul necesarului de cuptoare tunel
4.2.3. Necesarul de cernatoare
4.3. Calculul spatiului de depozitare
4.3.1. Calculul suprafetei depozitului de faina ambalata in saci
4.3.2. Calculul suprafetei depozitului de zahar
4.3.3. Calculul suprafetei depozitului de arome
4.3.4. Calculul suprafetei depozitului de plantol
4.3.5. Calculul suprafetei depozitului de margarina
4.3.6. Calculul suprafetei depozitului de unt
4.3.7. Calculul necesarului suprafetei de depozitare pentru biscuiti
5. Masuri de protectia muncii, P.S.I. si igiena muncii
5.1. Masuri specifice in depozitul de faina
5.2. Masuri privind instalatiile si utilajele pentru cernerea fainii si pentru scuturat sacii
5.3. Masuri privind instalatiile si utilajele pentru prelucrarea aluatului
5.4. Masuri privind rampele de expeditie si spatiile de manevra a vehiculelor
5.5. Masuri diverse
5.6. Norme igienico-sanitare
5.7. Igiena personala a muncitorilor
5.8. Norme de prevenire si stingerea incendiilor
Copyright © 2024 - Toate drepturile rezervate