|







 |  |
|
| |
 | Afaceri | Agricultura | Economie | Management | Marketing | Protectia muncii |
| Transporturi |
Valoarea alimentara ridicata a produselor fainoase se bazeaza nu numai pe apotul lor energetic, conferit de continutul sporit in hidrati de carbon si grasimi, ci si pe valoarea tuturor componentilor, acestia reprezentand forme care se asimileaza usor de catre organismul uman. Puterea calorica a pastelor fainoase atinge 4000 kcal/kg. Cat priveste pastele, s-a stabilit ca, pe langa unele insusiri deosebite pe care le au, cum ar fi continutul ridicat de proteine vegetale si elemente nutritive integrale ale fainii, unitatea nutritiva a pastelor fainoase este de 17 ori mai ieftina decat aceea obtinuta din carne.
Pastele fainoase sunt produse obtinute dintr-un aluat crud,necopt,nefermentat, modelat in diferite forme si uscate.
Pastele fainoase reprezinta produse alimentare cu durata relativ mare de conservare, obtinute din faina de grau bogata in gluten si apa, cu sau fara utilizarea unor adaosuri, ca: oua; pasta de tomate; suc de morcovi; spanac etc. Utilizarea pastelor fainoase in alimentatie se bazeaza pe urmatoarele insusiri ce le caracterizeaza:
valoare nutritionala ridicata, datorita umiditatii scazute pe care o au, continutului ridicat de glucide si protide, ca si gradul avansat de asimilare a acestor componenti;
durabilitate la conservare,putandu-se pastra timp indelungat in conditi obisnuite, la temperatura camerei, fara a-si micsora calitatile nutritive si gustative;
rapiditate si simplitate la prepararea pentru consum, ca si diversitatea formelor in care se pot gati.
Produsele obtinute din prelucrarea cerealelor au fost considerate intotdeauna componente esentiale ale unei alimentatii echilibrate datorita:
compozitiei lor chimice;
posibilitatilor variate de prelucrare;
accesibilitatii in asimilare.
Aceste produse asigura zilnic organismului uman circa 45% din totalul proteinelor, 65% din totalul caloriilor si un aport insemnat de glucide, vitamine (mai ales B1, B2, B3, PP, E), saruri minerale (P, K, Mg).
Valoarea nutritiva a produselor de morarit si panificatie este determinata de :
structura si compozitia chimica a bobului cerealier (de grau, porumb, orez, secara, orz,ovaz);
modul de obtinere a acestor produse, care prezinta particularitati de la o grupa la alta si chiar de la un sortiment la altul.
Capitolul I
1.1 FAINA:
Culoarea fainii de paste fainoase provenita din graul "dur" este galbuie - pronuntata,datorita continutului sporit de pigmenti carotenoizi ai bobului de grau "dur". Aceasta culoare se trasminte si pastelor fainoase, care rezulta cu aspect galben-pai, deosebit de placut.
Mirosul este placut specific fainii sanatoase fara miros si mucegai de incins sau miros strain.
Gust normal putin dulceag ,nici amar fara scrasnet la mestecare(datorita impuritatilor minerale).
1.2 APA:
La prepararea aluatului pentru fabricarea diverselor produse se utilizeaza apa, in cantitati care variaza dupa capacitatea de hidratare a fainii, in cantitatea celorlalti componenti lichizi ce se adaoga in aluat. Rolul apei in aluat este dintre cele mai importante deoarece in prezenta ei particulele de faina se hidrateaza si se formeaza glutenul, care conditioneaza obtinerea aluatului.Apa trebuie sa fie potabila, indeplinind conditiile stabilite in standard in ce priveste compozitia chimica si microbiologica. Se mai cere ca apa sa nu aiba gust sau miros strain, care ar putea modifica proprietatile senzoriale ale produselor. Verificarea calitatii apei in unitatile de produse fainoase se rezuma la examenul senzorial,in care scop se controleaza mirosul, gustul si impuritatile vizibile.
1.3.OUA:
Ouale se utilizeaza mai ales la fabricarea unor sortimente de paste fainoase, carora le sporeste valoarea alimentara, inbunatatindu-le in acelasi timp aspectul, gustul si rezistenta la fierbere.O metoda practica si simpla pentru verificarea starii de prospetime a oualelor intregi consta in introducerea lor intr-un vas cu solutie de 10% de NaCl. Ouale proaspete raman la fund, cele vechi plutesc in solutie, iar cele foarte vechi se ridica la suprafata.
1.4PASTELE FAINOASE
Pastele de buna calitate isi maresc volumul de cel putin 25 de ori, nu se lipesc la fierbere, apa de fierbere este putin apalescenta si sedimentul redus.
