|







 |  |
|
| |
 | Afaceri | Agricultura | Economie | Management | Marketing | Protectia muncii |
| Transporturi |
Universitatea din Oradea
Facultatea Textile - Pielarie
Specializarea: Tehnologia confectiilor din piele si inlocuitor
Proiect de diploma
Coordonator
Conf. Univ. Ing.
Asist. Drd. Ing.
Absolvent:
ORADEA
Universitatea din Oradea
Facultatea de Textile - Pielarie
Specializarea: Tehnologia confectiilor din piele si inlocuitori
TEMA 1
PROIECTAREA CONSTRUCTIV TEHNOLOGICA A UNUI PRODUS DE INCALTAMINTE - PANTOF CU DESTINATIA FEMEI IN SISTEM DE CONFECTIE IL, PENTRU O SARCINA DE PRODUCTIE DE 1000 PERECHI PE ATELIER.

1.1. Date necesare proiectarii constructive a produsului
Incaltamintea ca obiect de uz personal destinat utilizarii curente sau in conditii speciale, are un caracter multifunctional. Incaltamintea trebuie sa pastreze forma estetica naturala a piciorului, ajutandu-l in indeplinirea rolului pe care il are acesta ca organ de mentinere si deplasare a corpului.
Multifunctionalitatea poate fi redata prin doua functii globale:
Functia utilitara .
Functia informational - estetica
Functia utilitara este data de:
functia de protectie
functia ortopedica
functia fiziologico-igienica
Functia de protectie are rolul de a proteja piciorul sub actiunea unor agenti agresivi ai mediului exterior: umezeala, caldura excesiva, frig, protectia contra unor agenti speciali: umiditate, produse petroliere, garsimi, acizi, radiatii, etc.
Functia ortopedica se refera la rolul pe care trebuie sa-l indeplineasca incaltamintea, de a mentine starea de sanatate al acestuia si de a-l ajuta sa-si indeplineasca rolul de sustinator al masei corpului si de transport.
Functia fiziologico-igienica este functia de asigurare a unui masaj usor a piciorului, prin proprietatile materialelor se evita exercitarea unor presiuni locale; asigurarea unui microclimat corespunzator fiziologiei normale a piciorului.
Se recomanda purtarea incaltamintei cu toc inalt de 25-40 mm, deoarece la aceasta inaltime se produce o modificare a pozitiei elementelor structurale ale sistemului de rezistenta care determina solicitarea minima a muschilor ducand la scaderea oboselii, realizarea unui masaj al piciorului si activarea circulatiei sangelui, iar o incaltaminte prea larga, precum s i una prea stramta pot impiedica piciorul sa-si exercite functiile.
Functia informationala se refera la informatii despre produs si despre purtator.
Functia estetica este rezultatul activitatii de creatie si a executiei tehnologice: incadrarea in tendintele modei, elemente decorative, proportia reperelor, finisaj, acuratetea executiei produsului.
1.2.Structura incaltamintei
Incaltamintea este alcatuita din repere, care in functie de pozitia pe care o au in
raport cu piciorul, pot fi grupate in ansamble si subansamble; astfel sunt doua ansambluri :
ansamblul superior
ansamblul inferior
Din punct de vedere al caracteristicior materialelor din care se structureaza, reperele componente ale ansamblului sunt confectionate din materiale naturale sau inlocuitori de piele, flexibile pentru ansamblul superior, rigide in marea lor majoritate pentru ansamblul inferior.
A. Ansamblul superior este alcatuti din urmatoarele subansambluri:
A.1 Subansamblul exterior este cel mai diversificat sub raportul numarului si configuratiei reperelor componente; aceste repere formeaza asa numitele fete ale incaltamintei.
reperele din partea anterioara: caputa + caramb; caputa; caramb exterior; decor.
Datorita solicitarilor complexe la care sunt supuse reperele subansamblului exterior atat in procesul de confectionare cat si in perioada exploatarii produsului (intindere si comprimare la formarea spatiala, incovoieri repetate, actiunea umiditatii, a prafului si a radiatiilor din exterior, actiunea transpiratiei din interior in timpul utilizarii produsului) o importanta deosebita o prezinta materialul din care urmeaza sa se obtina acest subansamblu. Astfel aceste materiale trebuie sa posede un ansamblu de proprietati printre care:
comportament elasto-plastic la solicitari de intindere;
rezistenta la intindere si sfasiere;
flexibilitate ridicata;
rezistenta la uzura prin frecare;
proprietatii igienice (permeabilitate la aer, la vapori de apa, transfer de caldura, indepartarea electricitatii statice) ;
proprietati estetice;
proprietati ecologice;
A.2.Subansamblul intermediar este format din :
repere rigide: staif si bombeu cu rol important in mentinerea formei spatiale a procesului in perioada utilizarii lui;
captuselile intermediare dau fermitate si rezistenta produsului de incaltaminte.
A. 3 Subasamblul inferior. Acest subansamblu e format din repere din diferite materiale ce formeaza captuselile exterioare. Acestea au rolul de a proteja suprafata dorsala a piciorului impotriva actiunii de erodare pe linia cusaturilor de imbinare a reperelor subansamblului exterior, precum si din partea reperelor rigide ale subansamblului intermediar (staif si bombeu).
Reperele acestui subansamblu sunt:
captuseala exterioara caputa + caramb
antiglisor
B. Ansamblul inferior cuprinde reperele amplasate sub partea plantara a piciorului. Este format din urmatoarele subansambluri:
B.1 Subansamblul interior cuprinde urmatoarele repere
- brantul, face legatura intre ansamblul superior si reperele ansamblului inferior, fiind si suprafata de sprijin a piciorului. Trebuie confectionat dintr-un material cu proprietati elasto-plastice. Plasticitatea asigurand preformarea suprafetei brantului. Trebuie sa fie un material cu rigiditate scazuta, cu capacitatea de absorbtie a umiditatii, sa aiba rezistenta la comprimare si tractiune, sa fie un material care sa aiba rezistenta la frecare.
- intaritura de brant este un reper care are rolul de a consolida brantul si a mari rezistenta imbinarii acestuia cu alte repere atunci cand imbinarea se face prin elemente de prindere. Este un carton dur pentru incaltaminte care intareste brantul in zona de calcai sau pe 2/3 din lumgimea brantului.
- glencul, se afla intre intaritura de brant si talpa. Are rolul de a sustine bolta longitudinala a piciorului si este confectionat din otel.
- acoperisul de brant este reperul plasat pe brant catre interiorul incaltamintei. Are un rol estetic. Se folosesc materiale cu proprietati igienice bune. De regula se foloseste acelasi material ca si captuselile exterioare (mesina, spalt) avand urmatorele caracteristici: capacitate de absorbtie, higroscopicitate, permeabilitate la vaporii de apa, rezistenta la uzura prin frecare, rezistenta culorii la frecare umeda si uscata.
B.3. Subansamblul exterior este format din: talpa, pentru a se asigura o deplasare buna talpa trebuie sa aiba aderenta la sol, capacitate de amortizare, rezistenta la uzura si la indoiri repetate si toc.
1.3 Definirea (caracteristicile) produsului
Fisa tehnologica reprezinta documentul ce sta la baza receptiei calitative a produsului in momentul incheierii contractelor de vanzare-cumparare incheiate intre producatori si beneficiari si a litigiilor intre cele doua parti contractante.
In fisa tehnologica sunt inscrise informatii si precizari referitoare la:
prezentarea articolului (Fisa de model);
forma si dimensiunile produsului;
materialele componente si caracteristicele acestora;
reguli de sortare;
reguli de prelucrare - asamblare;
reguli generale;
Documentatia tehnica ce se intocmeste in vederea proiectarii constructive a unui produs de incaltaminte ia in considerare urmatoarele:
felul incaltamintei sau sortimentul: pantof decoltat cu bereta;

destinatia: femei;
sistem de confectie: IL;
materiale de baza:
o pentru fete: - piele BOX cu fata naturala;
- piele BOX cu fata presata ;
o pentru captuseli exterioare : mesina;
inaltimea tocului: 80mm;
talpa: poliuretan
toc: poliuretan
Varianta de prezentare in sectiune este prezentata in figura 1.

Fisa de model
Felul incalatamintei: Pantof decoltat cu bereta;
Destinatia:
femei; 
Gama de marimi: 35-40;
Grupa produsului: de serie:
Materiale pentru-fete: piele Box FN
Captuseli exterioare: mesina
Sistem de confectie: IL
Modelul calapodului:V2053179;
Modelul talpii: talpa G1608 din PVC;
Marimea : 38;
Lungimea talpii calapodului: 240[mm]
Lungimea copiei medii 250[mm];
Articolul se confectioneaza pe calapoade tipizate, cu caracteristici dimensionale si tolerante conform STR 29122/1986, in gama de marimi si pontajul prezentat in tabelul nr. 1.
|
Seria de marimi |
Total % |
||||||
|
Frecventa(%) |
Caracteristicile materiei prime de baza si ale materialelor auxiliare
In etapa de proiectare a produsului cunoscand destinatia acestuia, domeniul sau de utilizare, clasa de calitate impusa, s-a procedat la alegerea modelului, precizarea componentei fiecarui ansamblu si subansamblu, cu stabilirea numarului de repere ce structureaza unitatea de produs (pereche).
1.4.1 Caracteristicile materiei prime de baza si ale materialelor auxiliare sunt prezentate in tabelul 2 pentru ansamblul superior si tabelul 2' pentru ansamblul inferior, fiind specificate si documentatia tehnica restrictiva necesara.
1.4.2 Materialele auxiliare folosite in cadrul procesului tehnologic al modelului pantof de femei sunt prezentate in tabelul 3.
