|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
APARATE DE SUDURA
La prima vedere, sudarea metalelor pare o actiune destinata exclusiv profesionistilor. Desi ne-ar tenta sa bricolam arcade si bolti pentru plante si vita-de-vie sau sa reparam piese metalice ale mobilierului de gradina, avem mari retineri in folosirea unui aparat de sudura. Ne sperie poate folosirea unui aparat ce lucreaza sub tensiune inalta, care induce temperaturi ridicate sau care cere o foarte buna protejare a utilizatorului. Noile generatii de aparate invita la reconsiderare: sunt mai usor de manevrat, mai suple, sunt adaptate anumitor lucrari etc. Poate ca o buna cunoastere a principalelor tipuri de aparate de sudura i-ar ajuta pe amatorii de mesterit mai experimentati sa faca mai mult in domeniul metalelor.
Aparatele de sudura functioneaza prin formarea unui scurtcircuit (controlat de un transformator) intre un electrod (in faza) si piesa de prelucrat (in masa/de inversat in cazul aluminiului!). Se produce o fuziune localizata pe metalul piesei si pe metalul de aport (miezul electrodului), in care temperatura atinge 3.500-4.000 °C. Prin consumare, invelisul electrodului elibereaza un gaz care izoleaza baia de sudura de oxigenul din aer. in acelasi timp, genereaza concretiuni carbonice care protejeaza metalul in fuziune si incetineste racirea sa.
sunt cele mai traditionale. Nu sudeaza decat metale cu grosimi mai mari de 1,2 mm (altfel gauresc sau deformeaza). Se poate suda la exterior fara teama de vant, se poate lucra pe piese ruginite si necuratate; nu sudeaza aluminiu, cele mai noi modele au regulatoare electronice pentru intensitatea curentului de amorsare.

Permit sudura otelului cu electrozi in mod clasic, dar si a inoxului/bronzului prin sudura TIG - baghetele se inlocuiesc cu electrozi din tungsten, care nu se topesc in baia de sudura. Procedeul este de fapt o sudura autogena directa fara metal de aport. Punctul de fuziune e protejat prin dispersia unui gaz neutru (Ar, He) care trece prin "buza' refractara a port-electrodului (numit torta). Se pot asambla piese metalice subtiri (0,20,5 mm). Avantajele principale care le recomanda sunt greutatea mai redusa (cea 5 kg fata de 20 kg la tipul MMA) si finetea cordoanelor de sudura realizate.
 Permit sudarea metalelor cu grosimi mai mari de 0,7 mm. Sudura tip MIG/MAG
(Metal Inert Gas/Metal Activ Gas) este o sudura rapida fara
zgura, care produce un cordon de sudura
relativ curat si fara o linie proeminenta a sudurii. Acest
tip necesita un nivel intermediar de experienta si este
destinat utilizarilor "usoare'. Port-electrodul este inlocuit
cu o "torta' prin care trece un fir din otel, inox sau
aluminiu (firul este bobinat si impins automat prin torta). La
utilizare, "arcul' e mai putin violent, nu sunt expulzari
incandescente, iar cordoanele de sudura sunt nete. Sunt recomandate
debutantilor.
Permit sudarea metalelor cu grosimi mai mari de 0,7 mm. Sudura tip MIG/MAG
(Metal Inert Gas/Metal Activ Gas) este o sudura rapida fara
zgura, care produce un cordon de sudura
relativ curat si fara o linie proeminenta a sudurii. Acest
tip necesita un nivel intermediar de experienta si este
destinat utilizarilor "usoare'. Port-electrodul este inlocuit
cu o "torta' prin care trece un fir din otel, inox sau
aluminiu (firul este bobinat si impins automat prin torta). La
utilizare, "arcul' e mai putin violent, nu sunt expulzari
incandescente, iar cordoanele de sudura sunt nete. Sunt recomandate
debutantilor.





oteluri sudabile cu continut de C sub 25%
oteluri cu sudabilitate medie contin C pana la 0,6%
oteluri greu sudabile cu C pana la 0,6%. Se supraincalzesc la 600-700 C .
Piesele ce urmeaza a fi sudate se pregatesc prin tesirea muchiilor astfel ca intre cele 2 piese ca muchiile tesite sa formeze un unghi de 50-70 C, si se curata cu smirghelul sau slefuitorul.
Pentru prinderea si sudarea prin puncte a tablelor negre si zincate de acoperis se folosesc masini de sudat de diverse tipuri.
