|







 |  |
|
| |
 | Aeronautica | Comunicatii | Constructii | Electronica | Navigatie | Pompieri |
| Tehnica mecanica |
MINISTERUL EDUCATIEI CERCETARII
SI TINERETULUI
Grup Scolar Industrial" Dacia"
PROIECT PENTRU CERTIFICAREA
COMPETENTELOR PROFESIONALE
SPECIALIZARE: TEHNICIAN MECATRONIST
TEMA PROIECT:
Instalatii si Tehnologii de Prelucrare Prin Procedee Electrochimice
Argument
La baza indepartarii adaosului de preclucrare prin procedee electrochimice sta un process complex compus din actiunea electrochimica, electroeroziva si mecanica, exercitate de catre agentul chimic-electrolit, curentul electric si electrodul scula asupra materialului de prelucrat.
Cercetarile experimentale au evidentiat ca toate reactiile proceselor electrochimice au loc in stratul superficial, la limita dintre metal si electrolitul de lucru.
In mod obisnuit procesul electrochimic este insotit de un fenomen de pasivizare a suprafetei electrolizilor care provoaca o limitare a procesului de dizolvare anodica, avand ca efect micsorarea vitezei de prelucrare.
Bazele fizico-chimice si tehnologice ale prelucrarii
La baza indepartarii adaosului de prelucrare prin procedee electrochimice sta un proces complex compus din actiunea electrochimica, electroeroziva si mecanica, exercitate de catre agentul chimic-electrolit, curentul electric si electrodul scula asupra materialului de prelucrat.
Prelucrarea electrochimica a metalelor cuprinde toate procesele fizico-chimice ce au loc la anod - piesa de prelucrat si care sunt dirijate si utilizate in vederea prelucrarii prin schimb de sarcini electrice intre anod-piesa, catod-scula si electrolitul in care sunt imersati.
Ca efect al actiunii electrolitice, ionii metalici proveniti de la anod-piesa reactioneaza cu ionii negative din electrolit dand nastere la hidroxizii metalici, mai mult sau mai putin solubili.
Cercetarile experimentale au evidentiat ca toate reactiile proceselor electrochimice au loc in stratul superficial, la limita dintre metal si electrolitul de lucru.
In mod obisnuit procesul electrochimic este insotit de un fenomen de pasivizare (polarizare anodica) a suprafetei electrozilor care provoaca o limitare a procesului de dizolvare anodica, avand ca efect micsorarea vitezei de prelucrare.
Acest fenomen de polarizare anodica apare atunci cand viteza de trecere a ionilor in exterior, acumulandu-se in exces sarcini electrice positive care conduc la modificarea potentialului anodic si deci a parametrilor electrici ai prelucrarii, avand ca efect o incetinire a procesului de prelucrare.
Depasivizarea se poate realize natural sau fortat pe cale chimica, hidrodinamica, electrica sau mecanica si are o influenta hotaratoare asupra procesului de eroziune chimica.
Instalatii si tehnologii de prelucrare
Criteriul de baza, in functie de care se clasifica instalatiile de prelucrat electrochimic este modul de realizare al procesului de depasivizare astfel:
Masini de prelucrat prin eroziune electrochimica naturala la care depasivizarea se realizeaza prin degajarile de gaze si prin dizolvare;
Instalatii de prelucrat electrochimic cu depasivizare chimica realizata cu agenti chimici intodusi special in electrolit;
Instalatii de prelucrare electrochimica hidrodinamica la care depasivizarea se obtine in urma circulatiei fortate a electrolitului;
Instalatii de prelucrat prin eroziune electrochimica cu depasivizare mecanica realizata de actiunea unei scule abrazive asupra electrodului piesa;
Instalatii de prelucrat prin eroziune electrochimica cu depasivizare electrica obtinuta prin schimbarea periodica a polaritatii electrozilor.
Dintre aceste variante cel mai mult se utilizeaza copierea prin eroziune electrochimica cu electrod scula profilat si circulatia fortata a electrolitului, rectificarea electrochimica si polisarea - lustruirea electrochimica.