Tabel 2
|
Ansamblul |
Subansamblul |
Denumire reper |
Semifabricat |
Document Tehnic restrictiv |
Categoria de grosimi |
Grosime nominala a reperului |
Caracteristici definitorii ale ansamblului ales |
Forme si dimensiuni | |
|
SUPERIOR |
Exterior |
Caputa + caramb |
BOX FN SI BOX FP (Cal I) |
B 0,5-0,8 |
-Alungire relativa la efort unitar de 1 daN/mm2 [%] =12÷28% -Alungire la crapare a fetei min[%]=70% din alungirea relativa constatata la rupere dar nu mai putin de 30% -Alungire relativa la rupere max[%] = 65% -Rezistenta la tractiune [daN/mm2]min 1,5÷2,5[daN/mm2] -Rezistenta la sfasiere a pielii [daN/cm] grosime min 30÷40[daN/cm] -Alungire relativa la rupere max[%] = 65% -Permeabilitate la vapori de apa [mg/24h ]min = 400[mg/24h ] |
Canate si piei intregi | |||
|
Caputa |
|||||||||
|
Caramb exterior |
|||||||||
|
Decor |
|||||||||
|
Intermediar |
Bombeu |
Plastoflex BS |
-t de plastifiEre=80-100 C -Latime=70+_5cm -grosime=0,75+_0,1mm -masa=500+_50 g/m |
Semifabricat | |||||
|
Staif rigid |
Talpa artificiala |
Grosime material=1,0-1,5mm |
Semifabricat | ||||||
|
Interior |
Captuseala caputa |
Tesatura termoadeziva cu legatura panza |
NII 34831-83 |
Masa (g/m2) Desimea (fire/10cm) Sarcina de rupere a fasiei de 50X200mm (N) Urzeala 240 Batatura 240 |
Suluri cu latimea 1000 x 120 [mm] | ||||
|
Captuseala ext carambi |
Mesina |
B 0,6÷0,9 |
-Umiditate maxima [%]=16% -Alungire [%]=12÷18% -Rezistenta la tractiune[daN/mm2]minin 1,7daN/mm2 -Rezistenta la sfasiere a pielii[daN/cm], min 50daN/cm -Alungire la rupere[%], maxim 50% -Rezistenta la craparea fetei [daN/cm], minim 8daN/cm -Indice de contractie [%], minim 10% |
Gat si poale | |||||
|
Antiglisor |
Tabel 2'
|
Ansamblul |
Subansamblul |
Denumire reper |
Semifabricat |
Document Tehnic restrictiv |
Categoria de grosimi |
Grosime nominala a reperului |
Caracteristici definitorii ale ansamblului ales |
Forme si dimensiuni |
|
INFERIOR |
Interior |
Brant |
Talp din fibre de piele |
STAS 7048-86 |
-duritate [grade Sh]=80grade Sh -rezistenta la rupere[daN/cm2], minim 80daN/cm2 -rezistenta la flexiuni repetate minim 50000 flexiuni -rezistenta la abraziune [mm3], maxim 350 mm3 -masa specifica [g/cm3] =1,35 g/cm3 -rezistenta la desprindere[N/cm], minim 40 N/cm |
Semifabricat |
||
|
Acoperis de brant |
Mesina |
B 0,6÷0,9 |
-Umiditate maxima [%]=16% -Alungire [%]=12÷18% -Rezistenta la tractiune[daN/mm2]minin 1,7daN/mm2 -Rezistenta la sfasiere a pielii[daN/cm], min 50daN/cm -Alungire la rupere[%], maxim 50% -Rezistenta la craparea fetei [daN/cm], minim 8daN/cm -Indice de contractie [%], minim 10% |
Gat si poale |
||||
|
Glenc |
Otel |
NTI 19331/86 |
-Rezistenta la flexiuni repetate minim 20000 flexiuni |
Semifabricat |
||||
|
Intaritura de brant |
Carton dur pentru incaltaminte |
Carton tip A 2,5 |
-Alungire relativa la rupere maxim [%]=25% -Rezistenta la tractiune minim 22% -Alungire relativa la efort unitar de 1 daN/mm2 [%] =10% |
Semifabricat |
||||
|
Exterior |
Talpa |
Talpa din poliuretan (prefabricate) |
-duritate [grade Sh]=80grade Sh -rezistenta la rupere[daN/cm2], minim 80daN/cm2 -rezistenta la flexiuni repetate minim 50000 flexiuni -rezistenta la abraziune [mm3], maxim 350 mm3 -masa specifica [g/cm3] =1,35 g/cm3 -rezistenta la desprindere[N/cm], minim 40 N/cm |
Semifabricat |
||||
|
Toc |
Toc din poliuretan |
Tabel 3
|
Categoria de materiale |
Denumirea materialului auxiliar |
Document tehnic respectiv |
Natura materialului auxiliar |
|
Textile |
Ate pentru cusut fete si captuseli |
STAS 1369/86 |
Fibre poliesterice SIWTRON |
|
Sfoara pentru legat comisioane |
STAS 1716/84 |
Fibre canepa |
|
|
Metalice |
Texuri pentru tragerea fetelor |
STAS 9015/54 |
OL38 |
|
Texuri pentru kaltzera |
STAS 2111/81 |
OL38 |
|
|
Texuri pentru fixare brant pe calapod |
STAS 2811/81 |
OL45 |
|
|
Cuie cu cap cilindric |
STAS 2111/81 |
OL45 |
|
|
Chimice |
Solutie de cauciuc natural |
N.I.D. 4509/76 |
Cauciuc nat. vulcanizat |
|
Adezivi pentru lipire fete din piele cat si talpa |
STAS 9351/81 |
Elastomeri uretanici |
|
|
Aderom |
Adeziv policloroprenic bicomponent |
||
|
Latex |
STAS 8798/73 |
Cauciuc sintetic |
|
|
Aracet |
STAS7058/80 |
Poliacetat de vinil |
|
|
Vopsea pentru retusare |
N.I. 4577/76 |
Solutie slab alcalina + pigment emulgator |
|
|
Ceara de retusat |
N.I.D. 4433/75 |
Ceruri minerale |
|
|
Solutie de spalat fete |
Detergent + 2H2O |
||
|
Termociment |
Romamid |
||
|
Apret |
N.I.D.27035/76 |
Cazeina |
|
|
Diverse |
Creioane pentru reparat defecte |
STAS 5845/72 |
Ceruri topite + umplututa |
|
Cutii individuale |
N.I.D. 4252/68 |
Carton duplex |
|
|
Hartie ambalaj sau matase |
STAS 3790/80 |
Celuloza |
|
|
Hartie abraziva |
STAS 1793/85 | ||
|
Folie pentru marcat |
Ceruri, parafina |
||
|
Etichete de hartie |
STAS 2491/66 |
Celuloza |
Indicatii generale privind marcarea, ambalarea, depozitarea si transportul produselor de incaltaminte.
Marcarea produselor de incaltaminte se face in conformitate cu prescricptiile din STAS 6341/87. A.S. se marcheaza cu urmatoarele semnificatii:
a) Marca de fabrica,
c) Numarul modelului,
d) Data fabricatiei,
e) Numarul de program si de comision,
f) Numarul standardului de produs,
g) Semnul organului de control tehnic al calitatii.
Specificatiile a,b,c,d,e,f, se inscriu in interiorul incaltamintei partea superioara a captuselii exterioare a carambului, pe fiecare bucata din pereche.
La incaltamintea la care nu e posibila marcarea pe caramb, aceasta se face pe o alta piesa din interior sau pe o panglica atasata astfel incat inscricptia sa fie vizibila si estetica.
Specificatia g se inscrie pe o singura bucata din pereche.
A.I. se marcheazaa prin poansonare, cu specificatiile:
a) Marca de fabricatie a intreprinderii producatoare,
b) Marimea,
c) Pretul de vanzare cu amanuntul,
d) Clasa de calitate.
Marcarea se face in exterior, pe talpa la fiecare bucata din pereche. La
incaltamintea cu talpa din cauciuc sau din alte sortimente se face din interiorul incaltamintei pe acoperisul de brant sau pe talonet trecandu-se numai specificatiile b,c,d.
Inaltimea cifrelor pentru marcarea incaltamintei trebuie sa fie de 4-6 mm de aceeasi marime pentru orice semnificatie.
Marcarea trebuie sa fie facuta vizibil, rezistent si estetic conform mostrei omologate sau a intelegerii intre parti.
Marcarea ambalajelor
Ambalajele sunt marcate diferentiat. Marcarea ambalajelor individuale cuprinde specificatiile:
a) Marca de fabrica a intreprinderii,
b) Denumirea produsului,
c) Marimea,
d) Numarul modelului,
e) Felul materialului de fata si culoare,
f) Felul materialului de talpa,
g) Pretul de vanzare cu amanuntul,
h) Clasa de calitate,
i) Numarul standardului de produs,
La incaltamintea pentru copii, etichetele vor fi diferentiate prin culori distincte, in
functie de marime, astfel:
-170÷190 mm: verde,
-195÷205 mm: albastru,
-210÷235 mm: violet.
Marcarea ambalajelor colective si de transport
Ambalajele colective si de transport se marcheaza prin etichetarea cu urmatoarele specificatii:
a) Marca de fabricatie a intreprinderi producatoare,
b) Denumirea produsului,
c) Marimea,
d) Felul materialului de fata si culoare,
e) Felul materialului de talpa,
f) Numarul de perechi din fiecare marime,
g) Numarul modelului,
h) Clasa de calitate.
Ambalarea
Fiecare pereche de incaltaminte se ambaleaza intr-o cutie de carton sau mucava. Cele doua bucati se invelesc in hartie, separandu-le intre ele. Se foloseste hartie de matase, conform STAS 3790/80 pentru incaltaminte de lux si hartie de uz general, conform STAS 82/80, la celelalte sortimente de incaltaminte. Fiecare pereche astfel invelita se introduce intr-o cutie de cartyon, STAS 10475/83.
Se poate ambala cate 10 perechi de incaltaminte de aceeasi culoare, sortiment, model si marime, in ambalaje colective cu separator fagure. Sortimentele de incaltaminte care pot fi ambalate in acest fel, precum si numarul perechilor din cutie se stabileste prin conventie intre parti. Cutiile individuale si cele colective se introduc in containere, palete sau lazi care trebuie sa fie curate, uscate si in buna stare.
Cu acordul partilor, cutiile individuale, legate in pachete, cate cinci in cruce sau cele colective pot fi introdu-se direct in mijloacele de transport, daca sunt asigurate masurile necesare pentru un transport corespunzator.
Depozitare si transport
Depozitarea incaltamintei se face in incaperi uscate, aerisite, ferite de intemperii cu temperatura cuprinsa intre 10-25sC si umiditatea relativa a aerului de 65% la distanta de cel putin 1 m de orice sursa de caldura.