Organoleptic
Aspect = netede, mate, fara urme de faina neframantata, fara deformari vizibile, elastice, rezistente la rupere si sticloase in sectiune.
Culoare, uniforma, alba, alb-galbui la cele extra sau cu oua sau de nuanta adaosului (culoarea tomatelor, spanacului).
Gust si miros - placute, caracteristice pastelor fainoase.
Nu se admit nici un fel de corpuri straine sau infestare de orice forma.
SCHEMA PROCESULUI TEHNOLOGIC DE FABRICARE A PASTELOR FAINOASE
CAPITOLUL II
1.Definirea produsului
Pastele fainoase sunt produse obtinute din faina de grau si apa, cu sau fara adaos de alte produse folosite pentru marirea valorii nutritive sau imbunatatirea gustului.
Mod de obtinere
2.1Dozarea materiilor prime si auxiliare. Are drept scop obtinerea aluatului,in vederea realizarii produselor de calitate si cu compozitia dorita.un rol important il are respectarea raportului faina-apa. Se admite ca un ou proaspat (40 - 45g) echivaleaza cu 10,5 - 11g praf de oua,iar 1kg melanj cu 26,4 oua intregi.
2.2Prepararea aluatului. Prepararea aluatului de paste fainoase comporta doua faze: framantarea si compactizarea.
2.3Framantarea aluatului. Aceasta operatie realizeaza amestecarea componentelor aluatului si hidratarea particulelor de faina. Pentru calitatea pastelor fainoase,foarte importanti sunt parametrii de obtinere a aluatului: umiditatea si temperatura optima ale aluatului,durata si intensitatea framantarii.
2.4Umiditatea aluatului. Aluatul pentru paste fainoase se caracterizeaza prin consistenta mare, care se obtine prin folosirea unei cantitati minime de apa. Umiditatea aluatului de paste este de 28 - 33%,adica la prepararea lui se foloseste aproximativ jumatatea din capacitatea de hidratare a fainii.
Indiferent de metoda de modelare, calitatea pastelor fainoase modelate este influentata de urmatorii factori:
calitatea fainii,
granulozitatea fainii;
umiditatea aluatului,
temperatura aluatului;
presiunea si viteza de presare,
2.5Taierea pastelor fainoase
Scopul operatiei este obtinerea pastelor modelate cu lungimea necesara. Pentru pastele scurte, taierea firelor de aluat se face pentru obtinerea lungimii si formatului dorit si se poate realiza perpendicular pe directia de curgere aluatului prin matrita sau oblic. Se folosesc in acest scop cutite rotative plasate sub matrita, a caror lama are turatia reglabila in functie de lungimea dorita a pastelor.
2.6Pregatirea pastelor modelate in vederea uscarii
Operatia urmareste asezarea pastelor modelate pe suprafetele sau dispozitive pe care se va realiza uscarea, astfel incat schimbul de umiditate si calitatea produsului obtinut sa fie optim . modul de asezarea a pastelor fainoase depinde de felul produsului si de gradul de mecanizare a instalatiilor de uscare.
2.7Preuscare
Pentru pastele scurte, preuscarea se realizeaza cu aer la temperaturi de 30 - 35 oC , iar uscarea la 40 - 55oC pentru sortimentele mai rezistente, si la o umiditate relativa a aerului de 65 - 85% , durata procesului fiind de 7 - 14 ore.
2.8Uscarea
Scopul, operatiei este reducerea umiditatii pastelor pana la o valoare care sa la permita conservarea, reducerea care sa se faca cu consum minim de energie si cu obtinerea pastelor de calitate. Procesul de uscare se bazeaza pe migrarea umiditatii din interiorul pastelor la exteriorul lor si cedarea ulterioara a acestea mediului inconjurator. Uscarea are loc in conditii optime cand cantitatea de umiditate cedata mediului inconjurator este egala cu cantitatea de umiditate adusa din interior la exteriorul produsului.
In timpul uscarii, umiditatea pastelor variaza de la umiditatea initiala de 28 - 33% pana la umiditatea finala care este situata sub 13%, variatie care nu reprezinta o problema pentru tehnica actuala de uscare.
2.9Stabilirea sfarsitului uscarii
Umiditatea finala pana la care se conduce uscarea se stabileste in functie de umiditatea mediului in care se transporta si se depoziteaza, deoarece pastele fainoase pentru absorbi sau pot ceda umiditate mediului inconjurator, pana la atingerea umiditatii echilibrului higrometric.