Pentru toate procedeele, cantitatea de metal dislocata la anod-piesa in timpul procesului de prelucrare electrochimica se poate determina theoretic cu ajutorul legilor lui Faraday:
![]()
Masa de substanta -m , fiind proportionala cu intensitatea curentului electric -I si cu timpul cat circula curentul electric prin electrolit -t.
![]() , este echivalentul chimic al metalului prelucrat, in
care: A este masa atomica, n- valenta metalului, iar
, este echivalentul chimic al metalului prelucrat, in
care: A este masa atomica, n- valenta metalului, iar ![]() , F fiind numarul lui Faraday.
, F fiind numarul lui Faraday.
Sau o alta expresie pentru masa de metal erodata:
![]()
Intrucat practic procesul se realizeaza cu un
anumit randament ![]() , cantitatea de metal erodat se poate calcula cu
relatia:
, cantitatea de metal erodat se poate calcula cu
relatia:
Intensitatea curentului electric -I este un parametru reglabil important al procesului de prelucrare electrochimica , fiind variabil in timp si dependent de caracteristicile geometrice, fizice si chimice ale intrestitiului de lucru.
Intensitatea curentului este determinata de
diferenta de potential dintre cei doi electrozi - U ,de tensiune de polarizare
- ![]() si de
rezistenta electrica a electrolitului -
si de
rezistenta electrica a electrolitului - ![]() :
:

![]() - depinde de
grosimea interstitiului de lucru -g , de conductivitatea electrica a
electrolitului
- depinde de
grosimea interstitiului de lucru -g , de conductivitatea electrica a
electrolitului ![]() si de suprafata
A care trebuie prelucrata.
si de suprafata
A care trebuie prelucrata.
Rezistenta electrica a electrolitului se poate calcula cu relatia:

Modul in care procesul de eroziune electrochimica este influentat de parametrii reglabili de lucru, pentru ambele procedee cu utilizare mai larga in mecanica fina va fi prezentat in continuare.
2.1 Instalatii pentru polisare- lustruire electrochimica
Prelucrarea are loc ca efect al formarii unei pelicule din materialul dizolvat la anod si gazelle degajate, ce se acumuleaza cu precadere in golurile asperitatilor suprafetei piesei-anod , incetinind trecerea curentului electric.
Ca efect intensitatea curentului pe varfurile microasperitatilor atinge valori foarte ridicate conducand la dizolvarea acestora in electrolit.
In urma dizolvarii microneregularitatilor suprafata piesei ramane neteda cu un luciu pronuntat.
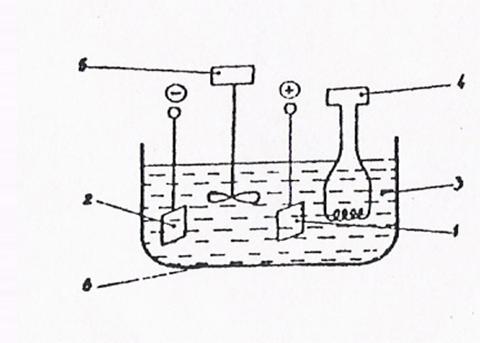
In anexa 1 este prezentata o instalatie de polisat electrochimic, unde piesa -1 este cuplata la anod, electrodul-scula -2 legat la catod, cele doua elemente fiind imersate in electrolitul -3.
Intrucat cercetarile experimentale au evidentiat ca temperatura si agitarea electrolitului influenteaza procesul de prelucrare ,diminuand fenomenul de pasivizare anodica si reducand timpul de prelucrare, instalatia cuprinde un system -4 de incalzire al baii si un dispozitiv pentru agitarea electrolitului -5.
Agitatorul -5 poate fi inlocuit cu un generator cu ultrasunete al carui concentrator ultrasonic se cupleaza in exteriorul cuvei -6, varianta in care se obtin rezultate mult mai bune din punct de vedere al procesului de depasivizare anodica.