Cutiile de incaltaminte se depoziteaza pe rafturi sau stilaje. In lipsa acestora, incaltamintea se poate depozita pe un gratar situat la 15÷20 cm distanta de la podea, in stive de 10-12 cutii suprapuse.
Distanta dintre stilaje, rafturi si pereti sa fie de minim 0,7m.
Transportul incaltamintei se realizeaza cu diferite mijloace de transport, acoperite pentru protejarea incaltamintei de actiunea directa a intemperii.
Pe pardoseala mijlocului de transport si deasupra ambalajelor se aseaza hartie pentrup rotectia ambalajelor.
2. Proiectarea constructiva a produsului si calculul necesarului de material
2.1.1. Obtinerea desfasuratei medii conventionale a calapodului
La baza elaborarii constructiei incaltamintei sta copia suprafetei plantare a calapodului. Problema aflarii desfasuratei calapodului este foarte complexa, deoarece calapodul nu este un corp geometric cu o forma determinata, care sa permita utilizarea metodelor obisnuite de desfasurare, folosite in geometria descriptiva. Cele mai dificile probleme le ridica desfasurarea suprafetei dorsale a calapodului.
Desfasurarea suprafetei dorsale a calapodului ridica doua probleme care afecteaza precizia:
mularea cat mai fidela a unui material ajusat pe suprafata dorsala a calapodului;
aplatizarea acestui invelis (copie) cu erori de desfasurarea tangentiala cat mai mici.
In legatura cu particularitatile constructive ale semifabricantului materialul ajutator utilizat, metoda de copiere si metoda de aplatizare folosita, suprafata dorsala a calapodului poate fi:
desfasurata in intregime, obtinand o copie unica a intregii suprafete dorsale (metoda imbracarii calapodului cu folie termoplastica);
separata in doua suprafete si desfasurarea succesiva a suprafetelor laterale interioare si exterioare ale calapodului;
separata in mai multe zone in cadrul constructiilor de tip spatial si desfasurarea separata a acestor zone cu mentinerea la lungimea constanta a contururilor comune;
In prezent exista cateva metode de desfasurare a suprafetei dorsale a calapodului care permit obtinerea unei copii medii de precizie satisfacatoare si pe care sa se realizeze o
proiectare a fetelor caracterizate printr-o buna capacitate de formare a semifabricatului pe calapod. Dintre acestea se mentioneaza:
metoda de desfasurare prin imbracarea calapodului cu hartie sau carton subtire;
metoda de desfasurare prin imbracarea calapodului cu material textil de tipul "netesuta"
metoda de desfasurare prin imbracarea suprafetei dorsale a calapodului cu folie rigida(teroplastica).
Insemarea calapodului
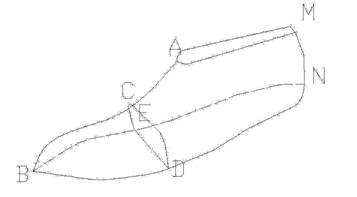
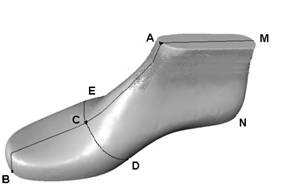
Dupa verificarea formei si dimensionilor calapodului pe suprafata dorsala a acestuia se traseaza o serie de linii de reperare si a unor puncte de control. Suprafata dorsala este delimitata de suprafata platformei si de cea a talpii prin muchiile de separare vizibile pe calapod.
Suprafata dorsala a calapodului se delimiteaza in suprafata laterala interioara si respectiv exterioara prin trasarea in zona de calcai a liniei de separatie MN obtinuta prin unirea punctului extrem posterior al platformei, M, cu punctul extrem posterior al talpii calapodului, N, si o linie de separatie AB in zona anterioara, trasata prin unirea punctului extrem anterior al platformei, A, cu punctul extrem anterior al talpii calapodului, B.
Cele doua linii de separatii sunt rezultatul intersectiei calapodului cu un plan vertical axial longitudinal ce trece prin punctele de bombare maxima in zona de rezistenta si de varf, in partea anterioara si punctul de bombare maxima la calcai in zona posterioara.
Se marcheaza de asemenea, pe suprafetele laterale interioara si exterioara, in zona degetelor, punctele de bombare maxima D, respectiv E.
Cu ajutorul unei benzi flexibile (o fasie de hartie de 5 mm latime) se unesc cele doua puncte, trasandu-se asa numita "linie a degetelor".
La intersectia linei ED cu linia de separare AB se marcheaza pe calapod punctul C, acesta fiind punctul de control ce serveste la stabilirea orientativa a deschiderii caputei.
 Copierea cu hartie se realizeaza prin mularea
si lipirea unor sabloane de hartie, pregatite anterior, pe suprafetele
laterale ale calapodului.
Copierea cu hartie se realizeaza prin mularea
si lipirea unor sabloane de hartie, pregatite anterior, pe suprafetele
laterale ale calapodului.
Pentru obtinerea acestor sabloane se aseaza calapodul cu planul talpii intr-o pozitie aproximativ perpendiculara pe planul hartiei si cu creionul in pozitie verticala se contureaza profilul calapodului. Se indeparteaza calapodul, iar la profilul obtinut se adauga o rezerva de 15 - 30 mm obtinandu-se conturul sablonului pe hartie.
Pe suprafata sablonului se traseaza o fasie centrala avand latimea de 10 - 20 mm unind zona de varf a sablonului cu mijlocul curburii posterioare. Directia acestei fasii coincide cu directia de maxima tensionare a fetelor in procesul formarii spatiale pe calapod. Apoi se procedeaza la despicarea suprafetei sablonului in fasii orientate dupa directia normala a conturului si avand latimea de circa 10 mm.
Sablonul astfel pregatit se va fixa pe suprafata laterala a calapodului, in lungul fasiei centrale cu elemente de prindere apoi fiecare fasie se aplica din aproape in aproape pe suprafata calapodului fara aparitia unor tensiuni suplimentare in fasii in zona de varf care ar putea conduce la pozitii anormale a varfului copiei.
Dupa mulare, pe sablon se traseaza cele patru linii de separare a suprafetei, respectiv linia de separare AM in zona anterioara, linia de separare MN in zona posterioara si liniile AM si BN corespunzatoare muchiilor calapodului


Elaborarea constructiei pentru diverse articole de incaltaminte are la baza desfasurata conventionala a calapodului pe care urmeaza sa se confectioneze produsul.
Reperele componente ale produdului proiectat trebuie sa aiba urmatoarele proprietati:
reperele de fete, obtinute prin detalierea desenului de baza, trebuie sa
conduca dupa asamblare la obtinerea unui semifabricat cu o buna capacitate de formare spatiala pe calapod;
configuratia reperelor trebuie stabilita in functie de constructia anatomica a piciorului, evitandu-se plasarea liniilor de imbinare a reperelor in zonele de maxima mobilitate ale piciorlui;
reperele de fete trebuie sa corespunda dimensiunilor calapodului pe care se vor forma spatial fara rezerve mari;
proiectarea reperelor trebuie facuta luand in considerare deformarea sistemului de materiale, pentru a preveni denaturarea curburilor;
trebuie tinut seama de grosimea reperelor intermediare (staif, bombeu) pentru prevenirea deplasarii liniilor fetei.
Pentru respectarea acestor principii este necesar ca pe copia medie sa se traseze o serie de linii de baza, linii care reprezinta urmele verticale ale unor plane de profil ce sectioneaza piciorul considerat in pozitie ortostatica, fara ridicarea calcaiului pe toc, printr-o serie de puncte anatomice importante. Liniile de baza vor fi duse pe desfasurata medie conventionala a calapodului in functie de anumiti coeficienti. S-au obtinut, pe baza corelatiilor intre parametrii antropometrici ai piciorului si sectiunile ce definesc liniile de baza, coeficientii pentru calculul pozitiei liniilor de baza.
Folosind ca dimensiune de referinta lungimea desfasuratei medii a calapodului Lcm si aplicand coeficienti precizati in tabelul numarul 3, se defineste pozitia fiecarei linii de baza, dupa cum urmeaza:
Aceasta este formula Xi=a*Lcm. In acest caz Lcm=250mm
Tabelul nr.3.
|
Linia de baza de calcul |
Punctul anatomic Xi |
Coeficient a |
|
I |
Centrul maleolei interne | |
|
II |
Punctul de indoire a piciorului | |
|
III |
Punctul de mijloc al piciorului | |
|
IV |
Centrul articulatiei MTF I | |
|
V |
Varful degetului mic (V) |
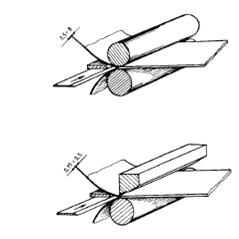
 Bombeul, cusaturile
de imbinare dintre varf si caputa ar trebui plasate in fata
punctului extrem anterior al degetului V, in caz contrar marginea bombeului
si a varfului vine in contact cu suprafata dorsala a piciorului creand
senzatii dureroase in mers.
Bombeul, cusaturile
de imbinare dintre varf si caputa ar trebui plasate in fata
punctului extrem anterior al degetului V, in caz contrar marginea bombeului
si a varfului vine in contact cu suprafata dorsala a piciorului creand
senzatii dureroase in mers.
Curbura caputei trebuie trasata orientativ la jumatatea intervalului dintre capetele metatarsienelor V si I. Daca se deplaseaza mai jos, cusatura de imbinare dintre caramb si caputa cade in regiunea de maxima deformatie, rezultand ruperea rapida a imbinarii.
Pentru trasarea liniilor de baza copia medie se plaseaza intr-un sistem de referinta xOy. Pe axa Oy se marcheaza segmentul O1 = ht. Punctul P este situat pe axa Ox, la distanta 1P = 0,62·Lcm
Se plaseaza desfasurata medie conventionala cu punctul postero-inferior in punctul 1 si se roteste in partea anterioara astfel incat punctul P sa se afle situat la jumatatea intervalului intre cele doua contururi ale copiei in zona degetelor sau cu conturul inferior tangent la Ox in punctul P daca desfasurata are un singur contur in zona degetelor. Asezand desfasurata medie conventionala in aceasta pozitie se traseaza conturul ei.
Dupa directia 1P se duce axa O'x',axa O'y' fiind perpendiculara pe axa O'x' si tangenta la conturul posterior al copiei medii. Cele cinci linii de baza se traseaza pe copia medie perpendiculara pe axa O'x', la distantele Xi calculate.