Diametrul suprafetei de contact a electrozilor masinii de sudat se stabileste in functie de grosimea pieselor de sudat; d=2b+3 (la b<2 mm) si d=1,5b + 5 (la b > 2 mm), in care d este diametrul suprafetei de contact, in mm, si b - grosimea tablei de sudat, in mm.
Conditia de baza pentru asigurarea unei calitati inalte a sudurii este alegerea corecta a constructiei imbinarilor sudate si asezarea electrozilor masinilor de sudat prin puncte si a celor de sudat continuu.
Rezultate bune se obtin si in cazul sudarii prin suprapunere cind latimea portiunii suprapuse este egala cu diametrul electrodului masinii de sudat prin puncte sau cu latimea rolei masinii de sudat continuu (fig. 206). in cazul unei astfel de constructii a imbinarii si a asezarii electrozilor in pozitia indicata se asigura o aderenta buna a marginilor tablelor de sudat si sudarea lor pe intreg perimetrul, in procesul sudarii, marginile metalului aduse in stare plastica se turtesc sub presiunea electrozilor, formind suprafata cusaturii la acelasi nivel cu metalul de baza. O astfel de metoda de imbinare a tablelor si pieselor asigura o inalta calitate a sudurii tablei de otel pentru acoperis.
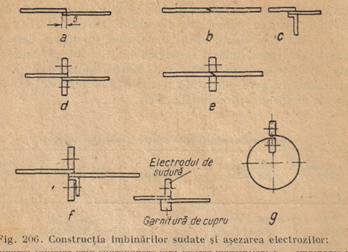 Rezultate si mai bune se obtin la imbinarea
prin suprapunere a pieselor si tablelor (fig. 206, b) cu prelucrarea prealabila a marginilor prin slefuire
pe masini. In fig. 206, c este aratata asezarea electrozilor masinilor de sudat la sudarea acestei imbinari. Practica a
aratat ca la astfel de imbinari se obtin suprafete
perfect netede a tablelor si altor piese.
Rezultate si mai bune se obtin la imbinarea
prin suprapunere a pieselor si tablelor (fig. 206, b) cu prelucrarea prealabila a marginilor prin slefuire
pe masini. In fig. 206, c este aratata asezarea electrozilor masinilor de sudat la sudarea acestei imbinari. Practica a
aratat ca la astfel de imbinari se obtin suprafete
perfect netede a tablelor si altor piese.
a - imbinarea tablelor prin suprapunere fara tesirea marginilor; b - imbinarea prin suprapunere cu tesirea marginilor; c - ansamblul imbinarii tablelor si a clemelor; d - asezarea electrozilor la sudarea tablelor prin suprapunere; e - asezarea electrozilor la sudarea tablelor cu marginile tesite; f - asezarea electrozilor Ia sudarea tablelor si a clemelor; g -- asezarea electrozilor la sudarea cusaturilor longitudinale.
Fig. 207 reprezinta tipurile de imbinari sudate folosite la executarea pieselor din tabla.
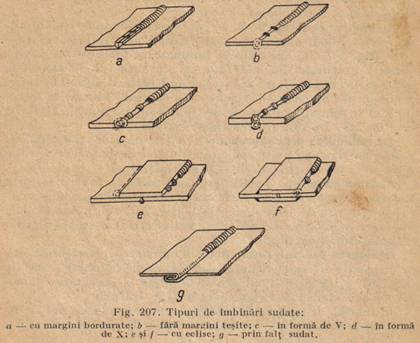 Imbinarile, la care marginile pieselor de sudat se
bordureaza sub un unghi de 90° (fig. 207, a), se folosesc pentru materiale
cu grosimea pina la l mm. Inaltimea bordurii este egala cu
aproximativ de doua ori grosimea materialului de baza.
Imbinarile, la care marginile pieselor de sudat se
bordureaza sub un unghi de 90° (fig. 207, a), se folosesc pentru materiale
cu grosimea pina la l mm. Inaltimea bordurii este egala cu
aproximativ de doua ori grosimea materialului de baza.
Aceasta este imbinarea la care marginile, pieselor de sudat nu vin in contact (fig. 207, b), intre acestea ramine un spatiu de 1/6-1/3 din grosimea materialului de sudat. Acest tip de sudura se foloseste la imbinarea materialelor cu grosimea pina la 2,5 mm.
La aceasta imbinare pentru formarea cusaturii marginile pieselor de sudat se tesesc pe o singura parte (fig..207, c).