2.10Stabilizarea pastelor fainoase
Dupa uscare, pastele fainoase se supun operatiei de stabilizare , in scopul repartizarii uniforme a umiditatii in produs. Operatia se realizeaza in conditii in care sa permita scaderea treptata a temperaturii pastelor pana la temperatura depozitului. Racirea brusca poate conduce la fisurarea lor. Operatia dureaza cate ore (7 - 10 ore)
AMBALAJELE:
Pentru fabricarea unor produse, mai ales pastele fainoase se folosesc diverse materiale, dintre care principale sunt: hartia, cartonul, celofanul si foliile din plastic. Spre a corespunde ambalarii, materialele respective trebuie sa indeplineaca urmatoarele conditii esentiale:
sa nu contina substante daunatoare sanatati;
sa nu permita combinarea substantelor ce le contin cu substante din produsele ambalate;
sa se adapteze cerintelor de a proteja produsul contra agentilor chimici (apa,aer,grasime) sau mecanici (lovire,deformare).
sa permita imprimarea unor date referitoare la prezentarea cat mai estetica a produselor si la compozitia lor;
Calitatea materialelor de ambalaj se verifica mai ales prin determinarea dimensiunilor si a insusirilor fizico-mecanice, care trebuie sa corespunda valorilor prevazute in normative.
Factorii care influenteaza calitatile tehnologice pentru modelare ale aluatului de paste fainoase:
Comportarea tehnologica la modelare a aluatului este influentata de curgerea lui prin matrite si este determinata de calitatea fainii, de caracteristicile aluatului si de conditiile de presare.
Calitatea fainii influenteaza prin cantitatea si calitatea glutenului si prin finite.Aluatul pregatit din faina cu continut ridicat de gluten, cu bune insusiri elastico-plastice, are o buna consistenta, plasticitate si elasticitate. Cantitatea redusa de gluten sau calitatea fac ca aluatul sa se modeleze usor, insa el nu isi mentine forma, iar la uscare si manipulare se fisureaza.
CAPITOLUL III.
3.1Caracteristicile aluatului de paste de determina calitatile tehnologice la modelare sunt: umiditatea, consistenata, temperatura.
Umiditatea: este scazuta, fiind cuprinsa intre 30 si 32 %, ceea ce face ca aluatul de paste sa se prezinte in decursul operatiei de framantare sub forma unor aglomerari de dimensiuni mai mari sau mai mici si uneori chiar sub forma de firimituri. Cantitatea de apa care se adauga la prepararea aluatului reprezinta mai putin de 50% din capacitatea de hidratare a fainii. Aluatul cu umiditatea de peste 35% devine prea elastic, pierde elasticitatea necesara ca produsele modelate sa-si pastreze forma si de aceea nu poate fi utilizat in acest scop.
Dupa umiditatea pe care o are aluatul,in practica se deosebesc:
framantarea tare, din care se obtine aluat de consistena mare,avand umiditatea intre 28 si 29%;
framantarea mijlocie, rezultand aluat de consistenta medie, cu umiditatea intre 30 si 32%;
framantarea moale,obtinandu-se aluat de consistenta redusa, cu umiditatea intre 33 si 34%.
Consistenta: aluatului de paste si proprietatile lui tehnologice la modelare se modifica in fuctie de umiditate. Chiar numai o abatere de 0,5% a umiditati,atunci cand celelalte conditii raman neschimbate (calitatea fainii, temperatura apei,durata framantarii), influenteaza vizibil viteza de presare, aspectul exterior si starea suprafetei produselor,precum si gradul lor de deformare.
Temperatura aluatului determina in masura insemnata proprietatiile plastice si influenteaza formarea aluatului.In mod obisnuit, aluatul dupa framantare trebuie sa aiba 35 - 40 sC. Aluaturile cu temperatura mai mari sau cele cu temperatura sub 35sC prezinta unele dezavantaje.