Pe langa liniile de baza, reteaua de constructie este completata si cu o serie de linii ajutatoare astfel:
linia CP -linia degetelor- punctul C marcand intersectia liniei de baza IV cu copia medie; aceasta linie foloseste orientativ la stbilirea deschiderii caputei la pantoful decoltat;
linia ajutatoare ![]() - folosita la definirea
conturului superior al carambului la pantofi, punctul 2 se afla pe linia CP la distanta
- folosita la definirea
conturului superior al carambului la pantofi, punctul 2 se afla pe linia CP la distanta ![]() mm, iar pozitia punctului 4
marcheaza inaltimea carambului la spate, pe linia curba 14.
mm, iar pozitia punctului 4
marcheaza inaltimea carambului la spate, pe linia curba 14.
linia ajutatoare ![]() serveste la definirea
conturului superior al staifului si a aripilor caputei; segmentul
serveste la definirea
conturului superior al staifului si a aripilor caputei; segmentul
 .
.
linia ![]() permite trasarea ulterioara a
conturului antero-posterior al carambului;
permite trasarea ulterioara a
conturului antero-posterior al carambului;
punctul 5 se afla la jumatatea intervalului marcat de liniile de baza
II si III, iar linia ![]() este orientata sub un unghi 1200
fata de linia
este orientata sub un unghi 1200
fata de linia ![]()
linia mediana a caputei, ![]() trasata in functie de configuratia
spatiala a calapodului in zona degetelor si a varfului se
traseaza tangenta in punctul de maxim bombament (B) al copiei in zona varfului
daca calapodul are varful tesit sau usor bombat si coborat
cu 2÷3 mm sub punctul B in cazul calapoadelor la care varful este puternic bombat.
trasata in functie de configuratia
spatiala a calapodului in zona degetelor si a varfului se
traseaza tangenta in punctul de maxim bombament (B) al copiei in zona varfului
daca calapodul are varful tesit sau usor bombat si coborat
cu 2÷3 mm sub punctul B in cazul calapoadelor la care varful este puternic bombat.
Marimea rezervei de tragere depinde de:
constructia semifabricatului;
deformabilitatea materialelor folosite;
grosimea reperelor;
grosimea brantului;
metoda de formare a semifabricantului;
sistemul de confectie etc.
Rezerva se stabileste in cele mai caracteristice puncte ale conturului inferior al copiei medii: in zona degetelor, a glencului si a calcaiului masurandu-se pe directia normala la curbura caracterului inferior al copiei medii.
Punctele obtinute se unesc printr-o curbura continua avand aceeasi aliura ca si conturul inferior al copiei.
Avand in vedere ca in regiunea inferiora copia medie prezinta de regula ambele contururi, mentionand astfel pe caputa aceeasi asimetrie ca si pentru calapod.
Valorile se vor adopta din tabel diferentiat in functie de derformabilitatea materialelor.
La modelul prezentat eu am adoptat o rezerva tehnologica de 10mm in zona de varf, de 17 mm in zona de calcai si pe restul conturului de 16mm.
2.1.4.Proiectarea repelor ansamblului superior.
Pantoful decoltat pentru femei, spre deosebire de alte tipuri constructive, au o silueta originala, determinata de linia unica a marginii superioare a crambilor si a decolteului caputei.
Mentinerea pe picior se asigura datorita tensiunii marginii superioare a carambului si a staifului rigid. Forma deschiderii fetelor poate fi diferita in functie de moda, inaltimea tocului, destinatia incaltamintei, materialul pentru fete. Astfel, aceasta poate fi simetrica sau asimetrica, in cazul formei simetrice decolteul poate fi oval, circular sau patrat.
Forma decolteului caputei si marginea superioara a carambilor trebuie astfel proiectate incat sa asigure comoditate in utilizarea incaltamintei. In timpul mersului marginea superioara a fetelor trebuie sa adere deplin la picior, marginea decolteului caputei nu trebuie sa traumatizeze suprafata dorsala a piciorului, iar caputa trebuie sa acopere falangele degetelor si sa evite traumatizarea articulatiei metatarso-falangiene I.
Forma decolteului poate fi adanca (descopera o mare parte din suprafata dorsala a piciorului) sau inchisa. Adancimea decolteului trebuie sa fie corelata cu inaltimea tocului. Inaltimea tocului influenteaza direct amplitudinea miscarii de flexiune-extensie a piciorului in articulatiile metatarso-falangiene in timpul exploatarii incaltamintei. Incaltamintea cu toc inalt se poate proiecta fie cu decolteu adanc, fie inchis, iar marginea superioara se proiecteaza asimetric in regiunea boltii piciorului. Se recomanda ca latura interioara sa fie mai ridicata cu 3÷10 mm pentru a acoperii corespunzator adancitura naturala de pe suprafata interioara a piciorului, asimetria crescand odata cu cresterea inaltimii tocului. Se recomada ca inaltimea carambilor la spate sa se mareasca cu 3÷4 mm fata de marimea prevazuta in normative.
La construirea desenului de baza al pantofilor decupati pentru femei reprezentarea copiei medii, trasarea retelei de constructie si a rezervei de tragere se vor face conform indicatiilor din capitolul anterior.
2.1.4.1.Priectarea subansamblului exterior(fete)
Dupa inscrierea copiei medii a calapodului in sistemul
de referinta se traseaza reteaua de constructie cu cele 5
linii de baza si liniile ajutatoare ![]() ,
,![]() si
si ![]() .
.
La trasarea conturului posterior al pantofului, linia superioara a fetelor se micsoreaza cu 2÷5 mm (segmentul 44') fata de copia medie pentru a asigura tensionarea marginii superioare a semifabricatului in procesul formarii spatiale. Punctul 4 caracterizeaza pozitia inaltimii la spate pentru acest sortiment. Conturul posterior va fi reprezentat sub forma unei curbe line ce trece prin punctul 4' si continua conturul posterior al copiei medii prelungindu-se pana la intersectia cu linia rezervei de tragere.
Pentru proiectarea conturului superior la pantoful decupat se folosesc liniile ajutatoare 42, 42' si 42", unde:
linia 42' reprezinta limita superioara a decolteului
linia 42" reprezinta linia inferioara a decolteului.
22'=22"=1⁄6CP
Cu cat decolteul este mai adanc, cu atat linia marginii superioare a carambului trebuie sa fie mai ridicata si invers. Adancimea decolteului caputei este determinata de pozitia punctului C, care se situeaza in limitele intervalului C1-C2 astfel incat:
pentru incaltamintea cu toc inalt CC1-CC2 = 0÷8 mm
Ca rezultat al intinderii semifabricatului la formarea spatiala pe calapod, linia decolteului se modifica. Punctul C se deplaseaza in directia varfului pe distanta m=4÷8 mm (deplasare conditionata de forma decolteului, silueta calapodului, deformabilitatea sistemului de materiale), iar marginea carambului se ridica in zona glencului pe distanta n, aceasta deplasare transversala a liniei carambului in zona glencului fiind de 2÷4 mm. Pentru a se pastra forma decolteului pe incaltamintea finita se va proiecta linia conturului
decolteului deplasand punctul C catre calcai cu marimea "m" si coborand marginea superioara a carambilor in zona de glenc cu marimea "n".
Pozitia liniei de indoire a caputei (linia mediana) influenteaza marimea deschiderii aripilor carambilor (caputei) reprezentata de distanta dintre carambul exterior si carambul interior, egala cu dublul distantei 4'A. Orientativ se recomanda ca in functie de inaltimea tocului marimea segmentului 4'A sa se determine cu relatia:
4'A=(ht-60) ⁄ 2, unde: ht=inaltimea tocului; ht=80 mm
4'A=10 mm
Pentru a asigura distanta recomandata intre aripile caputei, practic se va proceda la rotirea aripilor modelului, dupa definitivarea liniei superioare.
2.1.4.2.Proiectarea subansamblului interior (captuselile exterioare)
Captuseala exterioara indeplineste functii importante atat in procesul confectionarii incaltamintei cat si in cel de utilizare a acesteia:
- diminueaza posibilitatea de rupere a fetelor in procesul formarii spttiale prin preluarea unei parti din efortul de intindere la care este supus semifabricatul;
- protejeaza suprafata dorsala piciorului de presiunile ce pot aparea in zona cusaturilor de imbinare existente pe subansamblul exterior;
- evita contactul direct al piciorului cu reperele rigide ale ansamblului superior (staif si bombeu);
- imbunatatesste proprietatile igienice si estetice ale incaltamintei;
- previne deformarea fetelor in timpul purtarii produsului, asigurand stabilitatea formei spatiale si deci pastrarea in timp a aspectului estetic al produsului.
Alegerea rationala a materialelor din care se confectioneaza reperele captuselii exterioare trebuie sa aiba in vedere solicitarile specifice diverselor zone ale semifabricatului atat in timpul confectionarii cat si la utilizarea incaltamintei. Astfel, reperele captuselii exterioare sunt supuse acelorasi solicitari ca si reperele subansamblului
exterior, intindere la formarea prin tragere pe calapod in mod deosebit in zona anterioara si la indoiri repetate in zona anterioara si la indoiri repetate in zona situata deasupra articulatiei metatarso-falangiene la purtarea produsului.
Pentru prevenirea deformarii incaltamintei in zona supusa solicitarilor la indoiri repetate si recomandata ca reperul component al captuselii exterioare in aceasta zona (captuseala exterioara a captuselii) sa fie din material textil (de exemplu, tesatura cu legatura atlas).
Pielea are o alungire si o rezistenta la tractiune mai mare decat tesatura. La valori mici ale efortului pielea are o extensibilitate mai mare decat tesatura.
In timpul purtarii incaltamintei se distrug intial captuseala si dupa aceea piele de fete. Tesatura este solicitata mai puternic deteriorandu-se mai repede si datorita actiunii transpiratiei.
Daca s-ar utiliza pentru captuseala exterioara a caputei materiale cu proprietati de deformabilitate si rezistenta apropiate celei de piei naturale, s-ar deforma exagerat incaltamintea in zona de indoiri repetate.