Regland in mod corespunzator valorile intensitatii curentului si tensiunii in functie de metalul piesei, natura si concentratia electrolitului, procesul de lustruire electrochimica poate fi dirijat pentru a se obtine o calitate cat mai buna a suprafetei prelucrate.
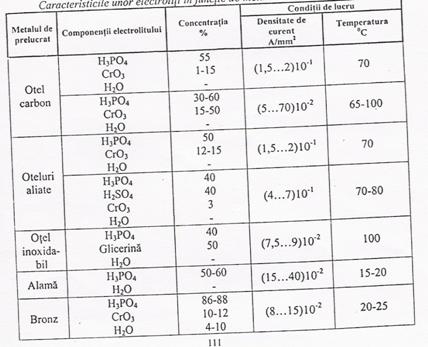
Astfel, tensiunea de lucru se alege in functie de rezistenta electrica a electrolitului, de exemplu pentru electrolitii pe baza de acid fosforic sau sulfuric sunt necesare tensiuni scazute, de 4 pana la 25 V; electrolitii bazati pe acid percloric in amestec cu substante organice , avand rezistenta electrica ridicata solicita tensiuni mai mari, de 50 pana la 220 V.
La alegerea electrolitului trebuie sa se verifice daca produsii de dizolvare anodica sunt sau nu solubili in aceasta , preferandu-se o solubilitate medie pentru a se usura separarea produselor de dizolvare din electrolit.
In anexa 2 sunt prezentate caracteristicile unor electroliti, in functie de metalele care trebuie lustruite.
La lustruirea electrochimica ca de altfel pentru toate prelucrarile electrochimice este important sa se aleaga pentru electrolitii scula-catod materiale care sa nu fie atacate de electrolit si sa nu se acopere in timpul prelucrarii cu o pelicula dielectrica.
De obicei suprafata activa a catozilor se recomanda a fi mai mare ca suprafata pieselor de prelucrat , pentru a micsora rezistenta chimica a baii si a facilita reglarea procesului prin intermediul tensiunii de alimentare.
In cazul lustruirii pieselor de configuratie complexa se recomanda alegerea unor forme corespunzatoare pentru catozii scula.
2.2 Instalatii de prelucrare electrochimica cu depasivizarea hidrodinamica
La acest procedeu depasivizarea se face prin circulatia fortata a electrolitului, urmarindu-se erodarea unei cantitati cat mai mari de material de la anod-piesa.
Generarea suprafetelor prelucrate se face de obicei prin copiere, electrodul catod avand o forma bine determinate in functie de suprafata de prelucrat , electrolitul folosit si parametrii regimului de lucru.
Se utilizeaza densitati foarte mari de current
intre 0,5 si 12 A/![]() si o curgere
turbulenta cu viteza ridicata (6-60 m/s) ,a electrolitului pe intreaga
suprafata de prelucrare.
si o curgere
turbulenta cu viteza ridicata (6-60 m/s) ,a electrolitului pe intreaga
suprafata de prelucrare.
Electrolitii folositi sunt de regula solutii apoase ale unor compusi anorganici puternic corozivi, putand fi activi sau pasivati, anexa 2.
Instalatiile de prelucrat electrochimic pot sa lucreze cu un electrod-scula sau cu mai multi electrozi-scula la executia pieselor profilate complex.
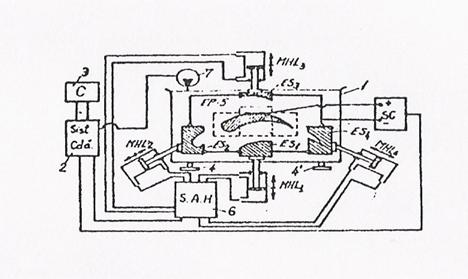
In anexa 3 este prezentata schema de principiu unei instalatii de prelucrare electrochimica cu depasivizare hidrodinamica cu ce lucreaza ce electrozi scula multipli ES1- ES4 utilizata la prelucrarea paletelor de turbine -5.
