|







 |  |
|
| |
 | Biologie | Chimie | Didactica | Fizica | Geografie | Informatica |
| Istorie | Literatura | Matematica | Psihologie |
Numerotarea si supratiparirea - Heidelberg
Numerotarea si supratiparirea - indicatii de securitate
De respectat la toate lucrarile
|
Grupul de cerneala pentru numerotare
|
Instalatia de numerotare si supratiparire
Structura
|
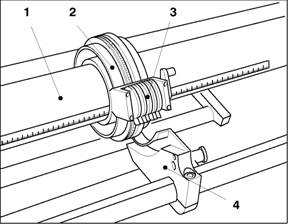
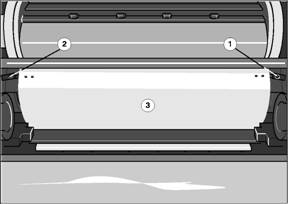
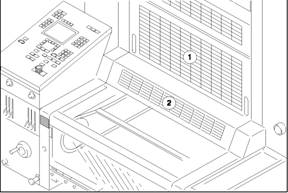
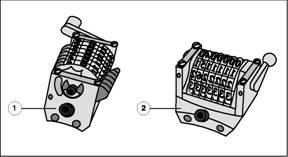
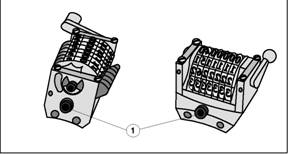
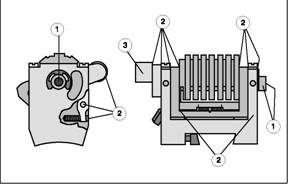
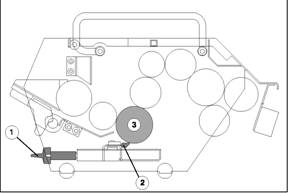
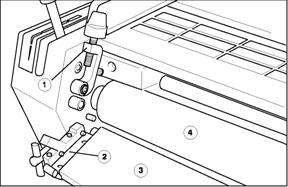
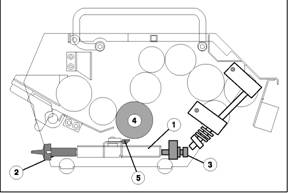
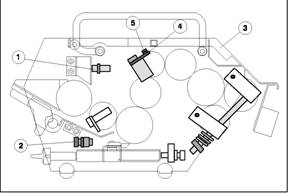
Fig. Instalatia de numerotare |
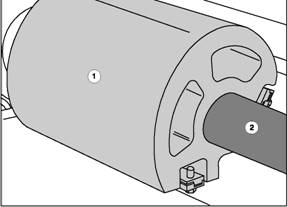
Instalatia de numerotare (accesoriu special) este alcatuita din: Axul de numerotare (fig. Inelele de baza (fig. /2) pentru grupurile de numerotare (fig. Grupurile de numerotare (fig. Camele de comanda (fig. /4) cu calibrul de reglaj, Grupul de cerneala pentru numerotare (fig. Pentru supratiparire sunt disponibile suporturile de clisee si o manta pentru clisee. Domeniul de tiparire al instalatiei de numerotare este 360 mm x 520 mm (cu 8 mm marginea graiferului). Grupurile de numerotare pot fi plasate in orice loc in interiorul acestui format. Se poate numerota si perfora longitudinal concomitent. Suporturile de perforare pot fi pozitionate independent de grupurile de numerotare. Nu se poate numerota si perfora transversal concomitent. Numerotarea si supratiparirea este posibila pana la viteza maxima a masinii. Indicatii referitoare la curatarea si intretinerea curenta a instalatiei de numerotare si supratiparire a se vedea manualul "Intretinerea curenta client" |
Functia
|
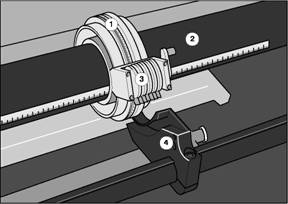
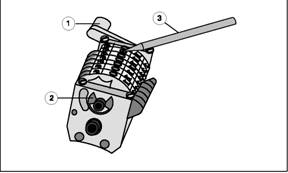
Fig. Inelul
de baza cu grupul de
numerotare |
Inelele de baza (fig. /1) se monteaza in exteriorul masinii pe axul de numerotare (fig. Grupurile de numerotare (fig. si suporturile de clisee se monteaza pe inelele de baza Grupurile de numerotare sunt comandate de camele de comanda (fig. /4); sistemul de comanda al camelor de comanda este cuplat cu masina. |
|
|
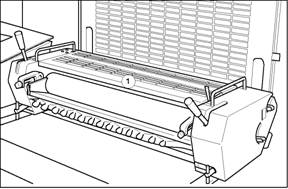
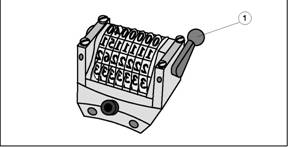
Fig. Grupul
de cerneala pentru numerotare |
Un grup de cerneala pentru numerotare (fig. /1) montat pe ultimul grup de imprimare (pe partea dinspre eliminarea colilor) unge grupurile de numerotare si cliseele de supratiparire cu cerneala Montarea grupului de cerneala pentru numerotare a se vedea subcapitolul "Grupul de cerneala pentru numerotare si supratiparire". |
Pregatirile pentru numerotare, supratiparire si perforare
Reglarea semnelor frontale
|
Reglati semnele frontale astfel incat marginea graiferului sa fie paralela fata de marginea frontala a colii. Grupurile de numerotare, suporturile de clisee si rotitele de perforare nu pot fi pozitionate inclinat |
Asternutul cilindrului de presiune
Pentru lucrarile de numerotare si supratiparire se pot folosi: coli Kimlon (flexibile; 0,56 mm), coli din plastic (semiflexibile; 0,4 mm), table de otel (dura; 0,3 mm). Inlocuiti tabla de alama sau camasa de protectie cu tabla de otel, coala Kimlon sau o coala din plastic. In cazul unor job-uri foarte sensibile (de ex. numerotarea pentru cititoarele de documente) se va monta coala Kimlon in locul tablei de otel, la fel ca si in cazul formelor de supratiparire.