DEFECTE DE FABRICATIE
|
NR. CTR. |
DEFECTE |
CAUZE |
REMEDIERI |
|
Aluaturi neuniforme, neomogene |
Nu s - a amestecat si framantat bine aluatul |
Reframantarea cu un adaos ridicat de faina |
|
|
Paste neuniforme pe suprafata, in sectiune, iar la fierbere se produc deformarii si se lipesc |
Preuscare insuficienta |
Se poate preveni prin realizarea unui aluat omogen, elastic si plastic |
|
|
La modelare aluatul prezinta zgarieturi si suprafata aspra a pastelor |
Se pot datora matritelor cu orificii cu suprafata neuniforma sau necuratate dupa opririle mai mari de 20 - 30 min. |
Se pot realiza prin ingrijirea si un control permanent al calitati matritelor in timpul procesului de productie |
|
|
Fisuri la suprafata prosuselor si deformatii |
S - a folosit o preuscare rapida a aluatului modelat |
Aplicarea unui regim de temperatura si umiditate relativa corespunzatoare |
|
|
Produsele modelate prezinta neuniformitate:grosimi diferite, inele, dungi in suprafata, deformari, rupturi in sectiune |
Datorita variatiilor bruste de viteza, in timpul procesului de modelare |
Se pot evita prin realizarea unei viteze uniforme de presare si modelare, pe tot parcursul prelucrarii |
|
|
Crapaturi sub forma de inele la suprafata produsele modelate si uscate |
Datorita zvantarii excessive realizata la iesirea pastelor din matrita |
Se poate elimina prin adaptarea eliminarea zvantarii produselor modelate la cerintele sortimentului fabricat |
|
|
Produse finite casante, fisurate si se rup usor |
Consta intr - o uscare fortata si cu parametric aerului necorespunzator sortimentului fabricat |
Se relizeaza o constanta intre viteza, temperatura si umiditatea relativa a aerului de uscare cu sortimentul de paste fainoase fabricate |
|
|
La fierbere produsele finite prezinta gust de acru, o aciditate crescuta, miros si gust de mucegai |
Consta in incetinirea si insuficienta uscarii produselor modelate |
Se realizeaza prin aplicarea regimului de uscare solicitat de sortimentul fabricat |
|
|
Produse rupte, sparte, deformate |
Datorita modului necorespunzator in care produsele modelate sunt asezate la preuscare si uscare |
Se realizeaza printr - o asezare atenta a produselor modelate in casete, uscatoare sau benzi de uscare |
|
|
La fierbere, produsele se inmoaie si se lipesc usor; apa de fiergere este opaca, cu sentiment pronuntat de amidon |
Produsele provin dintr - o faina de calitate necorespunzatoare, iar fierberea s - a facut prea mult |
Pot fi inlaturate prin folosirea unei faini corespunzatoare sortimentului si o fierbere corespunzatoare de 20 - 30 min. |
3.3 Caracteristici de calitate a pastelor fainoase
Obisnuite:
- aspect - suprafata neteda, fara urme de faina, fara crapaturi;
- culoare - alba, uniforma;
- miros-gust - caracteristic, placut, fara gust si miros strain;
- corpuri straine - lipsa;
- infestare - nu se admite prezenta insectelor;
- comportarea la fierbere - dupa fierbere, pastele trebuie sa fie elastice, sa nu se lipeasca intre ele;
- cresterea in volum la fierbere (minimum) - 2,5 ori.
Extra:
- aspect - suprafata neteda, translucida; in ruptura au un aspect sticlos;
- culoare - alb-galbuie uniforma;
- miros-gust - caracteristic, placut, fara miros si gust strain;
- corpuri straine - lipsa;
- infestare - nu se admite prezenta insectelor;
- comportarea la fierbere - dupa fierbere, pastele trebuie sa fie elastice, sa nu se lipeasca intre ele;
- cresterea in volum la fierbere (minimum) - 4 ori.
Super
- aspect - suprafata neteda translucida; in ruptura au aspect sticlos;
- culoare - galbuie-aurie uniforma;
- miros-gust - caracteristic, placut, fara gust si miros strain;
- corpuri straine - lipsa;
- infestare - nu se admite prezenta insectelor;
- comportarea la fierbere - dupa fierbere, pastele trebuie sa fie elastice, sa nu se lipeasca intre ele;
- cresterea in volum la fierbere (minimum) - 4 ori.
Pastele fainoase sunt produse usor digestibile si nutritive datorita continutului bogat in glucide si proteine; solicitate de cumparatori datorita proprietatilor gustative si variatelor utilizari culinare pe care le pot avea; cu conservabilitate ridicate.
Ele se prelucreaza rapid, comod, cu un randament ridicat. Din punct de vedere organoleptic, pastele fainoase trebuie sa prezinte suprafata neteda, fara urme de faina, cu aspect sticlos in sectiune, pentru pastele extra sau super, de culoare uniforma alba/alb-galbuie. Dupa fierbere trebuie sa fie elastice si sa nu se lipeascs intre ele. Din punct de vedere fizico-chimice, se apreciaza umiditatea, aciditatea, insusirile culinare, iar pentru macaroane si sarcian la rupere.