In timpul purtarii incaltamintei, ca urmare a usoarelor alunecari ale piciorului in raport cu suprafata de reazem, atat in directie longitudinala cat si transversala si produce o intensa uzura prin frecare a captuselii in zona de calcai, la marginea superioara a carambului si in zona de rist, motiv pentru care reperele captuselii exterioare in aceste zone se recomanda sa fie din piei de captuseala si nu din materiale textile, asa cum se recomanda in zona anterioara.
La baza elaborarii constructiei captuselilor exterioare sta desenul de baza al fetelor fara rezerve de prelucrare a marginilor vizibile si de coasere, avand reprezentata doar rezerva de tragere.
Constructia captuselilor exterioare a modelului prezentat este realizat in varianta captuselii libere la care captuseala carambului si capuisela caputei formeaza o singura
bucata.
Constructia captuselii exterioare.
Captuseala exterioara a modelului este realizata in varianta captuseala libera. Piesele ce alcatuiesc captuseala exterioara sunt: captuseala caputei + captuseala carambului,
antiglisor. In zona anterioara captuseala din piele are o latime de 16÷18 mm.
2.1.4.3 Proiectarea subansamblului intermediar
Proiectarea staifului rigid
Rolul acestui reper este de a rigidiza si de a mentine forma spatiala a zonei de calcai a incaltamintei, asigurandu-se totodata un contact cat mai fidel intre incaltaminte si picior in perioada utilizarii acesteia.
Forma staifului depinde de:
- forma zonei de calcai a calapodului;
- inaltimea tocului;
- particularitati constructive ale ansamblului superior.
Daca se scoate mulajul obtinut prin imbracarea zonei de calcai a calapodului cu folii de material termoplastic si se aplatizeaza dupa crestare, se poate obtine desfasurata conventionala a staifului al carui contur depinde de modul de aplatizare. Odata cu modificarea pozitiei fasiei neutre si a taieturilor marginale, se modifica unghiul de inclinare al aripilor staifului si o data cu aceasta, lungimea conturlui superior si a celui inferior ale staifului, comporativ cu lungimea zonei corespondente pe suprafata calapodului.
La aplatizare, lungimea conturului superior si a celui inferior se mareste odata cu cresterea distantarii fasiilor Δls, respectiv Δli. Care reprezinta suma lungimiilor distantarilor la partea superioara si respectiv inferioara a conturului. Este necesar ca marginea superioara a staifului dupa formare, sa nu aiba posibilitatea de intindere libera la prelucrarea staifului si ca urmare proiecatrea reperului plan se realizeaza in conditiile in
care aripile staifului sunt inclinate in sus fata de orizontala si deci ΣΔls se micsoreaza.
Conturul inferior al staifului va trebui sa corespunda conturului inferior al sectiunii verticale longitudinale a calapodului. Segmentul OB pana la sectiunea 0,41·Lp este aproape o linie dreapta de aceea conturul inferior al staifului in aceasta zona se traseaza sub forma de linie dreapta. Din punctul B conturul inferior al sectiunii verticale longitudinale a calapodului isi modifica directia dupa unghiul β, in concordanta cu inaltimea tocului.
Lungimea aripilor staifului trebuie corelata de asemenea cu inaltimea tocului tocmai a asigura stabilitate ridicata piciorului in incaltaminte.
La construirea staifului la modelul prezentat s-au folosit urmatorii parametrii constructivi:
- unghiul α=50
- unghiul β=240
- lungimea=0,54[ %]din Lcm
Conturul superior al staifului se traseaza usor rotunjit tocmai pentru a asigura un contact cat mai fidel al staifului la picior.
Rezerva de tragere la partea inferioara, datorita sistemului de confectie IL, este de 15 mm.
Proiectarea bombeului
Bombeul este reperul rigid al subansamblului intermediar fixat intre fete si captueli in zona de varf. El are rolul de a mentine stabilitatea acestei zone in procesul purtarii incaltamintei si de a preveni traumatismele mecanice asupra degetelor.
La baza proiectarii bombeului sta conturul zonei de varf a caputei si a copiei medii, cu linia de baza V.
Lungimea bombeului pe linia mediana fara rezerva de tragere, in functie de particularitatile constructive ale fetelor se recomanda sa se determine cu relatia :
Aripa bombeului se proiecteaza pana la nivelul liniei de baza V. Conturul inferior al bombeului se proiecteza mai mic decat conturul rezervei de tragere a fetelor cu marimea d=6÷8 mm.
Pentru semifabricatele in volum bombeul trebuie sa ajunga pana la nivelul cusaturii fetelor cu brantul, la partea superioara conturul sau fiind cu 2÷3 mm mai mic
decat cel al fasiei.
2.1.5 Proiectarea reperelor ansamblului inferior
Proiectatrea brantului
Obtinerea desfasuratei suprafetei plantare, care reprezinta de fapt brantul se realizeaza prin copierea cu material textile de tip netesut sau cu hartie.
Se aseaza calapodul pe hartie si se copie suprafata palntara la care se lasa o rezerva de 15 ÷ 20 mm. Hartia se muleaza apoi pe suprafata plantara dupa ce in prealabil a fost unsa cu solutie de cauciuc natural.
Pentru o cat mai buna asezare pe suprafata calapodului, materialul de copiere este crestat in zona glencului, obtinandu-se fasii de 5÷10mm latime si 20÷35mm adancime.
Se marcheaza linia de separatie intre suprafata dorsala si cea plantara a calapodului si se decupeaza obtinandu-se conturul desfasuratei suprafetei plantare a calapodului.
Penru obtinerea brantului la conturul suprafetei plantare se adauga o rezerva de 2 mm lateral pentru a se putea realize coaserea fetelor de brant.
Acoperisul de brant se obtine avand ca baza conturul suprafetei plantare a calapodului. In cazul acoperirii brantului pe intreaga uprafata, in zona varfului acesta se proiecteaza cu 3÷4 mm mai putin pentru evitarea cutelor. In zonele laterale si spre calcai se mareste conturul in functie de zona.

2.2.Calculul consumului specific pentru materiale prime de baza
2.2.1 Estimarea normelor de consum la piei pe baza asezarilor teoretice
In afara de utilizarea corespunzatoare a zonelor topografice de piele in procesul croirii trebuie acordata o mare atentie utilizarii economice ale materialelor (65-70% din costul de incaltamintei fiind determinat de costul materiilor prime).
Acest lucru trebuie sa atraga atentia asupra necesitatii reducerii consumului de material, actionandu-se in doua directii:
- proiectarea rationala a contururilor reperelor componente (contururi ce sa permita o asezare cat mai compacta pe suprafata materialului).
- utilizarea rationala a materialului de croire care depinde de o serie de factori:
forma si dimensiunile materialelor;
raportul de marime intre repere si material;
varianta de asezare adoptata;
tehnologia de taiere;
calificarea muncitorului.
Factorii implicati in consumul de materii prime, tip de piei de fete sunt:
- aria neta a fiecarui reper si a restului de repere (determinta prin planimetrare(dm2)
- perimetrul fiecarui reper si perimetrul setului de repere in dm.
Prin elaborarea modelelor de asezare teoretica a reperelor de fete, necesare estimarii consumurilor, s-au obtinut :
aria paralelogramului corespunzator fiecarui reper (dm2)
aria paralelogramului corespunzator setului de repere (dm2)
factorul teoretic de asezare a reperelor (%)
Datorita configuratiei specifice si a diferentelor de marime ale reperelor componente ale fetelor articolelor de incaltaminte, la croirea lor si inregistreaza deseuri care sunt de diverse tipuri:
deseuri normale inregistrate la croirea reperelor de acelasi fel (ca forma) si de aceeasi marime.
deseuri marginale determinate de lipsa de coincindenta dintre conturul reperului si conturul foarte diferit de fete.
deseuri de tipar manifestate la croirea reperelor diferite ca tip si Numar de marime;
deseuri prin punti manifestate ca urmare a croirii distantate a reperelor alaturate pentru asigurarea integritatii contururilor acestora si evitarea strivirii materialului sub actiunea cutitului;
deseuri decalate datorate diferentei de calitate a pieilor.
Norma de consum pentru reperele unui produs se determina ca produsul dintre indicele de calitate(IC) si suma dintre aria setului(AS) si aria deseurilor totale(Adt):
NC=(AS+Adt)IC
Pentru calculul consumului de material se considera un numar de repere asezate tangent si unind puncte identice de la reperele din aceeasi pozitie se obtine un paralelogram in interiorul caruia din bucati se formeaza un numar de repere intregi.
Determinam un factor de utilizare a materialului:
f=Ar/Ap=Ar/(Ar +Adn) unde:
Ar -aria reperului;
Ap-aria paralelogramului
aria setului este: As = Ari
Ari -aria reperelor din set
aria deseurilor normale: Adn=Aps-As
Aps - aria paralelogramului ce contine setul.
aria desurilor toatale: Adt=Adn+Adp+Adm+Adt
And - aria deseurilor normale;
Adp - aria deseurilor prin punti;
Adm - aria deseurilor marginale;
Adt - aria deseurilor de tipar
aria deseurilor normale in procente: aDn=(Adp/AS) 100 [%]
aria deseurilor prin punti: Adp=(p·P)/2
p=dimensiunea puntii;
P-perimetrul setului.
In procente : aDp=(Adp/AS)100 [%]
Aria deseurilor marginale si de tipar se calculeaza empiric astfel:
adm+dt=(a)·100 [%],
a -constanta cu valori diferite pentru cele doua categorii de piele.
