|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
SCN sau SCPN - (sisteme de comanda numerica)
A) Punct cu punct :
In timpul deplasarii de pozitionare de la un alezaj la altul nu se efectueaza prelucrare .Pt pozitionare M.U este prevazuta cu un ECN cu 2 axe comandate numeric. Miscarile de generare A si B sunt programabile la ECN. Sistemele de prelucrare punct cu punct avoluate efectueaza deplasarile de la un punct la altul direct
B) Sisteme de prelucrare liniara :
B1)

Cand se prelucreaza S1 sunt necesare cuplele R siT .
Cand se prelucreaza S2 varful V ca genera BC folosind T2. Cand se prelucreaza S3 se folosesc cuplele R si T.
Cand se prelucreaza Sc varful V va genera DE rezultata din compunerea a 2 miscari de translatie : T1 si T2 care se desfasoara simultan cu viteze determinate astfel incat rezulta acestora sa fie orientata in lungul generatorarei.
Cand se prelucreaza S4 se foloseste miscarea B.De precizia acesteia depinde precizia de forma a suprafetei generate. Pt un strung echipat doar cu ECN de prelucrare liniara nu se poate prelua suprafata Sc. Prelucrarea acesteia necesita un ECN de cunturare si care sa fie prevazut cu un interpolator pt intrpolare liniara.
B2)

Aceste suprafete trebuie a fie pe directia axelor comandate numeric. Pt realizarea lui S2 sunt necesare 2 cuple : R- e rotatie a frezei ; T- de translatie in lungul unei axe comandate numeric efectuata de piesa sau de scula. Astfel directia D2 este generatacinematic iar G2 este materializata de scula S.
Pt generarea suprafetei S1 - se schimba directia de miscare. Se foloseste o alta cupla de translatie (T2). Daca cele 2 suprafete T1 si T2 sunt la 90 de °, prelucrarea se efectueaza dintr-o singura prindere.
C) Prelucrare de conturare :
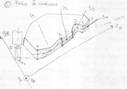
In timpul generatii suprafetei AB functioneazV simultan cele doua cuple T cu viteze si directii bine determinate. Astfel de sisteme se intalnesc la M.U de rectificat, la M.U de alezat-frezat sau pa unele strunguri. Axa sculei trebuie sa parcurga un contur care presupune definirea punctelor acesuia mai ales in cazul contururilor complexe.Minicalculatorul ECN-ului efectueaza calcule de interpolare si defineste coordonatele conturului cu valori cat mai apropiate de cele inscrise-n desenu de executie. ECN-ul efectueaza interpolarea liniara,circulara,eliptica si apoi se alege acea metoda de interpolare care duce la erori minime.
Axe si miscari :
Conform STAS se defineste sistemul de referinta principal a carui axe sunt rectangulare si formeaza un sistem orientat. Fiecare axa i se asociaza cate o miscare d erotatie A,B,C . Se definesc axele : U,V,W ; si miscarile D,E ale unui sistem de refetinta de ordinu' 2.
Axa U X ; V Y ; W Z - doar 2 din axe (U si V) au asociate cate o miscare de rotatie .
P,Q si R - sistem de referinta secundar de ordinul 3 : P U X ; Q V Y ; R V Z.( Axelor nu le sunt asociate miscari).
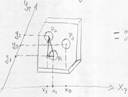
Pt exemplificare :
Este o vedere partiala a AP-ului a varfului a papusii mobile si a 2 ansambluri cap revolver notate Cr1 si Cr2 ale unui strung cu CN.
Pe figura sunt notate : axa Z - sensul pozititv e de la AP spre dreapta ; axa X si Y - fixate ansamblului Cr1.

Axa Z are sensul pozitiv in directia in care scula se indeparteaza de piesa. La strunguri axa X este axa saniei transversale. In general la masinile de frezat axa X este axa de miscare a saniei longitudinale.
In etapa de concepere a programului piesa , se au in vedere 3 origini :
OM- (zero masina) - este fix, bine stabilit si el (punctul) se reia dupa fiecare anulare a tensiunii de alimentare a masinii.
OP- (zero piesa) - e un punct ales convenabil si indicat pe desenu de executie.Dupa fixarea semifabricatului in dispozitivul de prindere pozitia relativa dintre OM si OP se introduce (de regula) manual in ECN.
OD- (nul deplasat) - el se stabileste prin program si reprezinta un alt punct inscris pe desenu de executie fata de care se coteaza anumite suprafete.
Pozitia intre OP si OD
Copyright © 2025 - Toate drepturile rezervate