|
||||||
|
Schimbarea tablei asternut a cilindrului de presiune a se vedea capitolul "C Grupul de imprimare". |
Ghidajul de coli
Generalitati
|
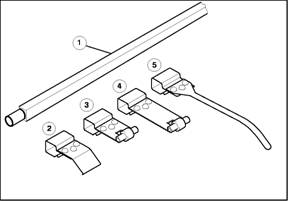
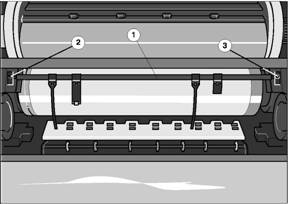
Fig. Benzile
de ghidare a colilor |
Ghidajul de coli impiedica deplasarea colii la marginea posterioara In functie de necesitate, impingeti arcurile de ghidare a colilor (fig. /2 pana la 5) pe traversa patrata (fig. /1) sau in caz de instalatie de perforare longitudinala montata, echipati suportul de perforare cu o rotita de ghidare a colilor si pozitionati-l corespunzator imaginii tiparului (a se vedea subcapitolul "Ghidajul de coli cu suportul de perforare"). |
Demontarea tablei de ghidare a colilor
|
Fig. Tabla
de ghidare a colilor in fata |
Inainte de montarea ghidajelor de coli (arcuri de ghidare a colilor sau suporturi de perforare), extrageti tabla de ghidare a colilor (fig. Desfaceti suruburile pe P.O. (fig. si P.A. (fig. si rotiti inchizatoarele in sus, respectiv in jos. Extrageti tabla de ghidare a colilor (fig. |
Montarea traversei cu arcurile de ghidare a colilor
|
Fig. Traversa cu ghidajele de coli [GS.901.1107-000GRAUND_00] |
Impingeti ghidajele de coli pe traversa Montati traversa (fig. /1) in lagarele pe P.O. (fig. si P.A. (fig. Apasati traversa cu ghidajele de coli usor la cilindrul de presiune si tineti ferm. Fixati inchizatorul pe P.O. (fig. si strangeti ferm surubul de fixare. Fixati inchizatorul pe P.A. (fig. si strangeti ferm surubul de fixare. Verificati inca o data stabilitatea ghidajelor de coli si daca este cazul, corectati. |
Plasarea si presiunea de apasare a arcurilor de ghidare a colilor
|
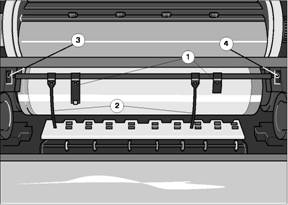
Fig. [GS.901.1108-000GRAUND_00] |
Pozitionati ghidajele de coli in spatiile neimprimabile prin mutare laterala pe traversa Reglati presiunea de apasare in functie de cerinte: Ghidajele scurte de coli (fig. /1) trebuie pozitionate cat mai aproape de cilindrul de presiune fara a atinge coala. Ghidajele lungi de coli (fig. /2) se vor pozitiona intre grupurile de numerotare. Ghidajele de coli trebuie sa atinga usor coala. Modificarea presiunii de apasare: Desfaceti suruburile de la inchizatoarele pe P.A. (fig. si pe P.O. (fig. si rotiti traversa. Strangeti din nou ferm suruburile pe ambele parti. |
Ghidajul de coli cu suportul de perforare
|
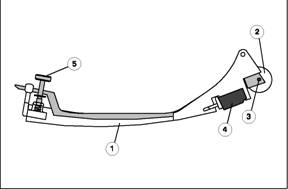
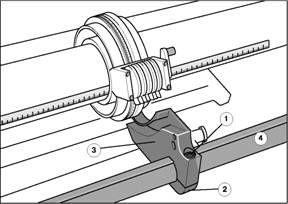
Fig. Suportul
de perforare cu rotita de |
Domeniul de utilizare: Ghidajul de coli la marginile laterale ale colii. Conditia necesara Traversa de perforare (fig. /4) este montata in masina Montarea rotitei de ghidare a colilor Suportul de perforare este disponibil si complet cu rotita de ghidare a colilor. Pentru a utiliza suportul de perforare (fig. /1) sub forma de ghidaj de coli, trebuie sa inlocuiti rotita de perforare (fig. /2) cu o rotita de ghidare a colilor (material plastic, alb). Desfaceti piulita (fig. /3) la rotita de perforare (fig. Extrageti surubul pe partea opusa Scoateti rotita de perforare si introduceti rotita de ghidare a colilor. Introduceti surubul prin orificiul rotitei de ghidare a colilor si insurubati piulita (fig. Montati suportul de perforare in masina (a se vedea capitolul "C Perforarea"). Amplasati suportul de perforare in spatiile neimprimabile. Aplicati rotita de ghidare a colilor de la suportul de perforare cu surubul de ajustare (fig. /5) astfel incat sa vina in contact usor cu coala. Cuplarea/decuplarea si reglarea presiunii de apasare a suportului de perforare la cilindrul de presiune a se vedea capitolul "C Perforarea". |
Inelele de baza si axul de numerotare
Inelele de baza
|
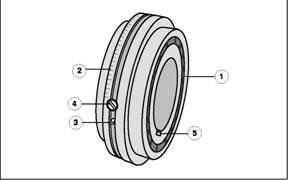
Fig. Inelul de baza [GS.901.1116-000GRAUND_00] |
Proprietati Inelele de baza (fig. /1) sunt elementele portante ale grupurilor de numerotare si ale suporturilor de clisee. Un inel de baza poate prelua maxim 8 grupuri de numerotare. Latimea inelului de baza este de 38,1 mm. Axul de numerotare poate prelua pana la 7 inele de baza
Scala cu diviziune in mm (fig. /2) este limitata in ambele parti prin cate un stift (fig. si un surub (fig. Stifturile (fig. /3) sunt limitatoare pentru grupurile de numerotare, suruburile (fig. /4) sunt limitatoare pentru suporturile de clisee.