Aceasta imbinare se foloseste la sudarea materialelor cu grosimea de 2,5-5 mm. Intre marginile materialului ramine un spatiu de 1/6-1/4 din grosimea materialului de sudat. Unghiul dintre suprafetele tesite ale cusaturii este cuprins intre 60 si 90°, in functie de grosimea marginilor si a tipului de sudare folosit: la sudarea cu gaze, de exemplu, unghiul este de 60-90°, iar la sudarea electrica cu arc 60-703. Muchiile inferioare ale marginilor, adica muchiiletesiturii, nu se tesesc, inaltimea lorfiind de 1/4-1/5 din grosimea materialului de sudat.
In cazul acestei imbinari marginile pieselor de sudat se tesesc pe ambele parti pentru formarea cusaturii (fig. 207, d). Acest tip de imbinare se foloseste la sudarea pieselor executate din materiale cu grosimea sub 10 mm si in acele cazuri cind sudarea se face cu doua parti. Unghiul de tesire j a marginilor are aceeasi marime ca si in cazul sudurii in forma de V si se schimba in functie de tipul sudurii: muchia tesiturii este de 1/5-1/6 din grosimea materialului. ;
partile de sudat ale piesei se petrec partial una peste cealalta. O astfel de imbinare se foloseste mult la sudarea cu role si prin puncte.
Aceasta este imbinarea a doua piese prin sudarea deasupra lor, pe o parte sau pe ambele parti, a unor platbande care acopera locul de separatie (fig. 207, e si /). Acest tip de imbinare se foloseste la sudarea cu arc electric cu scopul maririi rezistentei imbinarii sudate.
Aceasta imbinare a pieselor necesita ca marginile acestora, inaintea sudarii, sa fie imbinate prin falt (fig. 207, g). Aceasta imbinare se foloseste la executarea obiectelor etanse din tabla cu grosimea pina la 1,5 mm. In functie de tipurile imbinarilor sudate, sudurile pot fi: in colt, cap la cap, laterale sau frontale. Sudurile pot fi de asemenea continue si discontinue.
La sudarea cu curent alternativ alimentarea arcului pentru sudura se face de la un transformator.
Dupa forma, transformatoarele se impart in: transformatoare cu dispozitiv de reglaj separat si cu dispozitiv de reglaj facind corp comun cu transformatorul; dupa modul de instalare ele pot fi mobile si stationare; dupa numarul posturilor de alimentare sau al arcurilor electrice in: transformatoare cu un post sau cu mai multe posturi.
Transformatoarele se alimenteaza la tensiunea 220 sau 380 V.
Fiecare transformator are un anumit tip de regulator: tipul RSTE-22, RSTE-23 etc. Prima litera din aceste notatii inseamna regulator, iar urmatoarele trei litere precum si cifrele indica tipul transformatorului la care se monteaza acest regulator.
In practica uneori se folosesc electrozi care permit sudarea numai cu curent continuu cu polaritate inversa, precum si la sudarea in conditii de santier, cind nu exista in apropiere retea electrica. Pentru aceasta se folosesc agregate de sudura de curent continuu cu motor cu ardere interna.
Electrozii pentru sudarea continua si prin puncte servesc pentru conducerea curentului electric la locul sudarii si pentru transmiterea presiunii de sudare.
Electrozii trebuie sa aiba o inalta conductibilitate electrica si termica la temperaturi normale si inalte, sa preia presiuni de sudare mari, fara sa-si piarda forma, adica sa fie rezistenti, sa nu se oxideze; electrozii nu trebuie sa se sudeze cu metalul sau sa formeze aderente rezistente cu stropii de metal topit.
In functie de caracterul lucrarilor executate si de dispozitivele utilizate, electrozii pot avea diferite forme. La executarea pieselor din metale feroase, electrozii cei mai utilizati pentru sudarea prin puncte au portiunea activa de forma tronconica sau de calota sferica.
Diametrul portiunii active a electrozilor depinde de grosimea metalului de sudat. La sudarea tablei de acoperis diametrul partii active a electrodului pentru sudarea prin puncte este de 4-6 mm, iar latimea partii active a rolelor masinilor de sudat continuu de 1,5-3 ori grosimea obiectului de sudat. Pentru obtinerea unor imbinari sudate de calitate este necesar ca in procesul de lucru suprafata activa a electrozilor sa ramina constanta, deoarece aceasta determina densitatea de curent. La micsorarea sectiunii portiunii active a electrodului densitatea de curent creste corespunzator, in locul sudarii se degaja mai multa caldura, ceea ce poate produce arderea metalului. Pentru sudarea fundurilor si pentru sudarea prin puncte in locurile greu accesibile se folosesc electrozi de forma speciala (fig. 205).
Copyright © 2024 - Toate drepturile rezervate