Miscarile de avans - de profilare ale fiecarui electrod-scula sunt realizate cu ajutorul motoarelor hidraulice liniare MH ce primesc comenzile de la sistemul de actionare hidraulica s.a.H.-6, ce este comandat de sistemul electronic cuplat cu un calculator C(3).
Pentru alte variante constructive cuva-1 in care
se aduce electrolit sub presiune cu ajutorul pompei hidraulice PH-7, poate fi
pozitionata in planul xOy cu ajutorul sistemelor 4-![]() , actionate de obicei cu motoare electrice pas cu pas .
, actionate de obicei cu motoare electrice pas cu pas .
Intrucat lichidul de lucru- electrolitul este in general foarte coroziv se impun masuri de protectie a instalatiilor si conductelor prin placare cu materiale plastice sau utilizarea materialelor necorodabile.
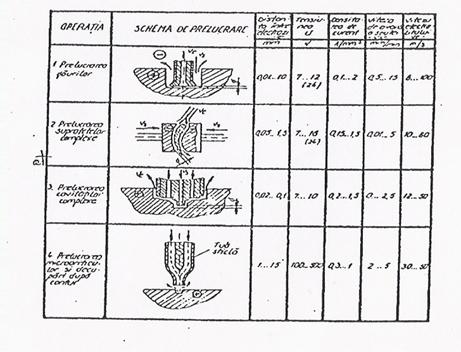
In anexa 4 se prezinta unele posibilitati de prelucrare prin eroziune electrochimica, cu precizarea parametrilor de lucru pentru fiecare tip de prelucrare.
In cazul operatiilor de strunjire, frezare si retezare prin eroziune electrochimica hidrodinamica este necesar sa existe o miscare relative intre electrodul scula-catod si piesa de prelucrat .
Aceste procedee se aplica cu bune rezultate la prelucrarea carburilor metalice si a unor metale, pentru executia paletelor de turbine, matritelor pentru injectarea maselor plastice si matritelor din industria de automobile.
2.3Instalatii de prelucrat cu depasivizare mecanica
Procedeul mai poarta denumirea si de elizare sau rectificare electrochimica.
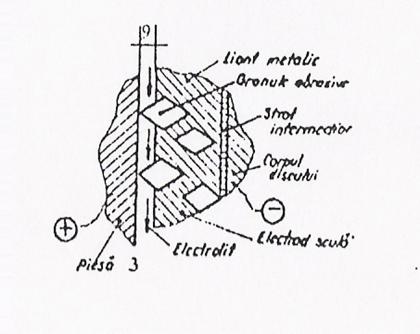
In acest caz depasivizarea este rezultatul actiunii mecanice al unei scule abrazive de constructie speciala, anexele 5-6 procedeul fiind cunoscut si sub forma de elizare sau rectificare electrochimica.
Grauntii abrazivi au dublu rol, de a realiza depasivizarea si discul abraziv-electrod - scula.
Procedeul se utilizeaza la prelucrarea materialelor metalice dure, otelurilor de scule carburilor metalice s.a.
Intrucat carburile de wolfram, de titan, tantal nu pot fi dizolvate anodic obisnuit, mai intai trebuie sa intre sub influenta curentului electric intr-o reactie secundara cu electrolitul rezultand compusi care pot fi dizolvati anodic.
De exemplu carbura wolfram poate fi transformata in oxid wolframic care poate fi dizolvat cu adaosuri alkaline si de electrolit.
Intrucat aceste adaosuri alkaline conduc la micsorarea randamentului proceselor electrice , se recurge la indepartarea mecanica a produsilor de reactie cu ajutorul unor discuri abrazive de constructie speciala, anexa 5 .
Discul abraziv 1, se executa din otel carbon sau cupru utilizandu-se graunti abrazivi 2 din diamant , care au si rolul de a mentine o anumita distanta optima-g intre discul de rectificat care este legat la catod si piesa de prelucrat 3 cuplata la anod.