CAPITOLUL IV

Din punct de vedere organoleptic, pastele fainoase trebuie sa prezinte suprafata neteaa, fara urme de faina, cu aspect sticlos in sectiune, pentru pastele extra sau super, de culoare uniforma alba/alb-galbuie. Dupa fierbere trebuie sa fie elastice si sa nu se lipeascs intre ele. Din punct de vedere fizico-chimice, se apreciaza umiditatea, aciditatea, insusirile culinare, iar pentru macaroane si sarcian la rupere.
Tabelul 1. caracteristici fizico-chimice si mecanice ale pastelor fainoase
|
Caracteristici |
Paste fainoase obisnuite |
Paste fainoase extra |
Paste fainoase super |
|||
|
Simple |
Cu adaosuri |
Simple |
Cu adaosuri |
Simple |
Cu adaosuri |
|
|
Umiditatea, % maximum | ||||||
|
Aciditatea, grade maximum | ||||||
|
Crestera in volum la fierbere, % min. | ||||||
In ce priveste aspectul se are in vedere ca produsele sa fie netede , mate, fara urme de faina neframantata, fara deformari vizibile, elastice, rezistente la rupere si sticloase in sectiune. Gustul si mirosul sa fie placute, caracteristice pastelor fainoase. Nu se admit nici un fel de corpuri strine sau infestate de orice forma. La pastele ambulate se examineaza starea pungilor sau a cutiilor, precum si datele marcate specificate in normele de ambalare, depozatare si transport a produselor. Pastele fainoase au o Conservabilitate de 10-12 luni, in cazul pastelor fainoase din faina de grau, paroum,b sau orez si de 4-8 luni la cele cu diferite adaosuri ca: oua, tomate, spanac. Pastele de buna calitate isi maresc volumul de cel putin 2,5 ori, nu se lipesc la fierbere apa de ierbere este putin opalescenta si sedimentul redus.
Ambalarea si etichetarea pastelor fainoase
Produsele de morarit si panificatie prezinta particularitati de la o grupa la alta, in ceea ce priveste marcarea, ambalarea si depozitarea.
4.1. Marcarea se realizeaza prin:
litografie (la produsele ambalate in pungi, pachete)
etichete (la produsele ambalate in cutii, saci)
4.2.Ambalarea se face in functie de tipul produselor in:
pungi
pachete de hartie pergaminata, metalizata
celofan
polietilera
cutii de carton
lazi de lemn captusite cu hartie de ambalaj
saci (de iuta, de hartie)
4.3.Depozitarea se face in spatii de depozitare curate, uscate, bine aerisite, departe de produsele ce emana miros pronuntat; in timpul pastrarii trebuie sa asigure:
temperatura de
15-
umiditate relativa a aerului de 65-75 % (exceptie fac pastele fainoase: 60-65 %).
In produsele de morarit si panificatie pot sa apara modificari calitative (mucegairea, uscarea, gust acru, sarat, miez filant) cauzate fie de materia prima, de nerespectarea procesului tehnologic, fie de manipularea, transportul si mai ales conditiile necorespunzatoare de pastrare.
Pentru a evita aparitia acestor modificari calitative, se impun:
respectarea disciplinei tehnologice;
asigurarea parametrilor specificide pastrare (temperatura, umiditate specifica);
asigurarea conditiilor de igiena sanitara;
Modalitate de etichetare
Eticheta de marcare a produselor de panificatie si pastelor fainoase preambalate si destinate consumului uman vor contine urmatoarea informatie:
denumirea produsului ;
Denumirea va include natura adevarata a produsului, cu utilizarea cuvintelor sau frazelor aditionale, care sunt necesare pentru a evita inducerea in eroare sau confuzul consumatorului referiorr la natura si conditiile fizice ale produsului, modul si conditiile de prelucrare, carora a fost supus (copt, uscat, concentrat, reconstituit, etc);
lista ingredientelor;
Lista ingredientilor va avea in frunte sau va fi precedata de un titlu corespunzator, care consta din, sau include termenul 'ingredient', toate ingredientele vor fi enumerate in ordinea descrescanda a greutatii de intrare (m/m) la momentul fabricarii produsului
continutul net va fi declarat in sistem metrica;
denumirea producatorului: adresa, telefonul;
se indica denumirea responsabilului de inofensivitatea si calitatea produselor (producator, ambalator, distribuitor, exportator, importator sau vinzatorul cu redicata);
marca de produs (daca este inregistrata);
tara de origine;
data fabricarii;
termenul de comercializare;
conditiile de pastrare (dupa caz);
instructiuni de utilizare;
valoarea nutritiva si energetica per 100 g de produs;
indicativul documentului normativ, reglementarii tehnice, careia ii corespunde produsul;
codul cu bare (in cazul cind este stabilit);