|
|||||
|
Fig. Montarea
inelelor de baza pe axul de |
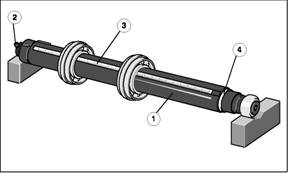
Montarea inelelor de baza Asezati axul de numerotare (fig. /1) pe un dispozitiv ca in fig. Montati inelele de baza necesare pe axul de numerotare. Surubul pentru fixarea axului de numerotare (fig. /2) in lagar se afla pe P.A. Aliniati inelele de baza corespunzator scalei (fig. /3) pe axul de numerotare. Fixati pozitia inelelor de baza cu un surub Inbus pe ax. |
|||||
|
Fig. Axul
de numerotare cu inel din plastic |
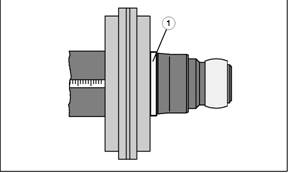
Axul de numerotare cu inel din plastic rosu Pe axul de numerotare se afla pe P.O. un inel din plastic rosu (fig. /4, respectiv fig. /1) ca marcaj pentru amplasarea inelelor de baza pe axul de numerotare.
|
|||||
|
Fig. Axul
de numerotare fara inel din |
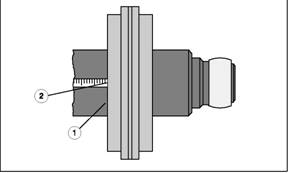
Axul de numerotare fara inel din plastic rosu La axul de numerotare fara inel din plastic rosu, inelele de baza pe P.O. pot fi pozitionate numai in felul urmator: marginea interioara (fig. /1) a inelelor de baza poate fi pozitionata maxim la valoarea 23,7 de pe scala axului de numerotare (fig.
|
Montarea axului de numerotare
|
Fig. Aparatorile la
ultimul GI |
Dupa montarea inelelor de baza pe axul de numerotare se monteaza axul de numerotare in masina Deschideti aparatoarea din fata cilindrului port-placa (fig. Deschideti aparatoarea din fata sistemului de actionare a instalatiei de numerotare (fig. Apasati aparatoarea spre P.O., ridicati pe P.A. si extrageti aparatoarea pe P.O. din lagar. Daca este cazul, demontati tabla de ghidare a colilor (a se vedea subcapitolul "Ghidajul de coli"). |
|
|
Fig. Cuzinetul
de lagar al axului
de |
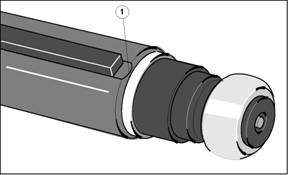
Miscati masina in regim de tatonare pana cand degajarea cuzinetului de lagar pe P.A. (fig. /1) este coplanara cu marginea superioara a sinei de introducere (fig. |
|
|
Fig. Depunerea
axului de numerotare |
Depuneti axul de numerotare (fig. /3) cu inelele de baza montate pe sinele de introducere pe P.A. (fig. si P.O. (fig. /1) astfel incat surubul Inbus (fig. /4) sa fie orientat spre P.A. Depunerea axului de numerotare Asezati axul de numerotare cu atentie pe sinele de introducere; trageti surubul Inbus din axul de numerotare pe P.A. pana la limita in sus si rotiti axul de numerotare intr-o pozitie stabila |
|
|
Fig. Infiletarea
axului de numerotare in |
Montarea axului de numerotare Introduceti axul de numerotare pe P.O. pe sina de introducere in cuzinetul de lagar si apasati-l spre P.O. in cuzinetul de lagar. Impingeti axul de numerotare pe sina de introducere pe P.A. (fig. /4) in cuzinetul de lagar. Insurubati ferm axul de numerotare cu surubul Inbus (fig. /1) cu cuzinetul de lagar. Apasati boltul cu arc (fig. /2) in manson, impingeti mansonul (fig. /3) spre P.A. pentru a asigura imbinarea filetata |
Grupurile de numerotare
Generalitati
|
Fig. Tipuri
de grupuri de numerotare |
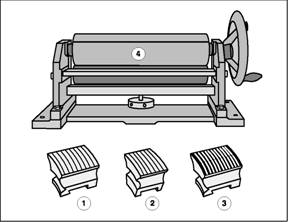
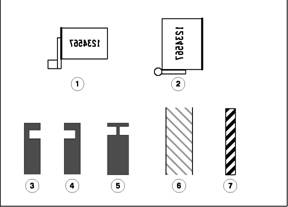
Grupurile de numerotare se pot livra sub forma de pozitionor gradual (fig. si pozitionor transversal (fig. /2), fiecare pentru numerotare inainte sau inapoi, cu diverse fonturi si marimi de fonturi, de catre reprezentanta dumneavoastra Heidelberg. |
Grupurile de numerotare cu pozitionor gradual
|
Fig. Grup
de numerotare cu pozitionor |
Cifrele sunt paralele cu axa cilindrului. Mutarea in alta pozitie a bratului manetei de comanda Grupurile de numerotare cu pozitionor gradual Inlaturati inelul de siguranta (fig. /2) de pe axa bratului manetei de comanda Introduceti axa pe cealalta parte a grupului de numerotare. Asigurati axa cu inelul de siguranta (fig. Prin mutarea in alta pozitie a bratului manetei de comanda, nu se modifica modul de numerotare al grupului de numerotare (inainte/inapoi). |
|
|
Reglarea zerourilor retractabile Grupurile de numerotare cu pozitionor gradual sunt dotate cu sase zerouri retractabile, adica cifra 0 poate fi apasata in interior (= 'retractata'), astfel incat sa se poata numerota de la pozitia 1 pana la pozitia 7 incepand cu 1 (in loc de 0000001). Cu varful stiftului din plastic (fig. /3), rotiti usor inainte cifra zero si apasati-o in interior. Rotiti din nou cifra cu stiftul din plastic in pozitia initiala, cifra 0 'retractata' nu imprima |
Grupurile de numerotare cu pozitionor transversal
|
Fig. Grupul
de numerotare cu pozitionor |
Cifrele sunt perpendiculare pe axa cilindrului. Grupurile de numerotare cu pozitionor transversal (fig. ) pot fi incrementate de la stanga si de la dreapta printr-o cama de comanda; in acest scop, pozitia acestora se roteste cu 180° pe inelul de baza. Daca la grupurile de numerotare cu pozitionor transversal se muta bratul manetei de comanda (fig. /1) in alta pozitie, trebuie sa se utilizeze aceeasi cama de comanda |
Amplasarea grupurilor de numerotare
|
Fig. Suruburile de fixare |
Grupurile de numerotare se amplaseaza corespunzator scalei pe inelul de baza in afara masinii, corespunzator prescriptiilor.