Norma de consum : NC=AS(1+aDt/100)IC
Indicele de calitate are valori diferite in functie de calitatea pieilor:
IC1=0,97; IC2=1; IC3=1,03; IC4=1,1
Se vor calcula normele de consum pentru reperele din piele
Reperele sunt:
caputa+caramb
caramb exterior
caputa
decor
Model de asezare teoretica:
Aria reperului: 2,08 [dm2]
Perimetru reper: 7,48 [dm]
Aria paralelogramului: 5,98 [dm2]
Numar de repere: 2 (la pereche)
Factorul de asezare: 70 [%]
Calculul factorului de asezare pentru reperul caputa
Model de asezare teoretica:
Aria reperului:0,80 [dm2]
Perimetru reper: 3,70 [dm]
Aria paralelogramului: 1,71 [dm2]
Numar de repere: 2 (la pereche)
Factorul de asezare: 93 [%]
Model de asezare teoretica:
Arie reper: 0,85[dm2]
Perimetru reper: 4,02[dm]
Aria paralelogramului : 1,94[dm2]
Numar de repere (in pereche): 2
Factorul de asezare: 87 [%
Model de asezare teoretica:
Arie reper 1 (galben) : 0,39 [dm2]
Arie reper 2 (verde) : 0,14 [dm2]
Perimetrul reper 1 (galben): 6,09 [dm]
Perimetrul reper 2 (verde) :2,63 [dm]
Aria paralelogramului: 2,27 [dm2]
Numar de repere (in pereche): 4
Factorul de asezare: 93 [%]
Calculul factorului de asezare pentru reperele din mesina
Se vor calcula normele de consum pentru reperele din mesina
Reperele sunt:
Model de asezare teoretica:
Aria reperului:4,85 [dm2]
Perimetru reper:13,18 [dm]
Aria paralelogramului: 13,42 [dm2]
Numar de repere: 2 (la pereche)
Factorul de asezare: 72 [%]
Calculul factorului de asezare pentru reperul acoperis de brant
Model de asezare teoretica:
Aria reperului: 1,40 [dm2]
Perimetru reper: 5,49[dm]
Aria paralelogramului: 3,27 [dm2]
Numar de repere: 2 (la pereche)
Factorul de asezare: 85[%]
Calculul factorului de asezare pentru reperul antiglisor
Aria reperului: 0,5 [dm2]
Perimetru reper: 3,25[dm]
Aria paralelogramului: 1,2 [dm2]
Numar de repere: 2 (la pereche)
Factorul de asezare: 83[%]
|
Calculul Nc si U pentru piei naturale |
||||||||
|
Denumire reper |
Repere/ pereche |
Aria |
Aria paralelogram |
Perimetrul |
Factor de asezare |
|||
|
reper |
pereche |
reper |
pereche |
reper |
pereche |
|||
|
Caputa+caramb | ||||||||
|
Caputa | ||||||||
|
Caramb exterior | ||||||||
|
Decor | ||||||||
|
TOTAL |
As |
Aps |
Ps |
Medie |
||||
|
ns | ||||||||
|
Amp |
dm2 |
|
|
Ns | ||
|
Dp | ||
|
Dmt | ||
|
Dn | ||
|
DT | ||
|
U | ||
|
Nc |
dm2/per |
|
Ic | ||||
|
U |
73,08 | |||
|
Nc |
|
Calculul Nc si U pentru mesina |
||||||||
|
Denumire reper |
rep in per |
Aria |
Aria paralelogram |
Perimetrul |
Factor de asezare |
|||
|
1reper |
in pereche |
1reper |
in pereche |
1reper |
in pereche | |||
|
Captuseala caputa + caramb | ||||||||
|
Acoperis de brant | ||||||||
|
Antiglisor | ||||||||
|
Medie |
||||||||
|
ns |
As |
Aps |
Ps | |||||
|
Amp |
dm2 |
|
|
Ns | ||
|
Dp | ||
|
Dmt | ||
|
Dn | ||
|
DT | ||
|
U | ||
|
Nc |
dm2/per |
|
Ic | ||||
|
U | ||||
|
Nc |
2.2.2 Estimarea normelor de consum la inlocuitorii de piele
Inlocuitorii de piele se livreaza sub forma de:
- metraj daca sunt flexibile de tip tesaturi, piei sintetice
- placi cand sunt rigizi de tip: fibrotex, carton, talpa din fibre de piele, placi de cauciuc.
Aceste materiale se caracterizeaza prin uniformitate de proprietati: (dimensiuni, grosime, aspect) si lipsa defectelor.
Pentru determinarea consumului de materiale inlocuitoare de piele se efectueaza asezari practice ale reperelor in vederea stabilirii numarului de repere ce pot fi croite pe latimea, respectiv lungimea materialului.
Si pentru aceste materiale, in realizarea variantelor de asezare practica, se va respecta regula de baza a croirii care spune ca: directia de maxima solicitare a reperului sa corespunda cu directia de minima deformare a materialului (urzeala tesaturii sau lungimea materialelor sub forma de placi).
Dupa determinarea numarului de repere sau a numarului gruparilor de repere (dupa caz) ce se pot obtine pe fiecare dintre cele doua directii ale materialului (lungime si latime) se trece la calcularea normelor de consum luand in consinderare dimensiunile materialului pentru care s-a facut asezarea si numarul de repere (stabilit prin calcul )pe fiecare directie in parte.
Calculul se face reper cu reper, pe categorii de materiale iar relatiile de calcul sunt urmatoarele:
![]() , rest L2
, rest L2
![]() , rest
, rest ![]() ΔB2
ΔB2
nL - Numar de repere asezate in lungime;
nB - Numar de repere asezate pe latime;
L, B - lungimea, latimea materialului (mm);
L1, B1 - deseu marginal la inceputul croirii, egal pe cele doua directii (5 mm);
L, b - lungimea, latimea reperului (mm);
Δl, Δb - intrepatrunderea sau distanta reperelor pe lungime si latime (mm);
L2, B2 - deseuri marginale pe directia lungimilor si latimii, la terminarea croirii
Daca sunt prea mari se pot modifica dimensiunile astfel incat Loptim =L-50 n (mm)
Norma de consum pe pereche se determina inmultind norma de consum pentru un reper cu numarul reperelor similare in pereche cu relatia :
N'c=Nc nS [dm2/per];
![]() , [dm2/per];
, [dm2/per];
B max=B + toleranta admisa
Inlocuitorii sub forma de placi se livreaza in mai multe dimensiuni. Pentru acestia norma de consum pe reper se calculeaza astfel:
![]() , [dm2/reper];
, [dm2/reper];
Model de asezare practica pentru reperul bombeu
Varianta fara decalaj
Varianta cu decalaj
Model de asezare practica pentru staif
Varianta fara decalaj
Varianta cu decalaj
Calculul Nc la inlocuitori de piele pentru reperul bombeu
|
Calculul Nc la inlocuitori de piele fara decalaj |
||||||
|
L dm |
B dm |
lgrup dm |
bgrup dm |
interp L dm |
interp B dm |
|
|
numitor(L) | ||||||
|
rezultat (L) | ||||||
|
nlgrup | ||||||
|
DL2 |
numitor(B) | |||||
|
rezultat (B) | ||||||
|
nbgrup |
Nc |
Dm2/reper |
||||
|
Calculul Nc la inlocuitori de piele cu decalaj |
|||||
|
L dm |
B dm |
lgrup dm |
bgrup dm |
interp L dm |
interp B dm |
|
numitor(L) | |||||
|
rezultat (L) | |||||
|
nlgrup | |||||
|
DL2 |
numitor(B) | ||||
|
rezultat (B) |
| ||||
|
nbgrup |
Nc |
Dm2/reper |
|||
Calculul Nc la inlocuitori de piele pentru reperul staif rigid
|
Calculul Nc la inlocuitori de piele f r decalaj |
|||||
|
L |
B |
lgrup |
bgrup |
interp L |
interp B |
|
dm |
dm |
dm |
dm |
dm |
dm |
|
numitor(L) | |||||
|
rezultat (L) | |||||
|
nlgrup | |||||
|
DL2 |
numitor(B) | ||||
|
rezultat (B) | |||||
|
nbgrup |
Nc |
Dm2/reper |
|||
|
Calculul Nc la inlocuitori de piele cu decalaj |
|||||
|
L |
B |
lgrup |
bgrup |
interp L |
interp B |
|
dm |
dm |
dm |
dm |
dm |
dm |
|
numitor(L) | |||||
|
rezultat (L) | |||||
|
nlgrup | |||||
|
DL2 |
numitor(B) | ||||
|
rezultat (B) | |||||
|
nbgrup |
Nc |
Dm2/reper |
|||
2.3 Calculul consumului specific pentru materialele auxiliare
2.3.1.Normarea consumului de ata
Pentru calculul consumului de ata se porneste de la precizarea tipului cusaturii de imbinare a reperelor si a lungimii acestora, cunoscand ca exista relatia de calcul care permite determinarea lungimii de ata consemnate pentru efectuarea unui cm de cusatura.
Astfel pentru cusaturile utilizate frecvent la imbinarea reperelor de fete si captuseli se folosesc relatiile :
cusatura simpla cu 2 ate:
![]()
cusatura zig-zag
Unde :
l = lungimea atei pentru 1 cm cusatura (cm)
n = desimea cusaturii (pasi/cm)
i = grosimile materialelor ce se imbina (cm)
a = amplitudinea cusaturii
= coeficient depedent de elasticitatea atei si a materii care se imbina prin coasere (0,85-0,95)
Pe reperele superioare ca pozitii in imbinari, copiate pe plansele de proiectare la scara 1:1, se reprezinta cusaturile de imbinare, se masoara lungimea lor, iar apoi se determina necesarul de ata pentru efectuarea tuturor imbinarilor prin coasere cu ata de aceleasi caracteristici:
NCi = l L nS(cm ata /cusatura)
l = lungimea atei necesara pe 1 cm de cusatura (cm)
Li = lungimea cusaturii "i"[cm]
nS = numarul de cusaturi "i"similare in pereche
La valoarea totala obtinuta se adauga un surplus de 10% pentru pierderile tehnologice
La modelul prezentat s-au folosit urmatoarele tipuri de ata
In urma efectuarii probelor practice asupra produsului s-a stabilit urmatorul consum de ata:
- ata pentru imbinarea reperelor de fete 39.68 dm/pereche Nm 30
- ata pentru imbinarea reperelor de cǎptuseli 24 dm/pereche Nm 40
2.3.2.Normarea consumului de adezivi
Necesarul de adezivi se stabileste pentru toate tipurile de imbinari prin lipire, fie ele definitive sau provizorii dupa cum urmeaza:
lipire pe toata suprafata (talpa);
lipire discontinua, cu depunerea adezivului in benzi egal distantate sau in puncte (acoperis de brant)
lipire cu depunerea adezivului in banda de latime constanta (indoirea marginilor, rezerva de tragere a fetelor)
Factorii care influenteaza consumul de adezivi: tipul adezivului, concentratia sa, natura solventului, volatilitatea si densitatea acestuia, grosimea peliculei, aria suprafetei pe care se face depunerea adezivului.
Norma de consum a adezivului va fi reprezentata de masa substantei uscate insemnata cu masa solventului, cantitate la care se va adauga un surplus de (5-10)% pentru acoperirea pierderilor tehnologice.