informatia privind evaluarea conformitatii, conform legislatiei in vigoare;
lista aditivilor (in ordinea proportiei masei lor);
CAPITOLUL V

5.1 Norme de igiena privind protectia sanitara a alimentelor
Se interzice
folosirea de piese, scule, de dispozitive, furtunuri, garniture, aparatura de masura si control deteriorate sau in pericol iminent deteriorare;
stropirea sau spalarea pompelor, a tablourilor si conductorilor electrici cu apa existant pericol de electrocutare;
interventia la piesele si subansamblurile masinilor sau gresarea acestora in timpul functionarii;
executarea de improvizatii la instalatiile electrice , masini dispozitive si aparatura de masura si control;
folosirea pieselor aflate sub tensiune fara ca acestea sa fie protejate impotriva atingerii directe (cu capace, aparatura, ingradiri, etc.);
punerea in functiune a masinilor si instalatiilor,fara verificarea periodica a legaturii la nulul de protectie si functionarea corespunzatoare a tuturor aparaturilor de masura si control din dotare conform cartii tehnice;
deservirea instalatiilor si utilajelor, executare de interventii, analize de laborator de catre personal neinstruit care nu corespunde functiei prevazute de nomenclator pentru meseria respective;
mentinerea in dotarea masinilor oricaror piese dispozitive subansamble si aparaturi de masura si control care nu sunt in stare perfecta de functionare;
folosirea de cinducte de aburi si apa calda neizolate termic pentru a preveni pierderile de caldura si accidentele de natura tehnica;
exploatarea masinilor, instalatiilor, utilajelor fara cunoasterea perfecta a instructiunilor de exploatare care trebuie sa fie afisate la fiecare loc de munca;
prezentarea la locul de munca a personalului muncitor si ethnic, care nu poarta echipamentul sanitar si de protecite conform normativelor in vigoare;
parasirea locului de munca sau incredintarea instalatiilor unor personae neinstruite,prezenta altor personae straine in apropierea masinilor de functiune;
nerespectarea indicatiilor de montaj date de firma constructoare;
mentinerea in functiune a pompelor, separatoarelor, altor utilaje, a instalatiilor la care se constata zgomote suspecte;
folosirea sculelor, dispozitivelor, masinilor si instalatiilor in alte scopuri decat cele pentru care au fost construite;
folosirea in activitatea de spalare si curatire interioara a tancurilor de depozitare, vanelor si cazanelor, a echipamentului care se folosesc si in alte sectoare de activitate;
folosirea dezordonata a echipamentului de protectie, care prin prinderea de catre organele masinilor in misacare poate duce la accidente de munca;
blocarea spatiului in jurul masinilor si instalatilor cu ambalaje, produse sau alte obiecte;
fumatul in sectii si laboratoare, folosindu-se in acest scop numai locurile special amenajate;
folosirea conductelor care transporta apa rece, calda, abur care nu sunt vopsite in colori conventionale fundamentale (conform STAS 8589-1970);
amplasarea la distante mari a sistemelor de pornire si oprire a electromotoarelor, utilajelor si instalatiilor;
pastrarea in sectiile de productie, de obiecte, ambalaje, piese care sunt straine de acestea.
5.2NORME IGIENICO - SANITARE
Alimentatia detine un loc important in complexul de factori de care depinde starea de sanatate a populatiei.Orice aliment poate sa constituie sursa de imbolnavire, prezenta germenilor patogeni depinzand in mare masura de igiena procesului tehnologic, a utilajelor si spatiilor de lucru, precum si de igiena personala a muncitorilor.
In cazul produselor fainoase, respectarea masurilor igienico - sanitare este si mai stricta decat oricaror produse alimentare, intrucat, inainte de a fi consummate, ele nu mai sunt supuse operatii de pregatire care sa inlature bacteriile eventuale continute de acestea
CAPITOLUL VI

5.1. DETERMINAREA COMPORTARII
Intr-un cilindru gradat de 500 ml se introduce apa la temperatura camerei, pana la un anumit nivel. Se noteaza nivelul, se introduce apoi 50 g paste fainoase. Se agita cilindrul pentru indepartarea bulelor de aer dupa care se citese din nou nivelul apei. Diferenta dintre cele doua citiri reprezinta volumul ocupat de pastele fainoase.
Apoi se scurge apa din cilindru, iar pastele fainoase se trec intr-un vas cu apa fierbinte (cca 600 cm3 ) in care si fierb max 10 min, pastele cu f = 1,2 mm, 13 min pastele cu f 3 mm si 20 min cele cu dimensiuni mai mari.