Amplasati grupurile de numerotare corespunzator prescriptiilor/suportului special de imprimare pe inelul de baza si fixati-le cu surubul Inbus (fig. /1) pe inelul de baza
Va recomandam sa utilizati cheile dinamometrice oferite de producatorul grupurilor de numerotare (firma Leibinger, Mühlheim-Stetten). |
Curatarea grupurilor de numerotare
|
Dupa folosire, curatati grupurilor de numerotare cu o carpa moale, care nu se scamoseaza si cu o solutie de spalare care contine grasimi. Suplimentar, grupurile de numerotare trebuie sa fie periate cel putin saptamanal intr-o baie de petrol. Daca gradul de murdarire este foarte ridicat, utilizati solventi de cerneluri. Dupa curatarea cu o solutie degresanta, grupurile de numerotare se vor lubrifia obligatoriu cu ulei, respectiv cu unsoare. Pastrarea Pastrati grupurile de numerotare curatate in cutiile din pachetul de livrare, impreuna cu stiftul din plastic si cu cheia hexagonala |
Lubrifierea grupurilor de numerotare
|
Fig. Capetele
de gresare ale grupurilor de |
Dupa fiecare spalare, lubrifiati grupurile de numerotare. Capetele de gresare ale grupurilor de numerotare sunt reprezentate in fig. Lubrifiant: Ulei: ulei de axe usor, 1,1° E/20 °C Unsoare: HL 2 180° BV Aral Orificiul din axul de comanda (fig. /1) cu mai multe picaturi de ulei de axe. Capetele de gresare (fig. /2) cu o picatura ulei de axe. Lubrifiati cu unsoare suprafata manivelei (fig. |
Camele de comanda
Tipuri
|
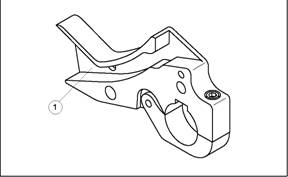
Fig. Cama
de comanda ST |
Pentru cuplarea grupurilor de numerotare exista trei tipuri de came. Pentru cele mai multe job-uri se va utiliza cama de comanda ST (fig. ); din acest motiv se livreaza doua came ST cu instalatia de numerotare si supratiparire. Cama de comanda ST (fig. ) Cama de comanda DR (accesoriu special) Cama de comanda D (accesoriu special) Pistele camei pentru bratele manetei de comanda ale grupurilor de numerotare se afla pe ambele parti ale acestei came duble. Grupul de numerotare poate fi montat in stanga sau dreapta camei de comanda |
Montarea camelor de comanda
|
Fig. Cama
de comanda montata |
Desfaceti surubul Inbus (fig. Rabatati partea inferioara (fig. /2) in sus. Asezati cama de comanda (fig. /3) pe axul de comanda (fig. Apasati partea inferioara a camei de comanda (fig. /2) pe axul de comanda si fixati-l cu surubul Inbus (fig. /1) pe cama de comanda Distanta exacta dintre grupul de numerotare si cama de comanda se stabileste cu calibrul de reglaj din pachetul de livrare (a se vedea subcapitolul "Ajustarea camelor de comanda fata de grupurile de numerotare"). Efectuati acest reglaj cu maxima atentie pentru a evita deteriorarile. |
Ajustarea camelor de comanda fata de grupurile de numerotare
|
Fig. Ajustarea
camelor de comanda |
Grupurile de numerotare cu pozitionor gradual Aplicati calibrul de reglaj (fig. /2) la bratul manetei de comanda (fig. /1) a grupului de numerotare. Apropiati cama de comanda (fig. /3) de calibrul de reglaj (fig. Strangeti ferm surubul Inbus al camei de comanda pentru a fixa pozitia camei de comanda Verificati inca o data distanta cama de comanda-grup de numerotare cu calibrul. Grupurile de numerotare cu pozitionor transversal Aplicati calibrul de reglaj (fig. /2) pe spatele graiferului posterior al grupului de numerotare (fig. Apropiati cama de cuplare (fig. /5) de calibrul de reglaj (fig. Strangeti ferm surubul Inbus al camei de comanda pentru a fixa pozitia camei de comanda Verificati inca o data distanta cama de comanda-grup de numerotare cu calibrul. Pozitia bratelor manetei de comanda Verificati functia grupurilor de numerotare pentru a evita o coliziune intre cama si manivela la prima intrare.