In calcule se vor folosi urmatoarele relatii:
MSU -masa substantei uscate;(g);
N'C = Nc nS
NC = 1,1 (MSU+Msolv) [g/reper]
SU = VSU QSU [g/reper]
Msol - masa solventului, (g)
VSU - volumul substantei uscate, (cm3)
SU- masa specifica a substantei uscate, (g/cm3);
A - aria suprafetei reperului, pe care se face ungerea cu adeziv,(cm2)
δp - grosimea peliculei uscate,(cm)
nS- Numarul de repere simulare in pereche.
Msolv=Vsolv·ρSolv;
![]() ; [cm3]
; [cm3]
M'solv=MSolv·ns [g/per]
Vsolv- volumul solventului,[cm3];
- densitatea solventului [g/cm3];
C- concentratia adezivului, [%];
Valori concrete:
1) Masa specifica "QSU" pentru
- solutie cauciuc natural = 1,3g/cm3
- solutie cauciuc sintetic policloroprenic = 1,5g/cm3
- latex, aracet = 1,1 g/cm3
- solutie nitroceluloza = 2,2g/cm3
2)Grosimea peliculei, p pentru:
- lipire de rezistenta = 0,15 mm
- lipire provizorie = 0,10 mm
3)concentratia adezivului,C pentru:
- solutie cauciuc natural = (11-12)%
- solutie cauciuc sintetic = (20-22)%
- latex, aracet = (50-60)%
- solutie nitroceluloza = 20%
4)densitatea solventului, solv pentru:
benzina = 0,879 g/cm3
benzina + acetat etil +tolent (2/1/3) = 0,87 g/cm3
acetona = 0,79 g/cm3
toluen = 0,866 g/cm3
Calculul se efectueaza pentru fiecare reper apoi pentru pereche, cunoscand numarul reperelor similare in pereche, ns
In urma efectuarii probelor practice asupra produsului s-a stabilit urmatorul consum de adezivi.
- pentru cusut 0,06 kg/pereche pentru imbinari provizorii Ax1542
- termociment MACROMELT SR2030 0,0015 kg/pereche pentru imbinari definitive pentru TTF:
pALMAPUR 2302 L 12 g/pereche-uns I
PALMAPUR 2302 L 7,5 g/pereche-uns II
PALMARAPID 1904 22g/pereche (policloroprenic)
NEOGRIP 865 5g/pereche lipit acoperis de brant
Halogen 11 0,0039 L/pereche - agent de structurare
termoplast 19FN 8 g/pereche - tras varf
3. Elaborarea procesului tehnologic de fabricatie a articolului de incaltaminte proiectat si calcularea normei de timp si normei de productie.
3.1 Consideratii generale
Realizarea unui produs de incaltaminte presupune separarea procesului tehnologic in urmatoarele etape: obtinerea reperelor componente (flexibile si rigide), prelucrarea reperelor, formarea spatiala-structurarea respectiv imbinarea ansamblului superior cu ansamblul inferior, finisarea, C.T.C., ambalare.
Fiecare etapa se desfasoara in diferite ateliere specifice.
In atelierele de debitare repere flexibile si rigide se vor vor prevede operatii de stantare si croire a tuturor reperelor din componenta articolelor,de marcare, control, alcatuirea comisioanelor. Ansamblul superior va fi realizat prin procese in care succesiunea operatiilor de prelucrare-asamblare va fi impusa de modelul fetelor si de tipul captuselilor. Reperele rigide si subansamblele componente ale ansamblului inferior vor fi prelucrate si structurate prin procese tehnologice in cadrul carora succesiunea operatiilor si felul acestora vor fi impuse de natura materialelor, tipul prelucrarii si de varianta de asamblare. Formarea spatiala, talpuirea, aplicarea tocului si finisarea produselor vor avea un process tehnologic impus si de sistemul de confectie (IL) si de natura materialelor pentru talpa, factor ce va diferentia segmentul de finisare.
In atelierele de fabricatie a incaltamintei productia se desfasoara in flux continuu. Pentru asigurarea continuitatii activitatii de productie in fiecare atelier de productie se vor prezenta operatii de alimentare a a locurilor de munca cu materii prime, repere, semifabricate, operatii de control si de transport a reperelor in depozitele inermediare sau in final de transport al productiei in depozitul cental de produse finite, pentru expediere la beneficiar. Deplasarea reperelor in atelierele de productie si intre acestea se face pe caruciuare. Tot sub aceasta forma se transporta si produsele finite.
3.2 Stabilirea normelor de timp si de productie
Pentru stabilirea numarului de locuri de munca manuale si mecanice si al necesarului de muncitori care le desvesc in vederea realizarii volumului de produse impus prin tema proiectului.
Norma de timp reprezinta timpul atribuit unui executant pentru executarea unei unitati de produs in conditiile tehnico-organizatorice precizate ale locului de munca in cadrul operatiei respective. Se exprima min/per si se compune din:
Nt=Tpi + Top + Tdl + Tir
Tpi - timp de pregatire - incheiere
Top - timp operativ
Tdl - timp deservire loc de munca
Tir - timp intrerupere
Top= ta+tb
Tdl=tdo+tdt
tb:timp de baza;
ta:timp ajutor;
Tip =ton+tto
ton: timp de odihna
tto: timp de intreruperi conditionate tehnologic
3.3.Elaborarea procesului tehnologic pe ateliere
Modul de calculare a Nt si Nc la operatiile de decupare, pentru stabilirea necesarului de forta de munca si utilaje.
Repere flexibile (fete si captiseli)
Top: timp operativ, in care executantul efectueaza sau supravegheaza lucrarile necesare pentru transformarea cantitativa si calitativa a obiectului muncii,efectuand si actiuni ajutatoare cu componentele sale:
tb: executarea efectiva sau supravegherea lucrarilor pentru modificarea obiectului muncii,difera de tipul stantei si se compune din:
tb1: deplasarea spatiului rabatabil sau a podului si stantarea repereului;
tb2: deplasarea spatiului rabatabil dupa stantare
tb3: pentru executarea unei stantari suplimentare (S>1,5 dm2)
tb4: taierea colturilor (puntilor) dupa stantare.
ta: timp ajutator efectuarii manuirilor necesare;
ta1: asezarea materialelor pe butuc si reasezarea;
ta2: dependent de suprafata reperului (s/dm2);
ta3: numararea si asezarea reperelor pe comisioane;
ta4: legarea reperelor in comisioane.
Tdl,Tir, Tpi se stabilesc in functie de Top, suma lor fiind egala cu 0,24·Top, deci NT devine:
NT=1,24·Top [min om/per]
Np=Tm/NT [per/8h om]
Se calculeaza necesarul de stante nc=Qf·nf/Np si se rotunjeste la un numar intreg.
Repere rigide
Se va proceda in mod asemanator considerand pentru tb (doar tb1 lipseste): tb1+tb2+tb3, iar pentru ta se adopta valori normate pentru ta2 diferentiindu-se pe categorii de materiale rigide si numarul de straturi.
Stabilirea Normei de timp si Normei de productie la operatia de coasere
NT=Top+Tpi+Tdl+Tir
Top: alcatuit din: timp de baza tb=tb1+tb2
tb1: necesar pentru coaserea portiunilor drepte
tb2: necesar pentru coaserea portiunilor cu contururi curbe
tb1=ldi·tdi
ld: lungimea cusaturii drepte[cm]
td: timp necesar realizarii unui cm de cusatura [s/cm]
tb2=R·
R: raza de curbura
: unghiul la centru [rad]
Pentru calcularea tb se porneste de la fragmentarea fiecarei cusaturi in portiuni drepte si curbe in vederea determinarii prin masurare a lungimii acestora. Dupa aceea pentru fiecare caz concret ce corespunde traseelor cusaturii se extrag din normative valori pentru td si tc.
ta : timp ajutator se refera la timpul consumat pentru efectuarea diferitelor manuiri necesare executarii operatiei de imbinare prin coasere, se stabileste consultand normative de timp si va reprezenta o suma de componente. Dupa determinarea lui tb si ta se afla Top.
Tpi+Tdl+Tir=K·Top
K=0,154 la masina de cusut cu masa plana
K=0,170 la masina de cusut coloana cu un ac
K=0,200 la masina de cusut cu 2 ace
Nt=(1+K)Top
Np=Tm/Top => Nc=Qf/Np
Nc se rotunjeste la valoare intreaga na.
Stabilirea normei de timp si normei de productie la operatia de prelucrare-structurare a ansamblului superior
Alaturi de operatia asamblare prin coasere, se executa si diferite operatii manuale de prelucrare si prelucrari mecanice (insemnari, egalizari, subtieri, indoiri de margini, montari depuneri de adezivi, perforari finisari).
Np=Tm/Nt[per/8h om]
Operatiile manuale prin asimilare cu alte articole de acelasi destinatie confectionate din aceleasi materiale la care sunt stabilite Nt si Np. Se va adopta o valoare intreaga pentru Np, iar apoi se va calcula Nt.
Operatiile mecanice; pot pot utilize aceleasi relatii sau se pot asimila cu operatii
mecanice de de acelasi tip care se executa la confectionarea acelorasi articole de referinta considerate.
Se vor stabili Nt si Np pentru prelucrarea reperelor. Pe baza acestora se va calcula necesarul de utilaje si de forta de munca.
Stabilirea Normei de timp si normei de productie la operatiile din cadrul atelierului de formare spatiala structurare-finisare
Pentru calcularea Nt se procedeaza astfel
se stabileste in functie de acesti factori (STAS)
NT=(1+Tdl/100)(1+Ton/100)
Tdl, Ton: componente ale NT [%]
Tdl =Tdl/[Tm-(Tdl+Ton)]·100 [%]
Ton=Ton/(tm-Ton)·100 [%]
Inlocuind in relatie NT valorile obtinute prin calcul se va stabili NT in [min/per]. Se va calcula NP, nc si na.
Elaborarea procesului tehnologic in atelierul 1
"Debitarea reperelor flexibile"
101. Lansarea materiei prime flexibile
Materialele sunt:
- piele BOX FN;
- piele BOX FC;
-mesina.