Dupa terminarea fieberii se strecoara pastele printr-o sita si li se determina din nou volumul ( ca in primul caz ).
Cresterea de volum se calculeaza cu formula :
cresterea de volum = V1/V
V = volumul produsului inainte de fierbere;
V1= volumul produsului dupa fierbere (cm3 );
Caracteristici fizico-chimice
|
Caracteristici fizico/chimici |
Paste fainoase obisnuite |
Paste fainoase extra |
Paste fainoase super |
|||
|
simple |
cu adaosuri nutritive |
simple |
cu adaosuri nutritive |
simple |
cu adaosuri nutritive |
|
|
Umiditate % max | ||||||
|
Aciditate max | ||||||
|
Crestera in volum la fierbere % min | ||||||
|
Sarcina de rupere la incovoiere pt macaroane subtiri N (g . f) min | ||||||
|
- mijlocii | ||||||
|
- groase |
| |||||
g . f - gram forta
5.2 Determinarea umiditatii pastelor fainoase
Principiul metodei: O proba de paste fainoase se mentine la temperatura de 128 - 1320 C un anumit timp, pana ce toata apa libera se evapora, fara sa se modifice celelalte componente chimice.
Se determina pierderea de masa prin incalzire.
Aparatura si reactivi:
fiola de cantarire cu capac;
exicator ce contine CaCl2 anhidra;
cleste metalic;
balanta tehnica;
spatula;
mojar cu pistil;
etuva electrica termoreglabila.
Mod de lucru
Intr-o fiola de cantarire, adusa la masa constanta, se cantaresc cu precizie de 0,001 g, cca 5 g din proba pregatita pentru analiza. Fiola cu capacul deschis se introduce in etuva la 140 - 1450 C, dupa care temperatura scade brusc la 1300 C si se mentine la aceasta temperatura timp de 40 min. Dupa 15 min se scoate fiola din etuva, se acopera cu capacul, se introduce in exicator si se lasa 30 min pentru racire. Apoi se cantareste.
Calculul
% umiditate = [(m - m1)/m] x 100
m = masa probel de paste fainoase luata pentru determinare, g;
m1 = masa probei de paste fainoase dupa uscare, g.
Interpretare, rezultate
Conform STAS-ului umiditatii = max 12 %.
Aciditate = [( U x 0,1 x 100 )/ m] = (10 x U )/ m;
Aciditate = 3,5 pentru paste simple;
Aciditate = 4 paste cu oua
Faina tip 480
o determinarea se face numai in primele 2 - 3 zile de fabricare.
5.3 Analiza senzoriala a apei
Principiul metodei.
Metoda consta in determinarea cu ajutorul simturilor(vaz,miros,gust)a urmatorilor indici de calitate:aspect,gust si miros.
Aparatura si ustensile
1.Balon cu fund rotund
2.Sticla de ceas
3.Pahar Erlenmeyer
4.Trepied
Mod de lucru
Aspectul
1.Se toarna apa de analizat intr-un balon curat si uscat.
2.Se examineaza vizual proba
Apa trebuie sa fie: - transparenta
-curata
-incolora
Mirosul
1.Se toarna apa de analizat intr-un balon curat si uscat de ceas.
2.Se acopera cu o sticla de ceas.
3.Se incalzeste la
4.Se agita continutul balonului.
5.Se ridica sticla de ceas si se miroase aerul din balon.
Felul mirosului -de pamant
-aromatic
-de balta
-de lemn uscat
-de peste
-de mucegai
Gustul se determina numai cand este exclusa posibilitatea contaminarii cu boli sau a unei otraviri cu substante chimice;
Se introduc 200 ml apa la 15-
Se iau 15 ml si se tin in gura cateva secunde.
Intensitatea gustului se noteaza cu
0.Inodor
1.Foarte slab
2.Slab
3.Perceptibil
4.Pronuntat
5.Foarte puternic
ATENTIE Persoana care efectueaza determinarea nu trebuie sa consume alimente care ar putea produce modificarea gustului. Inainte de determinare se va clati gura cu apa fara gust si miros.

Tehnologia produselor fainoase - Gheorghe Moldoveanu - editura didactica si pedagogica - Bucuresti - 1971;
Utilajul si tehnologia panificatiei si produsele fainoase - Gh. Moldoveanu, M. Dragoi, N. Niculescu - editura pedagogica si didactica - Bucuresti - 1993;
Indrumator pentru industria alimentara - I. Otel, I. Rosenescu - editura tehnica - Bucuresti - 1987 - 1988;
Valoarea nutritiva a produselor alimentare - Segal Rodica - editura Ceres - Bucuresti - 1983;
Biochimia si tehnologia panificatiei - Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2000.