|
Grupul de cerneala pentru numerotare si supratiparire
Indicatii de securitate
|
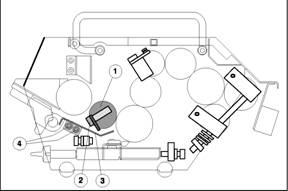
Fig. Grupul
de cerneala pentru
numerotare |
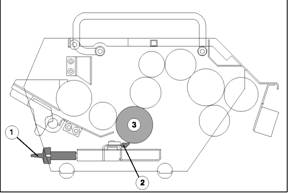
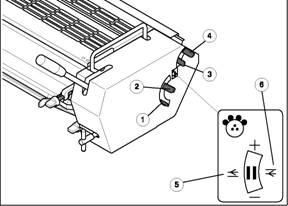
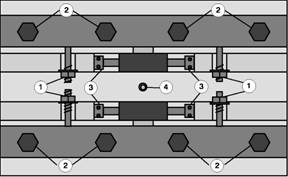
Impingeti vana de spalare sub jgheabul de cerneala in grupul de cerneala pentru numerotare. Asigurati vana de spalare prin 2-3 rotatii ale surubului (fig. /1); racleta de spalare (fig. /2) nu trebuie sa atinga valtul de transfer al cernelii (fig. |
Structura
|
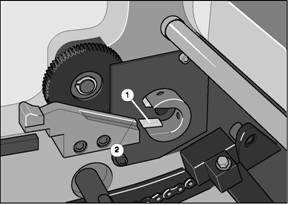
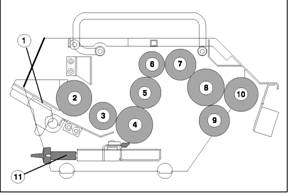
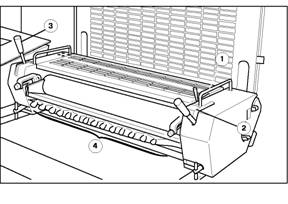
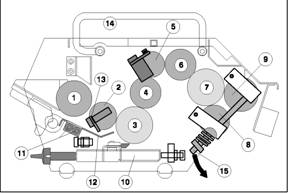
Fig. Grupul de cerneala pentru numerotare |
Jgheab de cerneala Valt ductor de cerneala, 44 mm ø Valt ductor, 34 mm ø Primul valt de transfer al cernelii, 45,5 mm ø, otel Al 2-lea valt de transfer al cernelii, 38 mm ø, cauciuc Al 3-lea valt de transfer al cernelii, 32 mm ø, otel Al 4-lea valt de transfer al cernelii, 38 mm ø, cauciuc Valt frecator de cerneala, 45,5 mm ø, otel Primul valt ungator de cerneala, 38 mm ø, Al 2-lea valt ungator de cerneala, 42 mm ø Instalatia de spalare pentru valturile de cerneala |
Montarea si demontarea grupului de cerneala pentru numerotare si supratiparire
|
Fig. Montarea
grupului de cerneala pentru
Fig. Grupul
de cerneala pentru
numerotare |
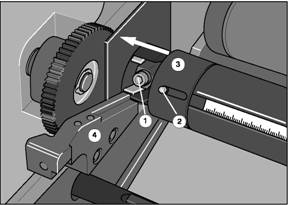
Montarea Asezati grupul de cerneala pentru numerotare si supratiparire (fig. /1) pe aparatoarea de deasupra eliminarii colilor astfel incat rotitele de la marginea inferioara a grupului de cerneala sa se afle in sinele de ghidaj (fig. /2) langa aparatoarea geamului. Impingeti grupul de cerneala pentru numerotare pana la limita in masina (fig. Daca este cazul, miscati masina in regim de tatonare spre inapoi pentru a bloca roata dintata a grupului de cerneala in roata dintata de actionare (fig. Insurubati grupul de cerneala cu suruburile de strangere (fig. si 2) pe masina Inchideti aparatoarea din fata cilindrului port-cauciuc (fig. Demontarea Deschideti aparatoarea din fata cilindrului port-cauciuc (fig. Demontati suruburile de strangere (fig. si fig. Daca este cazul, miscati masina in regim de tatonare spre inainte pentru a desface angrenarea rotilor dintate grup de cerneala-masina Extrageti grupul de cerneala (fig. Scoateti grupul de cerneala din eliminarea colilor. |
Aplicarea jgheabului de cerneala la valtul ductor de cerneala
|
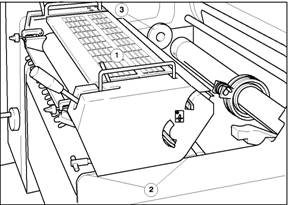
Fig. Rabatarea
jgheabului de cerneala in |
Introduceti sabotii jgheabului de cerneala in canelurile (fig. /2) langa lama de jgheab. Degajarile de la sabotii jgheabului de cerneala trebuie sa fie orientate spre exterior. Rabatati jgheabul de cerneala (fig. /3) in sus si aplicati-l la valtul ductor de cerneala Rabatati suporturile de sustinere cu suruburile de strangere in jos (fig. Blocati jgheabul de cerneala prin strangerea ferma a suruburilor de strangere. Aplicati cerneala in modul uzual cu spaclul pe valtul ductor de cerneala (fig. |
Reglajele la grupul de cerneala
|
Fig. Elementele
de reglare |
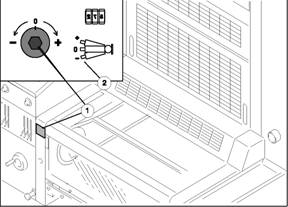
Cuplarea si decuplarea valtului ductor Cuplarea: apasati maneta pe P.O. (fig. /1) pana la limita in directia grupului de imprimare. Decuplarea: trageti maneta pe P.O. (fig. /1) pana la limita in directia eliminarii colilor. Reglarea suruburilor de zona Grupul de cerneala are 16 zone de cerneala, care pot fi reglate cu suruburile de zona (fig. Sensul de rotatie: Rotire spre dreapta mai putina cerneala, rotire spre stanga mai multa cerneala in zona |
|
|
Fig. Cursa ductorului [GS.901.1131-000GRAUND_00] |
Reglarea cursei ductorului Cursa ductorului se regleaza cu maneta pe P.A. (fig. /3) corespunzator scalei (fig. ). Domeniul de reglaj: 0 pana la 5. Ungerea preliminara cu cerneala a grupului de cerneala/ supraungerea Trageti de mai multe ori complet maneta de la clichetul ductorului (fig. |
Instalatia de spalare
|
Spalarea grupului de cerneala pentru numerotare Dupa fiecare proces de numerotare sau la schimbarea cernelii se va spala grupul de cerneala pentru numerotare.