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.32 [min*om/pereche]
Norma de productie: NP=1500 [per/8h*om]
102.Croit fete box
Reperele sunt:
decor caputa
caramb exterior
decor
Modul de executie al operatiei: mecanic
 Utilajul folosit este: stanta
electrohidrauluica
Utilajul folosit este: stanta
electrohidrauluica
cu brat rabatabil ATOM,
cu dimensiunile de: [900×960×1427] [mm]
Puterea motorului de: 4,4 [kw]
Greutateade: 1000 kg
Norma de timp: 2,981 [min*om/pereche]
Norma de productie: 161,01 [per/8h*om]
103. Croit captuseala caputa + carambi si acoperis de brant
Modul de executie al operatiei: mecanic
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de croit cu cutit banda Cimuiu - Rom. MCB - 2, cu dimensiunea de [3175×1700] [mm], puterea motorului de 1,9 kw
Norma de timp: NT=0,316 [min*om/pereche]
Norma de productie: NP=1518 [per/8h*om]
104. Egalizat piese fete

Egalizare pe toata suprafata
Egalizarea se face pentru a aduce toate piesele la aceiasi grosime. Pielea are variatie de grosime pe suprafata ei. Pentru acest model egalizarea se face la 1÷1,1[mm]
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de egalizat repere flexibile, SVIT 06155P2
Puterea motorului de 3[kW]
Dimensiunile 1500X850X1350[mm]
Viteza de avansare a materialului 6 - 25.5 m/min
Greutate 700 kg
Norma de timp: NT=0.8 [min*om/pereche]
Norma de productie: NP=600 [per/min*om]
105. Stampilare acoperis de brant
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de stampilat cu tus, captuseala exterioara din mesina, SVIT 06128/P2 cu dimensiunile [980X650X][mm] si puterea motorului de 0,18[kW]
Norma de timp: NT=0.32 [min*om/pereche]
Norma de productie: NP=1500 [per/8h*om]
106. stampilarea numarului de imperechere
Modul de executie al operatiei: mecanic
Utilajul folosit este: masina de stampilat cu tus, captuseala exterioara SVIT 06128/P2 cu dimensiunile [980X650X][mm] si puterea motorului de 0,18[kW]
Norma de timp: NT=1.68 [min*om/pereche]
Norma de productie: NP=268 [per/8h*om]
107. Control, legat, format program, pus pe carut si transportat
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.96 [min*om/pereche]
Norma de productie: NP=500 [per/8h*om]
Elaborarea procesului de fabricatie in atelierul 2 "Asamblare repere flexibile"
201. Lansare repere fete si captuseli
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.96 [min*om/pereche]
Norma de productie: NP=500 [per/8h*om]
202. Subtiat marginile reperelor pentru imbinari
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de subtiat repere flexibile FORTUNA model 35E-RZ; cu
dimensiunile [730×550] [mm] si puterea motorului de 0,6 [kw]
Norma de timp: 1,5 [min*om/pereche]
Norma de productie: 260 [per/8h*om]
203. insemnat fete
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=1 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
204. Cusut captuseala fete de antiglisor
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla PFAFF 141-5A; cu dimensiunile:[710×450] [mm]
Puterea motorului de: 0,245[kw]
Norma de timp: 1,06[min*om/pereche]
Norma de productie: 516 [per/8h*om]
205. Montat caputa pe carambi
Modul de executie: manual
Utilajul folosit: masa de lucru cu dimensiunile de [800×600] [mm]
Norma de timp: 0,98 [min*om/pereche]
Norma de productie: 467 [per/8h*om]
206. Cusut caputa pe carambi
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla PFAFF 141-5A; Dimensiunile [710X450] [mm]
Norma de timp: NT=1.1 [min*om/pereche]
Norma de productie: NP=536 [per/8h*om]
206. Cusut decor
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpa ; Dimensiunile [710X450] [mm]
Norma de timp: NT=1,1 [min*om/pereche]
Norma de productie: NP=500 [per/8h*om]
207. Montat decor pe fete
Modul de executie al operatiei: manual
Utilajul folosit:masa de lucru; dimensiunile [800×600] [mm]
Norma de timp: NT=0,66 [min*om/pereche]
Norma de productie: NP=627 [per/8h*om]
208. Indoit decor
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de indoit
Norma de timp: NT=0,66 [min*om/pereche]
Norma de productie: NP=627 [per/8h*om]
209. Cusut decor pe fete
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla
cu coloana PFAFF 191-45; cu
dimensiunile [710X450] [mm] si
puterea motorului 0,245[kW]
Norma de timp: NT=1.4 [min*om/pereche]
Norma de productie: NP=342 [per/8h*om]
210. Imbinare carambi + decor la spate

Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpa ; Dimensiunile [710X450] [mm]
Norma de timp: NT=1,19 [min*om/pereche]
Norma de productie: NP=401 [per/8h*om]
211. Uns si captusit fete
Modul de executie al operatiei: manual
Utilajul folosit: mas de lucru; dimensiunile [800×600] [mm]
Norma de timp: NT=0,7 [min*om/pereche]
Norma de productie: NP=685 [per/8h*om]
212. Cusut captuseala de fete
 Modul de executie al operatiei: mecanic
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut cu coloana cu un ac PFAFF 191-5A; cu dimensiunile [710×450] [mm] si puterea motorului de 0,7 kw
Norma de timp: NT=2,43 [min*om/pereche]
Norma de productie: NP=197 [per/8h*om]
213. Taiat surplus captuseala
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de taiat surplus captuseala

Norma de timp: NT=1.4 [min*om/pereche]
Norma de productie: NP=342 [per/8h*om]
214. Aplicat bombeu
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de aplicat bombeu termoadeziv: BIMA B-360; cu dimensiunile [320X400] [mm] si puterea motorului 2[kW]
Norma de timp: NT=0.8 [min*om/pereche]
Norma de productie: NP=600 [per/8h*om]
215. Montat staif
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=1.3 [min*om/pereche]
Norma de productie: NP=369 [per/8h*om]
216. Preformat semifabricatul in zona de staif
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de preformat staiful SVIT05062/P3;
Dimensiunile 1390X710X1852 [mm]
Puterea motorului 1,62[kW]
Productivitate maxim 140 perechi/ora
Greutate: 455kg
Norma de timp: NT=1.5 [min*om/pereche]
Norma de productie: NP=320 [per/8h*om]
217. Cusut fete cu rezerva pe zona rezervei de tragere
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de cusut simpla cu coloana PFAFF 191-45; cu dimensiunile [710X450] [mm] si puterea motorului 0,245[kW]
Norma de timp: NT=1.4 [min*om/pereche]
Norma de productie: NP=342 [per/8h*om]
218. Tras ate, ars capete de at si curatat
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=1,57 [min*om/pereche]
Norma de productie: NP=191 [per/8h*om]
219. Control, transport comisioane in depozitul de regrupare
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm] si carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=1.5 [min*om/pereche]
Norma de productie: NP=320 [per/8h*om]
Elaborarea procesului de fabricatie in atelierul 3 "Formare, structurare spatiala, finisare"
301. Lansat fete, branturi si calapoade
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
302. Fixat brantul pe calapod
Modul de executie al operatiei: mecanic
Utilajul folosit: masina de fixat brantul pe calapod SVIT 02015/P6 cu dimensiunile [745X960][mm] si puterea motorului de 0.37 [kW]
Norma de timp: NT=1,37 [min*om/pereche]
Norma de productie: NP=350 [per/8h*om]
303. Tras varf


Modul de executie al operatiei: mecanic
Utilajul folosit: masina de tras varf cu termociment
Molina &Bianchi Sincron 4PX;
Dimensiuni :[1600X1150X1850] [mm]
Puterea motorului de 1.4 kw+0.4 [kW]
Presiune min/max 400÷1000 kPa (4÷10 bar)
Cicli/ora 500 max, poluare sonora 80 dB - 130 dB.
Greutate 951 kg.
Norma de timp: NT=1,37 [min*om/pereche]
Norma de productie: NP=350 [per/8h*om]
304. Tras rezerva in zona de calcai
 Utilajul folosit:
masina de tras rezerva in zona de calcai SVIT 02161/P1;
Utilajul folosit:
masina de tras rezerva in zona de calcai SVIT 02161/P1;
 Dimensiunile 860X625X1485 [mm]
Dimensiunile 860X625X1485 [mm]
Puterea motorului de 2.2[kW]
Presiunea 0,4 - 0,6 Mpa
Greutate: 220 Kg
Productivitate 75 - 100 perechi/ora
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
305. Tras in parti
Modul de executie: mecanic
Utilajul folosit: masina de tras calcai si in parti SVIT 02236 P2

Puterea motorului 2kw
Norma de timp: NT=0.54 [min*om/pereche]
Norma de productie: NP=800 [per/8h*om]
306. Aplicat ceara abraziva
Modul de executie al operatiei: manual
Utilajul folosit: masina de periat SVIT 043132; cu dimensiunile[895X960][mm
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
307. Scamosat rezerva la fete, deprafare
Utilajul folosit: masina de scamosat si periat SVIT 043132; cu
dimensiunile[895X960][mm]
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
308. Uns I
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=1.6 [min*om/pereche]
Norma de productie: NP=300 [per/8h*om]
309. Uns II + fixat glencul
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=2 [min*om/pereche]
Norma de productie: NP=240 [per/8h*om]
310. Reactivare, fixat talpa
Modul de executie al operatiei: mecanic

Utilajul folosit: tunel de activare cu infra rosu si masina de presat pneumatica Funk
Norma de timp: NT=2.055 [min*om/pereche]
Norma de productie: NP=236 [per/8h*om]
311. Scos calapod
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=0.68 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
312.Retusat incaltaminte
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
313. Aplicat crema
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT = 0.68[min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
314. Aplicat ceara de luciu
Utilajul folosit: masina de periat SVIT 043132; cu dimensiunile[895X960][mm
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
315. CTC Final
Modul de executie al operatiei: manual
Utilajul folosit: masa de lucru cu dimensiunile [600X800][mm]
Norma de timp: NT=0.685 [min*om/pereche]
Norma de productie: NP=700 [per/8h*om]
316. Format cutii si capace, pus etichete si ambalat individual
Modul de executie al operatiei: manual
Utilajul folosit: carucior cu dimensiunile [800X1000][mm]
Norma de timp: NT=2.745 [min*om/pereche]
Norma de productie: NP=175 [per/8h*om]
Copyright © 2026 - Toate drepturile rezervate