Chimia produselor alimentare Partea I - Dominica Cibanu - Editura Tehnica-Info Chisinau 2001.
Tehnologii, utilaje, retete si controlul calitatii in industria de panificatie, patiserie, cofetarie, biscuiti si paste fainoase - Coacerea si uscarea aluatului -Conf. Dr. Ing. Ec. Mihai Leonte - Editura Milenium Piatra-Neamt 2006.
ANEXA 1
v INSTALATII CU DOUA CUVE DE FRAMANTARE SUPRAPUSE:
ANEXA 2
v
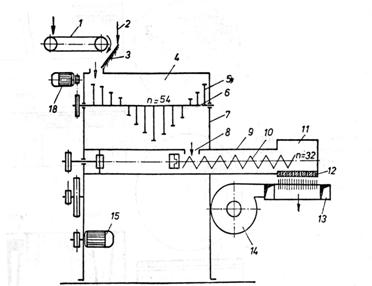
AGRAGAT DE FRAMANTARE - MODELARE
|
|
1 - banda dozatoare pentru faina 2 - dispozitive de alimentare cu alte materii 3 - distribuitor pentru lichide prin pulverizare 4 - cuva de framantare 5 - palete de amestecare 6 - ax 7 - capat al cuvei 8 - orificiu 9 - cilindru de presare 10 - melc de presare 11 - camera de omogenizare apresiunii 12 - matrita de modelare 13 - distribuitor de aer 14 - ventilator 15 si 16 - motoare electrice |
ANEXA 3
v ORIFICII DE MODELARE:
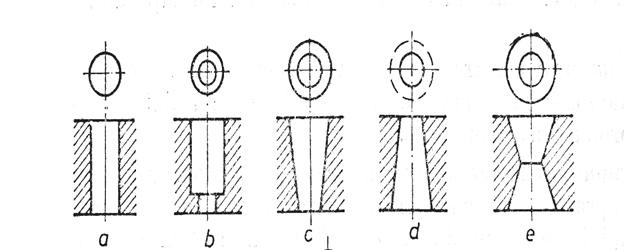
a - orificii cilindrice drepte
b - orificii cilindrice in trepte
c - orificii tronconice
d - orificii tronconice evazate
e - orificii cilindrice cu doua trunchiuri de con
ANEXA 4
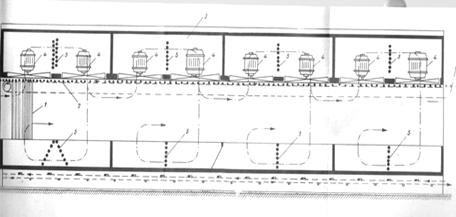
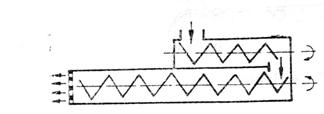
v PREUSCATOR CU FUCTIONARE CONTINUA PENTRU PASTE LUNGI, TIP PAVAN:
|
|
1 - fire de paste 2 - transportor cu lant 3 - camera prauscatorului tip tunnel 4 - doua ventiloare 5 - baterii de incalzire |
ANEXA 5
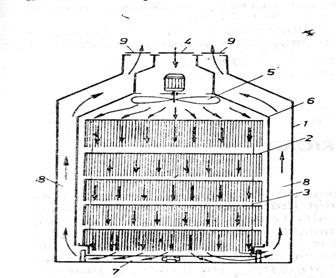
v USCATOR PERIODIC PENTRU USCARE PE VERGELE A PASTELOR LUNGI:
|
|
1 - camera 2 - vergele de aluat 3 - rastel mobil 4 - canal 5 - ventilator 6 - perete interminar 7 - canal orizontal 8 - canal vertical 9 - record evacuare |

|
Informatii nutritionale pe 100 g: |
|
|
Valoare energetica 350 Kcal |
Proteine |
|
Glucide |
Lipide |
|
Ingrediente: |
|
|
Faina alba de grau de calitate superioara, apa, oua (11%). Contine gluten. |
|
|
Greutate: |
|

|
Informatii nutritionale pe 100 g: |
|
|
Valoare energetica 365 Kcal |
Proteine |
|
Glucide: |
Lipide |
|
Ingrediente: |
|
|
Faina alba de grau de calitate superioara, apa. Contine gluten. |
|
|
Greutate: |
|





Copyright © 2025 - Toate drepturile rezervate
| Merceologie | |||
|
|||
|
| |||
|
| |||
|
|
|||