|
||||
|
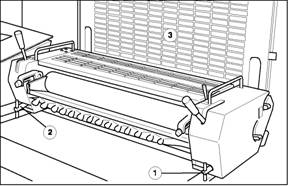
Fig. Spalarea grupului de cerneala pentru |
Puneti masina in functiune, viteza de spalare: 5000 - 7000 rot/h. Pulverizati pe valturi putin detergent pentru valturi prin fanta prelunga din aparatoare. Infiletati uniform surubul (fig. /1) pe P.A. si pe P.O., pentru a cupla racleta (fig. /2) la primul valt de transfer al cernelii (fig. /3). Racleta este cuplata daca se simte o usoara rezistenta la infiletarea suruburilor (fig. Daca este cazul, adaugati mai multa solutie de spalare pana cand cerneala a fost indepartata Decuplati racleta de spalare de la primul valt de transfer al cernelii prin rotirea spre stanga a suruburilor (fig. |
|||
|
Fig. [GS.901.2405-000GRAUND_00] |
Demontarea instalatiei de spalare Desurubati complet surubul (fig. /2) pe P.A. si pe P.O. Extrageti instalatia de spalare (fig. /1, vana cu racleta). Daca este cazul, curatati vana de spalare. Montarea instalatiei de spalare Impingeti instalatia de spalare (fig. /1) sub jgheabul de cerneala si primul valt de transfer al cernelii (fig. Infiletati surubul (fig. /2) pe P.A. si pe P.O. aprox. 2 rotatii. Astfel racleta inca nu este cuplata cu primul valt de transfer al cernelii. Ajustarea instalatiei de spalare In cazul uzurii racletei de spalare (fig. /5) este necesara ajustarea pozitiei de spalare a instalatiei de spalare. Desfaceti contrapiulita de la suruburile de ajustare (fig. /3) pe P.A. si pe P.O. Desurubati suruburile de ajustare (fig. /3) pe P.A. si pe P.O. astfel incat in stare aplicata, racleta (fig. /5) sa fie cuplata la primul valt de transfer al cernelii (maxim 2 rotatii). Verificati cuplarea racletei la valt prin infiletarea suruburilor (fig. /2); la infiletare trebuie sa se simta o usoara rezistenta daca racleta este cuplata Strangeti ferm contrapiulita suruburilor de ajustare. Daca nu urmeaza sa se spele, decuplati racleta de spalare de la primul valt de transfer al cernelii prin desurubarea suruburilor (fig. |
Grupul de cerneala pentru numerotare - demontarea, montarea, ajustarea valturilor
Demontarea valturilor
|
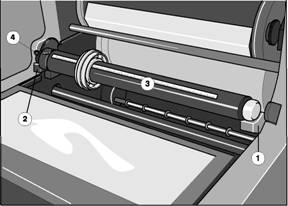
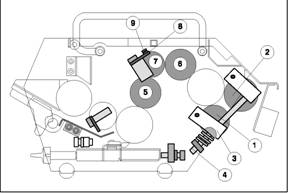
Fig. Grupul
de cerneala pentru
numerotare, |
Valtul ductor de cerneala (fig. /1), primul valt de transfer al cernelii (fig. si valtul frecator de cerneala (fig. /7) nu se pot demonta. - La demontarea celorlalte valturile se pastreaza ajustarea - cu exceptia valturilor ungatoare de cerneala Valtul ductor (fig. Desurubati cele 2 suruburi Inbus (fig. /11) pe P.A. si pe P.O. Extrageti placa de protectie din tabla (fig. Desfaceti suruburile Inbus (fig. /13) pe P.A. si pe P.O. si rotiti inchizatoarele in lateral. Extrageti valtul ductor (fig. Al 2-lea pana la al 4-lea valt de transfer al cernelii Deschideti aparatoarea de deasupra grupului de cerneala pentru numerotare. Desfaceti surubul Inbus (fig. /14) pe P.A. si pe P.O., rotiti inchizatorul in lateral. Extrageti al 3-lea valt de transfer al cernelii (otel, fig. Extrageti al 4-lea valt de transfer al cernelii (cauciuc, fig. Extrageti al 2-lea valt de transfer al cernelii (cauciuc, fig. Valturile ungatoare de cerneala Desfaceti piulita la boltul (fig. /15) pe P.A. si pe P.O., pentru a detensiona arcul de presiune. Apasati boltul (fig. /15) in sensul sagetii. Extrageti primul valt ungator de cerneala (fig. /8) in sus din cuzinetul de lagar. Extrageti al 2-lea valt ungator de cerneala (fig. /9) in jos din cuzinetul de lagar. |