Electrolitul , care trebuie sa aiba o circulatie turbulenta in zona de lucru realizeaza atat dizolvarea anodica cat si indepartarea gazelor produsilor de reactie si materialului de prelucrat .
Parametrii regimului de lucru sunt dependenti de materialul prelucrat, tipul operatiei si electrolitul folosit.
Astfel prelucrarea carburilor metalice intensitatea curentului
I=10-40 A , iar tensiunea U=12-20 V, in
conditiile unor suprafete de lucru de 90-110m![]() .
.
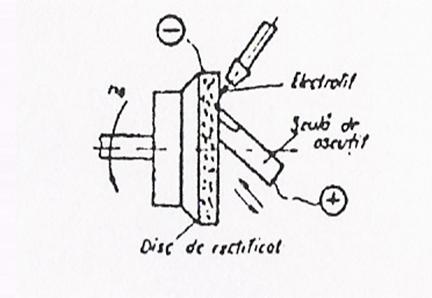
Schematic procesul de rectificare electrochimica se prezinta in anexa 6.
Acest procedeu de prelucrare utilizat cu precadere la ascutirea sculelor aschietoare , placate cu carburi metalice sau executate din oteluri cu caracteristici superioare, realizeaza o productivitate ridicata in conditiile obtinerii unor rugozitati deosebite
![]() si a inexistentei tensiunilor interne .
si a inexistentei tensiunilor interne .
De asemenea are loc o marire a duratei de utilizare a sculelor ce au fost rectificate electrochimic de aproximativ doua ori.
BIBLIOGRAFIE
Manual-Tehnologii si sisteme de fabricatie utilizate in mecatronica
Autor: Octavian Dontu
Editura: Printtech 2003
Manual- Mecatronica
Pentru clasa a-XI-a
Autor: Inspector Robe Mariana
Editura Economica Preuniversitara 2006
Manual- Fabricatie Asistata de calculator
Autor: Miron Zapciu
Editura: Politehnica Press 2003
Curs Teorie Mecatronica- Editura Terra Impex S.R.L. 2007
-ANEXA 1-
Instalatie de polisat Electrochimic
-ANEXA 2-
Caracteristicile Unor Electroliti In functie de metalele care se lustruiesc
- ANEXA 3-
Instalatie de prelucrare electrochimica cu depasivizare hidrodinamica
-ANEXA 4-
Tipuri de Prelucrari Electrochimice cu depasivizare hidrodianmica si parametric de lucru
-ANEXA 5-
Scula abraziva de Constructie Speciala
-ANEXA 6-
Schema procesului de rectificare electrochimica
Cuprins:
Argument . . . . . . . . . . . . . . . . . . . . . . . ..3
Bazele fizico-chimice si tehnologice ale prelucrarii . . . ..4-5
Instalatii si tehnologii de prelucrare . . . . . . . . . . .6-8
Instalatii pentru Polisare-lustruire electrochimica . . . ..9-10
Instalatii de prelucrare electrochimica cu depasivizare hidrodinamica . . . . . . . . . . . . . . . . . . . . 11-12
Instalatii de prelucrat cu depasivizare mecanica . . . . ..13-14
Bibliografie . . . . . . . . . . . . . . . . . . . . . ..15
Anexa 1 . . . . . . . . . . . . . . . . . . . . . . . ..16
Anexa 2 . . . . . . . . . . . . . . . . . . . . . . . . 17
Anexa 3 . . . . . . . . . . . . . . . . . . . . . . . . 18
Anexa 4 . . . . . . . . . . . . . . . . . . . . . . . . 19
Anexa 5 . . . . . . . . . . . . . . . . . . . . . . . . .20
Anexa 6 . . . . . . . . . . . . . . . . . . . . . . . . .21
Cuprins . . . . . . . . . . . . . . . . . . . . . . . . .22
Copyright © 2025 - Toate drepturile rezervate
| Instalatii | |||
|
|||
|
| |||
|
| |||
|
|
|||