Montarea valturilor
|
Fig. [GS.901.2401-000GRAUND_00] |
Valturile nu mai trebuie sa fie ajustate dupa asezare in pozitie de lucru, daca au fost ajustate corect inainte de demontare (exceptie la valturile ungatoare de cerneala Valturile ungatoare de cerneala Introduceti al 2-lea valt ungator de cerneala (fig. /2) de jos in cuzinetul de lagar pe ambele parti. Introduceti primul valt ungator de cerneala (fig. /1) de sus in cuzinetul de lagar pe ambele parti. Apasati in sus cuzinetul de lagar (fig. /3) pe P.A. si pe P.O. Apasati boltul (fig. /4) spre grupul de cerneala pentru numerotare si lasati-l sa se cupleze in degajarea cuzinetului de lagar (fig. Valturile de transfer al cernelii Asezati al 2-lea valt de transfer al cernelii (fig. /5) pe ambele parti in cuzinetii de lagar. Introduceti al 4-lea valt de transfer al cernelii (fig. /6) pe ambele parti in cuzinetii de lagar. Introduceti al 3-lea valt de transfer al cernelii (otel, fig. /7) pe ambele parti in cuzinetii de lagar. Rotiti piedicile (fig. /8) pe ambele parti peste lagarul valtului. Strangeti ferm suruburile Inbus (fig. /9) pe ambele parti. Inchideti aparatoarea de deasupra grupului de cerneala |
|
|
Fig. [GS.901.2409-000GRAUND_00] |
Introducerea valtului ductor Introduceti valtul ductor (fig. /1) de jos in cuzinetii de lagar pe ambele parti. Asezati piedicile peste rulmentii cu bile. Fixati valtul ductor prin strangere ferma a suruburilor (fig. /2) pe P.A. si pe P.O. Introduceti aparatoarea (fig. /3) sub valtul ductor si insurubati-o cu suruburile (fig. /4) pe P.A. si pe P.O. pe peretele lateral al grupului de cerneala pentru numerotare. - Aparatoarea nu are voie sa vina in contact cu valtul ductor (fig. |
Ajustarea valturilor
|
Toate benzile de contact dintre valturi se vor regla la o latime de 2 pana la 2,5 mm. Verificati latimea benzilor de contact cu grupul alimentat cu cerneala. Banda de contact trebuie sa aiba latime egala pe intregul valt |
||
|
Fig. [GS.901.2403-000GRAUND_00] |
Valtul ductor Compresiunea valt ductor-valt de transfer al cernelii Surubul de ajustare (fig. /1) este accesibil printr-o deschidere din aparatoare. Prin rotirea surubului de ajustare (surub Inbus, fig. /1) spre dreapta, se mareste compresiunea, iar prin rotire spre stanga se diminueaza Compresiunea valt ductor-valt ductor de cerneala Surubul de ajustare (fig. /2) este accesibil pe sub jgheabul de cerneala Rotirea surubului de ajustare (surub Inbus, fig. /2) spre dreapta: compresiunea se diminueaza; la rotire spre stanga, aceasta se majoreaza Valturile de transfer al cernelii Deschideti aparatoarea (fig. /3) de deasupra grupului de cerneala pentru numerotare. Desfaceti contrapiulita (fig. /4) de la inchizatorul celui de-al 3-lea valt de transfer al cernelii. Prin rotirea surubului de ajustare (fig. /5) spre dreapta, se mareste compresiunea, iar prin rotire spre stanga se diminueaza Verificati latimea benzilor de contact; daca latimea benzilor de contact este corecta, fixati pozitia ajustata cu contrapiulita (fig. |
|
|
Fig. [GS.901.2410-000GRAUND_00] |
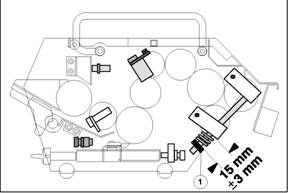
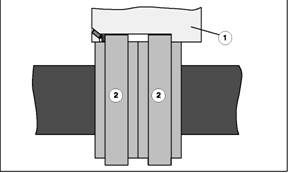
Valturile ungatoare de cerneala Ajustarea raportata la valtul frecator de cerneala Latimea benzilor de contact raportata la valtul frecator de cerneala se regleaza cu piulita de la bolt (fig. /1). Reglaj de baza: dimensiunea de reglaj 15+/-3 mm (fig. Verificati latimea benzilor de contact. Comprimarea arcului prin rotirea piulitei (fig. /1): majorarea compresiunii, detensionarea arcului: diminuarea compresiunii. |
|
|
Fig. Ajustarea
valturilor ungatoare de |
Ajustarea raportata la grupurile de numerotare: Conditia necesara: instalatia de numerotare este pe presare. Cele doua valturi ungatoare de cerneala se pot aseza cu parghiile de reglare (fig. /1 pana la /4) mai puternic sau mai slab pe grupurile de numerotare. Parghia scurta pe P.O. (fig. /5), parghia lunga pe P.A. (fig. Primul valt ungator de cerneala (valtul inferior): Parghia scurta (fig. /1) dupa +: majorarea presiunii de apasare pe P.O. Parghia mai lunga (fig. /2) dupa +: majorarea presiunii de apasare pe P.A. Al 2-lea valt ungator de cerneala (valtul superior): Parghia scurta (fig. /3) dupa +: majorarea presiunii de apasare pe P.O. Parghia mai lunga (fig. /4) dupa +: majorarea presiunii de apasare pe P.A. |
Reglarea compresiunii
Pe P.A. si pe P.O. concomitent
|
Fig. Roata
cu scala pentru
reglarea |
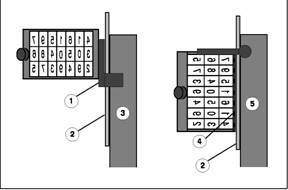
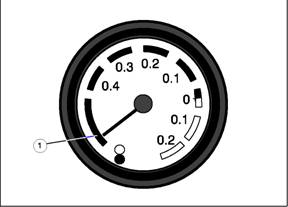
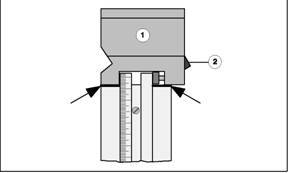
Cu roata cu scala (fig. ) se regleaza compresiunea pe grosimea suportului de imprimare. - Rotire spre dreapta: majorarea compresiunii, rotire spre stanga, diminuarea acesteia. Compresiunea se modifica aici cu aceeasi marime pe P.A. si pe P.O. La o modificare a compresiunii, axul de comanda urmeaza camele de comanda Reglarea Rotiti roata cu scala (fig. ) complet spre stanga in pozitia din fig. /1; instalatia de numerotare este oprita
Mariti cu atentie compresiunea pe roata cu scala (rotire spre dreapta), pana cand grupurile de numerotare executa o tiparire curata. Daca acest lucru nu este posibil, verificati ajustarea valturilor ungatoare de cerneala de la grupul de cerneala pentru supratiparire.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Afisarea compresiunii (mm) |
Grosimea suportului de imprimare (mm) |
Asternutul cilindrului de presiune |
Observatie |
Tabla din otel |
Grupul de numerotare atinge suprafata cilindrului; fara compresiune |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tabla din otel |
Grupul de numerotare atinge coala de tipar; fara compresiune |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tabla din otel |
Compresiunea 0,1 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tabla din otel |
Grupul de numerotare atinge coala de tipar; fara compresiune |
Corectia diagonala a reglarii presiunii de tipar
Corectura pozitiei si egalizarea presiunii Corecturile laterale
Corecturile pe directie longitudinala
Egalizarea presiunii
Instalatia de supratiparire (accesoriu special) Suportul de clisee
Mantaua pentru clisee
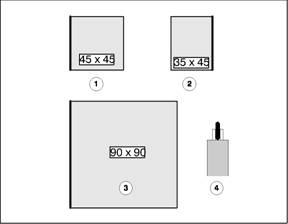
Macheta de paginatie Semnificatia simbolurilor
Amplasarea grupurilor de numerotare si suporturilor de clisee
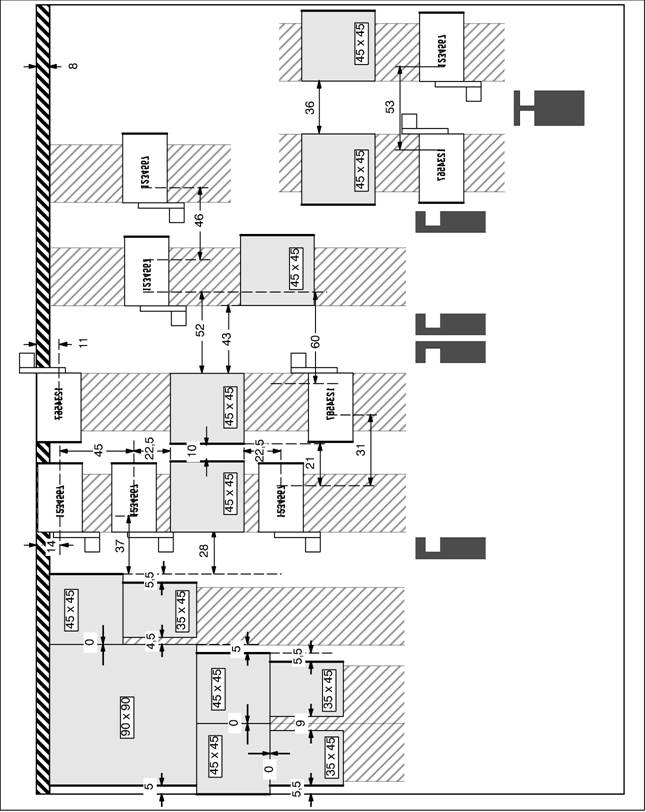
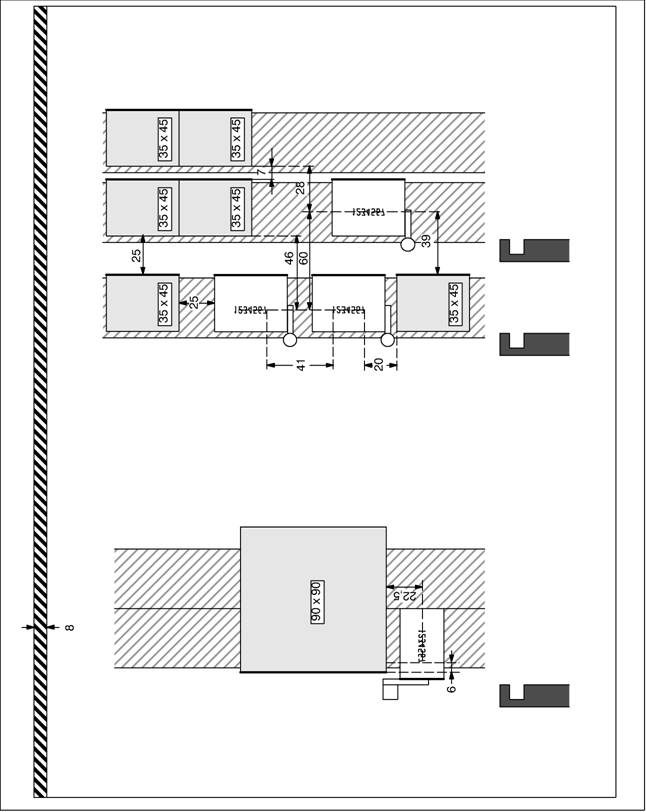
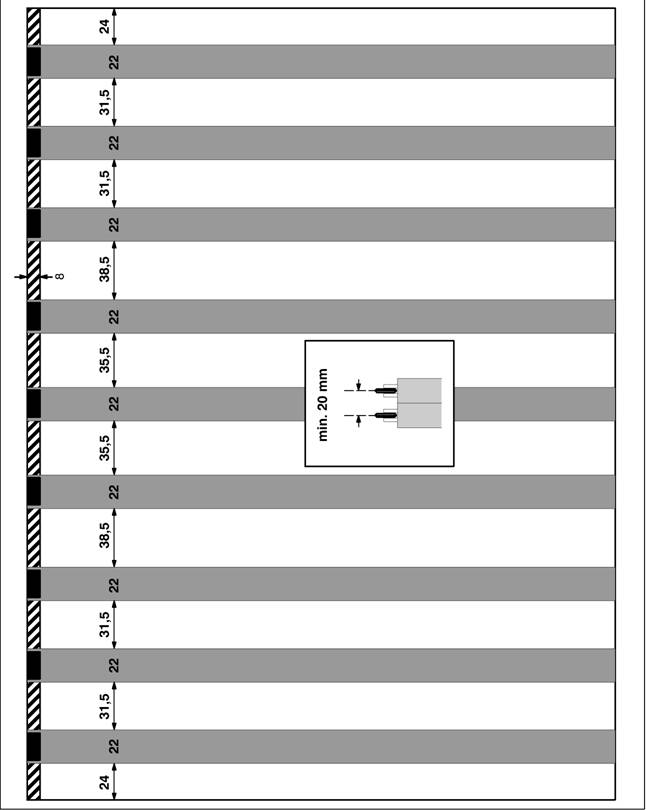
Distantele minime
Fig. Distantele minime la numerotare intre suporturile de clisee, precum si intre suporturile de clisee
Fig. Distantele minime la numerotare intre suporturile de clisee si grupurile de
numerotare cu
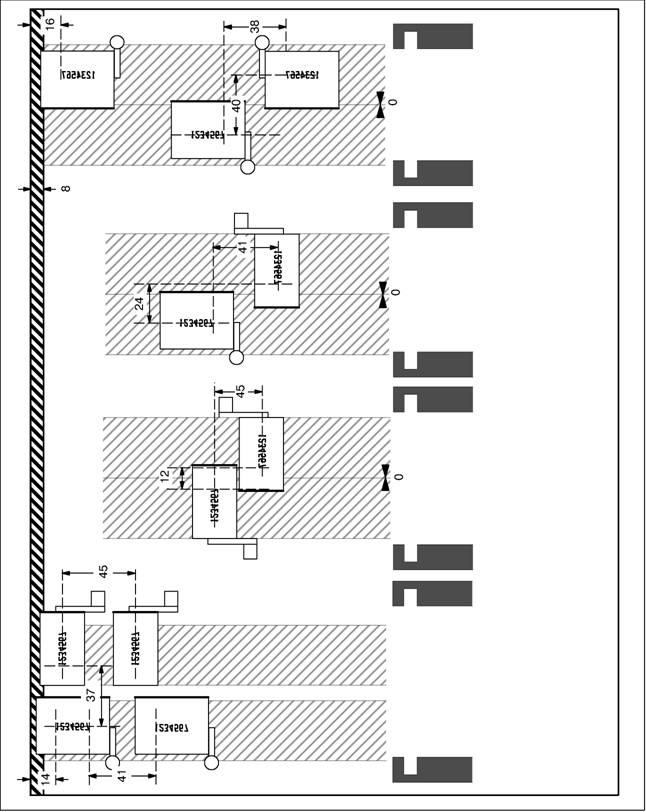
Fig. Distantele minime la numerotare intre grupurile de numerotare cu
pozitionor gradual si
Fig. Distantele minime la perforarea longitudinala intre suporturile pentru perforare longitudinala Copyright © 2025 - Toate drepturile rezervate | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||